Закладной элемент для литья, блок цилиндров, способ создания покрытия на закладном элементе и способ изготовления блока цилиндров - RU2375146C2
Код документа: RU2375146C2
Чертежи
Описание
Область техники
Настоящее изобретение относится к закладному элементу, внешняя поверхность которого контактирует с заливаемым при литье металлом, способу создания покрытия на закладном элементе, блоку цилиндров, в котором закладной элемент используется в качестве гильзы цилиндра, и способу изготовления этого блока.
Уровень техники
Литье с закладными элементами применяют, например, для объединения гильзы цилиндра, служащей закладным элементом, с блоком цилиндров в единое металлическое изделие. Гильза цилиндра определяет отверстие цилиндра в блоке цилиндров (см., например, ЕР 0659899 А1). Важно обеспечить высокую степень сцепления между внешней поверхностью гильзы цилиндра и блоком цилиндров для сохранения правильной цилиндрической формы отверстия цилиндра.
Кроме того, чрезвычайно важно, выбрать свойства внешней поверхности гильзы цилиндра таким образом, чтобы между этой поверхностью и блоком цилиндров обеспечивалась высокая степень сцепления. Поэтому в японской выложенной заявке на полезную модель №53-163405 предлагается покрывать внешнюю поверхность гильзы цилиндра напыленным слоем. Согласно этой заявке частицы металла прилипают к внешней поверхности гильзы цилиндра неупорядоченным образом, образуя углубления на этой поверхности.
При литье жидкий металл затекает в эти углубления. В результате возникает якорный эффект закрепления, обеспечивающий высокую степень сцепления между внешней поверхностью гильзы цилиндра и блоком цилиндров.
В японской выложенной заявке на патент № 2003-53508 предлагается металлургическое нанесение покрытия из материала с низкой температурой плавления на внешнюю поверхность гильзы цилиндра, например, путем дробеструйной обработки, плазменного напыления или тому подобного. Это препятствует образованию оксидной пленки на внешней поверхности гильзы цилиндра и улучшает сцепление между этой поверхностью и блоком цилиндров.
В японской выложенной заявке на патент № 2003-120414 предлагается создание активного слоя из алюминиевого сплава на внешней поверхности гильзы цилиндра в области верхней мертвой точки и области нижней мертвой точки поршня. Это обеспечивает сцепление гильзы цилиндра с металлом блока цилиндров.
Уменьшение веса двигателей внутреннего сгорания сопровождается увеличением выходной мощности, в результате уменьшаются расстояния между отверстиями цилиндров. Поэтому для блока цилиндров, изготовленного путем литья с закладными элементами, которыми являются гильзы цилиндров, необходимо дополнительно увеличивать сцепление между гильзами цилиндров и блоком цилиндров.
В японской выложенной заявке на полезную модель № 53-163405 предлагается создавать углубление на внешней поверхности гильзы цилиндра для затекания жидкого металла во время литья. При этом часть металла блока цилиндров закрепляется за счет якорного эффекта в углублениях, выполненных на внешней поверхности гильзы цилиндра. Однако из-за контакта жидкого металла только с внешней поверхностью гильзы цилиндра якорное закрепление ограничивается углублениями на внешней поверхности гильзы цилиндра. В результате достаточное сцепление не может быть обеспечено только за счет этих углублений.
В японской выложенной заявке на патент № 2003-53508 предлагается наносить на внешнюю поверхность гильзы цилиндра покрытие с низкой температурой плавления. Во время литья это покрытие контактирует с жидким металлом. Это вызывает нагрев и расплавление покрытия, что приводит к получению приемлемой металлической связи. Однако это покрытие полностью состоит только из материала с низкой температурой плавления. Хотя это повышает теплопроводность, достаточное сцепление не может быть обеспечено только за счет контакта жидкого металла с однородной пленкой.
В японской выложенной заявке на патент № 2003-120414 предлагается создавать активный слой с температурой плавления ниже, чем у гильзы цилиндра. При этом данный активный слой создают из однородного алюминиевого сплава. Однако достаточное сцепление не может быть обеспечено только за счет плавления поверхности этого активного слоя.
