Способ изготовления металломатричных композитных материалов - RU2770398C2
Код документа: RU2770398C2
Чертежи



























Описание
Настоящее изобретение относится к способу изготовления армированной металлической матрицы, и в частности - металломатричного композитного материала с улучшенными механическими свойствами и коррозионной стойкостью.
Металломатричные композитные материалы (ММС; от англ.: metal matrix composites) объединяют два или более материалов, в характерном случае - армирующую фазу и металлическую матрицу, для улучшения свойств исходной матрицы, не имеющей армирования.
Легкие металломатричные композиционные материала важны не только для транспортного сектора, то есть для автомобильной и авиационной отраслей промышленности, но и для других секторов, таких как возобновляемая энергетика.
Альтернативные композитные материалы согласно предшествующему уровню техники включают родовые композитные материалы с полимерными основами и другие ММС, в которых в качестве металлической основы используют алюминий, но применяют альтернативные волокна, такие как Е-стеклянные (см. публикацию US 20050133123) и углеродные (см. US 4853294).
Материал для буровых штанг на основе алюминиевого сплава с добавлением базальтовых волокон и керамических частиц и способ его получения раскрыты в публикации CN 107043901 А (Цзилиньский университет).
В публикации WO 2006/134405 (Gogoladze et al.) раскрыт способ производства композитного материала на основе алюминия, в котором расплавленный алюминий армируют базальтовыми волокнами, имеющими диаметр, лежащий в диапазоне от 16 мкм до 18 мкм. Способ включает получение слоя волокон с толщиной, лежащей в диапазоне от 8 мм до 10 мм, на дне тигля и последующее добавление такого же объема алюминия. Затем смесь переносят в печь, температура в которой лежит в диапазоне от 800°С до 850°С, и перемешивают в течение периода времени, лежащего в диапазоне от 10 минут до 15 минут. Затем смесь извлекают из печи, отливают в форму и охлаждают. Тем не менее, полученный ММС не имеет особо выгодных свойств.
Настоящее изобретение направлено на то, чтобы обеспечить способ изготовления металломатричного композитного материала с улучшенными механическими свойствами.
Согласно первому аспекту настоящего изобретения предложен способ изготовления армированной металлической матрицы включающий стадии:
(a) по меньшей мере частичного плавления металла или сплава металлов,
(b) добавления к расплаву из стадии (а) базальтовых волокон в пропорции, лежащей в диапазоне от 1 масс. % до 10 масс. %, и
(c) перемешивание базальтовых волокон и расплава из стадии (b) со скоростью, лежащей в диапазоне от 400 об/мин до 1200 об/мин, в течение периода времени, лежащего в диапазоне от 1 минуты до 60 минут.
В предпочтительном варианте осуществления настоящего изобретения способ дополнительно включает стадию:
(d) обработки базальтовых волокон и расплава из стадии (с) ультразвуком в течение периода времени, лежащего в диапазоне от 1 минуты до 15 минут, при частоте ультразвука, лежащей в диапазоне от 10 кГц до 30 кГц, мощности ультразвука, лежащей в диапазоне от 2 кВт до 5 кВт, и амплитуде ультразвука, лежащей в диапазоне от 20 мкм до 50 мкм.
В предпочтительном варианте осуществления настоящего изобретения способ дополнительно включает стадию:
(е) отливки продукта из стадии (d) при температуре, лежащей в диапазоне от 200°С до 780°С, в форму, которую предварительно нагревали при температуре, лежащей в диапазоне от 150°С до 500°С, в течение периода времени, лежащего в диапазоне от 1 часа до 2 часов.
В предпочтительном варианте осуществления настоящего изобретения предложен способ изготовления армированной металлической матрицы, включающий стадии:
(а) предварительного нагрева базальтовых волокон при температуре, лежащей в диапазоне от 100°С до 500°С, в течение периода времени, лежащего в диапазоне от 1 часа до 3 часов,
(b) закатывания аликвоты волокон в фольгу из чистого алюминия,
(c) плавления металла или сплава металлов (литейные алюминиевые сплавы - при температуре, лежащей в диапазоне от 550°С до 750°С; цинк - при температуре, лежащей в диапазоне от 400°С до 440°С; магний - при температуре, лежащей в диапазоне от 600°С до 700°С; олово - при температуре, лежащей в диапазоне от 200°С до 260°С),
(d) добавления от 1 масс. % до 5 масс. % базальтовых волокон из стадий (а и b) к расплаву из стадии,
(e) перемешивания базальтовых волокон и расплава из стадии (d) со скоростью, лежащей в диапазоне от 400 об/мин до 1000 об/мин, в течение периода времени, лежащего в диапазоне от 10 минут до 30 минут,
(f) обработки базальтовых волокон и расплава из стадии (d) в течение 5 минут ультразвуком с частотой, равной 17,5 кГц, мощностью, равной 3,5 кВт, и амплитудой, равной 40 мкм, и
(д) отливки продукта из стадии (е) при температуре, лежащей в диапазоне от 200°С до 720°С, в форму, которую предварительно нагревали при температуре, лежащей в диапазоне от 150°С до 500°С, в течение периода времени, лежащего в диапазоне от 1 часа до 2 часов.
Предложенный материал предпочтительно включает алюминиевую матрицу, армированную базальтовыми волокнами, в частности - нитевидными кристаллами (вискерами), то есть короткими волокнами. Базальтовые волокна классифицируют как волокна, с точки зрения прочности расположенные между Е-стеклом (низкая прочность) и углеродом (высокая прочность), однако эти волокна гораздо дешевле, чем углеродные волокна. Кроме превосходных механических свойств, базальтовые волокна демонстрируют высокую устойчивость к коррозии и радиации, в том числе при температурах до 600°С, и они являются негорючими; комбинация этих свойств является уникальной по сравнению со стеклянными и углеродными волокнами, и она делает эти волокна превосходной альтернативой для специфических применений.
Превосходные свойства, достигнутые у композитного материала, состоящего из алюминиевой матрицы и базальтовых волокон, полученного авторами настоящего изобретения, являются прорывом для создания следующего поколения композитных материалов, которые можно использовать в качестве альтернативы стали с целью снижения массы в жестких условиях окружающей среды, то есть в прикладных задачах, связанных с морскими шельфами. Полагают, что улучшение свойств материала основано на избирательной химической реакции между матрицей и базальтовыми волокнами. Мы провели и исследовали управляемую реакцию между волокном и матрицей с целью изготовления прочных полиэдрических обогащенных железом фаз на поверхности раздела. Диффузия элементов во время получения расплава и отливки композитного материала происходит из матрицы в волокно и обратно, обеспечивая более сильное связывание (противодействие скольжению) с сохранением прочной сердцевины волокна.
Результаты, представленные ниже, показывают повышение твердости, предела прочности на разрыв и коррозионной стойкости на 30%, причем все эти изменения были достигнуты при добавлении всего лишь 5 масс. % волокон.
Базальтовые волокна широко использовали для армирования термореактивных и термопластичных полимеров, однако возможность применения базальтовых волокон в качестве армирующего материала для металломатричных композитных материалов была ограниченной вследствие пониженной стабильности волокон во время переработки при повышенных температурах. В частности, одной из основных проблем является зависимость прочности от температуры, которая обычно приводит к потере прочности волокнами во время выдерживания расплавов при высоких температурах, необходимых для обеспечения отливки. Хотя наблюдаемая микроморфология была такой же, как и до термической обработки, было обнаружено, что добавление большего объемного процента волокон сопровождалось повышением пористости. Оценка оптимальных технологических условий для добавления волокон к расплаву была выполнена Sabet et al. (Production and optimisation of aluminium basalt composites by hand lay-out technique. In: Proceedings of the World Congress on Engineering, vol III; 4-6 July 2012. London, UK), которые исследовали прочность, но не включили в публикацию подробные данные о химическом/минералогическом взаимодействии, происходящем на поверхности раздела волокон и металлической матрицы, то есть ограничили результаты только волокнами без оценки общего улучшения свойств композитного материала.
Эти ранее проведенные исследования были посвящены диспергированию волокон и их конечной прочности в композитном материале и не фокусировались на фундаментальной реакции между волокнами и матрицей и на том, как эту реакцию можно выгодно использовать для улучшения химии и обеспечения интерметаллической нуклеации внутри сплава, которая в конечном итоге оказывает влияние и улучшает общие характеристики самого композитного материала.
Не желая быть связанными какой-либо конкретной теорией, авторы полагают, что настоящее изобретение основано на усилении регулируемого процесса рекристаллизации волокон как средства для нуклеации выгодной полиэдрической обогащенной железом интерметаллической фазы на поверхности раздела волокна и матрицы с сохранением аморфной центральной сердцевины. Полагают, что это фундаментальное изменение матрицы и армирующей фазы преобразует алюминий-базальтовый композитный материал в гибридный композитный материал с алюминиевой матрицей (АМНС; от англ.: Aluminium Matrix Hybrid Composite). Полагают, что при этом структурная целостность волокна сохраняется, за счет чего повышается общая прочность композитного материала. Микроскопические исследования поверхности раздела волокон и матрицы в полученном композитном материале позволили предположить важную роль процесса рекристаллизации базальтовых волокон во время процесса литья. Из-за высокого содержания оксидов железа в волокнах кристаллизация в базальтовом волокне начинается с окисления двухвалентных катионов железа и формирования фазы со шпинельной структурой на поверхности волокна. Кальций, магний и железо диффундируют из внутренней части волокна к поверхности, где в характерном случае они реагируют с кислородом окружающей среды с образованием нанокристаллических слоев оксидов этих элементов. За образованием оксидов следует кристаллизация пироксеновой фазы, центры кристаллизации которой зарождаются в оксидах. Однако иначе обстоит дело в том случае, если волокна находятся в аноксической среде расплавленного металла. В этом случае, как будет объяснено позже, волокна все еще достигают температуры рекристталлизации, поэтому минеральные фазы начинают рекомбинировать, но окисление невозможно, так что вместо этого указанные выше катионы совместно с кремнием реагируют с интерметаллическими соединениями, образующимися в матрице, что способствует нуклеации выгодных полиэдрических обогащенных железом фаз вокруг рекристаллизованного наружного слоя волокна (Фиг. 4, 5 и 6).
Отсутствие кислорода ограничивает полную рекристаллизацию волокна, сохраняя целостность внутренней сердцевины, что повышает прочность волокна, и параллельно железо-кремниевые фазы мигрируют из матрицы по направлению к поверхности раздела с волокном, где они могут объединяться с катионами, выходящими из волокон. Этот процесс угнетает образование интерметаллических соединений вокруг волокон железа, ограничивая их рост. Это особенно выгодно в случае обогащенных железом алюминиевых сплавов, например - сплавов, полученных из повторно используемого алюминия, что превращает предложенный способ добавления базальтовых волокон в превосходное средство для получения композитных материалов с высокими техническими характеристиками при использовании вторичного алюминия.
Используемые базальтовые волокна можно приобрести в компании ZaoMineral. Способ получения этих волокон раскрыт в публикациях UA 89145, UA 90360, UA 90361, UA 90362.
Далее будут описаны несколько предпочтительных вариантов осуществления настоящего изобретения со ссылкой на прилагаемые графические материалы, где:
Фиг. 1 является схематическим изображением дистрибутивно-смесительного оборудования для осуществления способа по настоящему изобретению;
Фиг. 2 является схематическим изображением аппарата для ультразвуковой обработки расплава для осуществления способа согласно настоящему изобретению;
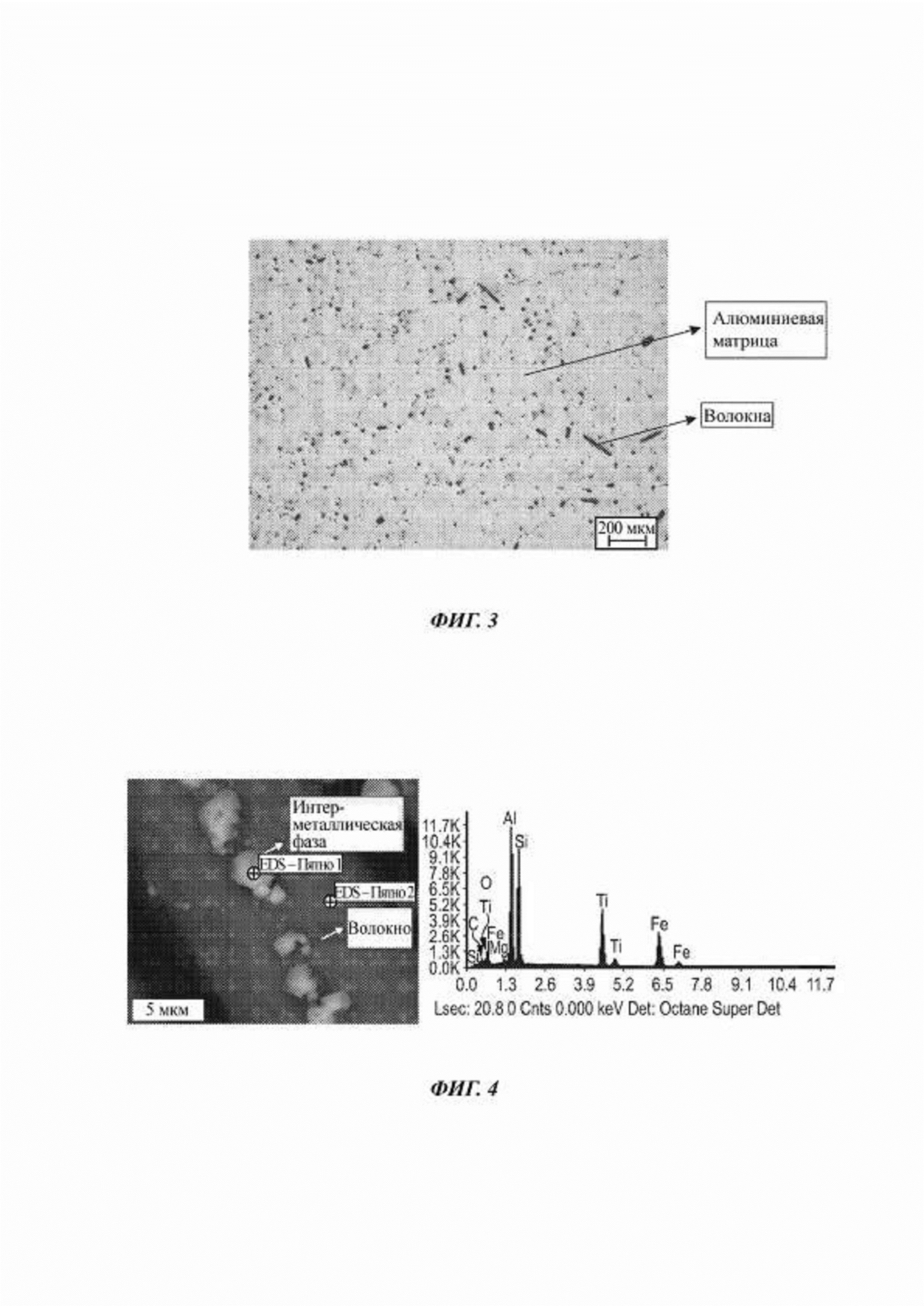
Фиг. 3 является полученным с использованием светового микроскопа изображением базальтовых волокон, диффузно распределенных в алюминиевой матрице, полученной согласно настоящему изобретению;
Фиг. 4 является полученным с использованием сканирующего электронного микроскопа с детектором обратно рассеянных электронов (SEM BSE; от англ.: scanning electron microscope with backscattered electron detector) изображением волокна в металлической матрице, полученной согласно настоящему изобретению, и соответствующего энергодисперсионного рентгеновского спектра (EDS; от англ.: energy-dispersive X-ray spectrum).
