Способ литья и средства для его осуществления - RU2311984C2
Код документа: RU2311984C2
Чертежи

Описание
Перекрестные ссылки на родственные заявки
Данная заявка притязает на приоритет по предварительной заявке на патент США №60/404642, поданной 20 августа 2002, которая введена настоящим ссылкой во всей своей полноте.
Область техники, к которой относится изобретение
Изобретение относится к способу отливки металлических и композитных изделий с использованием формы, причем форма содержит пористую порошковую деталь, используемую в качестве расходуемого шаблона. Кроме того, изобретение относится к способам получения таких форм и шаблонов, а также к самим формам и шаблонам. Предпочтительно, пористая порошковая деталь изготовлена способом быстрого макетирования.
Предыдущий уровень техники
Отлитое или литое изделие является обычно изделием, которое получают, оставляя расплавленный металл застывать в форме. Литое изделие принимает конфигурацию литейной формы. Литые изделия применяются как составные части во многих промышленных и потребительских продуктах.
Тип используемой формы зависит в большой степени от выбранного способа отливки. С возникновением процесса литья металла и до настоящего времени самой обычной формовочной средой, в которой отливается металл, был, несомненно, песок. Формы могут быть сделаны из других материалов, например, существуют металлические формы, графитовые формы и гипсовые формы. Во многих случаях при изготовлении форм, в которых формуется отливка, применяются шаблоны. Некоторые шаблоны могут использоваться повторно сотни или даже тысячи раз, тогда как другие являются одноразовыми шаблонами, которые разрушаются в процессе изготовления формы.
Существует ряд известных способов литья, каждый со своими конкретными достоинствами и недостатками. Эти способы включают литье в песчаные формы, прецизионное литье, свободную заливку форм или непрерывное фасонное литье под низким давлением, жидкую штамповку при высоком давлении, тиксотропное литье, центробежное литье, отливку в гипсовые или оболочковые формы и жидкую штамповку.
Изготовление форм часто является дорогим и отнимает много времени. Формы или шаблоны для форм могут быть обработаны квалифицированным специалистом на станках для выверки деталей, иногда используя сложные и дорогие автоматизированные технологии. Требования к изготовлению форм или шаблонов для процессов литья часто приводят к большим срокам поставки первых литых изделий. Например, прецизионная отливка часто требует три месяца для приготовления первой отливки. Кокильная отливка и непрерывное фасонное литье могут потребовать еще большего времени на подготовку, которое может приближаться к шести месяцам. Однако разработчики новых продуктов все больше и больше требуют коротких времен производственного цикла, так как от начальной идеи до конечного компонента они могут несколько раз изменить конструкцию.
Чтобы быстро получить трехмерную модель нового изделия, конструкторами может применяться быстрое макетирование. Термин "быстрое макетирование" относится к классу технологий, которые создают физические модели по данным автоматизированного проектирования (CAD) за относительно короткий период времени. Быстрое макетирование известно также в данной области как "технология производства твердых свободных форм". Способы быстрого макетирования иногда называют "трехмерными принтерами", так как они позволяют конструкторам быстро создать осязаемые трехмерные прототипы их разработок из компьютерного файла, а не просто двумерные картинки. Модели, получаемые быстрым макетированием, имеют много применений. Например, они создают превосходные визуальные вспомогательные средства для того, чтобы сообщить об идеях сотрудникам или клиентам. Кроме того, восковые модели, сделанные способами быстрого макетирования, использовались в качестве шаблонов в процессах литья по выплавляемым восковым моделям. Хотя способы быстрого макетирования хорошо подходят для изготовления прототипов, специалисты в данной области поймут, что продукция способов быстрого макетирования не ограничена тем, чтобы быть просто макетами.
Двумя примерами имеющихся систем быстрого макетирования являются трехмерная печать (3DP) и избирательное лазерное спекание (SLS). Оба этих метода создают физическую модель на послойной основе для производства трехмерного изделия, сделанного из порошка, связанного полимерным связующим. Такие процессы способны создавать объекты со сложными внутренними свойствами, например каналами, которые не могут быть произведены другими средствами. 3DP-процесс концептуально сходен со струйной печатью. Однако вместо чернил в 3DP-процессе накладывают полимерный клей. Этот полимерный клей наносится на слой порошка в соответствии с двумерным срезом трехмерного компьютерного представления желаемого объекта. В SLS-процессе создают изделия, сплавляя друг с другом покрытые полимером частицы порошка. Управляемый компьютером лазерный пучок сканирует каждый слой порошка и сплавляет полимерные покрытия соседних частиц, чтобы связать частицы вместе в цельное изделие.
Процессы 3DP и SLS производят пористые порошковые детали, которые обычно содержат от примерно 30 до более 60 об.% порошка, в зависимости от плотности упаковки порошка, и около 10 об.% связующего, причем остальное является пустым объемом. Пористая порошковая деталь, выполненная по любому из этих способов, является хрупкой и обычно подвергается термической обработке, чтобы получить полностью плотное изделие, имеющее улучшенные механические свойства. Типичная термообработка состоит из удаления связующего, спекания порошка и пропитывания спеченного изделия дополнительным расплавленным металлом.