Сущность изобретения
Задача настоящего изобретения - предложить закладной элемент, такой как гильза цилиндра, внешняя поверхность которой контактирует с заливаемым при литье металлом, в результате чего обеспечивается более высокая степень сцепления между металлическим слоем, являющимся поверхностным слоем закладного элемента, и заливаемым металлом, который формирует блок цилиндров.
Согласно одному из аспектов настоящего изобретения предлагается закладной элемент, внешняя поверхность которого контактирует с заливаемым при литье металлом. На внешней поверхности выполнено покрытие в виде неоднородного металлического слоя. Неоднородный металлический слой содержит одну или более дисперсных металлических фаз, распределенных в основной металлической фазе. По меньшей мере, одна из дисперсных металлических фаз представляет собой металлическую фазу с низкой температурой плавления, состоящую из металла, температура плавления которого ниже, чем у основной металлической фазы и у заливаемого металла.
Согласно другому аспекту настоящего изобретения предлагается блок цилиндров, снабженный гильзой цилиндра, внешняя поверхность которой при использовании этой гильзы в качестве закладного элемента контактирует с заливаемым при литье металлом. На упомянутой внешней поверхности выполнено покрытие в виде неоднородного металлического слоя. Этот неоднородный металлический слой содержит одну или более дисперсных