Фиг. 5 является SEM BSE изображением поперечного сечения волокна, полученного согласно настоящему изобретению, и соответствующих спектров этого волокна;
Фиг. 6 является SEM BSE изображением поперечного сечения другого волокна, полученного согласно настоящему изобретению, и соответствующих спектров этого волокна;
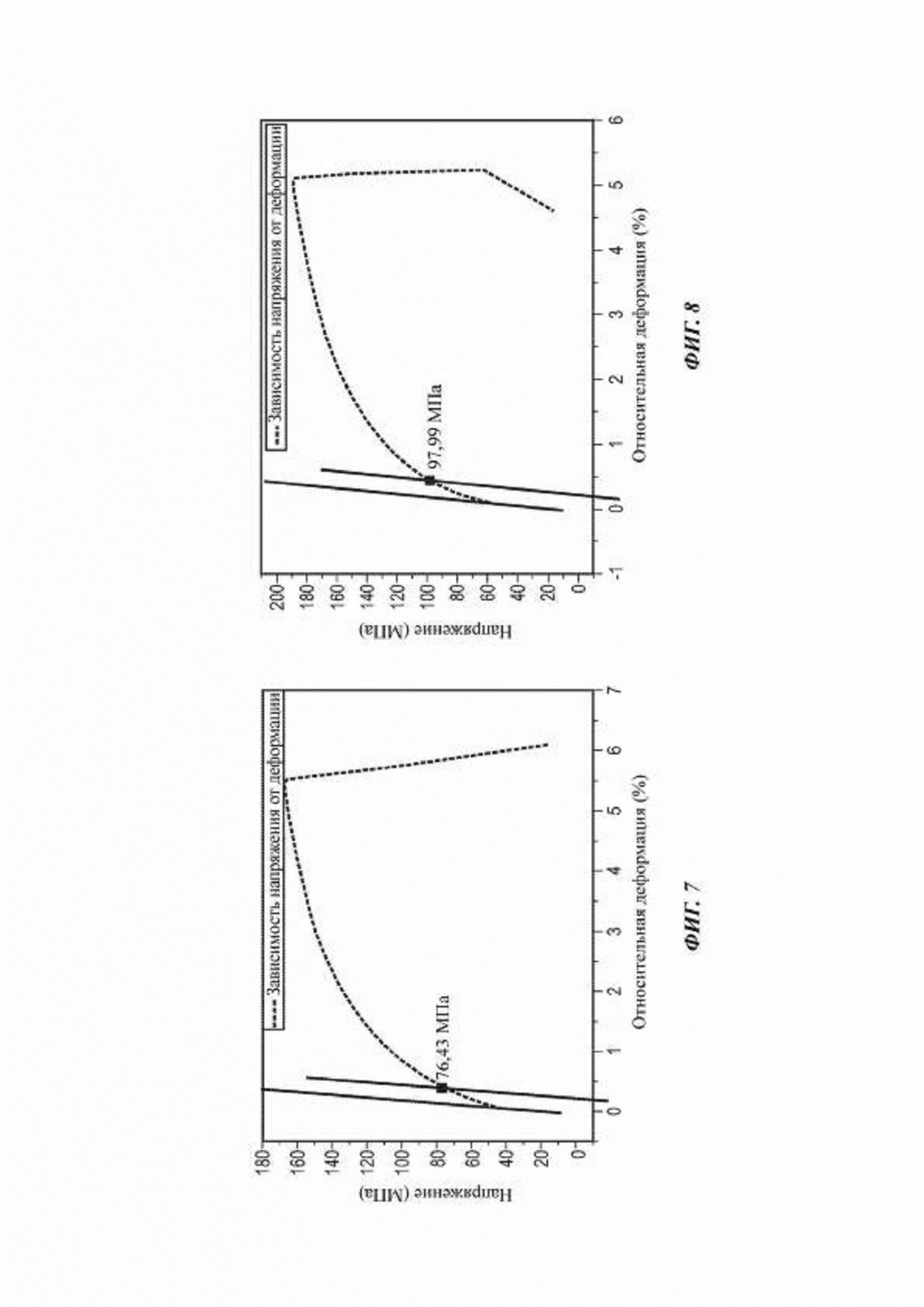
Фиг. 7 является графиком «напряжение/деформация» для эталонного сплава LM25;
Фиг. 8 является графиком «напряжение/деформация для ММС, полученного из LM25 и 5% базальтовых волокон;
Фиг. 9 демонстрирует результаты исследования механических свойств, а именно предела прочности на разрыв (9А), условного предела текучести при остаточной деформации, равной 0,2% (9В) и твердости по Виккерсу (9С);
Фиг. 10 демонстрирует сгоревшие волокна, снятые с поверхности расплава перед отливкой;
Фиг. 11 демонстрирует SEM изображение сплава LM 25, полученного при 800°С (А), и EDS спектры краевых зон волокон на поверхности раздела с матрицей (В);
Фиг. 12 демонстрирует LM25, полученный при 720°С;
Фиг. 13 демонстрирует сплав LM20, полученный при 800°С;
Фиг. 14 демонстрирует волокно, смоченное сплавом LM25, при 720°С (A-D) и EDS карту элементного состава (Е);
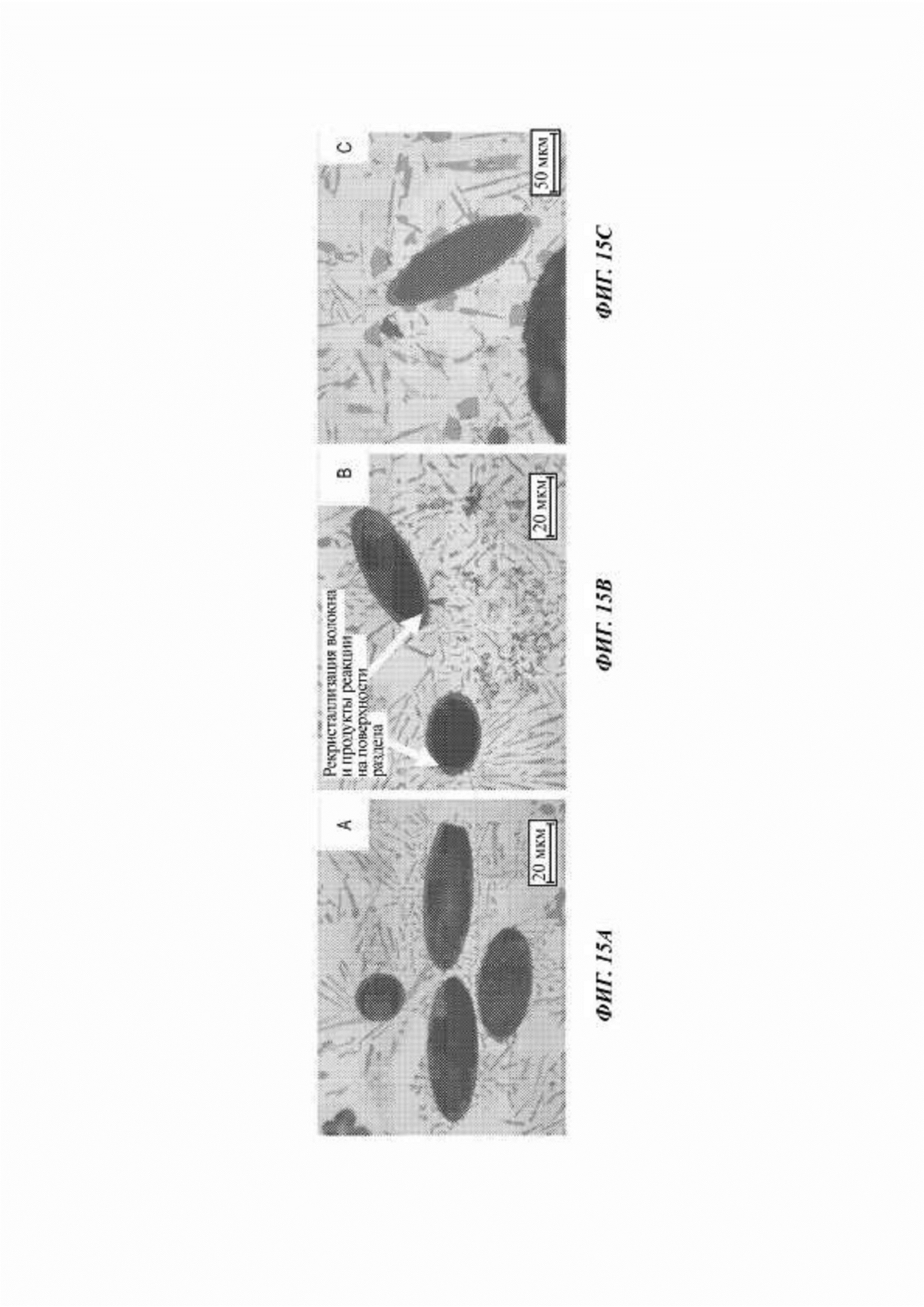
Фиг. 15 демонстрирует сплав LM20, полученный при 720°С;
Фиг. 16 демонстрирует сплав LM20, полученный при 710°С;
Фиг. 17 демонстрирует сплав LM25, полученный при 710°С;
Фиг. 18 демонстрирует сплав LM20, полученный при 690°С;
Фиг. 19 демонстрирует обогащенные Mn волокна, смоченные сплавом LM20, полученным при 720°С;
Фиг. 20 демонстрирует микрофотографии сплава AMOFe, полученного при 780°С (А), 750°С (В), 720°С (С);
Фиг. 21 является оптической микрофотографией сплава LM25, который перемешивали при 500 об/мин в течение 10 минут (А и В), и сплава LM20, который перемешивали при 1000 об/мин в течение 10 минут (С);
Фиг. 22 является оптической микрофотографией, демонстрирующей эффект агломерации при отсутствии обработки ультразвуком;
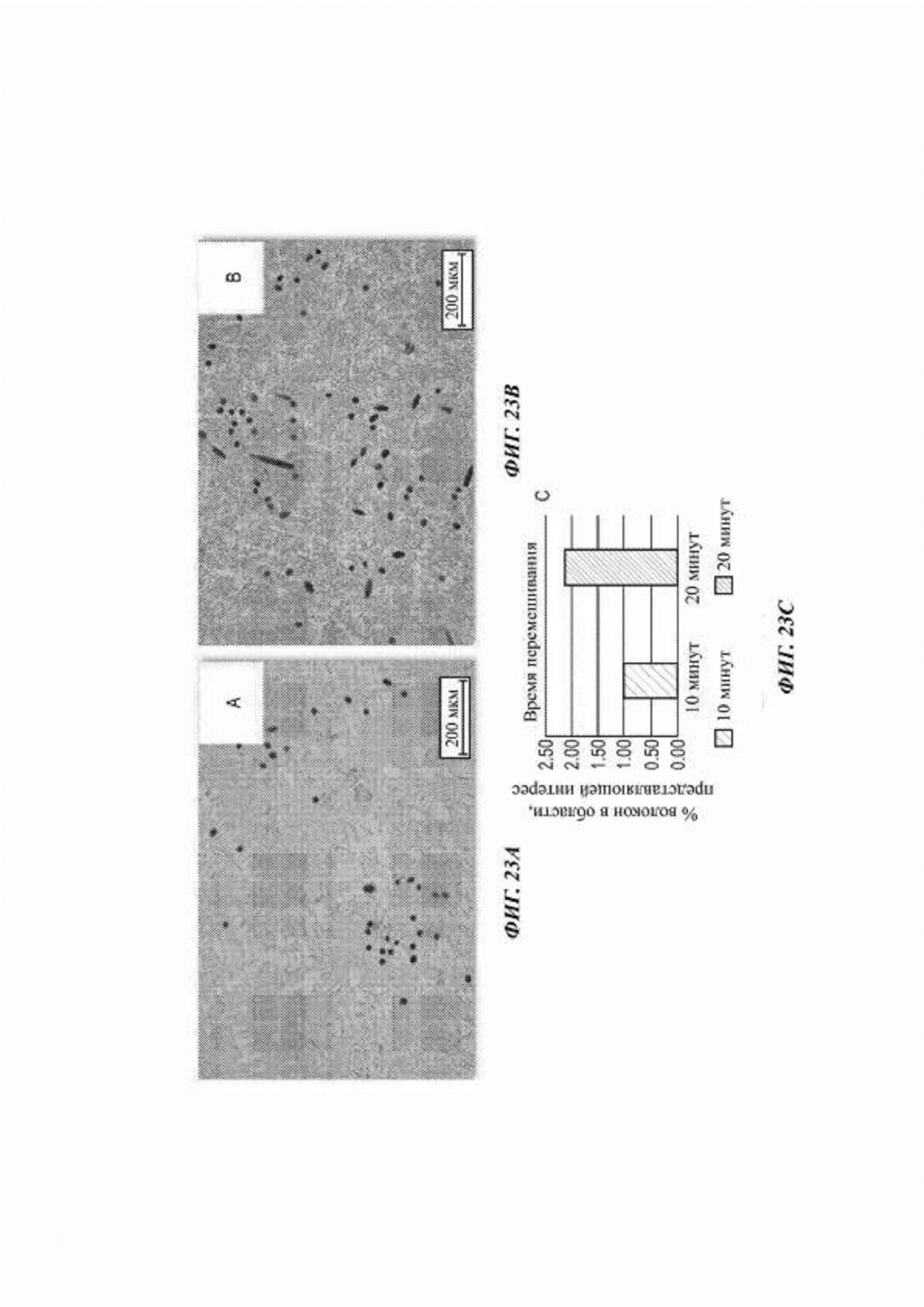
Фиг. 23 является оптической микрофотографией композитного материала после перемешивания в течение 10 минут при 1000 об/мин (А), в течение 20 минут (В), и графиком, демонстрирующим % волокон на микрофотографиях А и В (С);
Фиг. 24 представляет результаты анализа методом площадей EDS спектров образца после времени взаимодействия волокон и расплава, равного 5 минутам (A), 10 минутам (В), 30 минутам (С);
Фиг. 25 является оптическими микрофотографиями отливки, состоящей из LM25 и базальта, после времени экспозиции, равного 3 минутам (А), 10 минутам (B), 30 минутам (С) и 80 минутам (D);
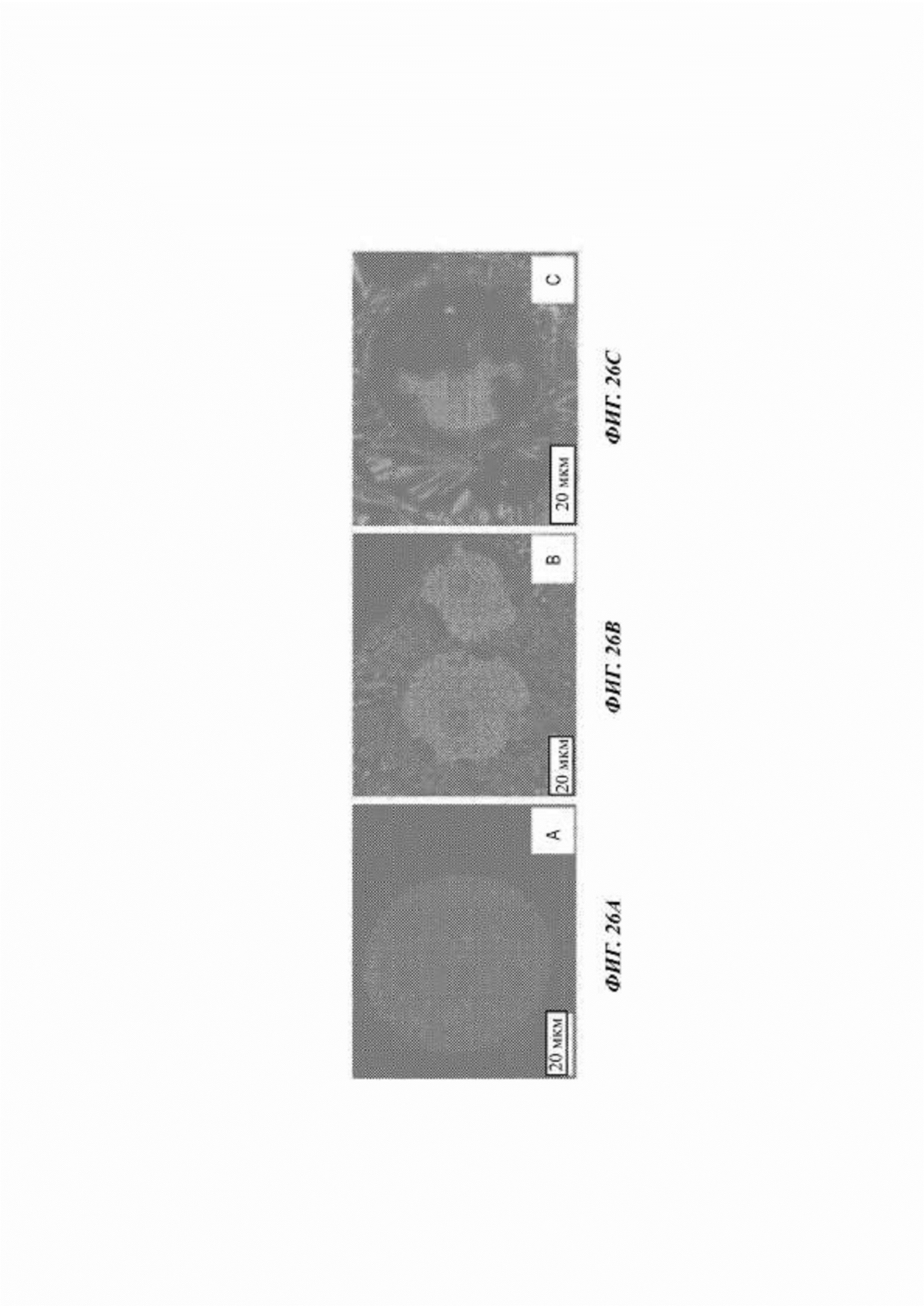
Фиг. 26 демонстрирует реакции базальтовых волокон в LM20, а именно - А) EDS скан по площади для кремния в случае базальтовых волокон, погруженных в LM20 на 5 минут; В) EDS скан по площади для кремния в случае базальтовых волокон, погруженных в LM20 на 10 минут; С) EDS скан по площади для кремния в случае базальтовых волокон, погруженных в LM20 на 30 минут;
