Биметаллический компонент, способ его изготовления и его применение - RU2567076C2
Код документа: RU2567076C2
Чертежи












Описание
Область применения изобретения
Настоящее изобретение в общем имеет отношение к созданию компонентов для использования в автомобильной промышленности, например, таких как люльки для автомобильных двигателей, рамы и подвески, или к созданию компонентов для использования не в автомобильной промышленности, а более конкретно, к созданию биметаллических компонентов, которые образованы за счет соединения вместе по меньшей мере двух частей, которые изготовлены из различных материалов, например, таких как сталь и алюминий.
Предпосылки к созданию изобретения
Широкое разнообразие различных компонентов для автомобильной и не автомобильной промышленности в настоящее время изготавливают с использованием процесса, в котором одну деталь отливают вокруг части другой детали. В некоторых случаях, различные детали компонента изготавливают с использованием различных материалов, так чтобы получить законченный компонент с желательным весом и/или с желательными прочностными характеристиками. В качестве специфических и не ограничительных примеров таких компонентов можно привести люльку двигателя, которая образована за счет отливки алюминиевых концевых элементов вокруг концов полой, стальной поперечины, или узел оси торсионной балки, образованный за счет отливки алюминиевого продольного рычага вокруг концевой части стальной торсионной балки, что описано, например, в патенте США No. 7837230 и в заявке на патент США No. 12/911,930.
Типичный процесс изготовления люльки двигателя предусматривает закрытие открытых концов каждой из полых, стальных поперечин торцевой заглушкой. Закрытые концы стальных поперечин затем вводят в изложницу заданной формы и закрепляют по месту. После этого, расплавленный алюминий вводят в изложницу при относительно высоком давлении и охлаждают его, так чтобы образовать отлитый концевой элемент вокруг каждого из концов поперечины. Задачей торцевых заглушек в первую очередь является предотвращение поступления расплавленного алюминия в поперечину и заполнение им поперечины во время процесса отливки. Чтобы исключить поступление расплавленного алюминия в поперечину во время процесса отливки, типично производят сварку по всей длине шва между торцевой заглушкой и поперечиной. После завершения операции отливки, производят рентгеновское сканирование отливки, чтобы проверить отсутствие дефектов в ней.
Само собой разумеется, что торцевые заглушки, которые используют для закрывания концов поперечины, повышают вес люльки, что приводит к повышению штучной себестоимости и понижает топливную экономичность готового автомобиля. Кроме того, торцевые заглушки иногда деформируются под воздействием высокого давления, которое возникает во время процесса отливки. Дополнительно, наличие торцевых заглушек может создавать воздушные пробки во время операции нанесения покрытия, причем относительно трудно удалить избыток покрытия из поперечины, так как концы поперечины не имеют отверстий.
Другой недостаток этого процесса связан с тем, что концы поперечины типично имеют цилиндрическую форму, и их закрывают с использованием кольцевых торцевых заглушек, чтобы создать резервуар высокого давления, который может выдерживать давление, созданное за счет расплавленного алюминия в изложнице. Само собой разумеется, что цилиндрическая форма не является оптимальной формой для поддержки нагрузки во время эксплуатации.
Кроме того, транспортировка, кантовка и хранение готовых люлек могут создавать трудности, учитывая вес и размеры готовых люлек. Часто требуется специализированное оборудование для транспортировки и кантовки готовых люлек. Более того, готовые люльки занимают относительно большое пространство, несмотря на то, что каждая люлька имеет большие внутренние пустоты. Само собой разумеется, что если рентгеновское сканирование выявляет дефекты в одной из двух отливок готовой люльки, то приходится отправлять в отходы всю люльку, даже если другая отливка в люльке не имеет дефектов. Это в некоторых случаях может приводить к такому большому проценту брака при изготовлении люлек, как 10%.
Также могут быть изготовлены аналогичным образом и другие компоненты, например, такие как узлы оси торсионной балки, рычаги управления и т.п. В частности, каждый конец стальной торсионной балки закрывают торцевой заглушкой, аналогично описанному здесь выше, при этом каждый конец торсионной балки вводят в изложницу. Расплавленный алюминий вводят в каждую изложницу при относительно высоком давлении и охлаждают, так что продольный рычаг будет отлит вокруг каждого конца торсионной балки. Торсионные балки, или рычаги управления, которые образованы указанным образом, также страдают отмеченными выше недостатками.
В публикации WO 2008/004715 предложена альтернативная конструкция узла оси торсионной балки. В частности, ось торсионной балки содержит торсионную балку, множество продольных рычагов, изготовленных из другого материала, чем торсионная балка, и соединительные трубки, изготовленные из материала, имеющего лучшую свариваемость с торсионной балкой, чем продольные рычаги, причем соединительные трубки полностью соединены с продольными рычаги на одном своем конце. К сожалению, в этой публикации показано только схематичное поперечное сечение готового узла оси торсионной балки, на котором материал продольного рычага окружает один конец соединительной трубки и выходит через крепежные пазы у одного конца соединительной трубки. В этом описании нигде не предлагается подходящий процесс изготовления готовой оси торсионной балки, и даже не рассматриваются трудности, связанные с отливкой продольного рычага вокруг одного конца полой соединительной трубки. Можно полагать, что читателю предлагается самому придумать подходящий процесс образования узла оси торсионной балки. Такой процесс должен предотвращать вытекание под давлением из изложницы через соединительную трубку расплавленного материала, который используют для образования продольного рычага. Кроме того, такой процесс также должен предотвращать заполнение соединительной трубки застывшим материалом продольного рычага в готовом изделии. Само собой разумеется, что для этого читатель должен решить трудную проблему, требующую одновременного рассмотрения сложных инженерных задач, задач обеспечения безопасности, проблем, связанных с процессом изготовления, и экономических задач.
В связи с изложенным желательно создать биметаллический компонент, например, такой как люлька двигателя, узел оси торсионной балки или рычаг управления, и способ их изготовления, которые позволяют исключить по меньшей мере некоторые из указанных выше недостатков.
Раскрытие изобретения
В соответствии с первым аспектом настоящего изобретения, предлагается биметаллическое соединение, образованное с использованием первого элемента и второго элемента. Первый элемент отлит вокруг по меньшей мере части второго элемента. Первый элемент изготовлен из первого материала, например, такого как алюминий, магний, цинк и т.п., или их сплавы. Второй элемент изготовлен из второго материала, например, такого как сталь, алюминий, медь, нержавеющая сталь и т.п. или их сплавы. Температура плавления первого материала ниже, чем температура плавления второго материала, или даже может быть ориентировочно равна ей, что позволяет отлить первый элемент вокруг второго элемента.
Для образования биметаллического соединения, часть (например, конец) второго элемента устанавливают в изложнице и удерживают на месте. Расплавленный первый материал вводят в изложницу, и он застывает вокруг части второго элемента в изложнице. В тех вариантах осуществления, в которых второй элемент трубчатый, он может быть снабжен торцевой заглушкой у конца, который находится в изложнице, чтобы исключить вытекание расплавленного первого материала из изложницы через конец второго элемента. В некоторых конструктивных вариантах, в которых предусмотрена торцевая заглушка, часть второго элемента в изложнице и торцевая заглушка могут быть сконфигурированы так, чтобы выдерживать давления расплавленного первого материала в изложнице. Альтернативно, торцевая заглушка и часть второго элемента в изложнице могут не быть сконфигурированы так, чтобы выдерживать давления расплавленного первого материала в изложнице. При этом удаляемый сердечник может быть вставлен внутрь второго элемента с упором в торцевую заглушку, так что этот сердечник поддерживает второй элемент и торцевую заглушку. Таким образом, сердечник предотвращает деформирование второго элемента и торцевой заглушки, или по меньшей мере предотвращает значительное деформирование второго элемента и торцевой заглушки. В некоторых конструктивных вариантах торцевая заглушка полностью отсутствует, и сердечник вводят внутрь второго элемента для того, чтобы поддерживать второй элемент, так чтобы он выдерживал давления в изложнице, и для того, чтобы исключить утечку расплавленного первого материала из изложницы через конец второго элемента. Сердечник факультативно может заходить в изложницу дальше, чем второй элемент, или может быть расположен заподлицо с концом второго элемента, или же второй элемент может заходить в изложницу дальше чем сердечник.
Вторым элементом может быть, например, штыревой элемент, который выдвинут для соединения с другим элементом. Например, люлька может быть изготовлена с использованием одного или нескольких вторых элементов, которые представляют собой штыри, которые заделаны частично в отлитый концевой элемент (как это показано на фиг.2). Поперечины, которые изготовлены из материала, совместимого со штырями, затем могут быть приварены к штырям. Следует иметь в виду, что в тех конструктивных вариантах, в которых отлитый первый элемент имеет множество вторых элементов, частично заделанных в него, необязательно, чтобы все вторые элементы были сделаны из одного и того же материала.