металлических фаз, распределенных в основной металлической фазе. По меньшей мере, одна из дисперсных металлических фаз представляет собой металлическую фазу с низкой температурой плавления, состоящую из металла, температура плавления которого ниже, чем у основной металлической фазы и у заливаемого металла.
Согласно еще одному аспекту настоящего изобретения предлагается способ создания покрытия на закладном элементе, внешняя поверхность которого контактирует с заливаемым при литье металлом. Этот способ содержит следующий этап: напыляют на упомянутую внешнюю поверхность одновременно несколько типов металлического материала, включая металлический материал с низкой температурой плавления, температура плавления которого ниже, чем у заливаемого металла, и металлический материал с высокой температурой плавления, температура плавления которого выше, чем у упомянутого металлического материала с низкой температурой плавления, и создают неоднородный металлический слой, в котором фазы с низкой температурой плавления, состоящие из упомянутого металлического материала с низкой температурой плавления, диспергированы в фазе с высокой температурой плавления, состоящей из упомянутого материала с высокой температурой плавления.
Другие аспекты и преимущества настоящего изобретения станут очевидны при рассмотрении приведенного ниже описания совместно с сопровождающими чертежами, которые иллюстрируют путем примера принципы этого изобретения.
Краткое описание чертежей
Настоящее изобретение, вместе с его задачами и преимуществами, может стать более понятным при рассмотрении приведенного ниже описания предпочтительных в настоящее время вариантов его реализации совместно с сопровождающими чертежами, на которых показано:
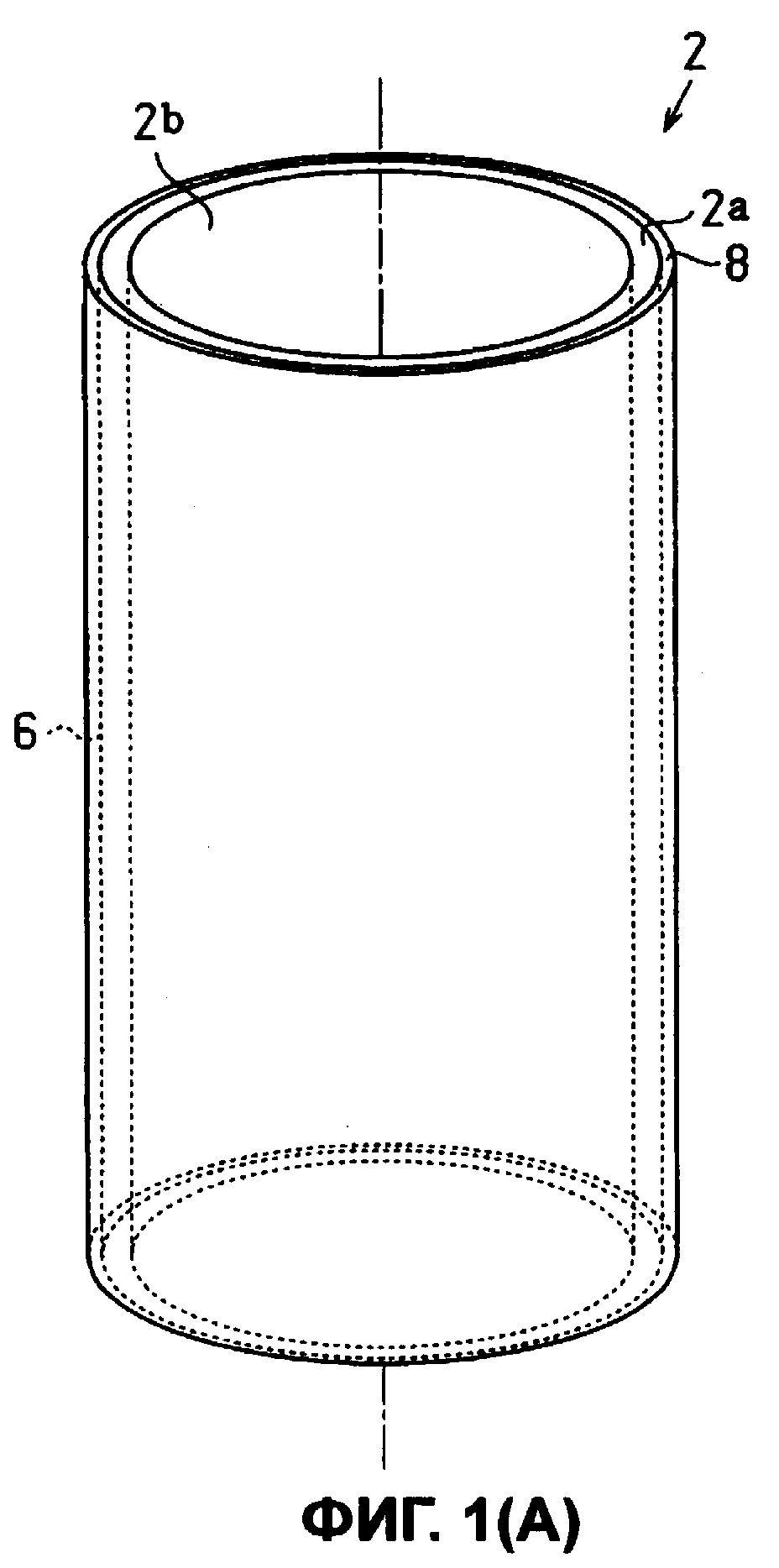
Фиг.1(А) - общий вид, иллюстрирующий в целом конструкцию гильзы цилиндра, соответствующей первому варианту реализации настоящего изобретения;
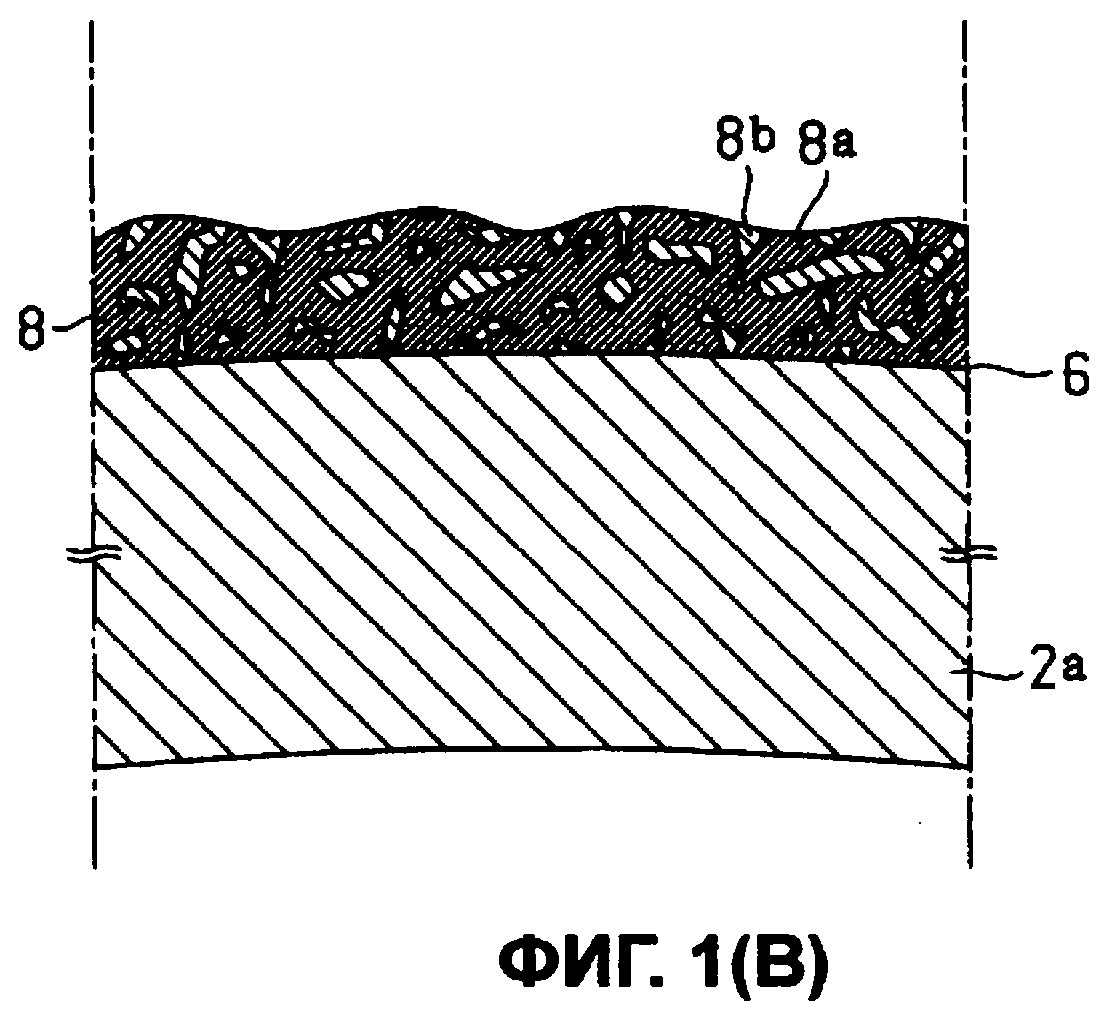
Фиг.1(В) - часть поперечного сечения гильзы цилиндра в увеличенном масштабе, демонстрирующая область у поверхности этой гильзы;
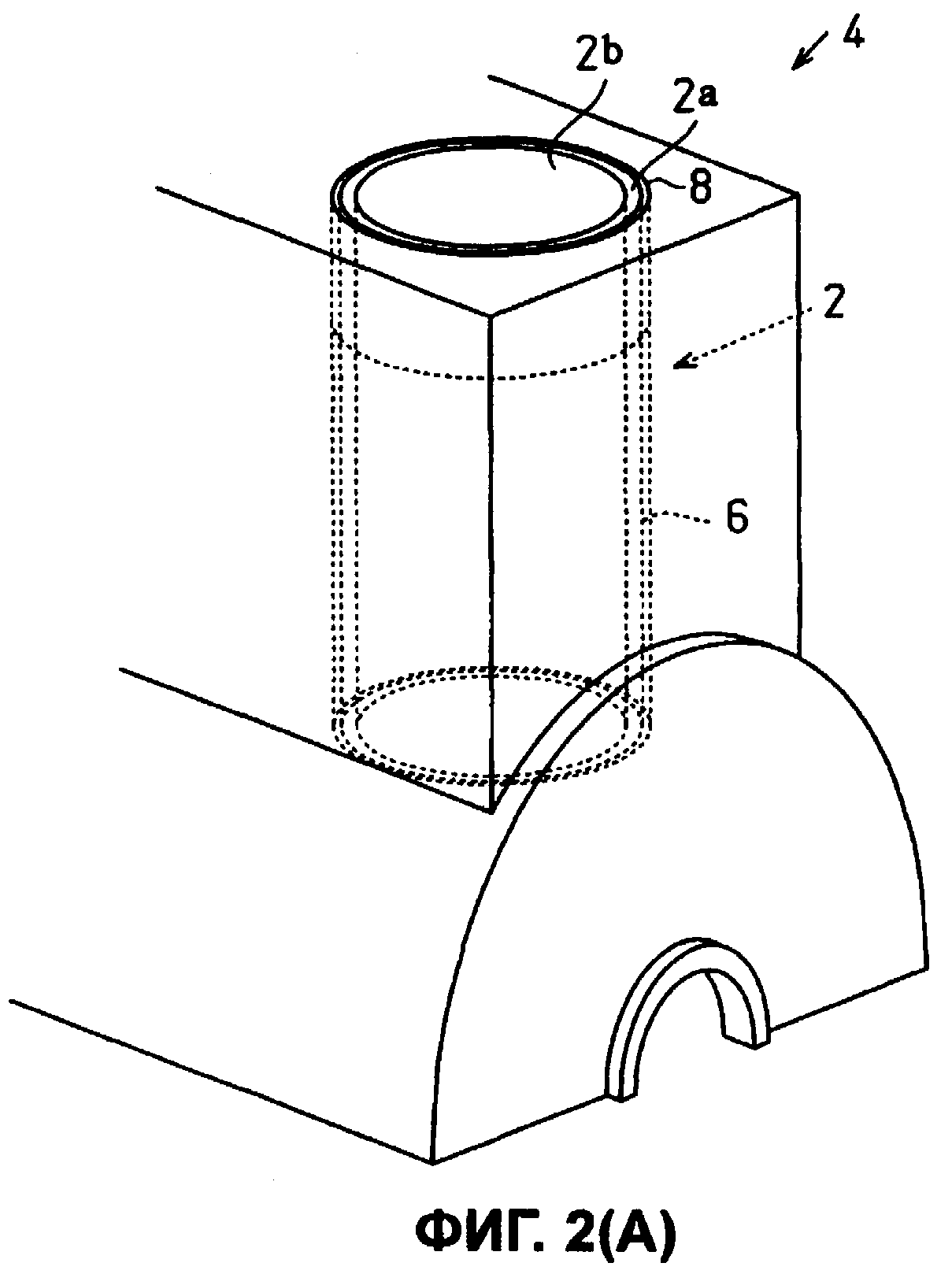