Подробное описание изобретения
Настоящее изобретение рассматривает применение пористой порошковой детали, имеющей относительную плотность менее примерно 80%, в качестве расходуемого литьевого шаблона. Относительная плотность выражена в процентной доле и является отношением плотности, которую реально имеет пористая порошковая деталь, к плотности, которую деталь имела бы, если бы не содержала пор или полимерного связующего. Полностью плотная деталь имеет относительную плотность 100%. Термин "пористый" используется в выражении "пористая порошковая деталь", чтобы указать, что порошковая деталь не полностью плотная. Предпочтительно, пористая порошковая деталь имеет относительную плотность, например, от 30 до 40%, чтобы дать возможность влить в форму соответствующую высокую долю расплавленного металла.
Некоторые варианты осуществления настоящего изобретения позволяют изготовить литые изделия за короткое время, комбинируя технологию быстрого макетирования с обычными способами отливки. В таких вариантах осуществления пористую порошковую деталь, состоящую из порошка, связанного полимерным связующим, получают техникой быстрого макетирования. Литейную форму изготовляют, используя пористую порошковую деталь в качестве расходуемого шаблона, при этом пористая порошковая деталь окружена песком для литья в литьевой опоке. Опоку в сборке нагревают для удаления или разложения полимерного связующего в пористой порошковой детали. Расплавленный металл заливают в форму, содержащую пористую порошковую деталь, причем пористая порошковая деталь может расплавиться или частично расплавиться в зависимости от температуры расплавленного металла и затем застыть вместе с расплавленным металлом с образованием литого изделия. В некоторых предпочтительных вариантах осуществления пористую порошковую деталь снабжают керамическим покрытием перед тем, как она будет окружена песком для литья.
Пористые порошковые детали могут также быть произведены другими способами. Примеры таких способов включают, без ограничений, штамповку вырубанием, холодное изостатическое прессование и спекание сыпучего порошка в форму. Хотя, в некоторых случаях, применение пористых порошковых деталей, изготовленных не быстрым макетированием, а другими способами, в качестве расходуемых литьевых шаблонов может и не сокращать время от начальной конструкции до отливки, тем не менее, их использование предоставляет в распоряжение, по существу, неизвестный ранее способ изготовления литейных форм.
Пористая порошковая деталь используется как расходуемый литьевой шаблон, который определяет форму песчаной литейной формы или керамического остова, который образуется вокруг нее. Как и обычный расходуемый литьевой шаблон, пористая порошковая деталь практически полностью разрушается при ее однократном применении. Однако в отличие от обычного расходуемого литьевого шаблона порошок, который является составляющим материалом детали, становится компонентом отлитого изделия. В некоторых случаях порошок из пористой порошковой детали полностью или частично расплавляется и смешивается или сплавляется с отливаемым расплавленным металлом, который наливают в форму, содержащую пористую порошковую деталь. В других случаях порошок образует композитный материал с расплавленным металлом для литья.
Рассматриваются также способы получения форм, содержащих пористую порошковую деталь, используемую в качестве расходуемого шаблона. Такие способы включают стадии изготовления пористой порошковой детали, например, путем применения быстрого макетирования, и изготовление литейной формы с применением этой пористой порошковой детали в качестве расходуемого шаблона. Некоторые варианты осуществления включают стадию нанесения на пористую порошковую деталь керамического покрытия.
Формы и расходуемые шаблоны, содержащие пористые порошковые детали, также рассматриваются настоящим изобретением.
Варианты осуществления настоящего изобретения, которые используют способ быстрого макетирования для изготовления пористой порошковой детали для использования как расходуемого шаблона, имеют то преимущество, что литые изделия, имеющие сложные формы и внутреннюю структуру, такую, как каналы, могут в некоторых случаях быть отлиты без необходимости вкладышей внутри формы.
Другое преимущество настоящего изобретения состоит в том, что некоторые из его вариантов осуществления обеспечивают получение литых изделий, которые могут иметь однородную микроструктуру и могут быть металлургически упрочнены путем термического упрочнения. Напротив, пропитанные традиционными способами изделия, полученные быстрым макетированием, обычно не являются ни однородными, ни упрочняемыми.
Другие детали и преимущества настоящего изобретения станут ясны специалистам в данной области из следующего детального описания его предпочтительных в настоящее время вариантов осуществления и приложенных чертежей.
Краткое описание чертежей
Особенности характеристик и достоинств настоящего изобретения будут лучше поняты благодаря ссылкам на приложенные чертежи. Следует, однако, понимать, что чертежи предназначены исключительно для целей иллюстрации и не являются определением границ настоящего изобретения.