Второй элемент преимущественно может иметь характерные особенности для предотвращения проскальзывания и/или вращения между первым и вторым элементами во время использования соединения. Например, второй элемент может иметь в основном прямоугольное поперечное сечение (как это показано на фиг.2), чтобы предотвращать вращение первого элемента и второго элемента друг относительно друга вокруг оси вдоль длины второго элемента. Альтернативно, второй элемент может иметь замкнутый профиль в поперечном сечении, который является гексагональным, восьмиугольным, L-образным и т.п., чтобы предотвращать вращение первого элемента и второго элемента друг относительно друга вокруг оси вдоль длины второго элемента. В другом примере, второй элемент может иметь фланцевый участок, чтобы предотвращать разделение первого и второго элементов друг от друга за счет сил, действующих на биметаллическое соединение, и чтобы предотвращать вращение первого элемента и второго элемента друг относительно друга. Альтернативно, второй элемент может иметь пазы или отверстия, с выступами из второго материала или без них, образованные поблизости от конца второго элемента, который установлен в изложнице. Расплавленный первый материал протекает через эти пазы или отверстия, и когда первый материал охлаждается и застывает, то в них образуются анкеры, предотвращающие вращение второго элемента.
Биметаллическое соединение может быть использовано в различных областях применения, например, в узле оси торсионной балки, в котором продольный рычаг отлит из первого материала, такого как алюминий, а торсионная балка изготовлена из второго материала, такого как сталь, или может быть использовано в люльке, такой как люлька задней подвески или люлька двигателя, в которой концевые элементы отлиты из алюминия, а поперечины изготовлены из первого материала, такого как сталь. В качестве примеров других применений можно привести опору приборного щитка, узел бампера и рычаг управления.
В соответствии с аспектом варианта осуществления настоящего изобретения, предлагается биметаллический компонент, который содержит: отлитый элемент, образованный из первого материала; трубчатый штыревой элемент, образованный из второго материала и имеющий открытый первый конец и открытый второй конец, противоположный первому концу, при этом отлитый элемент отлит вокруг второго конца, а первый конец выходит из отлитого элемента, причем штыревой элемент имеет внутреннюю поверхность, которая сконфигурирована так, чтобы герметично принимать удаляемый сердечник для предотвращения протекания расплавленного первого материала через штыревой элемент между его вторым концом и первым концом, во время отливки отлитого элемента вокруг второго конца.
В соответствии с аспектом другого варианта осуществления настоящего изобретения, предлагается полулюлька для использования в люльке в раме автомобиля, которая содержит: отлитый концевой элемент, образованный из первого материала; первый и второй трубчатые штыри поперечины, каждый из которых образован из второго материала и имеет первый конец и второй конец, противоположный первому концу, причем отлитый элемент отлит вокруг второго конца каждого из первого и второго трубчатых штырей поперечины, а первый конец каждого из первого и второго трубчатых штырей поперечины выходит из отлитого элемента, при этом каждый из первого и второго трубчатых штырей поперечины имеет внутреннюю поверхность, которая сконфигурирована так, чтобы герметично принимать удаляемый сердечник для предотвращения протекания расплавленного первого материала через любой из первого и второго трубчатых штырей поперечины между его вторым концом и соответствующим первым концом во время отливки отлитого элемента.
В соответствии с аспектом еще одного варианта осуществления настоящего изобретения, предлагается узел оси торсионной балки, который содержит: отлитый продольный рычаг, образованный из первого материала; штырь торсионной балки, образованный из второго материала и имеющий первый конец и второй конец, противоположный первому концу, причем отлитый продольный рычаг отлит вокруг второго конца штыря торсионной балки, при этом первый конец штыря торсионной балки выходит из отлитого элемента, причем штырь торсионной балки имеет внутреннюю поверхность, которая сконфигурирована так, чтобы герметично принимать удаляемый сердечник для предотвращения протекания расплавленного первого материала через штырь торсионной балки между его вторым концом и первым концом во время отливки отлитого продольного рычага вокруг второго конца.
В соответствии с аспектом еще одного варианта осуществления настоящего изобретения, предлагается рычаг управления, который содержит: отлитый соединительный элемент, образованный из первого материала; трубчатый штыревой элемент, образованный из второго материала и имеющий первый конец и второй конец, противоположный первому концу, причем отлитый соединительный элемент отлит вокруг второго конца трубчатого штыревого элемента, при этом первый конец трубчатого штыревого элемента выходит из отлитого соединительного элемента, причем трубчатый штыревой элемент имеет внутреннюю поверхность, которая сконфигурирована так, чтобы герметично принимать удаляемый сердечник для предотвращения протекания расплавленного первого материала через трубчатый штыревой элемент между его вторым концом и первым концом во время отливки отлитого соединительного элемента вокруг второго конца.
В соответствии с аспектом еще одного варианта осуществления настоящего изобретения, предлагается законченная люлька для использования в раме автомобиля, которая содержит: первую и вторую полулюльки, причем каждая из первой и второй полулюлек содержит: отлитый концевой элемент, образованный из первого материала; и первый и второй трубчатые штыри поперечины, образованные из второго материала, причем каждый из первого и второго трубчатых штырей поперечины имеет открытый первый конец и открытый второй конец, противоположный первому концу, причем отлитый концевой элемент отливают вокруг второго конца каждого из первого и второго трубчатых штырей поперечины, при этом первый конец каждого из первого и второго трубчатых штырей поперечины выходит из отлитого концевого элемента, причем каждый из первого и второго трубчатых штырей поперечины имеет внутреннюю поверхность, которая сконфигурирована так, чтобы герметично принимать удаляемый сердечник, для предотвращения протекания расплавленного первого материала через любой из первого и второго трубчатых штырей поперечины между его вторым концом и соответствующим первым концом во время отливки отлитого концевого элемента вокруг второго конца каждого из первого и второго трубчатых штырей поперечины; причем первая поперечина присоединена между первыми трубчатыми штырями поперечины на первой и второй полулюльках, а вторая поперечина присоединена между вторыми трубчатыми штырями поперечины на первой и второй полулюльках, при этом первая и вторая поперечины изготовлены из материала, свариваемого со вторым материалом.
В соответствии с аспектом еще одного варианта осуществления настоящего изобретения, предлагается способ изготовления биметаллического компонента, который включает в себя следующие операции: а) использование первого материала; b) использование трубчатого штыревого элемента, изготовленного из второго материала; с) установка части трубчатого штыревого элемента в изложнице; d) вставка с возможностью удаления сердечника в трубчатый штыревой элемент; е) введение первого материала в расплавленном виде в изложницу вокруг трубчатого штыревого элемента; f) удержание сердечника в трубчатом штыревом элементе с достаточным усилием, чтобы предотвратить заполнение первым материалом трубчатого штыревого элемента; g) создание условий для застывания первого материала, чтобы образовать отлитый элемент в изложнице вокруг части трубчатого штыревого элемента, причем застывший отлитый элемент и трубчатый штыревой элемент вместе образуют биметаллический компонент; и h) открывание изложницы для выемки биметаллического компонента.
В соответствии с аспектом еще одного варианта осуществления настоящего изобретения, предлагается способ изготовления полулюльки для использования в люльке в раме автомобиля, который включает в себя следующие операции: а) использование первого материала; b) использование первого и второго трубчатых штырей поперечины, изготовленных из второго материала; с) установка части каждого первого и второго трубчатых штырей поперечины в изложнице; d) вставка с возможностью удаления первого и второго сердечников в первый и второй трубчатые штыри поперечины, соответственно; е) введение первого материала в расплавленном виде в изложницу вокруг первого и второго трубчатых штырей поперечины; f) удержание первого и второго сердечников в первом и втором трубчатых штырях поперечины с достаточным усилием, чтобы предотвратить заполнение первым материалом первого и второго трубчатых штырей поперечины; g) создание условий для застывания первого материала, чтобы образовать концевой элемент в изложнице вокруг части каждого первого и второго трубчатых штырей поперечины, причем застывший концевой элемент и первый и второй трубчатые штыри поперечины вместе образуют полулюльку; и h) открывание изложницы для выемки полулюльки.
В соответствии с аспектом еще одного варианта осуществления настоящего изобретения, предлагается способ изготовления законченной люльки для использования в раме автомобиля, который включает в себя следующие операции: а) изготовление первой полулюльки по способу, описанному в предыдущем параграфе; b) изготовление второй полулюльки по способу, описанному в предыдущем параграфе; с) соединение первой поперечины с первым трубчатым штырем поперечины на каждой из первой и второй полулюлек; и d) соединение второй поперечины со вторым трубчатым штырем поперечины на каждой из первой и второй полулюлек.
В соответствии с аспектом еще одного варианта осуществления настоящего изобретения, предлагается способ изготовления биметаллического соединения, который включает в себя следующие операции: а) использование первого металла; b) использование второго элемента, изготовленного из второго металла, причем второй элемент имеет отверстие на своем конце; с) герметизация отверстия торцевой заглушкой; d) вставка сердечника во второй элемент с прилеганием к концу и к торцевой заглушке; е) установка конца второго элемента в изложницу; f) введение первого металла в расплавленном виде в изложницу вокруг конца второго элемента и вокруг торцевой заглушки; g) создание условий для застывания первого металла, чтобы образовать первый элемент в изложнице вокруг конца второго элемента и торцевой заглушки; и h) удаление сердечника из второго элемента, причем торцевая заглушка и конец второго элемента являются достаточно прочными для того, чтобы выдерживать давление в изложнице во время операций f) и g), при этом сердечник остается в положении с прилеганием к концу и к торцевой заглушке во время операций f) и g) и в основном предотвращает деформацию конца или торцевой заглушки во время операций f) и g).