Фиг. 27 является изображением волокна внутри интерметаллической фазы (А) и SEM спектров интерметаллической фазы (В), центральной части волокна (С) и рекристаллизованной части (D);
Фиг. 28 демонстрирует изображения волокон внутри интерметаллических фаз (А, В), SEM спектры интерметаллической фазы (С) и волокна (D), нуклеацию интерметаллической фазы из волокна (Е, F);
Фиг. 29 демонстрирует изображения волокон внутри сплава Al65-Ti35 (А) и EDS спектр Пятна 1;
Фиг. 30 демонстрирует смоченные волокна в матрице из LM20;
Фиг. 31 демонстрирует EDS анализ волокон внутри сплава LM20: время экспозиции, равное 5 минутам (А), 10 минутам (В), 30 минутам (С);
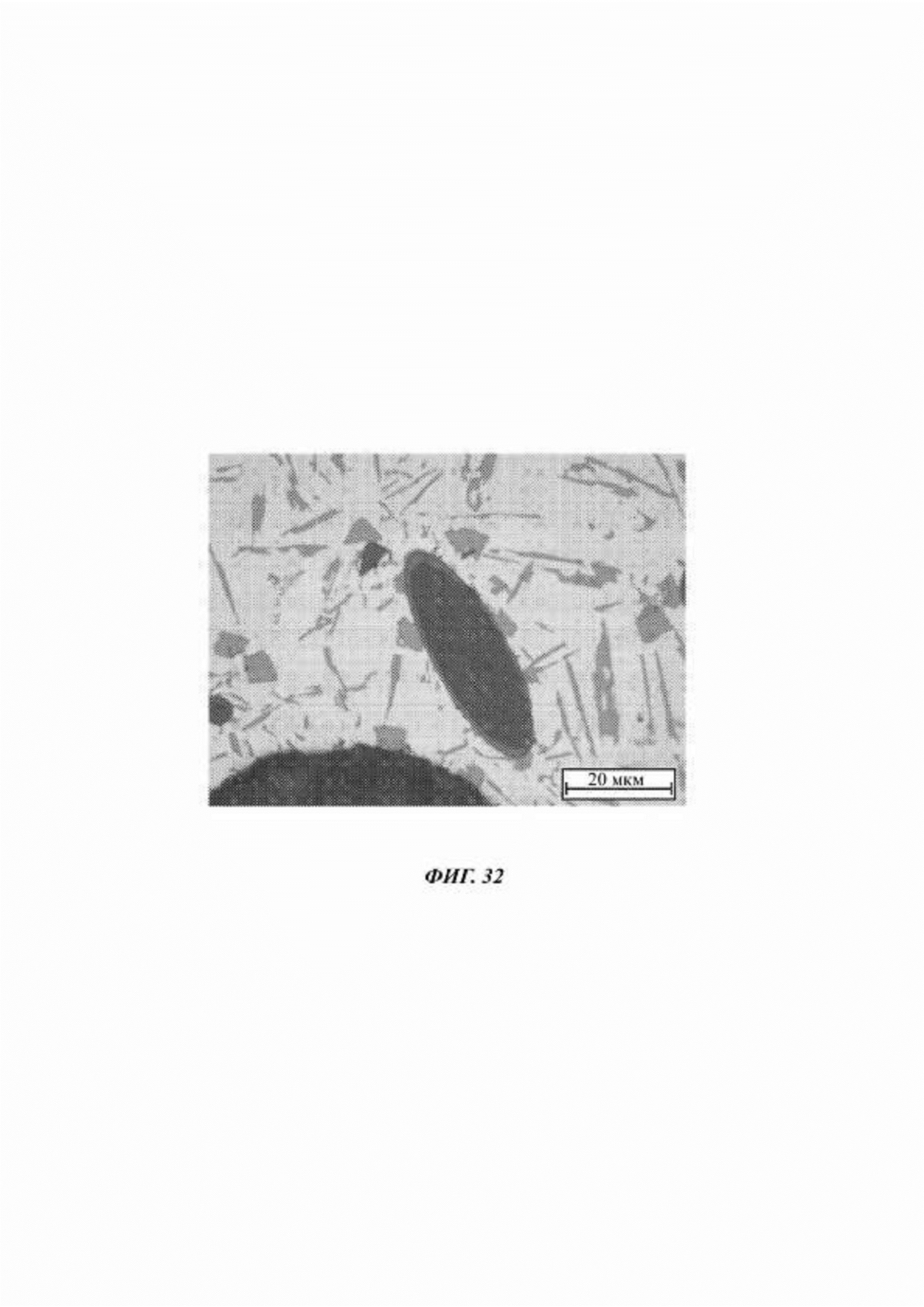
Фиг. 32 является микрофотографией сплава LM20, армированного базальтом;
Фиг. 33 является SEM изображением волокон внутри сплава LM25: (А) волокно и интерметаллическая фаза, срезанные в поперечном направлении, (В) волокно и интерметаллическая фаза, срезанные под углом в продольном направлении, (С) образование интерметаллической фазы на волокне, взаимодействующем с расплавом;
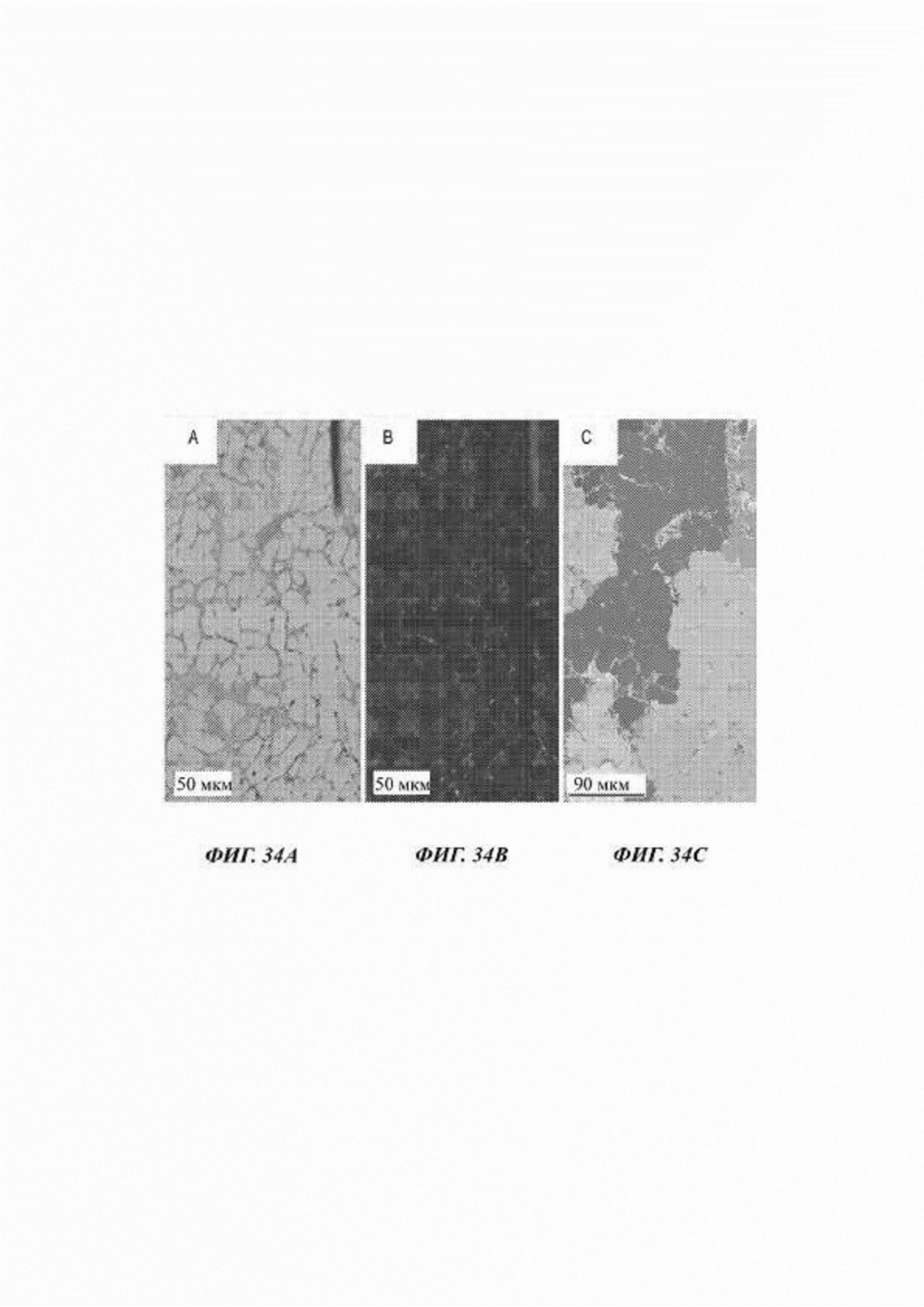
Фиг. 34 является EDS картой по площади и EBSD картой 1_М25/базальта: карта для алюминия (А), карта для кремния (В), ESBD карта (С);
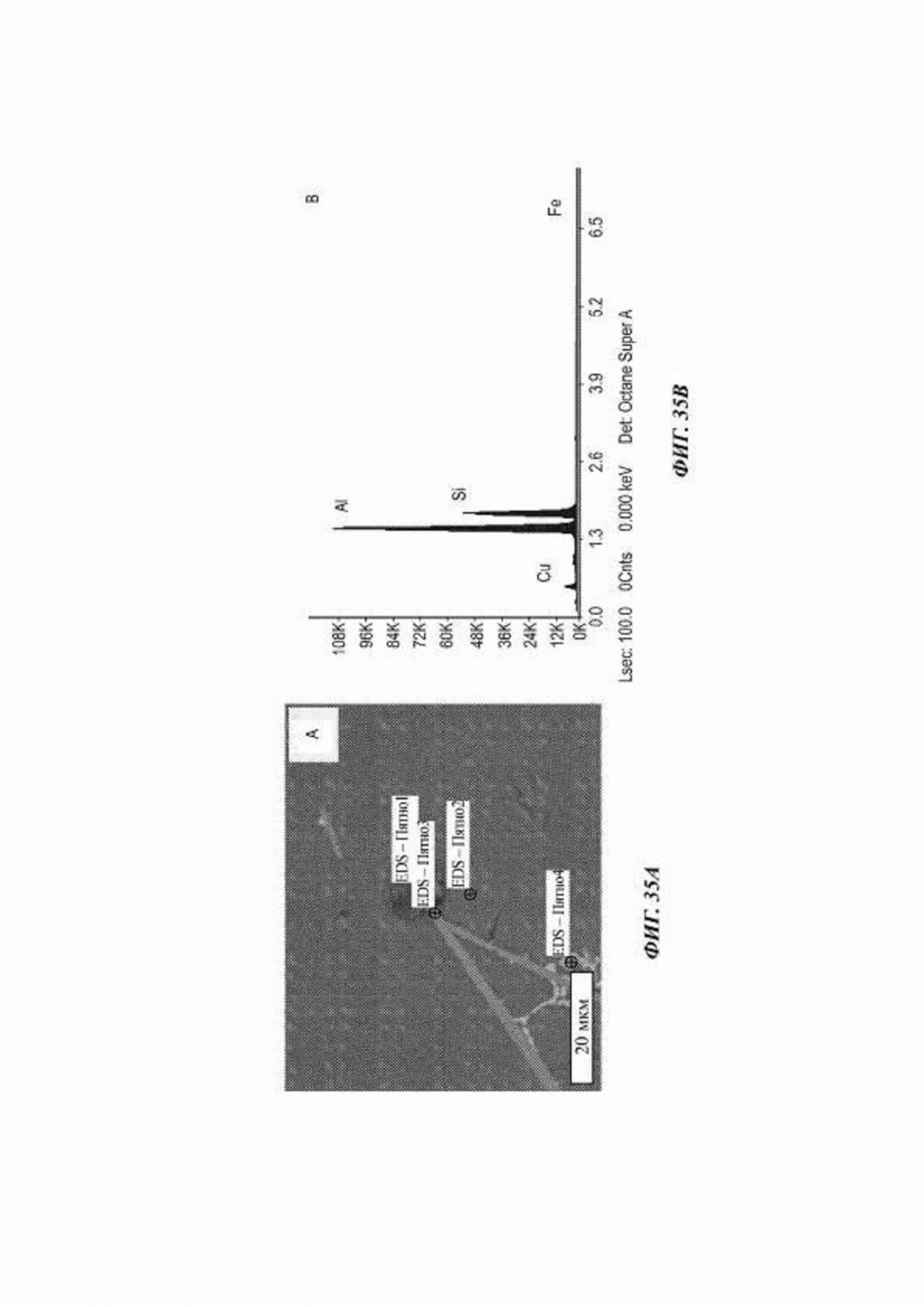
Фиг. 35 является SEM изображением волокна в LM12 и полученного интерметаллического соединения (А); (В) EDS спектр Пятна 1 на краевой зоне волокна, демонстрирующий присутствие Al, Si, Fe и Cu (В);
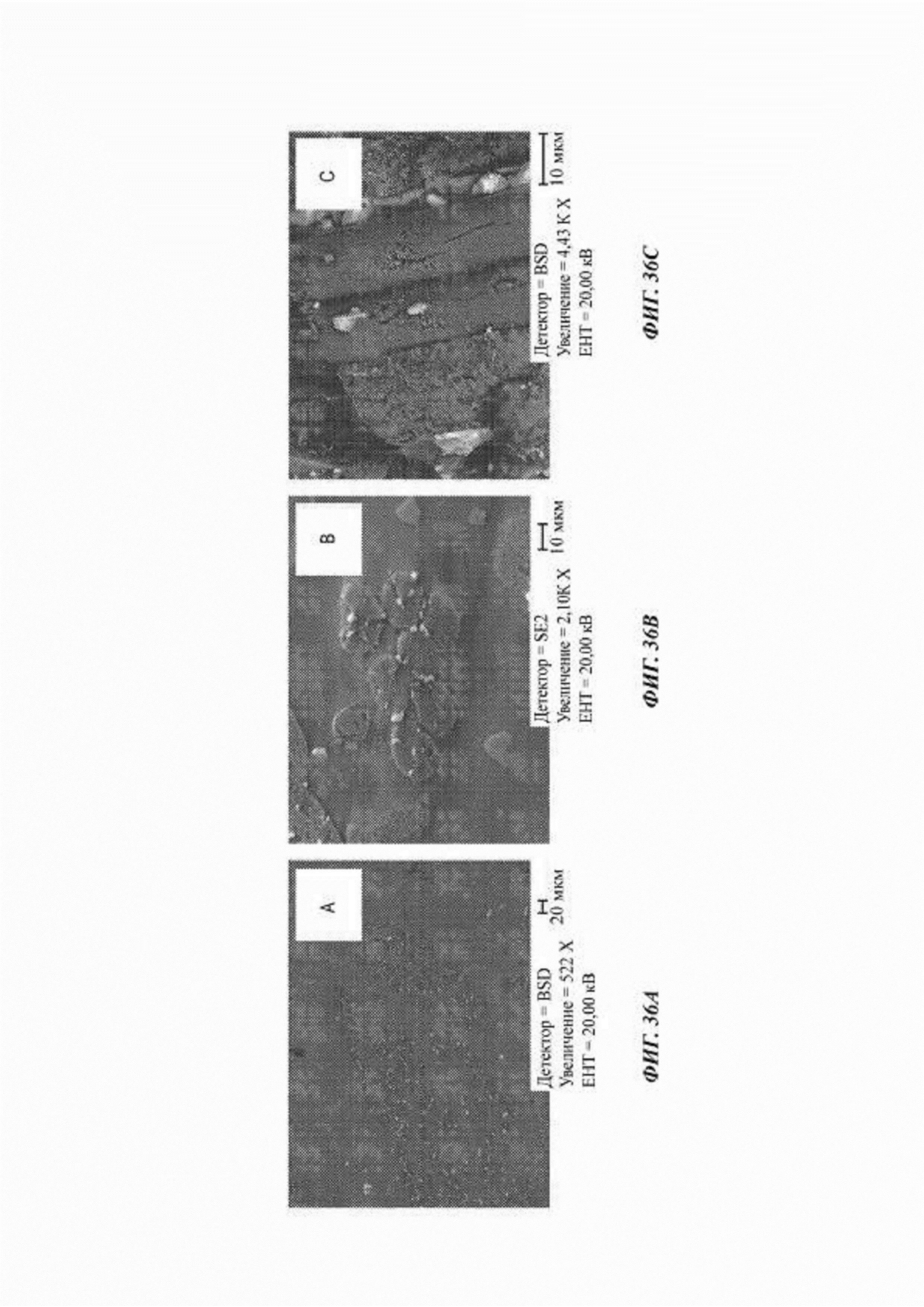
Фиг. 36 является изображениями волокон внутри сплава AZ91 (А); (В) изображение с большим увеличением, демонстрирующее образование интерметаллической фазы, (С) образование интерметаллической фазы на волокне, взаимодействующем с расплавом;
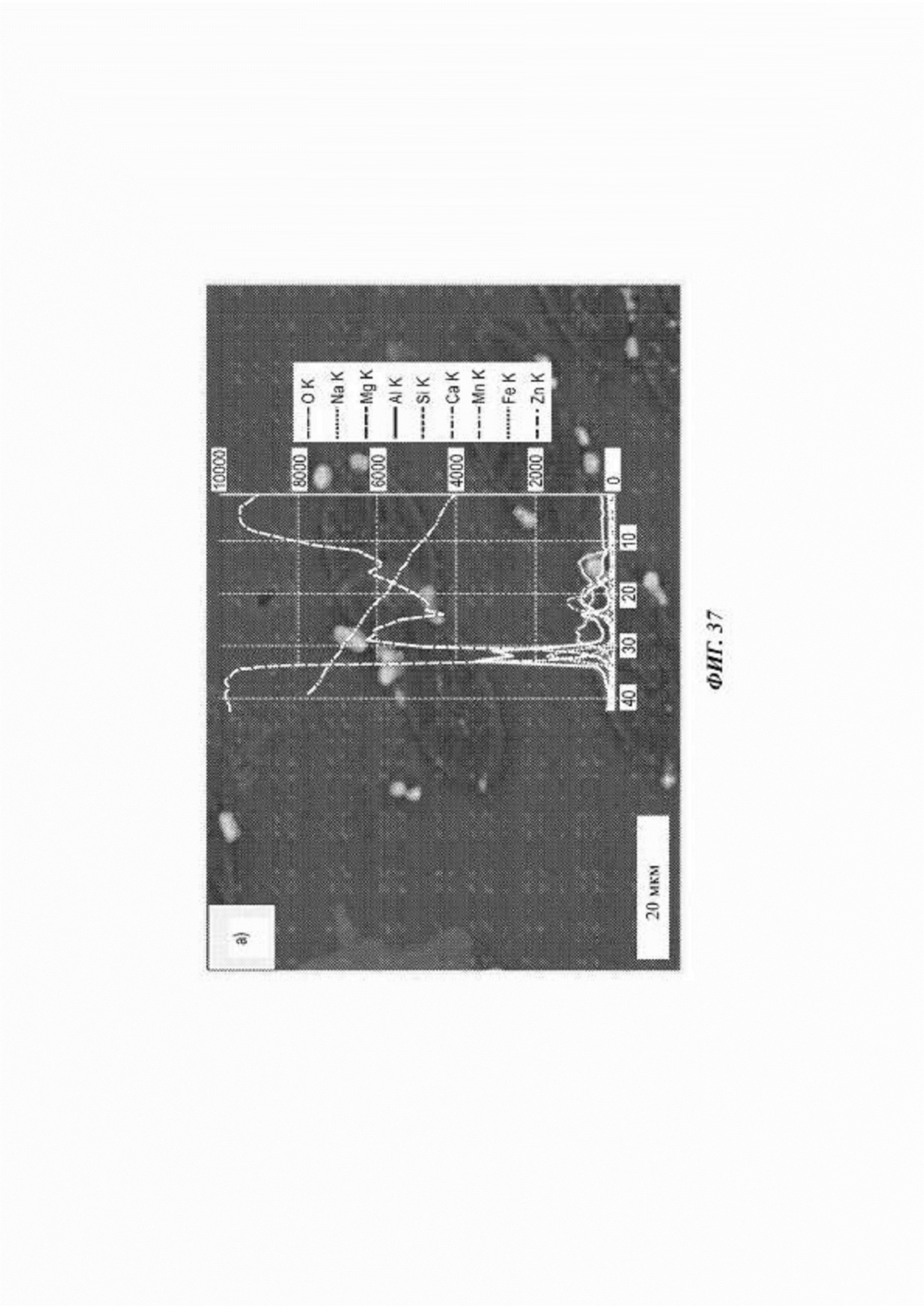
Фиг. 37 является BSE изображением интерметаллических соединений на поверхностях раздела волокон и расплава. Соответствующий линейный сканирующий EDX анализ показывает, что интерметаллические соединения обогащены Al и Fe;
Фиг. 38 является оптической микрофотографией, демонстрирующей хорошее распределение волокон в матрице: AZ91 с 5 масс. % волокон, полученный при 667°С (A), EDS спектр ярких интерметаллических соединений (В);
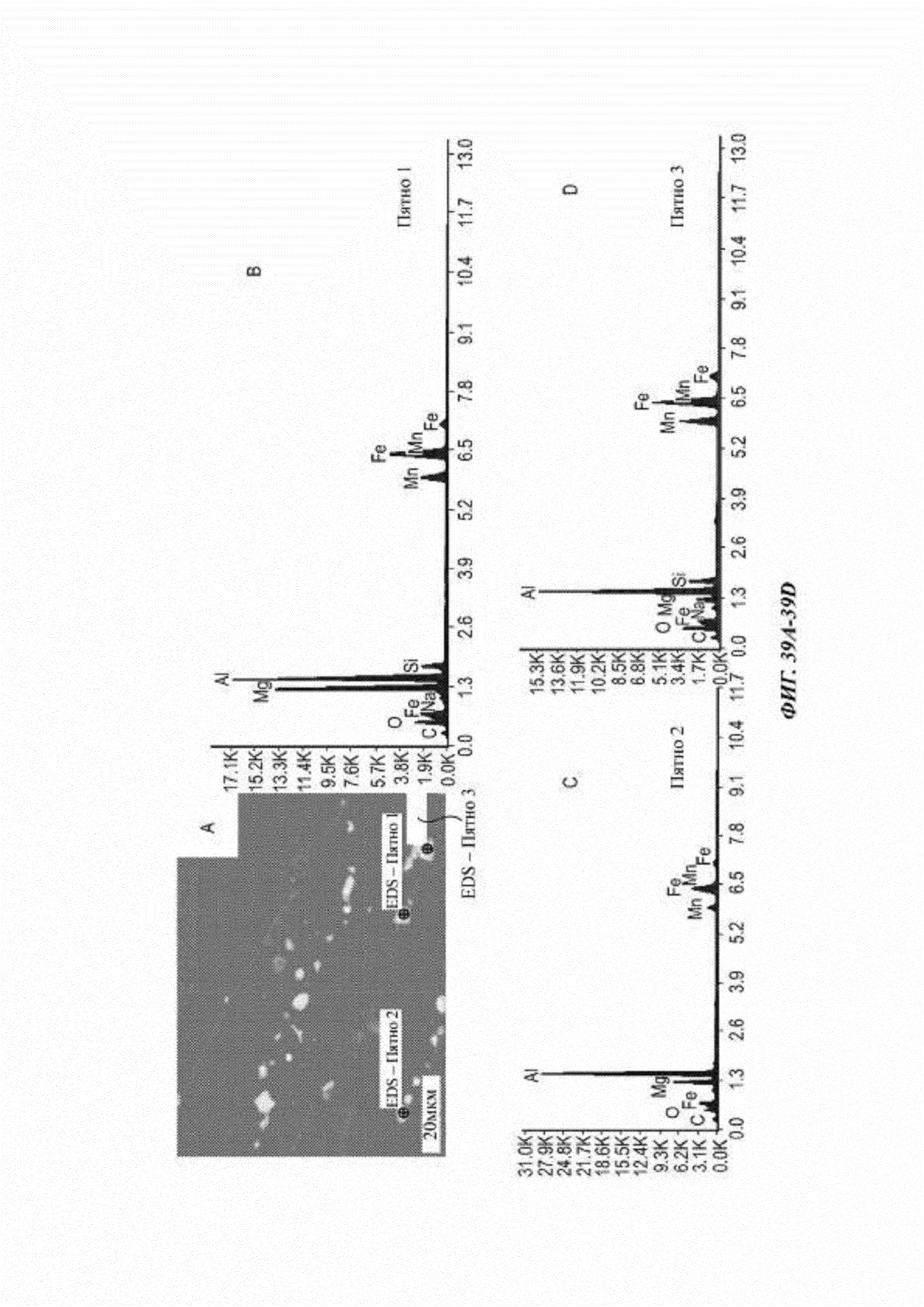
Фиг. 39 демонстрирует образование интерметаллической фазы вокруг волокон в AZ91 (А) и EDS спектры, полученные от интерметаллических соединений (B-D);
Фиг. 40 является оптической микрофотографией, демонстрирующей образование интерметаллической фазы в смешанном сплаве после добавления базальтовых волокон;
Фиг. 41 является кривой «напряжение-деформация» LM25 и композитного материала на его основе;
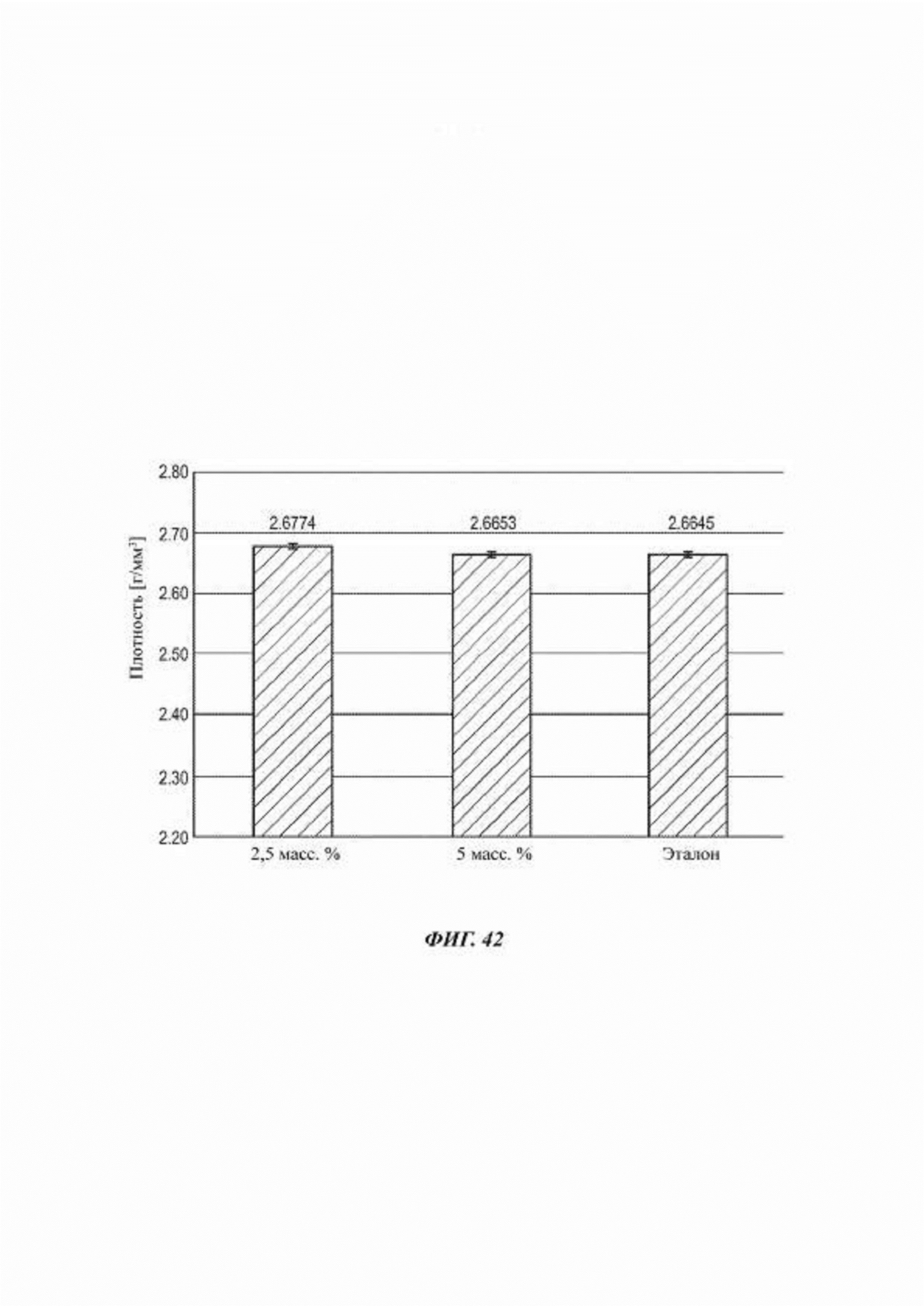
Фиг. 42 отражает данные о плотности LM20 и композитного материала на его основе;