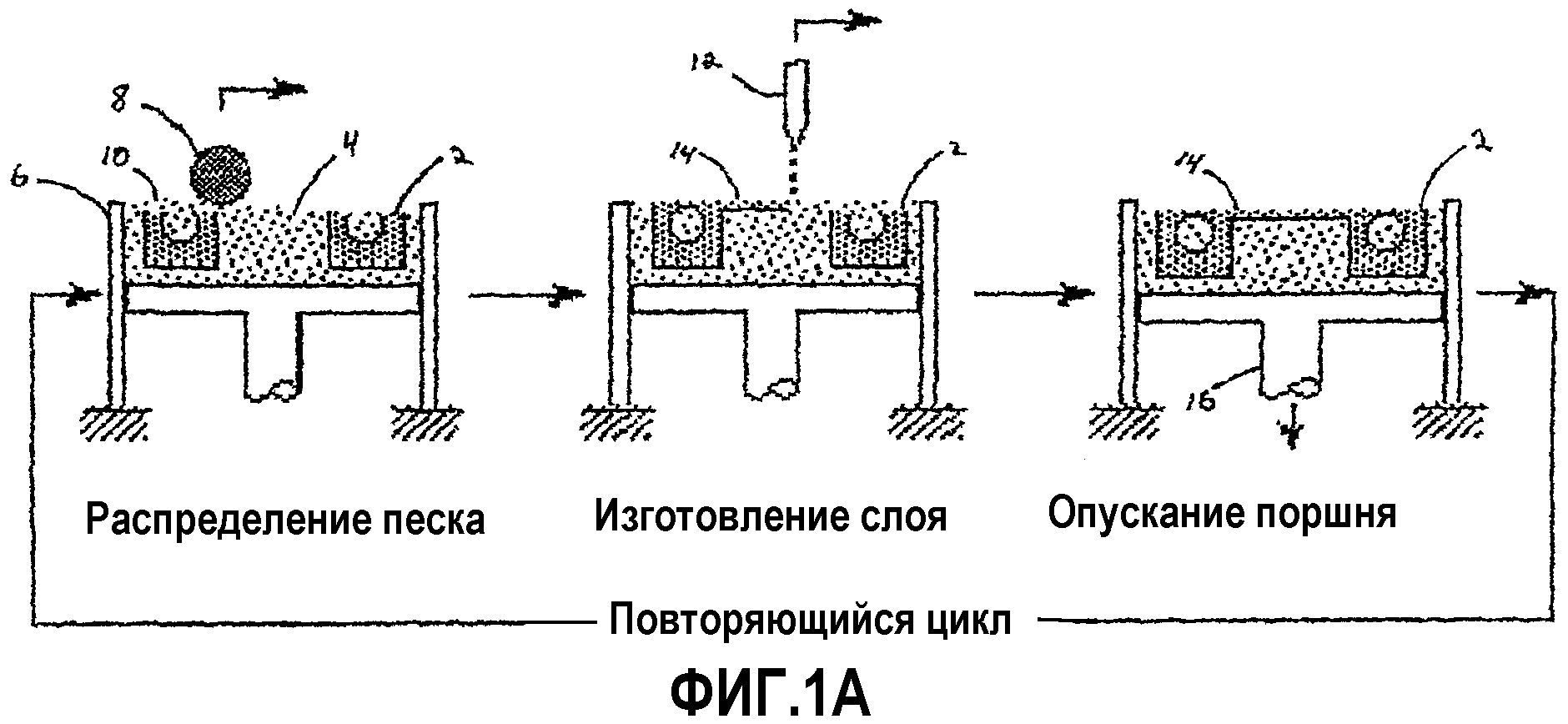
Фиг.1A-D показывают последовательные стадии в создании пористой порошковой детали обычным способом быстрого макетирования.
Фиг.1A показывает три стадии создания одного слоя пористой порошковой детали.
Фиг.1B показывает пористую порошковую деталь в стадии частичной готовности.
Фиг.1C показывает пористую порошковую деталь после того, как был изготовлен последний слой.
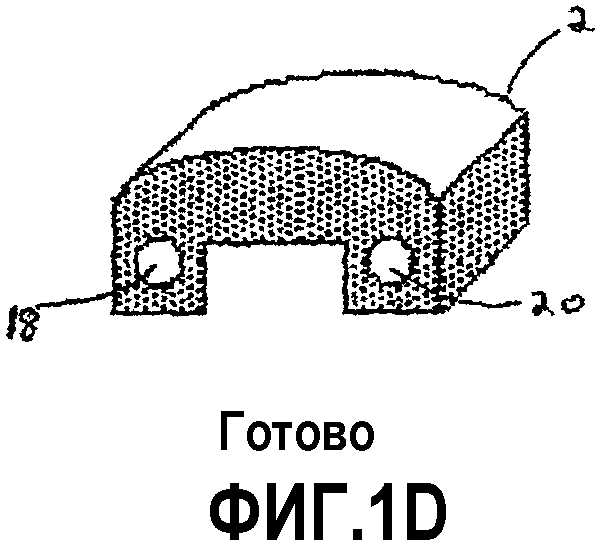
Фиг.1D показывает готовую пористую порошковую деталь.
Фиг.2A-E показывают последовательные стадии способа, который использует пористую порошковую деталь, показанную на Фиг.1.
Фиг.2A показывает пористую порошковую деталь после того, как на ее внутренней и внешней поверхности было образовано огнеупорное покрытие из керамики.