В соответствии с аспектом еще одного варианта осуществления настоящего изобретения, предлагается способ изготовления биметаллического соединения, который включает в себя следующие операции: а) использование первого металла; b) использование второго элемента, изготовленного из второго металла, причем второй элемент имеет отверстие на своем конце; с) вставка с возможностью удаления сердечника во второй элемент через его открытый первый конец, причем сердечник сконфигурирован так, чтобы создавать уплотнение, во время процесса литья, между его внешней поверхностью и внутренней поверхностью второго элемента, которая обращена к внешней поверхности сердечника; d) установка открытого второго конца второго элемента в изложнице так, что второй открытый конец расположен напротив первого открытого конца; е) введение первого металла в расплавленном виде в изложницу вокруг второго открытого конца второго элемента; f) создание условий для застывания первого металла, чтобы образовать первый элемент в изложнице вокруг второго открытого конца второго элемента; и g) удаление сердечника из второго элемента.
Далее настоящее изобретение будет описано в качестве примера со ссылкой на сопроводительные чертежи, на которых аналогичные элементы имеют одинаковые позиционные обозначения
Краткое описание чертежей
На фиг.1 показан вид в перспективе люльки для использования в раме автомобиля, в соответствии с вариантом осуществления настоящего изобретения.
На фиг.2 показан вид в перспективе полулюльки, которая использована в люльке, показанной на фиг.1.
На фиг.3а показано поперечное сечение, поясняющее отливку концевого элемента вокруг двух штырей поперечины, причем каждый из штырей поперечины имеет один конец, удерживаемый в изложнице, до приема сердечника.
На фиг.3b показано поперечное сечение, поясняющее отливку концевого элемента вокруг двух штырей поперечины, причем каждый из штырей поперечины имеет один конец, удерживаемый в изложнице, с сердечником, герметично введенным в него.
На фиг.3с показано поперечное сечение, поясняющее отливку концевого элемента вокруг двух штырей поперечины, причем каждый из штырей поперечины имеет один конец, удерживаемый в изложнице, с сердечником, герметично введенным в него, при этом полость изложницы заполнена материалом концевого элемента в расплавленном виде.
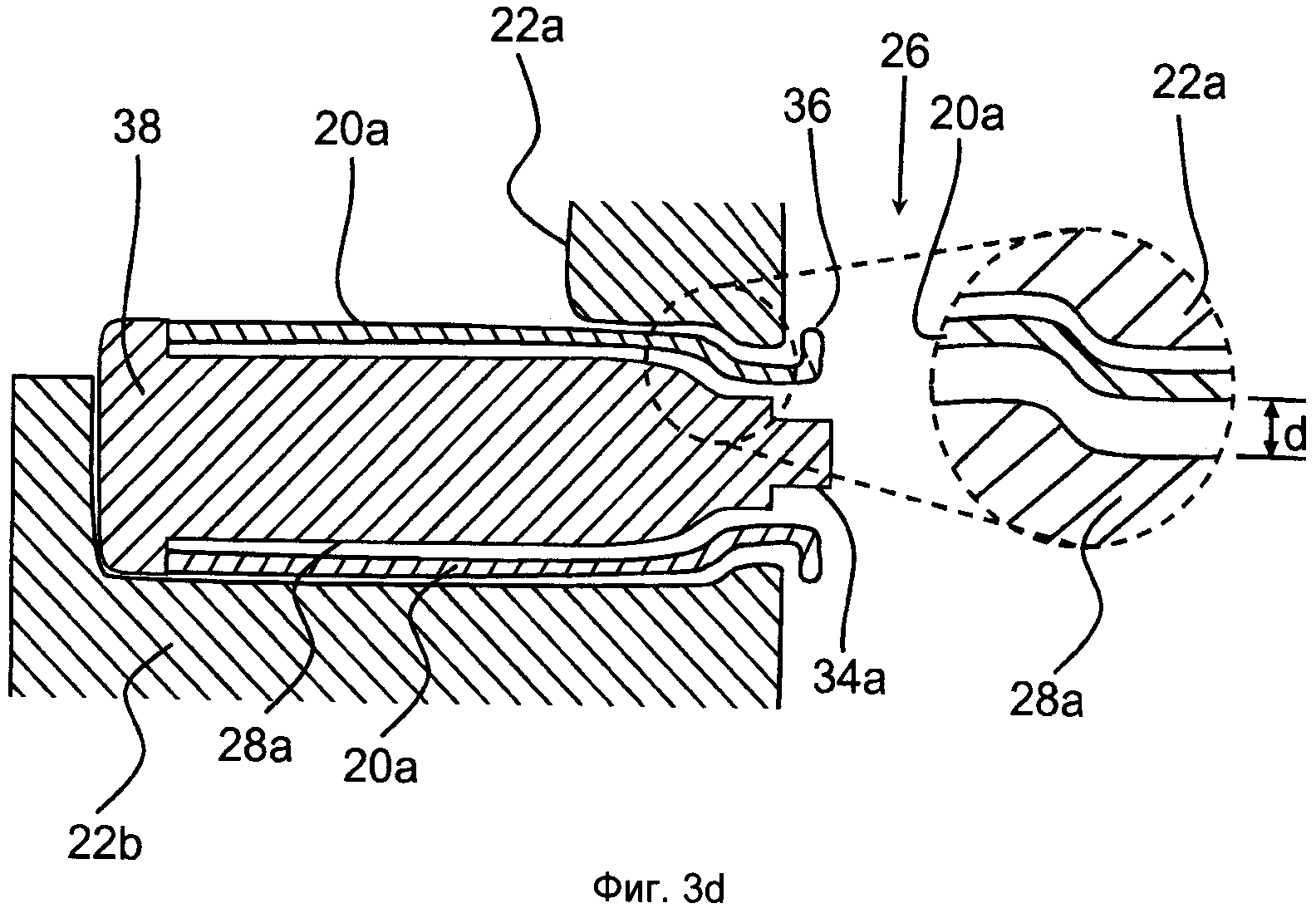
На фиг.3d показано укрупненное поперечное сечение, где можно видеть зазор "d" для скользящей посадки между внешней поверхностью сердечника и внутренней поверхностью штыря поперечины до закрывания изложницы, в конструктивном варианте с наличием объединенных с сердечником и объединенных со штырем уплотнительных заплечиков.
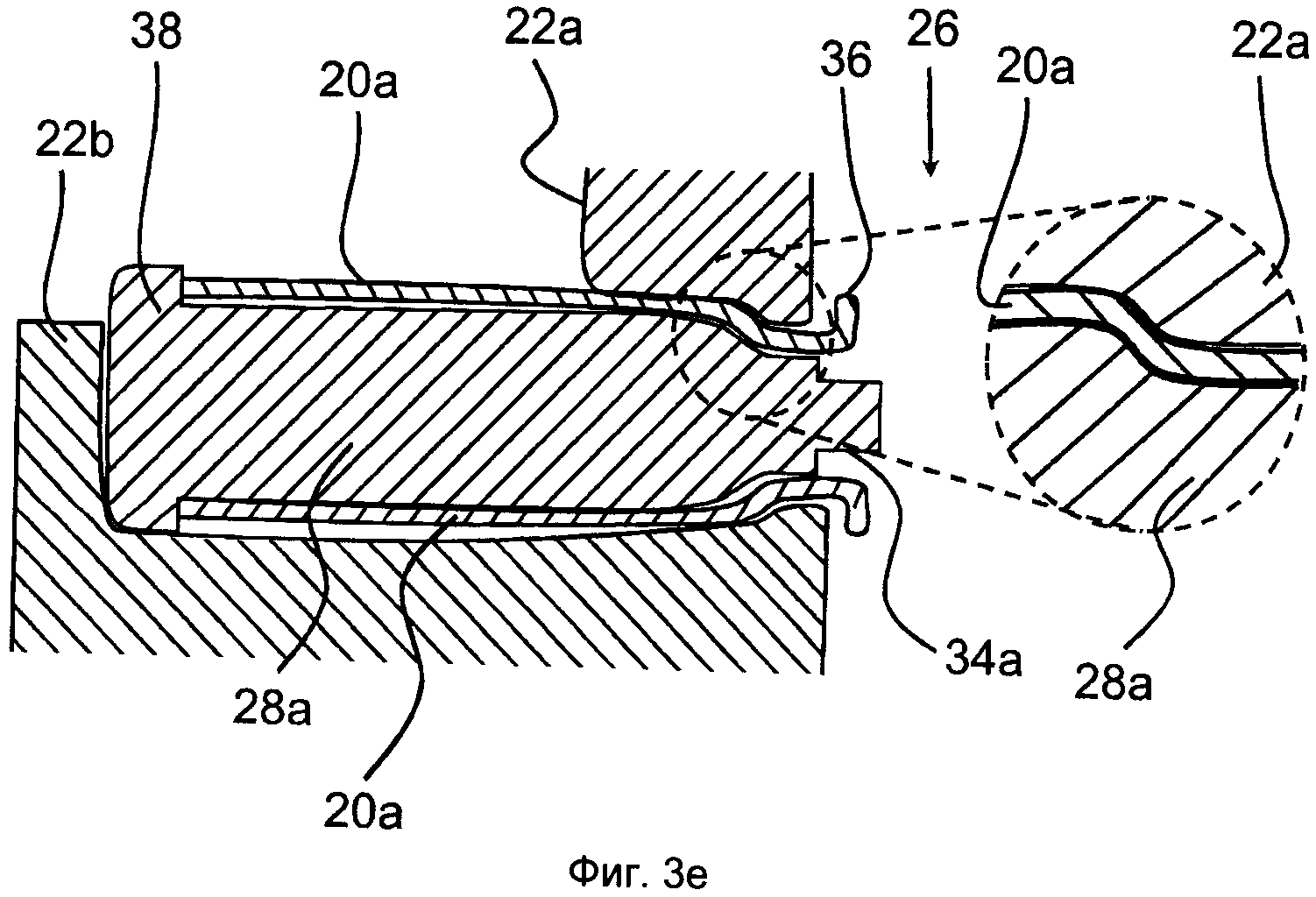
На фиг.3е показано укрупненное поперечное сечение, где можно видеть фрикционную посадку между внешней поверхностью сердечника и внутренней поверхностью штыря поперечины после закрывания изложницы, в конструктивном варианте с наличием объединенных с сердечником и объединенных со штырем уплотнительных заплечиков.