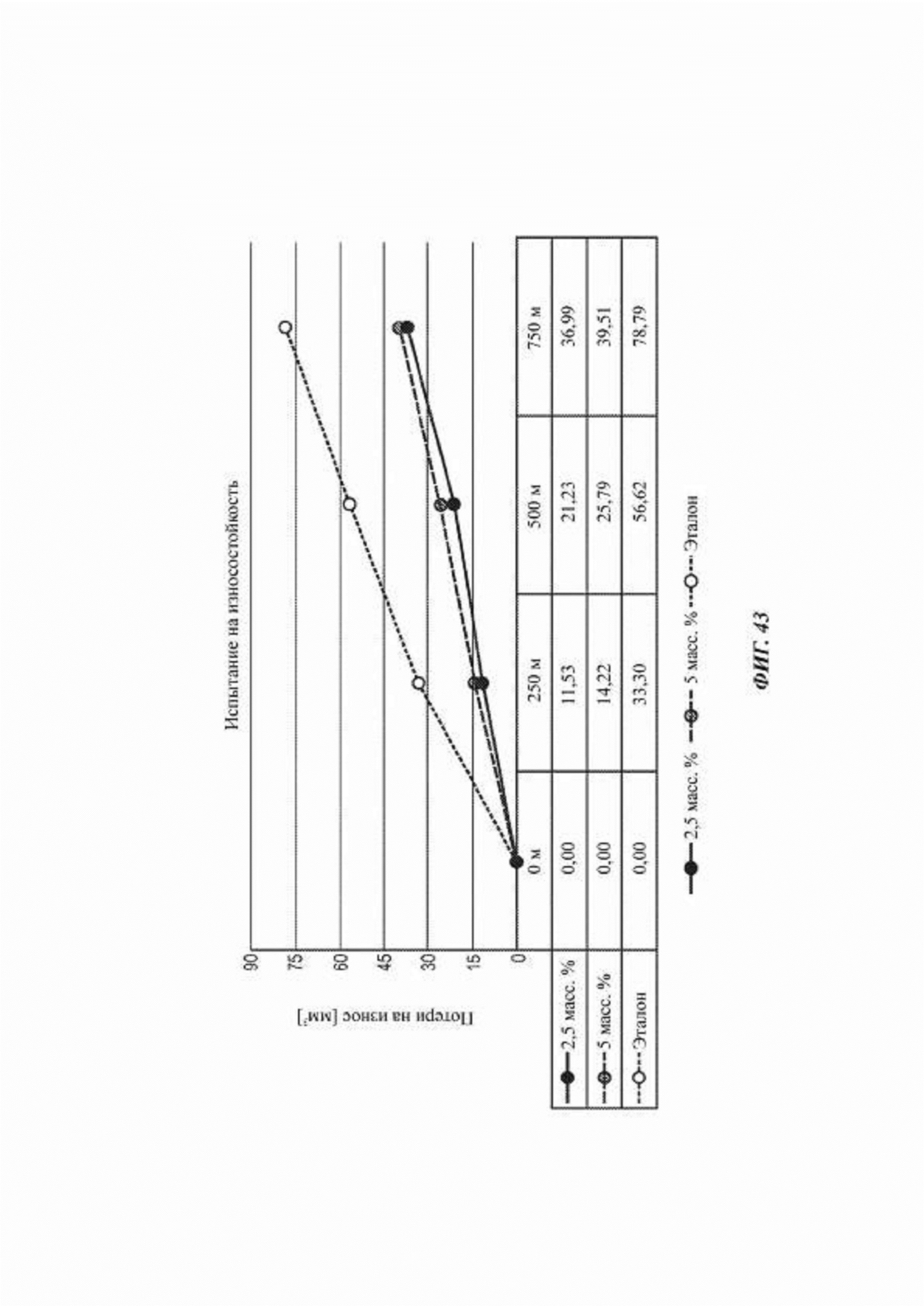
Фиг. 43 демонстрирует графики, полученные во время испытания на износостойкость LM20 и композитного материала на его основе;
Фиг. 44 демонстрирует коррозионную стойкость образцов LM25, композитного материала на его основе и стали 316L; и
Фиг. 45 является графиком коррозионной стойкости.
ЭКСПЕРИМЕНТАЛЬНЫЕ ПРОЦЕДУРЫ
Материалы
В качестве материала матрицы использовали коммерчески доступный алюминиевый литейный сплав LM25 (обозначение в США - А356), который был поставлен компанией Norton Aluminium Ltd., Стаффордшир, СК, в форме слитков (фактический состав (масс. %): Al - 7,50 Si - 0,30 Mg - 0,003 Cu - 0,05 Fe - 0,005 Mn - 0,003 Zn - 0,11 Ti). Использованный армирующий материал имел форму коротких базальтовых волокон, т.е. вискеров (их состав в масс. % показан в Табл. 1).

Процессы смешения
Способ синтеза дешевых металломатричных композитных материалов на основе Al в характерном случае состоит из двух стадий. Первая часть способа производства предусматривает дистрибутивное смешение армирующего материала с матрицей, тогда как второй частью является дисперсионное смешение с использованием ультразвуковой кавитации перед формованием.
Дистрибутивное смешение
При дистрибутивном смешении используют стандартное механическое перемешивание для предварительного смешивания Al сплава с армирующими базальтовыми вискерами. Установка для дистрибутивного смешения схематически изображена на Фиг. 1. Смесительное оборудование состояло из приводного двигателя для создания крутящего момента крыльчатки, подъемного механизма для приводного блока вращательного движения и мешалки в сборе и транспортной трубы для подачи армирующих вискеров в расплав. Слиток плавили в цилиндрическом тигле, расположенном внутри резистивной электрической печи с верхней загрузкой, при 750°С.
Точно отмеренный армирующий материал (5 масс. % базальтовых волокон) предварительно прогревали в печи при 250°С в течение 1 часа. Титановая крыльчатка с четырьмя лопастями была покрыта нитридом бора для предотвращения реакции с расплавленным алюминием. Внутри печи в течение всего эксперимента поддерживали контролируемую атмосферу аргона для предотвращения окисления расплава. С помощью транспортной трубы (в форме вискеров, обернутых алюминиевой фольгой) предварительно нагретые армирующие вискеры медленно и непрерывно перемещали в расплав со стороны вихревой воронки, созданной за счет перемешивания расплава со скоростью, лежавшей в диапазоне от 400 об/мин до 600 об/мин, в течение 10 минут.