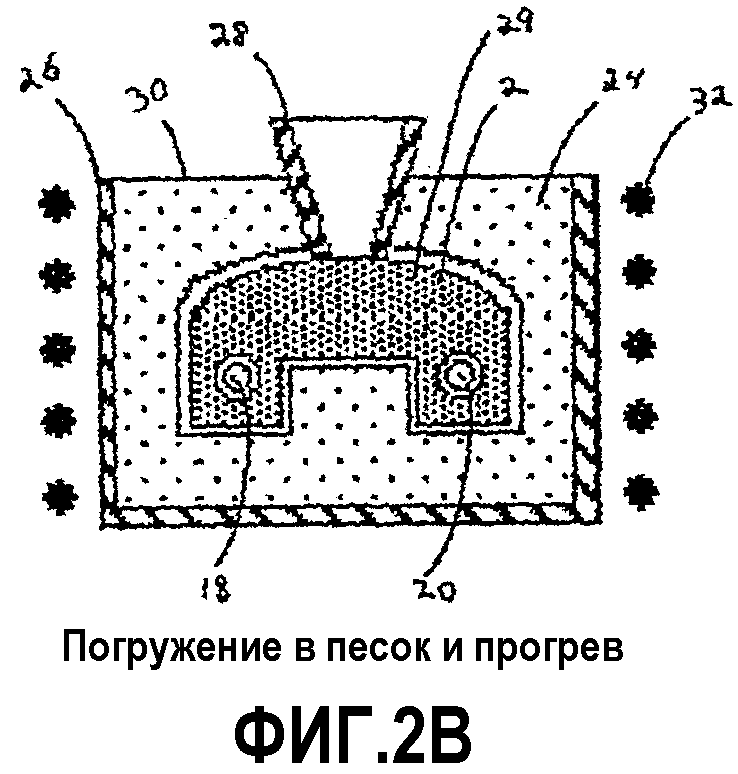
Фиг.2B показывает прогрев пористой порошковой детали по Фиг.2A, установленной в песок для литья внутри литьевой опоки, для образования литейной формы.
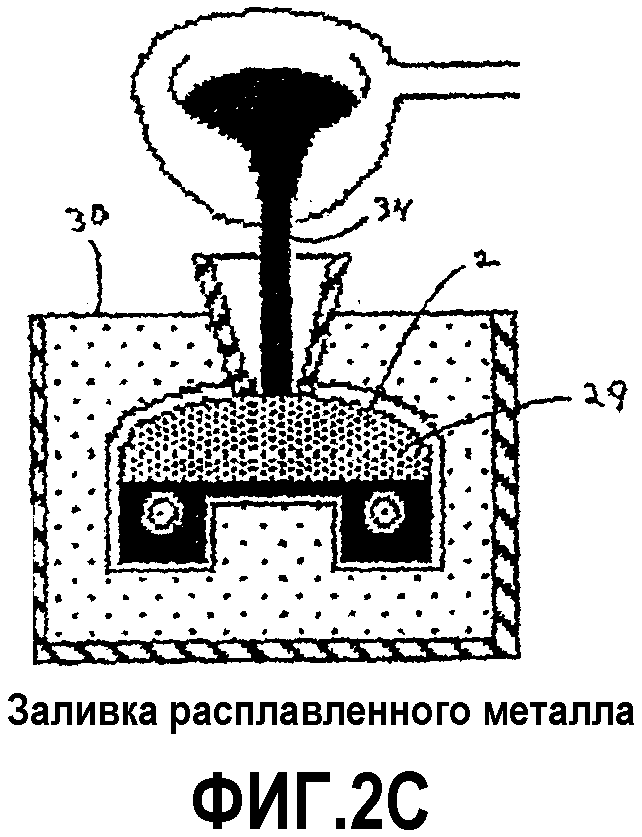
Фиг.2C показывает заливку расплавленного металла в литейную форму по Фиг.2B.
Фиг.2D показывает застывание и охлаждение литого изделия, отлитого в соответствии с Фиг.2C.
Фиг.2E показывает литое изделие по Фиг.2D после того, как его удалили из песка для литья.
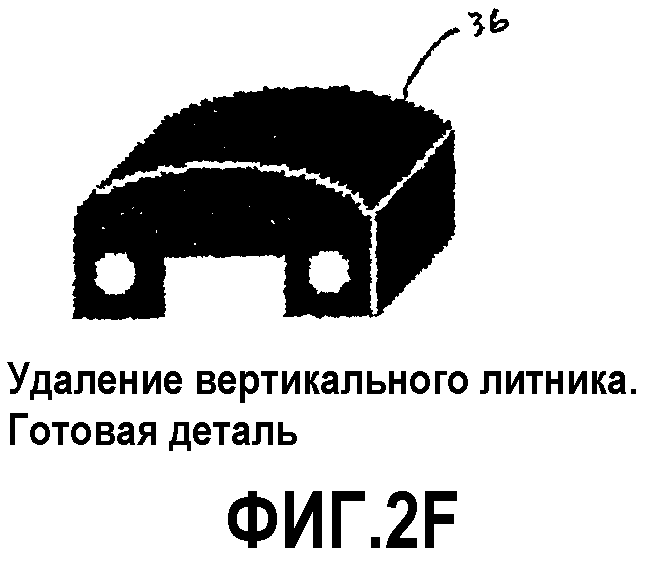
Фиг.2F показывает литое изделие по Фиг.2E после того, как был удален вертикальный литник.