На фиг.3f показано укрупненное поперечное сечение, где можно видеть зазор "d" для скользящей посадки между внешней поверхностью сердечника и внутренней поверхностью штыря поперечины до закрывания изложницы, в конструктивном варианте без наличия объединенных с сердечником и объединенных со штырем уплотнительных заплечиков.
На фиг.3g показано укрупненное поперечное сечение, где можно видеть фрикционную посадку между внешней поверхностью сердечника и внутренней поверхностью штыря поперечины после закрывания изложницы, в конструктивном варианте без наличия объединенных с сердечником и объединенных со штырем уплотнительных заплечиков.
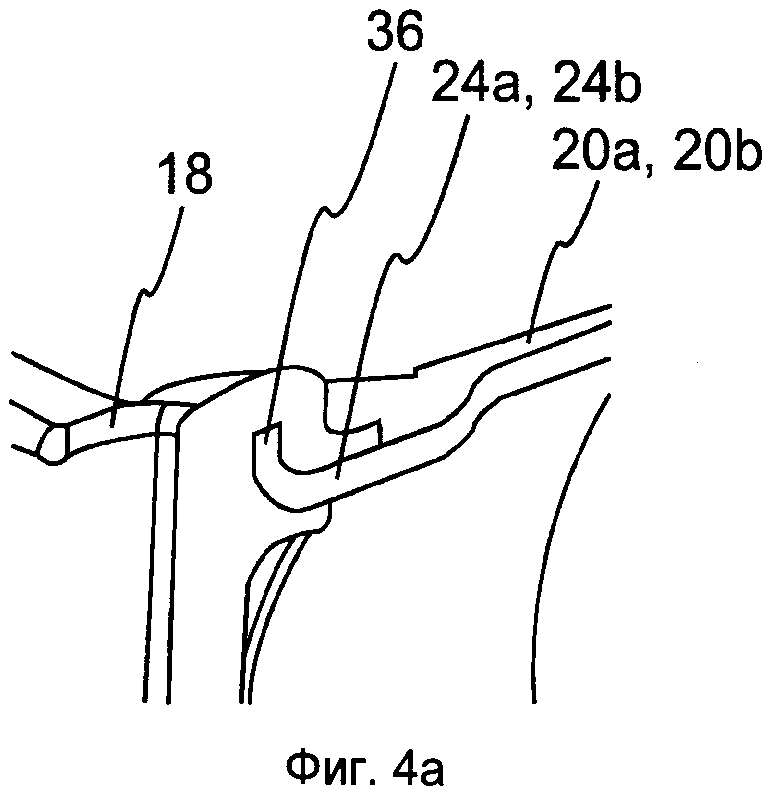
На фиг.4а показано поперечное сечение, где можно видеть факультативную характерную особенность одного конца штыря поперечины.
На фиг.4b показано поперечное сечение, где можно видеть другую факультативную характерную особенность одного конца штыря поперечины.
На фиг.4с показано поперечное сечение, где можно видеть еще одну факультативную характерную особенность одного конца штыря поперечины.
На фиг.4d показано поперечное сечение, где можно видеть еще одну факультативную характерную особенность одного конца штыря поперечины.
На фиг.5 показан вид в перспективе с пространственным разделением деталей люльки, показанной на фиг.1.
На фиг.6 показан вид в перспективе узла оси торсионной балки в соответствии с вариантом осуществления настоящего изобретения.
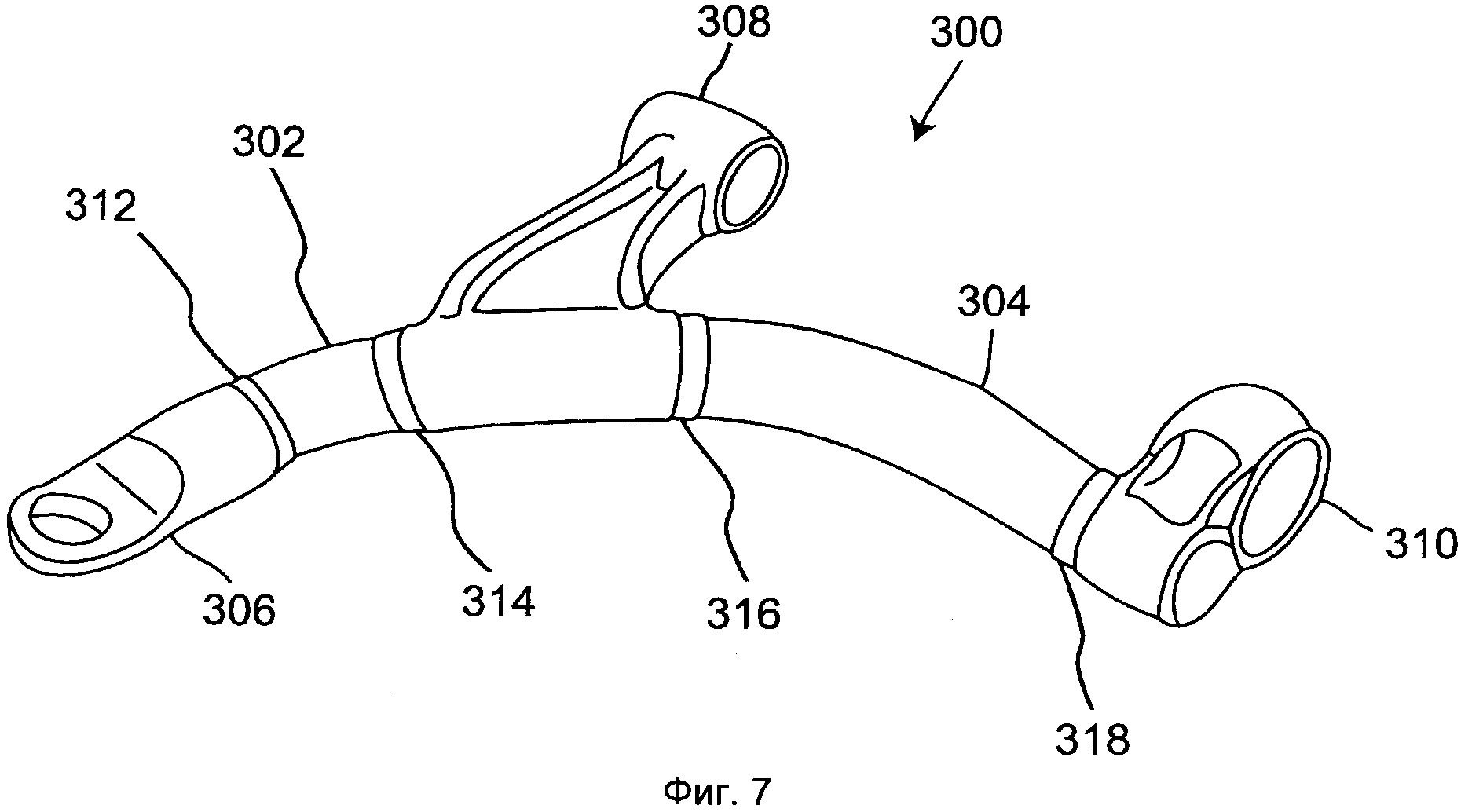
На фиг.7 показан вид в перспективе рычага управления в соответствии с вариантом осуществления настоящего изобретения.
На фиг.8 показано поперечное сечение биметаллического соединения в соответствии с вариантом осуществления настоящего изобретения.
Подробное описание изобретения
Приведенное ниже описание позволяет специалисту в данной области реализовать и использовать изобретение, причем это описание выполнено в контексте специфического применения и требований к нему. Различные модификации различных вариантов осуществления станут легко понятны специалисту в данной области, причем определенные здесь общие принципы могут быть применены к другим вариантам осуществления и применениям, что не выходит за рамки настоящего изобретения. Таким образом, настоящее изобретение не ограничено раскрытыми вариантами его осуществления, а имеет самый широкий диапазон, который согласуется с раскрытыми здесь принципами и признаками. Любую ссылку в этом описании на металл следует понимать как охватывающую чистый металл и сплавы металла. Например, ссылки на алюминий охватывают как чистый алюминий, так и алюминиевые сплавы.
Обратимся теперь к рассмотрению фиг.1, на которой показана люлька 10 для использования в раме автомобиля в соответствии с вариантом осуществления настоящего изобретения. Люлька 10 содержит первую и вторую полулюльки, которые показаны индивидуально как полулюльки 12а и 12b, соответственно, и первую и вторую поперечины, показаны индивидуально как поперечины 14а и 14b, соответственно. Люлька 10 может дополнительно содержать нижнюю и верхнюю армирующую балку (не показаны).