На распределение армирующей фазы оказывают сильное влияние многие аспекты технологической схемы. Согласно теореме Бернулли, отрицательное дифференциальное давление, существующее в вихревой воронке, способствует перемещению добавленных извне вискеров в жидкий металл. Сила, создаваемая при перемешивании расплава механической мешалкой, способствует преодолению поверхностных энергетических барьеров, обусловленных плохой смачиваемостью базальтовых вискеров алюминиевыми сплавами. Как только вискеры попадают в жидкость, на их распределение оказывает сильное влияние некоторая турбулизация потока. Приложение сдвигового усилия к добавленным вискерам способствует относительно равномерному их распределению. Для обеспечения предпочтительной циркуляции расплава и равномерного распределения армирующего материала в расплаве важную роль играет конструкция крыльчатки. Аксиальные и радиальные потоки, необходимые для исключения застойных зон, предпочтительно обеспечивает крыльчатка, имеющая отношение диаметра крыльчатки к диаметру тигля, равное 0,4, и отношение толщины крыльчатки к диаметру крыльчатки, равное 0,35. Перемешивание смеси производят в жидком режиме для обеспечения пространственной однородности распределения частиц (сходные объемные фракции в любой части смеси).
Стадия дистрибутивного смешения важна в качестве способа включения армирующих вискеров и грубого распределения их в расплаве. Степень смешения определяется передачей импульса от местоположения мешалки к комкам, расположенным на расстоянии от местоположения мешалки. На этой стадии смешения вследствие наличия градиентов линейной скорости внутри жидкой среды сдвиговое усилие, приложенное к жидкости, находящейся в контакте с крыльчаткой, приводит к низкому сдвиговому усилию при усреднении по всему объему жидкой среды. Отсутствие достаточного сдвигового усилия при дистрибутивном смешении приводит к образованию агломератов в относительно застойных зонах (например, вблизи от стенок тигля). Для разрушения этих агломератов до отдельных вискеров в жидком металле приложенное сдвиговое напряжение (т), действующее на кластеры армирующего материала, должно превышать среднюю когезионную силу или сопротивление разрыву комка. Поэтому дисперсионное смешение в идеале необходимо выполнять с помощью ультразвуковой кавитации.
Дисперсионное смешение с помощью ультразвуковой кавитации
Для достижения улучшенных механических свойств ММС, в частности - ММС, полученных посредством литья, необходимо, чтобы базальтовые вискеры были гомогенно и равномерно диспергированы внутри расплавленного алюминия. Агломерация мелких вискеров препятствует получению высококачественных отливок. Поскольку когезионные силы удерживают агломераты армирующего материала от распада, то для их разрушения необходимы высокие гидродинамические силы. В способе смешения с помощью обработки ультразвуком ультразвуковые кавитационные силы используют для преодоления когезионной силы или сопротивления разрыву комка для диспергирования волокон. Поэтому механически перемешанную суспензию композитного материала на основе Al и базальта перемещают в аппарат, изображенный на Фиг. 2, и обрабатывают ультразвуком в течение 5 минут (17,5 кГц, 3,5 кВт, амплитуда 40 мкм, ниобиевый сонотрод) для получения дисперсии базальтовых вискеров.