Предпочтительный пример осуществления изобретения
В этом разделе некоторые варианты исполнения настоящего изобретения, предпочтительные в настоящее время, описываются более детально и в достаточной мере для специалистов в данной области, чтобы осуществить настоящее изобретение.
Предпочтительные варианты осуществления настоящего изобретения могут быть применены, чтобы получить сложные литые изделия с жесткими допусками. В некоторых предпочтительных вариантах осуществления для изготовления пористой порошковой детали, которая затем используется как расходуемый шаблон для изготовления литейной формы, применяется быстрое макетирование. Быстрое макетирование, применяемое в этих вариантах осуществления, может содержать следующие стадии:
1. Создание CAD-модели шаблона. Деталь, которая должна быть создана, моделируется с применением программы автоматизированного проектирования (CAD). Конструктор может использовать уже существующий CAD-файл или может при желании создать файл специально для целей макетирования.
2. Конвертирование CAD-модели в стереолитографический файловый формат, называемый STL-форматом. STL-формат принят как стандартный в отрасли быстрого макетирования.
3. Расщепление компьютерной STL-модели на ряд тонких поперечных слоев, используя алгоритмическую программу расщепления. Некоторые такие программы имеются в продаже, и большинство из них позволяет пользователю подобрать размер, расположение и ориентацию модели.
4. Изготовление детали на машине быстрого макетирования. Реальная конструкция детали достигается с использованием машины быстрого макетирования посредством послойного создания.
5. Очистка и отделка детали. Сюда входит удаление детали из машины быстрого макетирования и отделение всего сыпучего порошка. Могут быть также необходимы некоторая незначительная очистка и обработка поверхности детали.
Такие варианты осуществления настоящего изобретения могут использовать способ быстрого макетирования любого типа, известного специалистам в данной области, в котором возможно создание пористой порошковой детали. Двумя такими способами, которые особенно предпочтительны, являются 3DP и SLS. Следует понимать, что для специалистов в данной области очевидно, что пористые порошковые детали, изготовленные способом быстрого макетирования, отличаются от пористых порошковых деталей, изготовленных другими способами, по своим уникальным структурным характеристикам. Это так, потому что в отличие от других способов создания форм, способы быстрого макетирования не искажают форму частиц порошка или не приводят к поверхностному сцеплению соседних частиц порошка. К тому же по способам быстрого макетирования возможно изготовление пористых порошковых деталей, имеющих внутреннюю структуру, например каналы, которые не могут быть получены другими средствами.
На фиг.1A-D схематически изображены последовательные стадии создания пористой порошковой детали обычным способом быстрого макетирования. Показанная пористая порошковая деталь является шаблоном 2 детали украшения. Если обратиться к этим фигурам, Фиг.1A иллюстрирует создание одного слоя шаблона 2 детали украшения, показанное на стадии, в которой шаблон 2 детали украшения закончен только частично. Частично законченный шаблон 2 детали украшения окружен порошковой подстилкой 4 внутри машины 6 быстрого макетирования. В крайней левой части валик 8 выравнивает верхнюю поверхность порошковой подстилки 4, распределяя слой 10 порошка поверх частично завершенного шаблона 2 детали украшения. В центральной части печатная головка 12 сканирует слой 10 порошка, чтобы образовать новый верхний слой 14 частично завершенного шаблона 2 детали украшения. В 3DP-процессе печатная головка 12 может доставить струю полимерного связующего в слой 10 порошка, чтобы связать вместе соседние частицы порошка. В SLS-процессе печатная головка 12 может направить лазерный пучок в слой 10 порошка, чтобы сплавить вместе полимерные покрытия соседних частиц порошка. Самая правая часть показывает завершенный новый слой 14. Поршень 16, который поддерживает порошковую подстилку 4, затем, как показано, смещается вниз, чтобы вместить добавление порошка к порошковой подстилке 4 для нанесения следующего слоя порошка на шаблон 2 детали украшения.
Фиг.1B показывает шаблон 2 детали украшения на промежуточной стадии после того, как было изготовлено несколько слоев. Фиг.1C показывает шаблон 2 детали украшения после того, как был выполнен последний слой. Фиг.1D показывает готовую деталь украшения после того, как ее удалили из порошковой подстилки 4 машины 6 быстрого макетирования. Отметим, что шаблон 2 детали украшения содержит внутренние каналы 18, 20.