Обратимся теперь к рассмотрению фиг.2, на которой показана одна полулюлька 12а люльки 10, показанной на фиг.1. Полулюлька 12а содержит концевой элемент 18, который изготовлен из первого материала, например, такого как алюминий или алюминиевый сплав, и первый и второй штыри (для) поперечины, которые показаны индивидуально как штыри 20а и 20b, соответственно. Первый и второй штыри 20а и 20b поперечины изготовлены из второго материала, например, такого как сталь, имеющего температуру плавления, которая выше чем температура плавления первого материала, или ориентировочно равна ей. Каждый из штырей 20а и 20b является трубчатым и имеет внутреннюю поверхность 21а и 2lb, соответственно. В соответствии с этим конструктивным вариантом, штырь 20а имеет прямоугольное сечение, а штырь 20b имеет круговое сечение. Вместо этого могут быть использованы и другие формы сечения, например, такие как квадратная, овальная, гексагональная, восьмиугольная, другая многоугольная, L-образная форма и т.п.Штыри 20а и 20b имеют соединительную поверхность или соединительную кромку для соединения (например, для механического соединения, химического соединения или соединения сплавлением, в том числе для соединения при помощи сварки, заклепок, болтов и т.п.) с поперечинами 14а и 14b, показанными на фиг.1. Когда соединение производят при помощи сварки, поперечины 14а и 14b изготавливают из совместимого материала (например, из материала, свариваемого со вторым материалом). В одном конструктивном варианте, поперечины 14а и 14b изготовлены из того же материала, который использован для изготовления штырей 20а и 20b, например, такого как сталь.
Полулюлька 12а, также как и полулюлька 12b, может быть изготовлена без торцевых заглушек для штырей 20а и 20b поперечины. Для изготовления полулюльки 12а, также как и полулюльки 12b, штыри 20а и 20b поперечины вводят в изложницу 22, как это показано более подробно на фиг.3а, так что соответствующие первые концы 24а и 24b штырей 20а и 20b заходят в полость 26 изложницы 22. Более конкретно, когда изложница 22 открыта, штыри 20а и 20b устанавливают на одной из плит изложницы. Изложницу 22 затем закрывают, а штыри 20а и 20b удерживают на месте так, что их соответствующие первые концы 24а и 24b заходят в полость 26 изложницы.
Как это показано на фиг.3b, первый сердечник 28а вводят в первый штырь 20а, а второй сердечник 28b вводят во второй штырь 20b, так что уплотнительный заплечик (объединенный с сердечником уплотнительный заплечик, например, заплечик 30b, показанный на вкладке), который образован вдоль внешней поверхности соответствующего сердечника 28а и 28b, герметично входит в зацепление с уплотнительным заплечиком (с объединенным со штырем уплотнительным заплечиком, например, с заплечиком 32b на вкладке), который образован вдоль внутренней поверхности соответствующего штыря 20а и 20b.
Обратимся теперь к рассмотрению фиг.3b и фиг.3c, на которых показано, что когда первый и второй сердечники 28а и 28b находятся на месте, тогда расплавленный первый материал 33 (например, расплавленный алюминий или алюминиевый сплав) вводят в полость 26 изложницы. В случае полуавтоматического или полностью автоматического процесса, прикладывают усилие, например, за счет использования гидроцилиндра (не показан), чтобы прижать соответствующий сердечник 28а и 28b к уплотнительному заплечику первого и второго штырей 20а и 20b, соответственно. За счет приложения усилия к сердечникам 28а и 28b, расплавленный первый материал 33 не может протекать через зазоры между сердечниками 28а и 28b и первым и вторым штырями 20а и 20b. Альтернативно, в ручном процессе, сердечники 28а и 28b и первый и второй штыри 20а и 20b удерживают на месте при помощи подпорной детали, которая объединена с изложницей 22. Другими словами, когда первый материал 33 вводят в полость 26 изложницы под давлением, сердечники 28а и 28b и первый и второй штыри 20а и 20b прижимают к подпорной детали, так что они не могут двигаться. Следует иметь в виду, что жидкостное давление первого материала 33 в полости 26 изложницы может быть относительно высоким для того, чтобы полностью заполнить полость 26 изложницы, однако наличие сердечников 28а и 28b исключает сплющивание концов 24а и 24b штырей 20а и 20b за счет этого давления. Сердечники 28а и 28b сами по себе являются сплошными (то есть не полыми), по меньшей мере в той их части, которая поддерживает концы 24а и 24b, что позволяет исключить сплющивание концов 24а и 24b штырей 20а и 20b, соответственно.
Как это показано на фиг.3b и 3с, сердечники 28а и 28b содержат характерную особенность поблизости от концов 34а и 34b, соответственно, которая позволяет части расплавленного первого материала 33 поддерживать штыри 20а и 20b изнутри. Таким образом, первый материал 33 будет отлит вокруг внутренней и внешней поверхностей концов 24а и 24b штырей 20а и 20b соответственно.
Обратимся теперь к рассмотрению фиг.3d, на которой показано укрупненное поперечное сечение, где можно видеть штырь 20а поперечины, расположенный между верхней половиной 22а и нижней половиной 22b изложницы 22, причем сердечник 28а вставлен на место в штырь 20а поперечины. Существует зазор "d" для скользящей посадки между внешней поверхностью сердечника 28а и внутренней поверхностью штыря 20а поперечины до закрывания изложницы 22, как это показано на вкладке. Зазор "d" для скользящей посадки позволяет вводить сердечник 28а в штырь 20а поперечины. Кольцевой фланец 38 предусмотрен вокруг одного конца сердечника 28а для установки сердечника 28а внутри штыря 20а поперечины. Кроме того, в этом специфическом и не ограничительном примере, нижняя половина 22b изложницы содержит подпорную деталь для удержания сердечника 28а и штыря 20а поперечины, когда расплавленный первый материал вводят в изложницу под высоким давлением. Аналогично, предусмотрен кольцевой фланец для установки сердечника 28b внутри штыря 20b поперечины. Также аналогично, сердечник 28b и штырь 20b поперечины удерживаются во время процесса отливки за счет наличия подпорной детали нижней половины 22b изложницы, которая расположена поблизости от конца сердечника 28b и штыря 20b поперечины, который выступает из изложницы 22.
Обратимся теперь к рассмотрению фиг.3е, на которой показано, что когда изложница 22 закрыта, пластичность материала, из которого изготовлен штырь 20а поперечины, позволяет концу 24а слегка деформироваться, так что создается посадка с натягом между концом 24а штыря 20а поперечины и сердечником 28а. Созданная посадка с натягом не позволяет расплавленному первому материалу 33 вытекать из полости 26 изложницы через зазор между внешней поверхностью сердечника 28а и внутренней поверхностью штыря 20а поперечины. Само собой разумеется, что посадка с натягом создана между штырем 20b поперечины и сердечником 28b аналогичным образом. Характерная особенность поблизости от конца 34а сердечника 28а позволяет расплавленному первому материалу поддерживать внутреннюю сторону штыря 20а поперечины, так что в законченном биметаллическом соединении первый материал окружает конец 24а штыря 20а поперечины, в том числе и факультативный фланец 36. Когда пазы или отверстия предусмотрены в стенке поблизости от конца 24а штыря 20а поперечины, характерная особенность поблизости от конца 34а сердечника 28а позволяет расплавленному первому материалу протекать вокруг внутренней и внешней поверхностей конца 24а штыря 20а поперечины и через предусмотренные пазы или отверстия между внутренней и внешней поверхностями.
Обратимся теперь к рассмотрению фиг.3f, на которой показано укрупненное поперечное сечение, где можно видеть штырь 20а поперечины, расположенный между верхней половиной 22а и нижней половиной 22b изложницы 22, причем сердечник 28а вставлен на место в штырь 20а поперечины. На фиг.3f показан возможный вариант, в котором объединенный с сердечником и объединенный со штырем уплотнительные заплечики отсутствуют. Существует зазор "d" для скользящей посадки между внешней поверхностью сердечника 28а и внутренней поверхностью штыря 20а поперечины до закрывания изложницы 22, как это показано на вкладке. Зазор "d" для скользящей посадки позволяет вводить сердечник 28а в штырь 20а поперечины. Кольцевой фланец 38 предусмотрен вокруг одного конца сердечника 28а для установки сердечника 28а внутри штыря 20а поперечины. Кроме того, в этом специфическом и не ограничительном примере, нижняя половина 22b изложницы содержит подпорную деталь для удержания сердечника 28а и штыря 20а поперечины, когда расплавленный первый материал вводят в изложницу под высоким давлением. Аналогично, предусмотрен кольцевой фланец для установки сердечника 28b внутри штыря 20b поперечины. Также аналогично, сердечник 28b и штырь 20b поперечины удерживаются во время процесса отливки за счет наличия подпорной детали нижней половины 22b, которая расположена поблизости от конца сердечника 28b и штыря 20b поперечины, который выступает из изложницы 22.