Введение ультразвуковых волн в расплав приводит к эффектам акустической кавитации и акустических течений (акустического ветра). Акустическая кавитация возникает вследствие образования, роста и спадения кавитационных пузырьков под действием циклов переменного акустического давления. Акустическое течение - это поток жидкости вследствие градиента акустического давления, приводящий к высокоэффективному перемешиванию. Расплавленный Al в условиях окружающей среды всегда содержит растворенные газы. При превышении порога кавитации захваченный газ образует многочисленные мелкие полости. При пульсации эти кавитационные пузырьки растут за счет направленной диффузии газов из расплава. Кавитационные пузырьки определенного размера схлопываются во время цикла положительного давления, генерируя температуру, равную 5000°С, и давление, равное 1000 МПа, и создают струю жидкости со скоростью, равной 100 м/с, в непосредственной близости от зоны кавитационной имплозии. Одновременно акустическое течение со скоростью, равной 0,1 м/с, образовавшееся вследствие пульсации кавитационной зоны, обеспечивает непрерывный эффект перемешивания во всем расплаве. Полагают, что во время обработки ультразвуком кавитация и акустическое течение повышают смачиваемость армирующего материала. Кроме того, кавитационное давление и струя жидкости, создаваемые за счет имплозии пузырьков, дезинтегрируют агломераты. Суспензию композитного материала затем отливают при 720°С в форму для получения образцов для испытаний на растяжение, которую предварительно нагревают до 400°С для обеспечения предпочтительной текучести расплава и пористости отливки.
РЕЗУЛЬТАТЫ
В режиме плавки, описанном выше, волокна диспергировали в матрице (Фиг. 3), при этом происходило химическое взаимодействие между матрицей и волокном при сохранении физической целостности волокна. Авторы настоящего изобретения выполнили подробную оценку интерметаллических фаз, и анализ показал, что на поверхности раздела волокна и матрицы образовались полиэдрические фазы Fe-содержащих интерметаллических соединений (AlFeMnSi) (Фиг. 4).
Кроме того, видна миграция кремния из сердцевины волокна и алюминия из матрицы к сердцевине волокна, которая свидетельствует о реакции между волокном и матрицей (Фиг. 5). В частности, SEM BSE изображение поперечного сечения волокна демонстрирует новообразованные полиэдрические фазы на поверхности волокна и их соответствующий состав (Спектр 5). Это наглядно демонстрирует изменения, происходящие в сердцевине волокна, которая теряет кремний и приобретает алюминий, тогда как кремний перемещается к поверхности волокон и образует новые интерметаллические фазы.
Тот же феномен виден на Фиг. 6, где можно видеть разложение волокна и его рекристаллизацию совместно с образованием интерметаллических фаз. В частности, сердцевина волокон сохраняет химический состав исходного волокна, хотя обнаруживает частичное обогащение алюминием (Спектр 1), тогда как рекристаллизованная зона (Спектр 3) демонстрирует состав с ограниченным содержанием алюминия, магния и кислорода, а кремний, который изначально присутствовал, мигрирует из рекристаллизованной зоны с образованием i интерметаллических фаз (Спектр 4).
Предел прочности на разрыв алюминиевого композитного материала, армированного базальтом, демонстрирует увеличение на 30% (см. Фиг. 8) по сравнению с неармированным сплавом (см. Фиг. 7).
Провели также дополнительное экспериментальное исследование, результаты которого суммированы ниже. Выводы сделаны без желания ограничиваться какой-либо теорией и не являются ограничивающими настоящее изобретение.
ПРОГРАММА ЭКСПЕРИМЕНТОВ
1.0. Исследование эффектов различных режимов обработки


1.1. Исследование эффектов различных сплавов
Для исследования потенциальных реакций, протекающих с различными сплавами, выполнили серию экспериментов, фокусируясь каждый раз на одном конкретном сплаве. Основными исследованными элементами были: железо (Fe), никель (Ni), титан (Ti), кремний (Si) и медь (Cu).

1.2. Исследование улучшения механических свойств по сравнению с эталоном


1.3. Изготовление образца
После того как расплав был получен и ему позволяли остыть, материал разрезали и обрабатывали с использованием стандартных металлографических протоколов [заливка в смолу, шлифовка по плоскости, полировка (SiC), полировка (алмазной пастой), чистовая полировка (коллоидный диоксид кремния)].
Каждый образец исследовали с использованием сканирующего электронного микроскопа с электронной пушкой полевой эмиссии Zeiss SUPRA FEG-SEM, оборудованного EDAX Octane Superior EDS детектором. Изображения образцов, показанные ниже, были получены с использованием сканирующего электронного микроскопа (SEM), а спектры элементного состава были получены с использованием EDS системы.
2.0. ИССЛЕДОВАНИЕ ЭФФЕКТОВ РАЗЛИЧНЫХ РЕЖИМОВ ОБРАБОТКИ
2.1. Программа экспериментов
Была выполнена серия экспериментов с целью исследования основных характеристик образования и производства композитного материала. Этими характеристиками являются массовый процент добавленных волокон, диапазон температур при обработке, время воздействия расплава на волокно и перемешивание.
2.1.1. Массовый % волокон
С целью определения номинальной массовой доли базальтового армирующего материала для добавления к алюминиевому сплаву выполнили испытания на растяжение композитных материалов, армированных 1 масс. %, 2,5 масс. % и 5 масс. % базальта, с использованием 4 образцов каждого вида. Изготовили литые образцы для испытаний на растяжение с расчетным диаметром, равным 10 мм, расчетной длиной, равной 50 мм, ручками с диаметром 14 мм и выполнили испытание на растяжение с использованием испытательной машины Instron® 5569. Как в случае образцов композитных материалов, так и в случае эталонных образцов использовали скорость деформации, равную 0,400%/минуту, и все испытания провели при температуре окружающей среды. Полученными результатами были условный предел текучести, предел прочности на разрыв (временное сопротивление растяжению) и расчетный модуль Юнга.
2.1.2. Диапазон температур
Исследовали эффект диапазона температур на образование интерметаллических соединений внутри композитного материала. Температуру обработки варьировали в диапазоне от 680°С до 800°С и изготавливали образцы для металлографических испытаний. Затем образцы анализировали с использованием EDS и SEM систем наблюдения.
2.1.3. Экспозиция
Два массива экспериментальных данных были получены для оценки эффектов воздействия матрица/волокно и перемешивания расплава. Эксперименты с временем экспозиции были выполнены посредством погружения волокон в расплавленный алюминиевый сплав LM20 с целью исследования реакций на поверхности раздела и внутри волокна. Серия отливок через короткие интервалы была выполнена с использованием сплава LM25 и 5 масс. % базальтовых волокон с целью исследования образования интерметаллической фазы стечением времени.
2.1.4. Перемешивание
Эксперименты с перемешиванием включали использование лопастной мешалки с электрическим приводом, погруженной в расплав с целью замешивания волокон в алюминий, скорость мешалки и время перемешивания варьировали. Во всех случаях были изготовлены образцы полученных материалов для микроструктурного исследования и EDS анализа.
2.2. Массовый % волокон
Эталонный образец представляет собой исходный уровень для оценки влияния массового процента добавленных волокон. Предел прочности на разрыв (временное сопротивление при растяжении) (UTS; от англ.: ultimate tensile strength) - это максимальная нагрузка, которую может выдержать материал перед началом образования шейки и разрушения. Добавление 2,5 масс. % волокон немного повышает UTS (~ 5%), как показано на Фиг. 9А, добавление 1 масс. % и 5 масс. % снижает UTS ниже уровня эталонного образца и, по-видимому, является потенциально вредным. Для повышения предела прочности на разрыв важна согласованная ориентация волокон, причем волокна, ориентированные перпендикулярно направлению приложенной нагрузки, снижают предел прочности на разрыв. Данные по условному пределу текучести при остаточной (пластической) деформации, равной 0,2%, рассчитаны и представлены на Фиг. 9В. Эти данные показывают, что условный предел текучести при остаточной деформации, равной 0,2%, улучшается при добавлении любых количеств волокон, однако наибольшее улучшение было у образца с добавлением 2,5 масс. % волокон. Образец с добавлением 5 масс. % волокон также показал значительное возрастание условного предела текучести, поэтому образцы с добавлением 5 масс. % и 2,5 масс. % волокон были подвергнуты дополнительным испытаниям.
Были проведены испытания на твердость с использованием микроиндентора по Виккерсу, результаты которых совпадают с данными по растяжению. Оба образца композитных материалов обнаружили повышенную твердость по сравнению с эталонным образцом, что видно на Фиг. 9С.
Добавление гораздо большего количества базальта к композитному материалу является очень трудной задачей. 5 масс. % - это максимум, достигнутый в этих экспериментах. Предпринимались попытки добавить большее количество волокон, но они привели к образованию слоя сгоревших волокон на поверхности стандартной отливки. Это показано на Фиг. 10. Перед отливкой с поверхности расплава снимают нагар, удаляя сгоревшие волокна.
Выводы:
- Чем больше объемная доля волокон, тем дольше приходится добавлять волокна. Трудность при добавлении большого масс. % волокон создает время, которое необходимо для того, чтобы смешать с расплавом большой объем волокон. 5 масс. % - это максимальное достижимое количество.
- Добавление большого количества волокон приводит к всплытию добавленных волокон и образованию слоя нагара.
- В этой серии экспериментов оптимальным было добавление 2,5 масс. %. Увеличение условного предела текучести и UTS означает общее улучшение механических свойств.
2.3. Эксперименты с диапазоном температур
Серию экспериментов с отливками малого размера выполнили при необычно высокой температуре, чтобы исследовать верхние границы процесса отливки при добавлении волокон и посмотреть, какие интерметаллические соединения образуются внутри образцов композитных материалов. Алюминиевые сплавы поместили в маленькие керамические тигли и загрузили в печь для нагрева до 800°С. Добавили 5 масс. % базальтовых волокон, перемешали и оставили в печи на 30 минут для протекания реакции, после чего разлили, разрезали и проанализировали. Фиг. 11А демонстрирует трудности с обеспечением достаточного смачивания волокон. Образцы сплава LM25, полученные при 800°С, продемонстрировали агломерацию волокон и сниженные реакции вследствие ручного перемешивания и малого объема расплава. Тем не менее, волокна все же рекристаллизовались и обнаружили начальную реакцию с матрицей, продемонстрировав слой оксида алюминия на крае волокон, который является триггером образования интерметаллических соединений. Фиг. 11В демонстрирует EDS спектры исследованной интерметаллической фазы.
Второй эксперимент выполнили при более низкой температуре, равной 720°С.Его результаты можно видеть на Фиг. 12. Смачиваемость волокон была выше вследствие большего объема расплава и перемешивания мешалкой (1000 об/мин). Фиг. 12А демонстрирует улучшенную смачиваемость волокон, а Фиг. 12В демонстрирует образование интерметаллического соединения на границе раздела волокна и матрицы. Анализ краевой зоны волокон показывает состав, сходный с составом, представленным на Фиг. 11В, и свидетельствует об образовании слоя оксида, который связан с образованием интерметаллических соединений. Диффузия кремния наружу с края волокна и нуклеация оксидных слоев запускают нуклеацию дендритных интерметаллических соединений (Фиг. 11В - начальная форма до полной кристаллизации).
Затем эксперимент при 800°С повторили с использованием сплава LM20, но обнаружили те же проблемы со смачиваемостью вследствие процедуры ручного перемешивания. Тем не менее, видна рекристаллизация волокон, и можно видеть продукты реакции. Фиг. 13 демонстрирует волокна внутри композитного материала, имеющие неповрежденную сердцевину (белая на Фиг. 13В), аморфный слой, обогащенный алюминием (светло-серый на Фиг. 13В) и полностью рекристаллизованный слой оксида алюминия (темно-серый на Фиг. 13В).
Исследования влияния элементов сплава, частично выполненные для раздела 3, также включают экспериментальную работу, проведенную на верхней границе диапазоны температур (800°С). Подробности см. в разделе 3.
Оба сплава - LM20 и LM25 - были успешно отлиты при 720°С и продемонстрировали превосходную смачиваемость и выраженную реакцию волокон. Фиг. 14 демонстрирует волокна, смоченные расплавом (A-D), и интерметаллические соединения (IMC), образующиеся на поверхности раздела. На Фиг. 14Е показан EDS скан по площади волокна, изображенного на Фиг. 14D. Он демонстрирует образование различных IMC.
Фиг. 15 демонстрирует волокна внутри расплава LM20, полученного при 720°С. Достигнуто превосходное смачивание и наблюдалась выраженная реакция между волокном и матричным сплавом.
Эксперименты, выполненные при более низкой температуре (710°С) со сплавами LM20 и LM25, демонстрируют рекристаллизацию волокон и образование интерметаллических соединений на поверхности раздела волокна и матрицы (Фиг. 16 и Фиг. 17). Наблюдаемые феномены, по-видимому, согласуются с наблюдениями при 720°С, описанными выше.
Сплавы LM20 и LM25 (которые являются наиболее распространенными литейными сплавами, и именно поэтому их чаще всего использовали в экспериментальной процедуре) исследовали также при 690°С. При этой температуре уже была видна рекристаллизация на крае волокна, однако интерметаллические соединения (образующиеся перпендикулярно к краям волокон) сохраняют морфологию типа «китайского почерка», а не приобретают более полиэдрическую морфологию, как показано на Фиг. 18.
Фактически эффект температуры, по-видимому, в большей степени связан с кристаллической структурой образующихся интерметаллических соединений:
- при 690°С - «китайский почерк»;
- при 710°С/720°С - полиэдрическая структура;
- выше 720°С - блочная структура.
Тем не менее, взаимодействие между волокнами и матрицей остается тем же самым, и связь между реакцией волокно/матрица и образованием интерметаллических соединений, по-видимому, остается неизменной.
Для оценки важности состава волокон для их потенциальной смачиваемости и химической реакции с матрицей такому же испытанию были подвергнуты волокна, легированные марганцем (Mn). Добавленные к LM20 при 720°С волокна смачивались и реагировали так же, как в предыдущем эксперименте. Фиг. 19 демонстрирует обогащенные Mn волокна, смоченные расплавом LM20, полученным при 720°С.