Пористые порошковые детали, изготовленные быстрым макетированием или другими способами, используются как одноразовые шаблоны для литейных форм. Например, пористая порошковая деталь может использоваться, чтобы заменить шаблон из пеноматериала или восковой шаблон в процессе, который сходен с обычным способом литья по выплавляемым восковым моделям или выплавляемым моделями из пеноматериала. Способы литья по выплавляемым моделям из пеноматериала или выплавляемым восковым моделям известны также как способы прецизионного литья с покрытием, где слово "покрытие" используется, чтобы указать, что одноразовый восковой шаблон или шаблон из пеноматериала покрыт керамическим слоем. В обычных процессах прецизионного литья нанесенный керамический слой делают, чтобы создать твердую оболочку вокруг воскового или пенопластового шаблона. Шаблон с покрытием нагревают для удаления или избавления от пеноматериала или воска. Оставшаяся полая керамическая оболочка может поддерживаться песком для литья в литьевой опоке, чтобы получить литейную форму. Керамическая оболочка также предотвращает контактирование расплавленного металла с окружающим песком для литья.
Некоторые варианты осуществления настоящего изобретения видоизменяют традиционные способы прецизионного литья тем, что пористую порошковую деталь, которую используют как расходуемый шаблон, не удаляют или уничтожают перед заливкой расплавленного металла, но наоборот, соединяют с расплавленным металлом для образования литого изделия. Такие варианты осуществления могут включать следующие стадии, которые показаны на Фиг.2A-F.
Обратимся к Фиг.2A: показанная пористая порошковая деталь является шаблоном 2 детали украшения по Фиг.1A-D. Шаблон 2 детали украшения покрыт керамикой для получения керамической оболочки 22 на ее внешней поверхности, а на всех внутренних поверхностях он может иметь, например, поверхности с внутренними каналами 18, 20. Покрытие, которое образует керамическую оболочку 22, может быть нанесено, как и в традиционном прецизионном литье, например, путем макания, напыления, или обливки, используя шликер. Угол смачивания шликером поверхности пористой порошковой детали, например шаблона 2 детали украшения, должен быть больше, чем примерно 90 градусов, чтобы избежать просачивания шликера внутрь пористой порошковой детали. Покрытие может быть высушено в условиях окружающей среды или особых условиях сушки, например в условиях, получаемых в нагретой печи. Керамика может быть любой керамикой, в том числе той, которая обычно используется в прецизионном литье, которая физически и химически совместима с заливаемым расплавленным металлом и с материалами, составляющими пористую порошковую деталь.
Обратимся к Фиг.2B: покрытый керамикой шаблон 2 детали украшения окружен песком 24 для литья внутри литьевой опоки 26, имеющей вентиляционные отверстия. Из-за сложности геометрии конкретной пористой порошковой детали песку 22 для литья может быть трудно достичь некоторых зон, например, каналов 18, 20 шаблона 2 детали украшения. Течение и надлежащее уплотнение песка 24 для литья вокруг и внутри внутренних каналов 18, 20 шаблона 2 детали украшения могут быть улучшены, применяя вибростенд. Нужно следить, чтобы при уплотнении песка 24 для литья не деформировать шаблон 2 детали украшения или керамическое покрытие 22. Перед тем, как обложить песком 24 для литья имеющий керамическое покрытие шаблон 2 детали украшения, удаляют часть керамического покрытия 22 и на это место устанавливают вертикальный литник 28, чтобы провести расплавленный металл в выполненный из спеченного металлического порошка каркас 29 шаблона 2 детали украшения. Могут также быть использованы питатели и/или желобы, чтобы помочь доставить расплавленный металл к пористой порошковой детали. В некоторых вариантах осуществления пористая порошковая деталь разрабатывается и конструируется так, чтобы иметь встроенные питатели и/или желобы.
После того как песок 24 для литья был надлежащим образом уплотнен, опоку в сборке 30 прогревают средством 32 подогрева, например печью или газовоздушной горелкой, до температуры, при которой связующее в шаблоне 2 детали украшения частично или полностью удаляется путем испарения или разложения. Газы и пары, выделенные во время этого процесса удаления связующего, могут выходить через вертикальный литник 28 и любые питатели и желобы, которые применяются. Прогрев также снижает теплопотери расплавленного металла в процессе литья. Процесс прогрева может быть проведен на воздухе, но более предпочтительно он проводится в регулируемой атмосфере, чтобы условия на поверхности металлического порошка пористой порошковой детали были оптимизированы для процесса литья. Например, можно использовать защитную атмосферу, чтобы предотвратить окисление металлического порошка во время прогрева. Примеры таких защитных атмосфер включают водород, азот, аргон и их комбинации.
Обратимся к Фиг.2C: после того как опока в сборке 30 была прогрета, расплавленный металл 34 вливают через вертикальный литник 28 внутрь шаблона 2 детали украшения. Расплавленный металл 34 плавит порошковый каркас 29 и принимает геометрию шаблона 2 детали украшения. В некоторых вариантах осуществления расплавленный металл 34 полностью расплавляет порошок каркаса 29, тогда как в других вариантах осуществления порошок полностью или частично образует с расплавленным металлом 34 композитный материал. Как и стадия прогрева, стадия литья может быть проведена на воздухе или в защитной атмосфере.