Обратимся теперь к рассмотрению фиг.3g, на которой показано, что когда изложница 22 закрыта, пластичность материала, из которого изготовлен штырь 20а поперечины, позволяет его концу слегка деформироваться, так что создается посадка с натягом между концом штыря 20а поперечины и сердечником 28а. Созданная посадка с натягом не позволяет расплавленному первому материалу 33 вытекать из полости изложницы 26 через зазор между внешней поверхностью сердечника и внутренней поверхностью штыря поперечины, несмотря на то, что отсутствуют объединенный с сердечником и объединенный со штырем уплотнительные заплечики. Само собой разумеется, что посадка с натягом создана между штырем 20b поперечины и сердечником 28b аналогичным образом. Характерная особенность поблизости от конца 34а сердечника 28а позволяет расплавленному первому материалу поддерживать внутреннюю сторону штыря 20а поперечины, так что в законченном биметаллическом соединении первый материал окружает конец 24а штыря 20а поперечины, в том числе и факультативный фланец 36. Когда пазы или отверстия предусмотрены в стенке поблизости от конца 24а штыря 20а поперечины, характерная особенность поблизости от конца 34а сердечника 28а позволяет расплавленному первому материалу протекать вокруг внутренней и внешней поверхностей конца 24а штыря 20а поперечины и через предусмотренные пазы или отверстия между внутренней и внешней поверхностями.
Вновь обратимся к рассмотрению фиг.3с, на которой показано, что после того, как полость 26 изложницы будет достаточно заполнена первым материалом, полость изложницы 26 охлаждают для того, чтобы создать условия для застывания первого материала и, таким образом, образования концевого элемента 18 вокруг концов 24а и 24b штырей 20а и 20b, соответственно. После застывания концевого элемента 18, сердечники 28а и 28b удаляют из штырей 20а и 20b и изложницу 22 открывают, чтобы извлечь полулюльку 12а. При необходимости сердечники 28а и 28b могут иметь соответствующе покрытие, которое облегчает их извлечение из застывшего первого материала.
Как это показано на фиг.3с, сердечники 28а и 28b имеют соответствующие концы 34а и 34b, которые могут выступать за соответствующие концы 24а и 24b штырей 20а и 20b в полость изложницы 26. В результате, сердечники 28а и 28b создают полые участки в концевом элементе 18, которые в противном случае были бы заполнены первым материалом 33, что позволяет снизить вес полулюльки 12а по сравнению со случаем, когда сердечники не выступают за соответствующие концы штырей 20а и 20b в полость изложницы.
Так как сердечники 28а и 28b занимают внутренние объема соответствующих штырей 20а и 20b, то исключается сплющивание штырей 20а и 20b внутрь под действием давления расплавленного первого материала 33 в полости 26 изложницы. В результате, штырям 20а и 20b не нужно придавать форму, которая препятствует сплющиванию, так что они могут иметь форму, которая лучше всего обеспечивает сопротивление нагрузкам, приложенным при использовании в автомобиле. Например, штырь 20а может иметь прямоугольную форму, при этом штырь 20а имеет высоту больше чем его ширина. Альтернативно, штыри 20а и/или 20b могут иметь другую форму поперечного сечения, например, гексагональную, восьмиугольную, другую многоугольную, овальную, L-образную и т.п. В результате в данном примере штырь 20а может быть соединен с поперечиной 14а, которая имеет аналогичную прямоугольную форму, а также имеет высоту больше чем ширина. Формы штыря 20а и поперечины 14а (которая имеет высоту больше чем ширина) делает их особенно подходящими для сопротивления вертикально ориентированным нагрузкам, однако при сохранении относительно малого веса. В отличие от этого, концы поперечин, которые использовали в известных ранее люльках, типично являются цилиндрическими, чтобы сделать их стойкими к сплющиванию при изготовлении, что к сожалению снижает их сопротивление нагрузкам, приложенным при использовании в автомобиле. Для преодоления этого недостатка, в известных ранее подходах использовали большую толщину стенки или более дорогие материалы. Альтернативно, если повышение веса и/или стоимости недопустимо, то указанное снижение сопротивления нагрузкам приводит к ухудшению рабочих характеристик и/или к снижению срока службы люльки.
Описанный выше процесс может быть повторен, в соответствии с изложенным, для изготовления дополнительных полулюлек 12а. Следует иметь в виду, что на фиг.3а-с описано изготовление только первой полулюльки 12а. Само собой разумеется, что аналогичный процесс может быть использован для изготовления второй полулюльки 12b.
Обратимся теперь к рассмотрению фиг.4а и 4b, на которых показана факультативная характерная особенность (деталь) 36 у концов 24а и 24b штырей 20а и 20b, причем вокруг этих концов отливают концевой элемент 18. Например, концевая характерная особенность 36, показанная на фиг.4а может представлять собой фланец, который выступает радиально наружу из стенки штырей 20а и 20b. В другом примере, концевая характерная особенность 36, показанная на фиг.4b, представляет собой "анкер," в котором диаметр штырей 20а и 20b уменьшается и который идет пол углом 90°.
Обратимся теперь к рассмотрению фиг.4с, на которых показан факультативный паз (или отверстие) 40, предусмотренный в концах 24а и 24b штырей 20а и 20b, соответственно, причем вокруг этих концов отливают концевой элемент 18. Когда предусмотрен паз (или отверстие) 40 в стенке поблизости от концов 24а и 24b штырей 20а и 20b, соответственно, тогда расплавленный первый материал может протекать вокруг внутренней и внешней поверхностей концов 24а и 24b и протекать через паз или отверстие 40, в результате чего создается "шпилька", объединенная с концевым элементом 18. Образование "шпильки" исключает как продольное, так и вращательное движение отлитого концевого элемента 18 относительно штырей 20а и 20b.
Обратимся теперь к рассмотрению фиг.4d, на которых показан факультативный паз (или отверстие) 42 и выступ 44, предусмотренный в концах 24а и 24b штырей 20а и 20b, соответственно, причем вокруг этих концов отливают концевой элемент 18. Когда предусмотрен паз (или отверстие) 42 и выступ 44 в стенке поблизости от концов 24а и 24b штырей 20а и 20b, соответственно, тогда расплавленный первый материал может протекать вокруг внутренней и внешней поверхностей концов 24а и 24b и протекать через паз или отверстие 40, в результате чего создается "шпилька", объединенная с концевым элементом 18. Образование "шпильки" исключает как продольное, так и вращательное движение отлитого концевого элемента 18 относительно штырей 20а и 20b. Кроме того, выступ 44 создает дополнительное сопротивление вращательному движению, что приводит к усилению биметаллического соединения.
Обратимся теперь к рассмотрению фиг.5, на которой показано перспективное изображение с пространственным разделением деталей люльки 10, показанной на фиг.1. Поперечины 14а и 14b могут быть образованы любым подходящим образом. Например, одна или обе поперечины 14а и 14b могут быть образованы из множества поперечных балок. В конструктивном варианте, показанном на фиг.5, первая поперечина 14а изготовлена из первый и второй поперечных балок 36а и 36b, а вторая поперечина 14b изготовлен из первой и второй поперечных балок 38а и 38b. Поперечные балки 36а и 36b могут быть соединены вместе (например, при помощи соединения за счет сплавления, механического соединения или химического соединения, например, при помощи такого соединения как сварка, соединение болтами, заклепками, соединение с использованием адгезивов и т.п.), и могут быть соединены (например, при помощи соединения за счет сплавления, механического соединения или химического соединения, например, при помощи такого соединения как сварка, соединение болтами, заклепками, соединение с использованием адгезивов и т.п.) со штырем 20а на полулюльке 12а и со штырем 20с на полулюльке 12b. Аналогично, поперечные балки 38а и 38b могут быть соединены вместе (например, при помощи соединения за счет сплавления, механического соединения или химического соединения, например, при помощи такого соединения как сварка, соединение болтами, заклепками, соединение с использованием адгезивов и т.п.), и могут быть соединены (например, при помощи соединения за счет сплавления, механического соединения или химического соединения, например, при помощи такого соединения как сварка, соединение болтами, заклепками, соединение с использованием адгезивов и т.п.) со штырем 20b на полулюльке 12а и со штырем 20d на полулюльке 12b. Поперечные балки 36а и 36b и поперечные балки 38а и 38b могут быть изготовлены любым подходящим образом, например, при помощи штамповки или при помощи профилирования листового металла на роликовой листогибочной машине. Штамповка поперечины из листового металла является предпочтительной по сравнению с изготовлением поперечины из трубчатой заготовки по нескольким причинам, в том числе, например, по себестоимости, повышенной гибкости проектирования и т.п. При необходимости, поперечины 14а и/или 14b могут быть образованы с использованием традиционного процесса гидроформинга.
Так как используют сердечники 28а и 28b для предотвращения утечки расплавленного первого материала 33 во время процесса отливки, то нет необходимости в том, чтобы сваривать поперечины 14а и 14b со штырями 20 с использованием сплошных сварных швов. Другими словами, сами сварные швы не должны быть герметичными относительно утечки.
Следует иметь в виду, что когда отливают концевые элементы вокруг поперечин с использованием торцевых заглушек в известных ранее люльках, тогда дисбаланс давлений между расплавленным первым материалом 33 в полости 26 изложницы и внутри поперечины побуждает поперечину двигаться наружу, если только поперечина не имеет такую форму, которая удерживает ее на месте при воздействии дисбаланса давлений. Таким образом, необходимы специализированные механизмы удержания поперечины на месте при воздействии дисбаланса давлений. Такие механизмы трудно создать для некоторых поперечин, которые имеют форму, которую трудно приспособить для удержания дисбаланса давлений. За счет использования штырей 20а и 20b с уплотнительными заплечиками 32а и 32b соответственно, сердечники 38а и 38b позволяют удерживать штыри 20а и 20b, соответственно, в заданном положении при воздействии дисбаланса давлений, что позволяет исключить необходимость использования вышеупомянутых специализированных механизмов удержания. Если уплотнительные заплечики отсутствуют, то посадка с натягом между сердечниками 38а и 38b и штырями 20а и 20b соответственно удерживает штыри 20а и 20b на месте.