В отдельном эксперименте расплав AMOFe с добавлением 5 масс. % волокон получили при 780°С, 750°С и 720°С. Фиг. 20 демонстрирует микрофотографии композитного материала, полученного при этих температурах. Можно видеть, что при всех температурах существует тенденция к образованию интерметаллических соединений, окружающих волокна. Однако из-за высокого содержания железа в этом случае интерметаллические соединения проявляют тенденцию к блочной морфологии.
Выводы:
Исследования диапазона температур показали, что в присутствии расплавленного или частично расплавленного металла протекают две реакции:
- Волокна начинают рекристаллизоваться с образованием химически активной оксидной краевой зоны, которая запускает образование интерметаллических соединений в матрице;
- Химическая реакция также протекает на поверхности раздела, кремний и железо диффундируют из волокон, способствуя образованию интерметаллических соединений, тогда как алюминий диффундирует в волокна, ускоряя образование оксидного слоя, который способствует образованию интерметаллических соединений.
- Различные кристаллические структуры образующихся IMC, а именно - дендритная, полиэдрическая и блочная, формируются при различных температурах обработки.
2.4. Распределение волокон - скорость перемешивания в об/мин и время перемешивания
Распределение и общее смачивание волокон внутри матричного сплава определяются скоростью перемешивания, временем перемешивания и применением ультразвуковой обработки. Время контакта так же является фактором, поскольку слишком длительное пребывание в расплаве вызывает полную рекристаллизацию волокон. Были испытаны различные скорости перемешивания с оптимумом, лежавшим в диапазоне от 500 об/мин до 1000 об/мин. Более высокие скорости вращения обеспечивают более гомогенное распределение, но при этом волокна могут сломаться, а в экстремальных условиях такие скорости могут привести к образованию несмачиваемого порошка. Фиг. 21А и Фиг. 21В демонстрируют образец на основе LM25 после перемешивания в течение 10 минут со скоростью, равной 500 об/мин, Фиг. 21С демонстрирует сплав LM20 после перемешивания в течение 10 минут со скоростью, равной 1000 об/мин. Более длительное время перемешивания является полезным, но оно не может превышать время взаимодействия, определенное в разделе 2.5. Эффект применения обработки ультразвуком виден из Фиг. 22. Она демонстрирует образец, полученный при использовании перемешивания в течение 10 минут со скоростью, равной 500 об/мин, без обработки ультразвуком. Очень хорошо видно, что волокна все еще агломерированы, что значительно снижает механические свойства. Поэтому перемешивание является необходимой стадией (что было показано в разделе 2.3), тогда как обработка ультразвуком является предпочтительной стадией. Фиг. 23 демонстрирует эффект времени перемешивания на распределение волокон. Фиг. 23А демонстрирует сплав LM20 после перемешивания в течение 10 минут, Фиг. 23В демонстрирует тот же сплав после перемешивания в течение 20 минут. Фиг. 23С демонстрирует данные по проценту волокон, присутствующих на оптической микрофотографии. Это подтверждает улучшение проникновения волокон в расплав и гомогенное распределение волокон в матрице при перемешивании в течение 20 минут.
Выводы:
- Перемешивание базальтовых волокон в расплаве является необходимой стадией.
- Предпочтительным является перемешивание в течение периода времени, лежащего в диапазоне от 10 минут до 20 минут.
- Перемешивание в течение длительного периода времени предпочтительно для обеспечения хорошего распределения волокон.
- Ультразвуковая кавитация является улучшающей стадией, которая является полезной для получения отливок, не имеющих дефектов, и помогает разделить комки волокон.
2.5. Время экспозиции
Серии экспериментов с погружением выполнили с целью исследования влияния расплавленного алюминия на базальтовые волокна. Для проведения этих испытаний приготовили расплав LM20 и выдерживали его при температуре, равной 700°С. Базальтовые волокна приготовили и упорядочили перед погружением в расплавленный металл и выдерживали в металле в течение предварительно определенного периода времени (5 минут, 10 минут и 30 минут). Затем волокна вынимали из расплава и давали им остыть, после чего изготавливали образцы и анализировали их посредством SEM. EDS сканы по площади волокон показали, что имеет место значительная диффузия из волокна в окружающий металл, а также из окружающего расплава в волокно. Фиг. 24 демонстрирует анализ по площади на алюминий и кремний. Изображение показывает высокое содержание кремния и дефицит алюминия в волокне уже через 5 минут (Фиг. 24А). Через 10 минут (Фиг. 24В) волокно рекристаллизуется на поверхности раздела волокна и матрицы и начинается миграция элементов. Волокно медленно накапливает алюминий и теряет кремний. Через 30 минут волокно почти полностью преобразовано (Фиг. 24С). Эти эксперименты показывают, что время экспозиции базальтовых волокон является важным фактором для получения предпочтительной химии в конечном полученном композитном материале. В идеале время экспозиции должно составлять по меньшей мере от 5 минут до 10 минут, чтобы обеспечить начало химических реакций, и в идеале оно должно не превышать 30 минут для предотвращения полного преобразования волокон.
Чтобы понять реакцию волокон в LM25, была выполнена небольшая серия отливок при времени экспозиции, равном 5 минутам, 10 минутам, 30 минутам и 80 минутам. Фиг. 25 демонстрирует оптические микрофотографии образцов LM25 после различных периодов экспозиции. Видно, что реакции начинаются уже по истечении 3 минут (Фиг. 25А), и что волокно почти полностью кристаллизуется через 30 минут (Фиг. 25С и Фиг. 25D). Из этих экспериментов очевидно, что реакции происходят очень быстро, и они определяют, насколько быстро будет полностью преобразовано волокно. Время экспозиции для сплава LM25 должно быть больше 3 минут, но меньше 30 минут.
Выводы:
- Из экспериментов, описанных выше, можно определить время экспозиции. Определение времени экспозиции: время экспозиции при добавлении базальтовых волокон в идеале должно быть дольше 5 минут, но короче 30 минут, чтобы гарантировать начало реакций, но чтобы аморфная сердцевина волокна осталась интактной в оболочке из кристаллизованного материала.
3.0. РЕАКЦИИ ЭЛЕМЕНТОВ СПЛАВА (SI. FE, TI, CU, NI, MG)
3.1. Исследование реакции между алюминиевыми сплавами и базальтовыми волокнами
Ранее описанные эксперименты по времени экспозиции и массовому % волокон послужили основой для экспериментов с реакциями элементов, описанных в этой главе. Необходимо добавить подходящее количество волокон, но не слишком много, чтобы не помешать перемешиванию малого объема расплава. Добавление и перемешивание в идеале также должно быть завершено за относительно короткое время, т.е. общее время взаимодействия не должно превышать 30 минут. Это проиллюстрировано ниже на Фиг. 26 для реакции с кремнием. Через 5 минут волокна не обнаруживают видимой реакции с горячим алюминием. Однако через 10 минут (Фиг. 26В) волокно начинает кристаллизоваться, прежде всего - на поверхности раздела матрицы и волокна, тогда как сердцевина волокна остается аморфной. После самого длительного времени взаимодействия (30 минут) волокно подвергается выраженной кристаллизации, и сохраняется лишь небольшая часть аморфной сердцевины, как показано на Фиг. 26С.
Выводы:
- Последовательность и время добавления волокон важны для успешного получения композитного материала.
- Общее время взаимодействия волокон и расплава в идеале не должно превышать 30 минут.
- Волокна реагируют очень быстро, реакция наблюдается уже через 3 минуты.
3.2. Исследование эффектов различных элементов сплава
Описанные ниже эксперименты были выполнены с целью выявления реакций, протекающих в композитном материале между основными элементами сплава и добавленными армирующими базальтовыми волокнами. В этой серии экспериментов использовали стандартный способ. В каждом эксперименте были выполнены следующие стадии:
1. Выбирали сплав для эксперимента на основании концентрации основного элемента сплава. Различные сплавы имели высокую долю специфических элементов (Fe, Ni, Mg, Ti, Cu).
2. 40 г выбранного сплава нагревали в печи в течение 1 часа при 800°С.
3. Добавляли примерно 5 масс. % базальтовых волокон. Добавление большого объема волокон необходимо для обеспечения подходящего процентного содержания смоченных волокон для наблюдения реакции на поверхности раздела.
4. Ручное перемешивание расплава и волокон выполняли в течение 10 минут (обработку ультразвуком не производили).
5. После добавления волокон и перемешивания расплав оставляли в печи на 0,5 часа при 800°С.
6. Тигель вынимали из печи и оставляли для остывания в условиях окружающей среды.
3.2.1. Железо (Fe): Al90-Fe8-Si1
Алюминиевый сплав с высоким содержанием железа (Al90-Fe8-Si1) был выбран для исследования реакций, происходящих между волокнами и матричным сплавом. Фиг. 27 демонстрирует базальтовые волокна, инкапсулированные в интерметаллическом соединении в форме большого блока. Серия спектров была получена для оценки состава различных областей в пределах микрофотографии. Фиг. 27В демонстрирует состав большого интерметаллического блока (светлая область), который преимущественно состоит из алюминия и железа. Фиг. 27С и Фиг. 27D демонстрируют сердцевину волокна (С) и оболочку волокна (D).
Выводы:
- Фиг. 27 демонстрирует образование блочного интерметаллического соединения вокруг двух базальтовых волокон и полученные EDS спектры, отображающие элементный состав.
- По-видимому, базальтовые волокна реагируют с богатыми железом интерметаллическими соединениями, что вызывает изменение их формы (от игольчатой формы к блочной форме в зависимости от температуры кристаллизации интерметаллических соединений) и рекристаллизацию волокон.
3.2.2. Никель (Ni): Al8-Ni2
Алюминиевый сплав с высоким содержанием никеля был выбран для исследования реакций, происходящих между волокнами и матричным сплавом. Сплавы с высоким содержанием никеля сами являются крупноблочными интерметаллическими соединениями. Фиг. 28А демонстрирует изображение при малом увеличении сплава после его обработки при 800°С. Фиг. 28В демонстрирует изображение при большем увеличении базальтового волокна, инкапсулированного в крупноблочном интерметаллическом соединении. Фиг. 28С и Фиг. 28D демонстрируют соответствующие спектры для EDS анализа.
В случае реакции со сплавами с высоким содержанием никеля базальтовые волокна вызывают образование гораздо больших интерметаллических фаз, чем в других алюминиевых сплавах. Фиг. 28Е и Фиг. 28F демонстрируют детальное изображение и EDS анализ базальтового волокна с интерметаллическими соединениями, зарождающимися из кристаллизованной оболочки, тогда как сердцевина волокна выглядит аморфной.
Выводы:
- Интерметаллические никелевые соединения обнаруживаются в форме крупных блоков.
- Интерметаллические соединения зарождаются и растут из кристаллизованной оболочки волокна.
- Взаимодействие между волокнами и матрицей запускает нуклеацию интерметаллических соединений.
- В случае реакции со сплавами с высоким содержанием никеля базальтовые волокна вызывают образование больших интерметаллических фаз по сравнению с интерметаллическими фазами, обнаруживаемыми в других алюминиевых сплавах.
3.2.3. Титан (Ti): Al65-Ti35
Исследование реакции между волокнами и матрицей в алюминиевых сплавах с высоким содержанием титана показывает, что и в этом случае волокна рекристаллизуются и образуют краевую зону, состоящую из оксида алюминия (Фиг. 29). Вблизи поверхности волокна виден небольшой интерметаллический рост (зона 4). Однако, как и в случае кремния, волокно, по-видимому, не несет прямой ответственности за образование алюминидных интерметаллических соединений.
Выводы:
- Волокна в этой системе сплава, по-видимому, не реагируют с образованием центров кристаллизации интерметаллических соединений
- Оксид алюминия (глинозем) образуется по краю волокна, как и в других сплавах.
3.2.4. Алюминий коммерческой чистоты: LM0
Не был проведен элементный анализ, поскольку волокна производили впечатление рекристаллизованных и не образовывали интерметаллических соединений. Фиг. 30 демонстрирует успешно смоченные волокна внутри LM0 матричного материала. На этой стадии, по-видимому, не происходит никаких реакций, вызывающих нуклеацию и рост интерметаллических соединений, окружающих волокно.
3.2.5. Алюминиевый литейный сплав LM20: Al-SH2
Литейный сплав LM20 сходен с LM25 (далее в разделе 3.2.6), за исключением немного более высокого содержания кремния. Эксперимент с погружением, проведенный при температуре, лежавшей в диапазоне от 700°С до 730°С, показал реакцию между кремнием и алюминием в матрице и в волокнах. Волокно вначале содержит мало алюминия и захватывает алюминий; однако волокно вначале также содержит много кремния и отдает небольшое его количество в матрицу. По сравнению с LM25 в этом случае матрица содержит больше кремния, поэтому диффузия кремния из волокна ограничена, так как сплав содержит почти максимально возможное количество кремния. Фиг. 31 демонстрирует EDS карту, полученную для эксперимента с погружением. Как видно, матрица уже вначале содержит высокий процент кремния, диспергированного в сплаве (указано белой буквой А). На Фиг. 31С имеются более явные области с высоким содержанием кремния, выступающие из поверхности раздела волокна и матрицы. Этот феномен является триггером образования интерметаллических соединений; оптическую микрофотографию сплава LM20 с добавленным армирующим материалом можно видеть на Фиг. 32. Волокно вступило в реакцию со сплавом и генерировало блочные IMC, окружающие волокно.
Выводы:
- Высокое содержание кремния в сплаве снижает потерю кремния из волокон, однако этот диффузионный феномен все еще действует в качестве триггера нуклеации и образования IMC вокруг оболочки волокна.
3.2.6. Алюминиевый литейный сплав LM25: Al-Si7,5
Образцы, полученные с использованием LM25 в качестве матричного сплава, испытали на образование интерметаллических соединений. При высокой доле присутствующего кремния (однако меньшей, чем в случае LM20 (Al-SM2)) наблюдали такую же миграцию алюминия и кремния. Фиг. 33 демонстрирует оптические микрофотографии базальтовых волокон внутри матрицы. Фиг. 33А и Фиг. 33В демонстрируют образование интерметаллических соединений, обогащенных кремнием, вокруг оболочки волокна. Фиг. 33С демонстрирует интерметаллическое соединение, прикрепленное к волокну, обнаруженное на поверхности излома после испытания на растяжение. Фиг. 34 иллюстрирует EDS картирование и EBSD картирование, показывающие локальную концентрацию кремния в волокне и вокруг волокна. Фиг. 34В демонстрирует EDS карту для кремния, в верхнем правом углу видно образование интерметаллического соединения кремния и алюминия, окружающего волокно (показано стрелкой). Фиг. 34С демонстрирует EBSB карту этой области. Погружение волокон в расплав привело к появлению рекристаллизованных зон (зон мелких кристаллов). Меньшая концентрация кремния в матрице в этом случае позволяет дополнительную диффузию кремния на поверхность раздела, способствующую образованию интерметаллических соединений.