Обратимся к Фиг.2D: опоку в сборке 30 охлаждают, чтобы отвердить расплавленный металл 34.
Обратимся к Фиг.2E: затвердевшая литая деталь 36 украшения удалена из песка 24 для литья, а керамическое покрытие 22 и вертикальный литник 28 удалены с литой детали 36 украшения.
Обратимся к Фиг.2F: материал 38 из вертикального литника удален с отлитой детали 36 украшения. Затем отлитая деталь 36 украшения может быть очищена и осмотрена.
Хотя при обсуждении Фиг.2A-F перед стадией заливки расплавленного металла следует стадия прогрева, на которой связующее удаляют из пористой порошковой детали, нет необходимости, чтобы эти стадии проводились одна за другой. Во-первых, следует понимать, что стадия удаления связующего необходима только в тех случаях, когда связующее должно быть удалено из пористой порошковой детали, чтобы предотвратить вредное взаимодействие связующего с расплавленным металлом. В некоторых вариантах осуществления стадии удаления связующего не требуется, так как пористая порошковая деталь содержит мало связующего или не содержит его вовсе, как в некоторых случаях, когда пористая порошковая деталь формируется в процессе, который использует приложение сжимающего давления для соединения порошка путем механического сцепления или путем контактной точечной сварки. Во-вторых, следует понимать, что стадия удаления связующего, если она применяется, может быть проведена в любое время до стадии литья. Например, в некоторых вариантах осуществления, применяющих керамическое покрытие, связующее может быть удалено даже раньше, чем имеющую покрытие пористую порошковую деталь помещают в литьевую опоку. В таких вариантах осуществления имеющая покрытие пористая порошковая деталь может храниться в течение некоторого периода после удаления связующего и до помещения ее в литьевую опоку. В некоторых вариантах осуществления литьевая опока целиком может быть помещена на хранение после удаления связующего и затем позднее прогрета перед отливкой. В-третьих, следует понимать, что за исключением случаев, когда прогрев необходим для удаления или разложения связующего или для спекания песка для литья или керамического покрытия, прогрев должен быть проведен только там, где он необходим, чтобы предотвратить проблемы преждевременного застывания, или же чтобы облегчить наполнение формы.
В некоторых вариантах осуществления настоящего изобретения порошок в пористой порошковой детали является металлическим порошком, который полностью плавится и смешивается или сплавляется с расплавленным металлом. В таких вариантах осуществления важно, чтобы расплавленный металл имел достаточный перегрев, чтобы расплавить металлический порошок из пористой порошковой детали. В предположении отсутствия теплопереноса от расплавленного металла к песку соотношение между температурой расплавленного металла и температурой прогрева опоки в сборке в таких случаях выражается как:
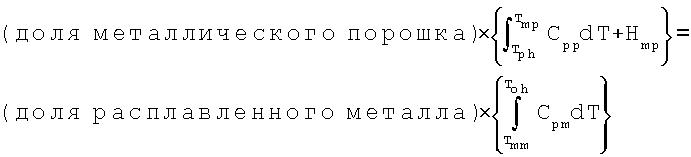
где
Tph означает температуру прогрева опоки в сборке, которая содержит пористую порошковую деталь;
Tmp является температурой плавления порошкового материала;
Cpp является удельной теплоемкостью материала порошка;
Hmp является теплотой плавления порошкового материала;
Tmm является температурой плавления расплавленного металла;
Toh является температурой перегрева расплавленного металла;
Cpm является удельной теплоемкостью расплавленного металла.
В некоторых вариантах осуществления настоящего изобретения пористая порошковая деталь используется как шаблон для литейной формы без того, чтобы на нем была образована керамическая оболочка. Хотя такие варианты осуществления могут не давать такую же гладкую поверхность, как те, что используют керамическую оболочку, и могут потребовать применения смазки для формы или дополнительной очистки и дополнительного внимания при изготовлении формы, чтобы предотвратить деформацию пористой порошковой детали, они устраняют затраты на изготовление и удаление керамической оболочки. Однако применение керамического покрытия предпочтительно, так как покрытие помогает защитить структурную целостность пористой порошковой детали до литья.
Для изготовления пористой порошковой детали может применяться любой тип порошка, который совместим с выбранным способом образования изделия. Тип порошка должен выбираться в зависимости от металла, который будет отливаться, и свойств, какие желательны для литого изделия. Во многих случаях выбранный порошок будет чистым металлом или металлическим сплавом, но могут также применяться керамические порошки и металлокерамика. Например, порошок может быть железом или сплавом железа, в том числе сталью, например, малоуглеродистой сталью, сталью со средним содержанием углерода, высокоуглеродистой сталью, инструментальной сталью или нержавеющей сталью. Порошок может также быть никелем, никелевым сплавом, алюминием, алюминиевым сплавом, титаном, титановым сплавом, медью, медным сплавом, магнием, магниевым сплавом, цинком, цинковым сплавом, интерметаллическим соединением, тугоплавким металлом или сплавом тугоплавкого металла. В большинстве вариантов осуществления, где порошок содержит тугоплавкий металл, керамику или металлокерамику, порошок и литьевой металл будут образовывать литое изделие, которое имеет композитную структуру.