После того, как будут изготовлены первая и вторая полулюльки 12а и 12b соответственно, они могут быть посланы на станцию рентгеновского сканирования для проверки целостности отлитого концевого элемента 18. Если при помощи рентгеновского сканирования выявлены дефекты (например, большие пустоты) в концевом элементе 18 одной из полулюлек, то тогда эта полулюлька может быть отправлена в брак, при этом другая полулюлька все еще может быть использована. Это отличается от ситуации, в которой традиционно изготовленную люльку подвергают рентгеновскому сканированию, и когда обнаруживают дефект в одном из концевых элементов, всю законченную люльку отправляют в брак. За счет формирования полулюлек 12а и 12b с соответствующими штырями для соединения с поперечинами 14а и 14b, каждый концевой элемент 18 может быть сканирован индивидуально и отправлен в брак индивидуально, если в нем обнаружен дефект.
Более того, легче произвести рентгеновское сканирование полулюлек, так как в них имеется меньше деталей. Поэтому менее вероятно, чтобы поперечины и/или второй концевой элемент закрывали область сканирования и не позволяли получить четкое изображение сканируемого отлитого концевого элемента.
Полулюльки 12а и 12b во время процесса изготовления также могут быть отправлены на другие участки для проведения таких операций, как чистка и старение/термическая обработка и т.п. Кроме того, полулюльки 12а и 12b могут быть отправлены в буферную зону, где они могут храниться в промежутках между различными операциями обработки. Транспортировка и кантовка полулюлек 12а и 12b являются относительно простыми (особенно в ситуациях, когда оператор производит кантовку вручную), принимая во внимание их относительно малый вес по сравнению с весом законченной люлька. Кроме того, хранение полулюлек 12а и 12b требует меньшего пространства, чем хранение законченных люлек, так как требуется относительно малое открытое пространство в пределах контура полулюльки, по сравнению со значительным открытым пространством в пределах контура законченной люльки (например, открытое пространство в пределах прямоугольника, который образован концевыми элементами и поперечинами).
Изготовление полулюлек 12а и 12b с использованием штырей 20а и 20b может быть осуществлено на меньших (меньшей мощности) прессах, чем это возможно при изготовлении законченных люлек, когда оба концевых элемента образуют одновременно. Более того, на меньших прессах используют один короткий наконечник и они имеют упрощенную подачу металла в полость изложницы (которая может быть названа металлоприемником) по сравнению с прессами, которые используют для изготовления законченных люлек. Более того, роботы и плиты изложницы на меньших прессах могут производить перемещения быстрее, чем это возможно на больших прессах для законченных люлек.
Кроме того, полулюльки 12а и 12b могут претерпевать Т6 обработку без создания зазоров в соединении между штырями 20а и 20b и концевым элементом 18. Т6 обработка представляет собой термообработку полулюльки раствором и затем ее искусственное старение, чтобы изменить свойства алюминия. С другой стороны, в случае некоторых традиционно изготовленных законченных люлек, Т6 обработка приводит к ослаблению соединения между поперечинами и концевыми элементами. Можно предположить, что улучшенная целостность соединения в полулюльках 12а и 12b обеспечена по меньшей мере частично за счет исключения торцевых заглушек, которые используют в известных процессах изготовления законченных люлек.
На тех рабочих участках, на которых проводят операцию механической обработки, в некоторых случаях может быть осуществлена механическая обработка полулюлек 12а и 12b, до соединения с ними поперечин 14а и 14b. В этих случаях могут быть использованы меньшие станки для обработки полулюлек 12а и 12b, чем станки, которые требуются для обработки законченных люлек.
Ранее соединения с полулюльками 12а и 12b, поперечины 14а и 14b в некоторых конструктивных вариантах настоящего изобретения получают е-покрытие, когда их погружают в резервуар, содержащий раствор покрытия, и подводят ток для улучшения сцепления покрытия с их поверхностью. После извлечения из резервуара, содержащего раствор покрытия, с поперечин 14а и 14b удаляют любые избытки покрытия. В случае известных ранее поперечин, в которых торцевые заглушки предусмотрены на двух концах, эти торцевые заглушки создают не имеющие отверстий концевые секции, которые могут взаимодействовать с процессом е-покрытия различным образом. Одна из проблем, связанных с наличием не имеющих отверстий концевых секций, заключается в том, что если поперечину погружают в раствор покрытия в некоторых ориентациях, то может возникать воздушный карман у одной из концевых секций, который не позволяет нанести покрытие на эту концевую секцию. Другая проблема, связанная с наличием не имеющих отверстий концевых секций, заключается в том, что когда поперечину извлекают из резервуара, содержащего раствор покрытия, могут возникать трудности, связанные с удалением избытка покрытия с концевых секций поперечины.
За счет использования поперечин 14а и 14b без торцевых заглушек вышеупомянутые проблемы могут быть смягчены. Использование открытых (то есть не имеющих заглушек) концевых секций у каждого конца поперечин 14а и 14b не позволяет образовываться воздушным карманам у одного из концов. Кроме того, открытые концы облегчают дренаж любого избытка покрытия.
Результаты расчета методом конечных элементов для концевых элементов известной люльки и люльки, изготовленной в соответствии с вариантом осуществления настоящего изобретения, и для поперечин известной люльки и люльки, изготовленной в соответствии с вариантом осуществления настоящего изобретения, показывают, что люлька 10 имеет более низкий профиль напряжений, чем профиль напряжений известной люльки. Более того, люлька 10 имеет меньший вес по сравнению с известной люлькой.
В то время как люлька 10, которая показана на фиг.1-5, представляет собой заднюю люльку, следует иметь в виду, что концепция использования полулюлек со штырями и без торцевых заглушек (или с относительно тонкими торцевыми заглушками) также применима к передней люльке автомобиля.
Описанные здесь выше примеры биметаллического соединения использованы в люльке для автомобиля. Однако следует иметь в виду, что рассмотренные в этом описании биметаллические соединения могут быть использованы и в других применениях, таких как рама автомобиля, ось кручения автомобиля, рычаг управления, дверная стойка корпуса автомобиля (например, передняя стойка или центральная стойка), опора приборного щитка, узел бампера, а также в различных других автомобильных применениях и не автомобильных применениях.
Обратимся теперь к рассмотрению фиг.6, на которой показан примерный узел 200 оси торсионной балки в соответствии с вариантом осуществления настоящего изобретения. Узел 200 содержит первый и второй концевые узлы, которые показаны индивидуально как узлы 208а и 208b, соответственно, и балку 206 кручения (торсионную балку 206). Концевой узел 208а содержит биметаллическое соединение 210а, которое образовано за счет отливки продольного рычага 202а вокруг одного конца штыря 204а (для) балки кручения. Аналогично, концевой 208b узел содержит биметаллическое соединение 210b, которое образовано за счет отливки продольного рычага 202b вокруг одного конца штыря 204b балки кручения. В процессе, который аналогичен описанному здесь выше процессу со ссылкой на фиг.3а-с, один конец штыря 204а балки кручения удерживают в изложнице (не показана), имеющей полость, форма которой выбрана для образования продольного рычага 202а, и один конец штыря 204b балки кручения удерживают в изложнице (не показана), имеющей полость, форма которой выбрана для образования продольного рычага 202b. Сердечники (не показаны) герметично вводят в штыри 204а и 204b балки кручения, и продольные рычаги 202а и 202b отливают вокруг концов штырей 204а и 204b балки кручения, соответственно, за счет введения расплавленного материала в изложницы (не показаны). После охлаждения и застывания расплавленного материала, изложницы (не показаны) открывают и освобождают концевые узлы 208а и 208b. После этого, противоположные концы балки кручения вставляют в штыри 204а и 204b балки кручения, и балку 206 кручения соединяют со штырями 204а и 204b балки кручения (например, при помощи соединения за счет сплавления, механического соединения или химического соединения, например, при помощи такого соединения как сварка, соединение болтами, заклепками, соединение с использованием адгезивов и т.п.).
Обратимся теперь к рассмотрению фиг.7, на которой показан примерный рычаг 300 управления в соответствии с вариантом осуществления настоящего изобретения. Рычаг 300 управления содержит первый и второй трубчатые соединительные элементы 302 и 304, и отлитые элементы 306, 308 и 310. Отлитый элемент 306 отлит у одного конца штыревого элемента 312, отлитый элемент 308 отлит у одного конца каждого из штыревых элементов 314 и 316, а отлитый элемент 310 отлит у одного конца штыревого элемента 318. В частности, удаляемый сердечник герметично вводят в штыревой элемент 312, когда отлитый элемент 306 отливают у его конца, удаляемый сердечник герметично вводят в каждый из штыревых элементов 314 и 316, когда отлитый элемент 310 отливают у одного из указанных концов, и удаляемый сердечник герметично вводят в штыревой элемент 318, когда отлитый элемент 310 отливают у его конца. Противоположные концы трубчатого соединительного элемента 302 вставляют в штыревые элементы 312 и 314 и трубчатый соединительный элемент 302 соединяют со штыревыми элементами 312 и 314 (например, при помощи соединения за счет сплавления, механического соединения или химического соединения, например, при помощи такого соединения как сварка, соединение болтами, заклепками, соединение с использованием адгезивов и т.п.). Аналогично, противоположные концы трубчатого соединительного элемента 304 вставляют в штыревые элементы 312 и 314 и трубчатый соединительный элемент 304 соединяют со штыревыми элементами 316 и 318 (например, при помощи соединения за счет сплавления, механического соединения или химического соединения, например, при помощи такого соединения как сварка, соединение болтами, заклепками, соединение с использованием адгезивов и т.п.).