Выводы:
- Присутствие волокон в матрице и процесс их рекристаллизации способствуют диффузии кремния на поверхность раздела волокна и матрицы, которая запускает образование полиэдрических интерметаллических соединений, функционирующих в качестве якоря между волокнами и матрицей.
3.2.7. Медь (Cu): LM12
Волокна демонстрируют полную рекристаллизацию, и интерметаллическое соединение - медно-алюминиевый силицид (Фиг. 35В) - кристаллизуется перпендикулярно волокну (Фиг. 35А).
Выводы:
- В данном случае, как и в других сплавах, волокно рекристаллизуется, а кремний диффундирует в матрицу, запуская кристаллизацию волокна.
3.3. Магний (Mg): AZ91 (2,5 масс. %)
Базальтовые волокна были успешно добавлены к магниевому сплаву; этот сплав обозначают как AZ91, и поэтому основными элементами сплава являются алюминий (9%) и цинк (1%). AZ91 поместили в стальной тигель и плавили при 730°С в течение 3 часов. В качестве защитного газа использовали гексафторид серы (SF6). Температура при перемешивании была равна 678°С.5 масс. % базальтовых волокон добавили и перемешивали со скоростью вращения, равной 350 об/мин, в течение 5 минут. Ультразвуковую кавитацию выполнили на смеси в течение 5 минут. После завершения смесь нагрели до температуры отливки, равной 667°С, и отлили без применения давления в форму типа «книга» для получения металлургических образцов.
Магний и алюминий составляют 99% материала в сплаве, и оба элемента присутствуют в волокне, так что реакция была ожидаемой. Наблюдали образование интерметаллических соединений, как показано на Фиг. 36А-36С и Фиг. 37. Анализ линейных EDX сканов показал, что IMC обогащены Al и Fe (Фиг. 37). Была достигнута хорошая смачиваемость при по существу гомогенном распределении, как показано на Фиг. 38. Некоторые начальные механические свойства магниевого композитного материала представлены в Таблице 3.3.1.


Несмотря на хорошее распределение волокон, было обнаружено, что механические свойства снижаются, за исключением твердости, которая увеличилась с 54,45 до 68,1 и с 64 до 75,5. Поскольку твердость возрастает, наблюдаемое снижение механических свойств можно объяснить дефектами отливок, возникшими во время производственного процесса.
Фиг. 39 демонстрирует SEM изображение IMC, образующихся вокруг волокон так же, как и в предыдущих экспериментах с алюминиевой матрицей. EDS анализ показал, что эти IMC содержат много оксидов магния и алюминия, но также содержат небольшое количество железа и марганца.
Выводы:
- Так же, как в случае с образованием оксида алюминия в разделе 3.2.4 (LM0), волокна содержат оксид магния, и поэтому образуются интерметаллические соединения на основе магния.
- Одним из основных элементов сплава является алюминий, поэтому ожидается образование оксида алюминия/шпинели.
3.4. Смешанные сплавы
Показано, что базальтовые волокна реагируют с элементами сплава, которые присутствуют в базальтовых волокнах; при этом испытания провели так, что каждый раз исследовали только один элемент. Добавление более чем одного из этих элементов обеспечивает сходные результаты, вокруг поверхности раздела волокна и матрицы образуется несколько интерметаллических соединений, которые обогащены конкретным материалом, присутствующим одновременно в волокне и матрице, например - при добавлении Al65-Ti35 к Al8-Ni2. Фиг. 40 демонстрирует микрофотографию образования интерметаллических соединений вокруг волокон внутри этого смешанного сплава. Как и ожидалось, присутствует интерметаллическое соединение в форме большого блока совместно со слоем оксида по краю волокон. Полагают, что образование этой фазы отвечает за запуск нуклеации интерметаллического соединения за счет выделения кремния из волокон. Если в матрице очень мало кремния, то весь кремний диффундирует, и интерметаллические соединения являются алюминидами, если же кремний присутствует в матрице в более высокой концентрации, то добавление кремния, диффундирующего из волокон, приводит к образованию силицидных интерметаллических соединений. Во всех случаях образующиеся интерметаллические соединения являются полиэдрическими при температурах ниже 750°С и блочными, если температура расплава превышает 750°С. Во всех случаях процентное содержание игольчатых интерметаллических соединений является крайне ограниченным.
Выводы:
- Композиты, полученные из смешанных сплавов, обнаруживают реакции, ведущие к образованию IMC, и образование IMC после добавления волокон.
4.0. ИССЛЕДОВАНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ
4.1. Испытание на растяжение
Был проведен ряд механических испытаний для оценки эксплуатационных характеристик композитного материала. Первая серия испытаний была предназначена для оценки временного сопротивления при растяжении (предела прочности на разрыв) и условного предела текучести для определения начала пластической деформации в образце. Затем оценивали твердость полученного композитного материала.
Испытания для оценки способности металломатричного композитного материала (ММС) противостоять износу были выполнены с использованием испытания на абразивный износ при скольжении по сухой поверхности типа «палец-диск». Потери на износ рассчитывали по массе материала, потерянной после прохождения 250 м, 500 м и 750 м.
Во всех случаях результаты испытаний сравнивали с эталонными образцами, которые были изготовлены и обработаны таким же способом, что и ММС.

Предел прочности на разрыв композитного материала оценивали относительно эталонного образца без добавления базальтовых волокон, но полученного тем же способом изготовления, что и образцы с базальтом. В Таблице 4.1.1 приведены данные для сплава LM25, а также отмечена необходимость применения ультразвуковой кавитации для достижения превосходной совокупности свойств. В Таблице 4.1.2 приведены результаты экспериментов со сплавом LM20, на основании этих результатов был определен оптимальный массовый % добавленных волокон, равный 2,5 масс. %. Этот образец показал наивысшее значение UTS и значимое возрастание условного предела текучести. Фиг. 41 демонстрирует кривые «напряжение/деформация» для образцов на основе LM25. Очевидно, что образец с добавлением 2,5 масс. % волокон имеет наилучшие эксплуатационные характеристики в том, что касается временного сопротивления растяжению и условного предела текучести, но за это приходится платить снижением достижимой деформации при разрыве.
Исследовали временное сопротивление растяжению, и Фиг. 9А демонстрирует результаты для образцов сплава LM20 с добавлением различного количества волокон. Из результатов очевидно, что добавление 1 масс. % и 5 масс. % приводило к снижению UTS по сравнению с эталонными образцами. Единственным набором образцов, который показал возрастание UTS и, соответственно, наилучшие свойства, был набор образцов, содержавший 2,5 масс. % волокон.
Данные по условному пределу текучести показывают нагрузку, необходимую для начала пластической деформации образца. Результаты, показанные на Фиг. 9В, четко свидетельствуют, что большие масс. % добавленных волокон являются более благоприятными. Образцы с 5 масс. % и 2,5 масс. % волокон показывают условный предел текучести, который на 16,92% и 22,16% выше, чем у эталонного образца, но образец, содержащий 2,5 масс. % волокон, снова обладает наиболее благоприятными свойствами.
Выводы:
- Предел текучести увеличивается при добавлении любого количества волокон.
- 2,5 масс. % волокон обеспечивают наибольшее возрастание предела текучести и возрастание UTS.
- UTS увеличен только при добавлении 2,5 масс. % волокон и снижен в образцах, содержащих 1 масс. % и 5 масс. % волокон.
4.2. Твердость
Данные, полученные при растяжении, подтверждаются также ожидаемыми результатами, полученными при испытании на твердость. Результаты испытаний на растяжение образцов на основе сплавов LM20 и LM25 показали, что некоторые образцы обнаруживают повышенную нагрузку при разрыве. Эти повышенные значения UTS демонстрируют увеличение твердости и снижение общей податливости материала. Результаты по твердости, представленные на Фиг. 9С, демонстрируют повышение твердости у образцов, содержащих 5 масс. % и 2,5 масс. % волокон, по сравнению с эталонным образцом.
Механические испытания демонстрируют повышение твердости и предела прочности на разрыв при добавлении волокон. Дополнительное улучшение обнаруживается при проведении дополнительной стадии обработки ультразвуком. Предполагают, что обработка ультразвуком способствует окончательному распределению волокон и минимизирует пористость, повышая общее качество конечной отливки.
Выводы:
- Твердость возрастает по сравнению с эталонным образцом.
- Добавление 2,5 масс. % волокон обеспечивает наивысшую твердость материала.
4.3. Износостойкость
Испытание на износостойкость было проведено на образцах композитного материала на основе LM20, которые сравнивали с эталонным образцом без добавления базальта. Используя испытание на износостойкость типа «палец и диск» и соответствующие значения плотности материала (Фиг. 42), можно рассчитать скорость износа. Фиг. 43 демонстрирует графики, полученные в испытании на износостойкость, для эталонного образца и образцов, содержащих 5 масс. % и 2,5 масс. % волокон. Доказано, что результаты по износостойкости связаны с твердостью материала, более высокое значение твердости позволяет предположить соответствующее повышение износостойкости. Из графиков износа, показанных на Фиг. 43, и результатов, приведенных в Таблице 4.3.1, видно, что образцом с наилучшими характеристиками опять оказался образец с добавлением 2,5 масс. % волокон. Этот образец испытывает на 50% меньший абразивный износ, чем эталонный образец.

При добавлении волокон видно явное повышение износостойкости. Исследование с использованием SEM показало, что не видно выступающих наружу волокон, что демонстрирует то, что образование интерметаллических соединений работает в качестве системы крепления для волокон.
Выводы:
- Добавление 2,5 масс. % волокон обеспечивает наилучшую износостойкость.
- Композитный материал, содержащий базальт, обнаруживает повышенную износостойкость по сравнению с эталонным образцом LM20.
4.4. Коррозионная стойкость
Серия испытаний была выполнена для измерения коррозионной стойкости композита, как показано в Таблице 4.4.1. Использованные растворы имитировали потенциальные жесткие среды, с которыми может взаимодействовать композитный материал. Поскольку основным назначением материала является его использование в морской среде, то наиболее подходящими являются имитации соленой воды. Кроме одномолярного раствора соли, использовали растворы с концентрациями, равными 3,5% и 10%. Однако для испытаний в особенно жестких средах использовали раствор, содержавший соляную кислоту (HCl). Испытания, проведенные с использованием соленой воды, показали настолько низкую скорость коррозии образцов композитного материала, что предпочтительным оказался более агрессивный раствор HCl. Результаты испытаний с ускоренной коррозией при использовании HCl представлены в Таблице 4.4.2.


Общая коррозия: Эти испытания были проведены в условиях нулевой нагрузки на испытываемый образец. Это обеспечивали посредством погружения образцов в бак с нагретым раствором (60°С) на 48 часов для выявления коррозии.
Коррозия под напряжением: Эти испытания были проведены на образцах, которые выдерживали при растяжении в специально сконструированном баке для коррозии под напряжением. Образцы механически обрабатывали до гладкости и подвергали испытанию в нагретой ванне с коррозионным раствором (морская вода при 60°С) в течение 48 часов. Это ускоряет испытание на коррозионную стойкость, имитируя недели нахождения под нагрузкой за более короткий промежуток времени. Каждый образец нагружали до 75% предела текучести материала.
Фиг. 44 демонстрирует примеры образцов, подвергнутых испытанию на коррозионную стойкость. Кроме эталонного образца и образца композитного материала, серию испытаний также провели на нержавеющей стали 316L, которая служила эталоном устойчивых к коррозии материалов, используемых в настоящее время в морских прикладных задачах. Эталонные образцы (без добавления волокон) оказались наиболее нестойким к коррозии продуктом. Поверхностная коррозия видна как на образцах, испытанных на общую коррозию, так и на образцах, испытанных на коррозию под напряжением.
Фиг. 45 демонстрирует график коррозионной стойкости композитного материала на основе LM25 и эталонных образцов. Скорость коррозии пропорциональна lcorr (кинетическому значению плотности тока коррозии), так что этот график показывает, что образец композитного материала имеет сниженную скорость коррозии.
Выводы:
- Образцы композитного материала продемонстрировали сниженные уровни поверхностной коррозии.
- Образцы композитного материала показали сниженную скорость коррозии по сравнению с эталонными образцами.
Все необязательные и предпочтительные признаки и модификации описанных вариантов осуществления настоящего изобретения и зависимых пунктов формулы изобретения можно использовать во всех аспектах настоящего изобретения. Кроме того, отдельные признаки зависимых пунктов формулы изобретения, а также необязательные и предпочтительные признаки и модификации описанных вариантов осуществления настоящего изобретения можно объединять друг с другом и заменять друг другом.
Содержание заявки на патент Соединенного Королевства №1714401.5, согласно которой данная заявка претендует на приоритет, и реферата, прилагаемого к этой заявке, полностью включены в данную публикацию посредством ссылки.
Реферат
Изобретение относится к металлургии, а именно к способу металломатричного композитного материала с улучшенными механическими свойствами и коррозионной стойкостью. Способ изготовления металломатричного композиционного материала включает следующие стадии: (a) расплавление металла или сплава металлов матрицы, (b) добавление к расплаву металла или сплава металлов матрицы из стадии (а) базальтовых волокон в пропорции от 1 мас.% до 10 мас.%, (c) перемешивание расплава металла или сплава металлов матрицы и базальтовых волокон из стадии (b) со скоростью от 400 об/мин до 1200 об/мин, в течение периода времени от 1 минуты до 60 минут, (d) обработка расплава металла или сплава металлов матрицы и базальтовых волокон из стадии (с) ультразвуком в течение от 1 минуты до 15 минут, с частотой от 10 кГц до 30 кГц, мощностью от 2 кВт до 5 кВт и амплитудой от 20 мкм до 50 мкм и (e) отливка расплава металла или сплава металлов матрицы и базальтовых волокон из стадии (d) при температуре от 200°С до 780°С, в форму, предварительно нагретую при температуре от 150°С до 500°С в течение периода времени от 1 часа до 2 часов. Полученные материалы характеризуются высокими механическими свойствами и высокой коррозионной стойкостью. 19 з.п. ф-лы, 45 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ получения изделий из композиционного материала с металлической матрицей
Способ получения отливок из композиционного материала на металлической основе
Комментарии