Порошок может иметь форму частиц любого типа. Однако поскольку желательно, чтобы относительная плотность пористой порошковой детали была низкой, например в диапазоне 30-40%, более предпочтительны нерегулярные формы частиц порошка, чем сферические формы, в случаях, когда пониженная плотность упаковки, присущая порошкам нерегулярной формы, дает в итоге пористые порошковые детали с низкой относительной плотностью.
Отливаемый металл может быть любым металлом, который поддается литью. Температура плавления металла может быть выше или ниже, чем у порошка пористой порошковой детали. В некоторых вариантах осуществления отливаемый металл и порошок пористой порошковой детали имеют одинаковый или сходный составы. Например, металл может быть чистым алюминием, а порошок - алюминиевым сплавом.
Пример
В последние годы со стороны торговли было давление на литейную промышленность, чтобы вводить в оборот новые литые композиции более быстрыми темпами. Это снизило время, имеющееся у новой разработки, чтобы пройти от замысла через стадию опытного образца и до промышленного производства. Следующий предсказательный пример описывает применение одного варианта осуществления настоящего изобретения.
Деталь украшения той же конструкции, что показана на Фиг.2F как литая деталь 36 украшения, должна быть сделана из медно-оловянной бронзы с конечным составом 90% медь и 10% олово. Деталь украшения должна иметь 3 см в ширину, 1,5 см в высоту и 1 см в глубину. Создают CAD-файл трехмерной модели детали украшения. CAD-файл конвертируют в формат STP-файла. К STP-файлу применяют алгоритм разделения на слои, чтобы создать файл детали украшения, который будет использоваться в 3DP-процессе машиной быстрого макетирования для создания пористой порошковой детали детали в качестве шаблона для детали украшения. Готовят порошок бронзы с высоким содержанием олова, который имеет состав 80% меди и 20% олова и проходит через сетчатый фильтр 140 меш (размер отверстия 106 микрон) и задерживается на сетчатом фильтре 325 меш (размер отверстий 45 микрон). Машина быстрого макетирования PROMETAL RTS 300, производства Extrude Hone Corporation of Irwin, Пенсильвания, США, использует файл детали украшения и порошок бронзы с высоким содержанием олова, чтобы изготовить, с помощью 3DP-процесса, пористую порошковую деталь, которая имеет относительную плотность 50%.
Пористую порошковую деталь вынимают из машины быстрого макетирования, а весь неизрасходованный порошок удаляют из пористой порошковой детали. К пористой порошковой детали крепят питатели и желобы. Комплекс, в который входят деталь из частиц порошка и прикрепленные к нему питатели и желобы, покрывают керамической оболочкой, многократно окуная комплекс в суспензию нитрида бора и оставляя образованное покрытие сушиться. После того как керамическое покрытие создано, комплекс помещают в литьевую опоку, и к комплексу прикрепляют вертикальный литник. В литьевую опоку добавляют песок для литья и применяют вибростенд, чтобы помочь распределить песок для литья вокруг комплекса, заполняя все внутренние и внешние пустоты, за исключением тех, в которые должен заливаться расплавленный металл. Чтобы уплотнить песок для литья вокруг комплекса, используют стандартные методы уплотнения.
Опоку в сборке нагревают до примерно 790°C в защитной атмосфере азота для удаления полимерного связующего, которое добавляли во время 3DP-процесса, из пористой порошковой детали. Одновременно чистую медь плавят в керамическом тигле при примерно 1200°C путем индукционного нагрева. Расплавленную чистую медь заливают в вертикальный литник в прогретой опоке, которая остается в защитной атмосфере азота. Расплавленная чистая медь течет внутрь пористой порошковой детали, расплавляя и сплавляясь с ее порошком и принимая ее форму. После того как отливка затвердела и остыла, ее удаляют из песка для литья. Керамическое покрытие счищают, и вертикальный литник, желоб и отверстия удаляют с детали украшения. Деталь украшения имеет состав 90% меди и 10% олова и готова для осмотра, отделки, проверки или использования.
Хотя были показаны и описаны только несколько вариантов осуществления настоящего изобретения, специалистам в данной области будет очевидно, что могут быть сделаны многие изменения и модификации без отхода от духа и пределов изобретения, как они описаны в следующей формуле изобретения.
Реферат
Изобретение относится к литейному производству, в частности к способу отливки с использованием формы с расходуемым шаблоном. Способ получения литого изделия включает изготовление пористой порошковой детали из неиспаряющегося порошка, изготовление литейной формы с использованием пористой порошковой детали в качестве расходуемого шаблона и литье расплавленного металла в полученную литейную форму. При литье пористая порошковая деталь практически полностью разрушается, а порошок, который является составляющим материалом детали, становится компонентом отлитого изделия. Техническим результатом является упрощение получения литых изделий, имеющих сложную форму и внутреннюю структуру, без использования вкладышей. 4 н. и 34 з.п. ф-лы, 2 ил.
Комментарии