Чтобы описать биметаллическое соединение, выполненное в соответствии с более широкими аспектами настоящего изобретения, обратимся теперь к рассмотрению фиг.8, на которой показано биметаллическое соединение 800 между первым элементом 802 и вторым элементом 804. Первый элемент 802 отлит вокруг по меньшей мере части второго элемента 804. Первый элемент 802 изготовлен из первого материала, например, такого как алюминий или его сплавы, магний или его сплавы, цинк или его сплавы, или другие аналогичные материалы. Второй элемент 804 изготовлен из второго материала, например, такого как сталь, алюминий или его сплавы, медь или ее сплавы, нержавеющая сталь, и т.п. В частности, температура плавления первого материала ниже чем температура плавления второго материала или ориентировочно равна ей, что позволяет отливать первый элемент 802 вокруг второго элемента 804.
Чтобы образовать соединение 800, часть (например, конец 812) второго элемента 804 устанавливают в изложнице 806. Расплавленный первый материал вводят в полость 808 изложницы и он застывает вокруг части второго элемента 804 в полости изложницы, как уже было описано здесь выше со ссылкой на предыдущие варианты осуществления настоящего изобретения. В тех вариантах осуществления, в которых второй элемент 804 трубчатый и имеет отверстие 810 на конце 812, второй элемент 804 может быть снабжен торцевой заглушкой 814, которая прикреплена к концу 812 сваркой 816, чтобы исключить вытекание расплавленного первого материала из изложницы через конец 812. В некоторых конструктивных вариантах, в которых предусмотрена торцевая заглушка 814, часть второго элемента 804 в полости 808 изложницы и торцевая заглушка 814 могут быть сконфигурированы так, чтобы выдерживать давления расплавленного первого материала в изложнице. В некоторых других вариантах осуществления настоящего изобретения, в которых торцевая заглушка 814 и часть второго элемента в изложнице не являются достаточно прочными для того, чтобы выдерживать давления в изложнице, сердечник (на фиг.8 не показан) вводят внутрь второго элемента 804, так что он упирается в торцевую заглушку 814. За счет этого, сердечник поддерживает второй элемент 804 и торцевую заглушку 814, что позволяет им выдерживать давления в изложнице вообще без деформирования или без существенного деформирования. В некоторых конструктивных вариантах торцевая заглушка 814 полностью отсутствует, и сердечник вводят внутрь второго элемента 804 для того, чтобы поддерживать второй элемент 804, так чтобы он выдерживал давления в изложнице, и для того, чтобы исключить утечку расплавленного первого материала из изложницы через конец 812. Сердечник факультативно может заходить в изложницу дальше чем второй элемент 804, или может быть расположен заподлицо с концом второго элемента 804, или же второй элемент 804 может заходить в изложницу дальше чем сердечник. В соответствии с конструктивным вариантом, в котором сердечник заходит в изложницу дальше, чем второй элемент, может быть образовано более легкое биметаллическое соединение, так как меньше первого материала требуется для образования биметаллического соединения.
Второй элемент 804 представляет собой, например, штыревой элемент, предназначенный для соединения с другим элементом. Например, люлька может быть изготовлена с использованием одного или нескольких вторых элементов, которые представляют собой штыри, которые заделаны частично в отлитый концевой элемент (как это показано на фиг.2). Поперечины, которые изготовлены из материала, совместимого со штырями, затем могут быть приварены к штырям. Следует иметь в виду, что в тех конструктивных вариантах, в которых отлитый первый элемент имеет множество вторых элементов, частично заделанных в него, необязательно, чтобы все вторые элементы были сделаны из одного и того же материала.
В одном конструктивном варианте, второй элемент 804 снабжен характерными особенностями для предотвращения проскальзывания и/или вращения между первым и вторым элементами во время использования соединения. Например, второй элемент 804 имеет в основном прямоугольное поперечное сечение (как это показано на фиг.2), чтобы предотвращать вращение первого элемента и второго элемента друг относительно друга вокруг оси вдоль длины второго элемента. В другом примере, второй элемент имеет фланцевый участок, чтобы предотвращать разделение первого и второго друг от друга за счет сил, действующих на биметаллическое соединение. Анкер и/или характерные особенности для предотвращения вращения, например, такие как фланец, пазы, отверстия, или пазы/ отверстия с выступами, отштампованными из второго материала, при необходимости могут быть предусмотрены поблизости от конца 812, вокруг которого отливают первый элемент 802. Когда предусмотрена торцевая заглушка 814 у конца 812, то эта торцевая заглушка может быть многоугольной, например, шестиугольной или восьмиугольной, чтобы предотвращать относительное вращение между первым элементом 802 и вторым элементом 804.
Само собой разумеется, что биметаллическое соединение может быть использовано в различных областях применения, например, в узле оси балки кручения, который содержит продольный рычаг и балку кручения, причем продольный рычаг отлит из первого материала, такого как алюминий, а балка кручения изготовлена из второго материала, такого как сталь, или может быть использовано в люльке, такой как люлька задней подвески или люлька двигателя, в которой концевые элементы отлиты из алюминия, а поперечины изготовлены из первого материала, такого как сталь. В качестве примеров других применений для такого биметаллического соединения можно привести опоры приборного щитка, рамы автомобиля, автомобильные подрамники, направляющие поперечины, дверные балки и узлы бампера.
После того, как было образовано биметаллическое соединение, поперечина (не показана) легко может быть соединена со вторым элементом 804. Поперечинами могут быть трубы различного профиля, а также штамповки и/или прокатки. Поперечины преимущественно могут быть выполнены из полуоболочек, которые прикреплены друг к другу. В соответствии с другим предпочтительным вариантом осуществления настоящего изобретения, сварной шов поперечины со вторым элементом 804 не обязательно должен быть полностью герметичным сварным швом.
Несмотря на то, что были описаны предпочтительные варианты осуществления изобретения, совершенно ясно, что в них специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят однако за рамки приведенной далее формулы изобретения.
Реферат
Изобретение относится к литейному производству и может быть использовано в автомобильной промышленности. Биметаллический компонент получают с использованием первого материала и второго элемента в виде трубчатого штыря из второго материала. Штыревой элемент устанавливают в изложницу, вводят сердечник в штыревой элемент и заливают первый металл в изложницу вокруг штыревого элемента. Сердечник удерживают в штыревом элементе с усилием, достаточным для предотвращения заполнения первым металлом штыревого элемента. После затвердевания расплавленного первого материала получают биметаллический компонент, из которого извлекают сердечник. В одном из вариантов способаосуществляют герметизацию отверстия во втором элементе торцевой заглушкой. Исключается деформация трубчатого элемента в процессе литья под давлением. 3 н. и 8 з.п. ф-лы, 8 ил.
Формула
a) использование первого материала,
b) использование трубчатого штыревого элемента, изготовленного из второго материала,
c) установку части трубчатого штыревого элемента в изложнице,
d) вставку с возможностью удаления сердечника в трубчатый штыревой элемент,
e) введение первого материала в расплавленном виде в изложницу вокруг трубчатого штыревого элемента,
f) удержание сердечника в трубчатом штыревом элементе с усилием, достаточным для предотвращения заполнения первым материалом трубчатого штыревого элемента,
g) создание условий для застывания первого материала с образованием отлитого элемента в изложнице вокруг части трубчатого штыревого элемента, причем застывший отлитый элемент и трубчатый штыревой элемент вместе образуют биметаллический компонент, и
h) открывание изложницы для выемки биметаллического компонента.
a) использование первого металла,
b) использование второго элемента, изготовленного из второго металла, причем второй элемент имеет отверстие на своем конце,
c) герметизацию отверстия торцевой заглушкой,
d) вставку сердечника во второй элемент с прилеганием к упомянутому концу и к торцевой заглушке,
e) установку конца второго элемента в изложницу;
f) введение первого металла в расплавленном виде в изложницу вокруг конца второго элемента и вокруг торцевой заглушки,
g) создание условий для застывания первого металла с образованием первого элемента в изложнице вокруг конца второго элемента и торцевой заглушки и
h) удаление сердечника из второго элемента,
причем торцевая заглушка и конец второго элемента являются достаточно прочными для выдерживания давления в изложнице во время операций f) и g),
при этом сердечник во время операций f) и g) прилегает к концу второго элемента и к торцевой заглушке и в основном предотвращает деформацию упомянутого конца или торцевой заглушки во время операций f) и g).
a) использование первого металла,
b) использование второго элемента, изготовленного из второго металла, причем второй элемент имеет отверстие на своем конце,
c) вставку с возможностью удаления сердечника во второй элемент через его открытый первый конец, причем сердечник конфигурируют так, чтобы создавать уплотнение во время процесса литья между его внешней поверхностью и внутренней поверхностью второго элемента, обращенную к внешней поверхности сердечника,
d) установку открытого второго конца второго элемента в изложнице так, что второй открытый конец располагается напротив первого открытого конца,
e) введение первого металла в расплавленном виде в изложницу вокруг второго открытого конца второго элемента,
f) создание условий для застывания первого металла с образованием первого элемента в изложнице вокруг второго открытого конца второго элемента и
g) удаление сердечника из второго элемента.