Фиг.2(А) - часть общего вида блока цилиндров, демонстрирующая область у поверхности гильзы цилиндра, входящей в состав этого блока;
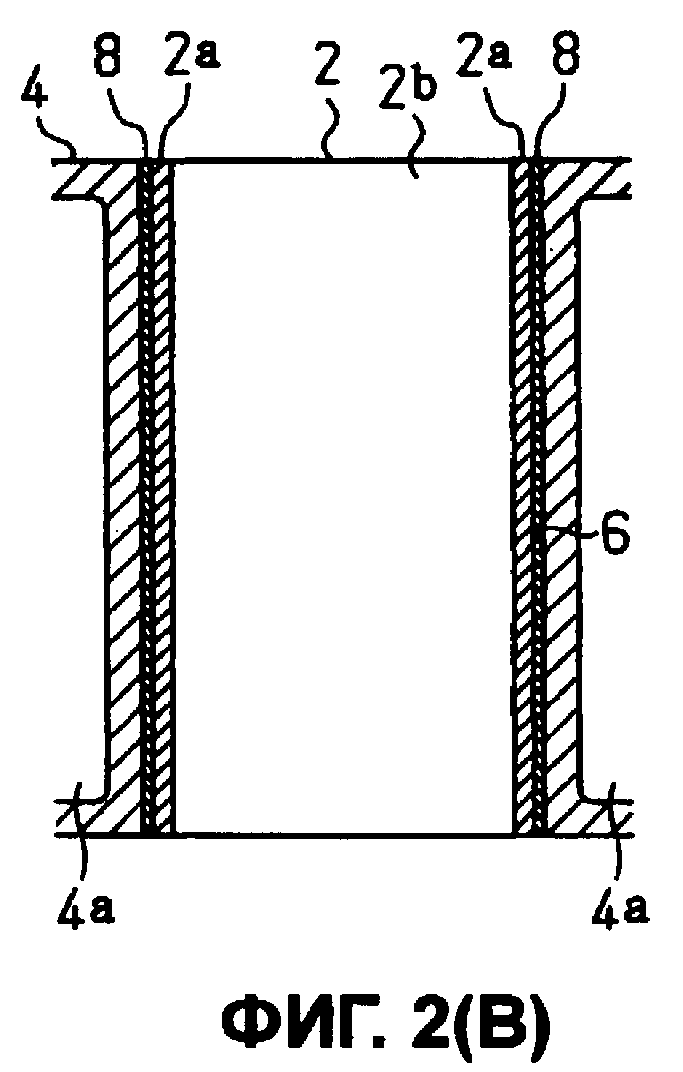
Фиг.2(В) - часть поперечного сечения блока цилиндров, демонстрирующая область у поверхности гильзы цилиндра, входящей в состав этого блока;
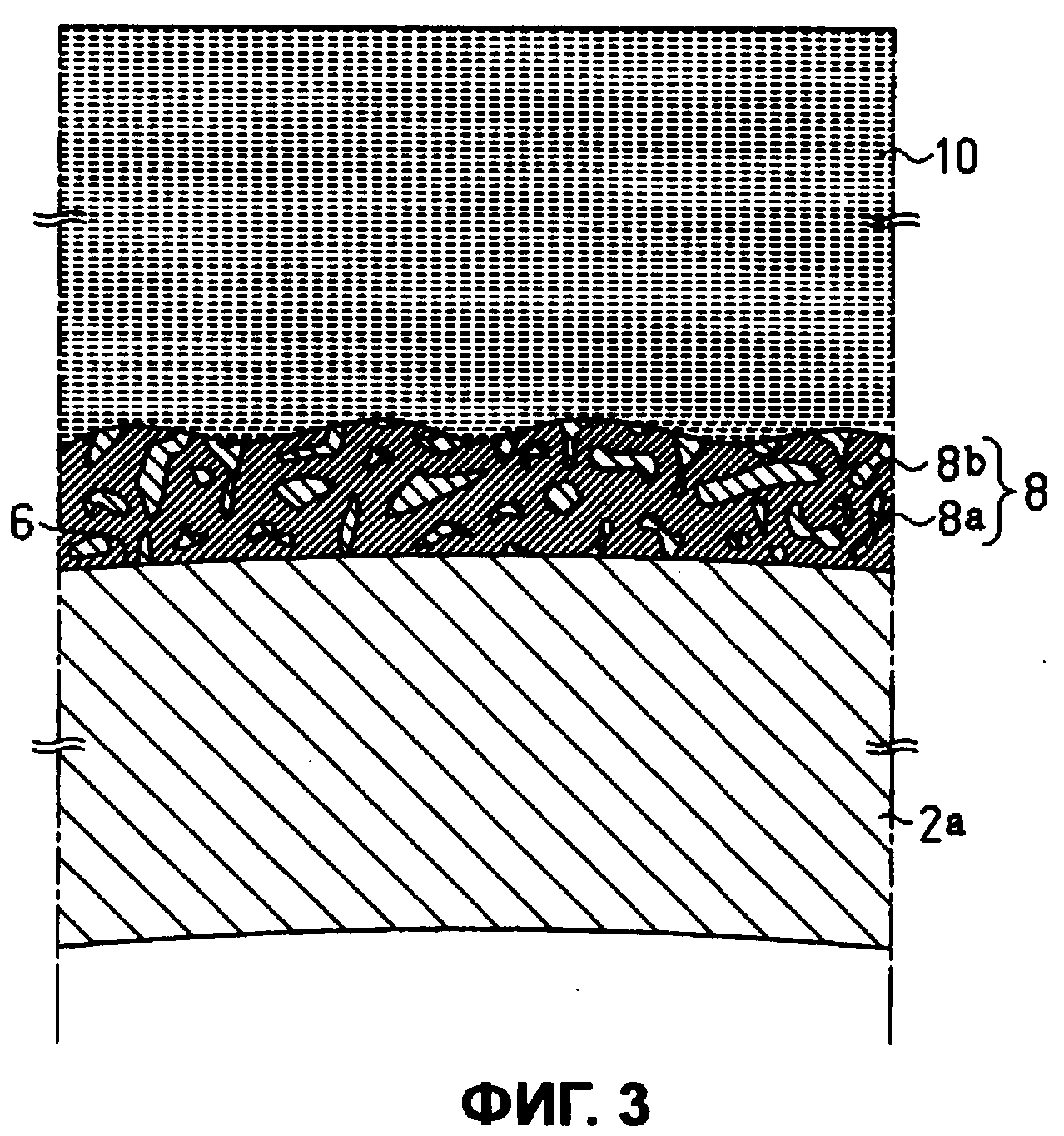
Фиг.3 - часть поперечного сечения гильзы цилиндра в увеличенном масштабе, демонстрирующая область напыленного слоя во время изготовления блока цилиндров;
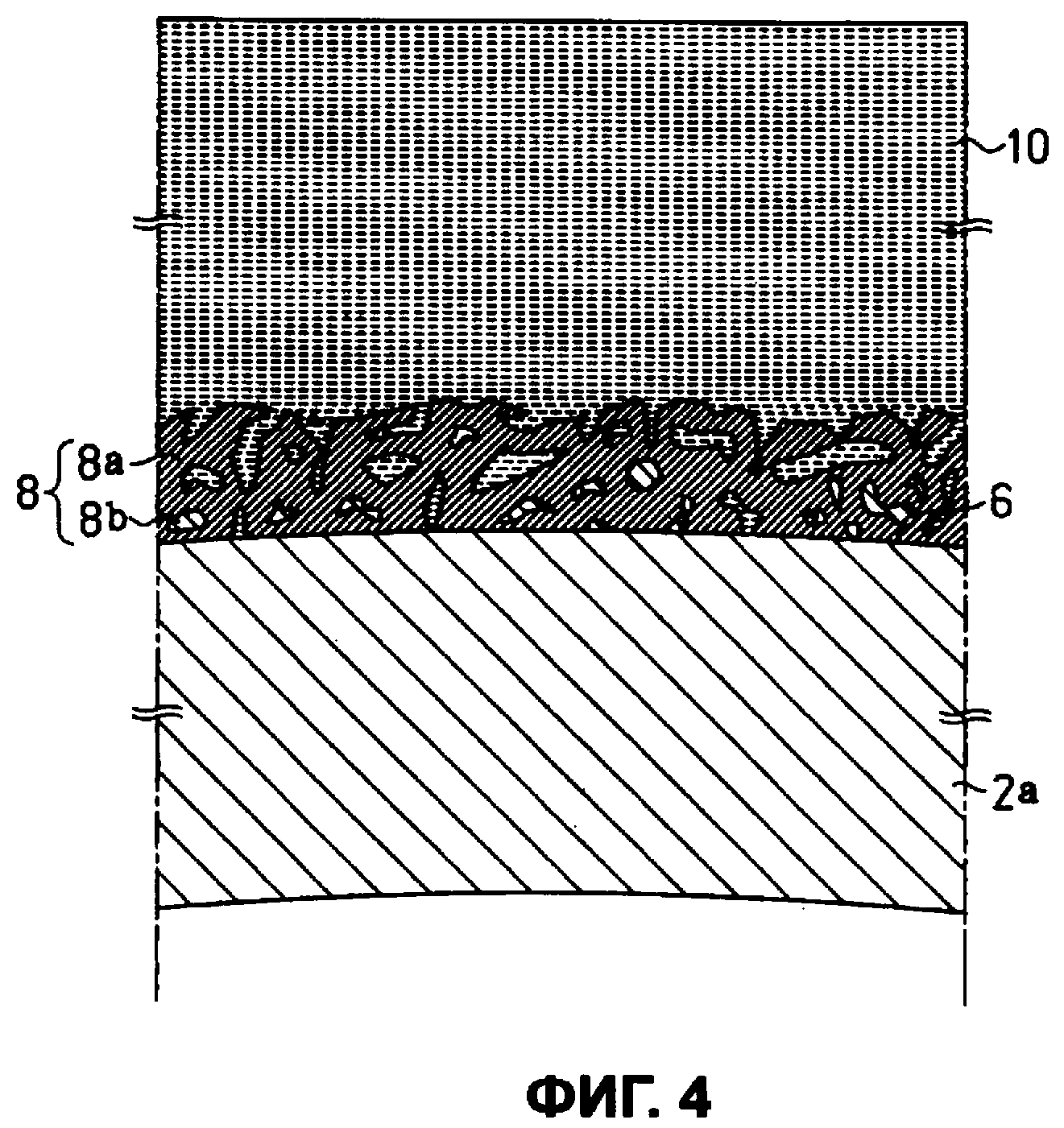
Фиг.4 - часть поперечного сечения гильзы цилиндра в увеличенном масштабе, демонстрирующая область напыленного слоя во время изготовления блока цилиндров;
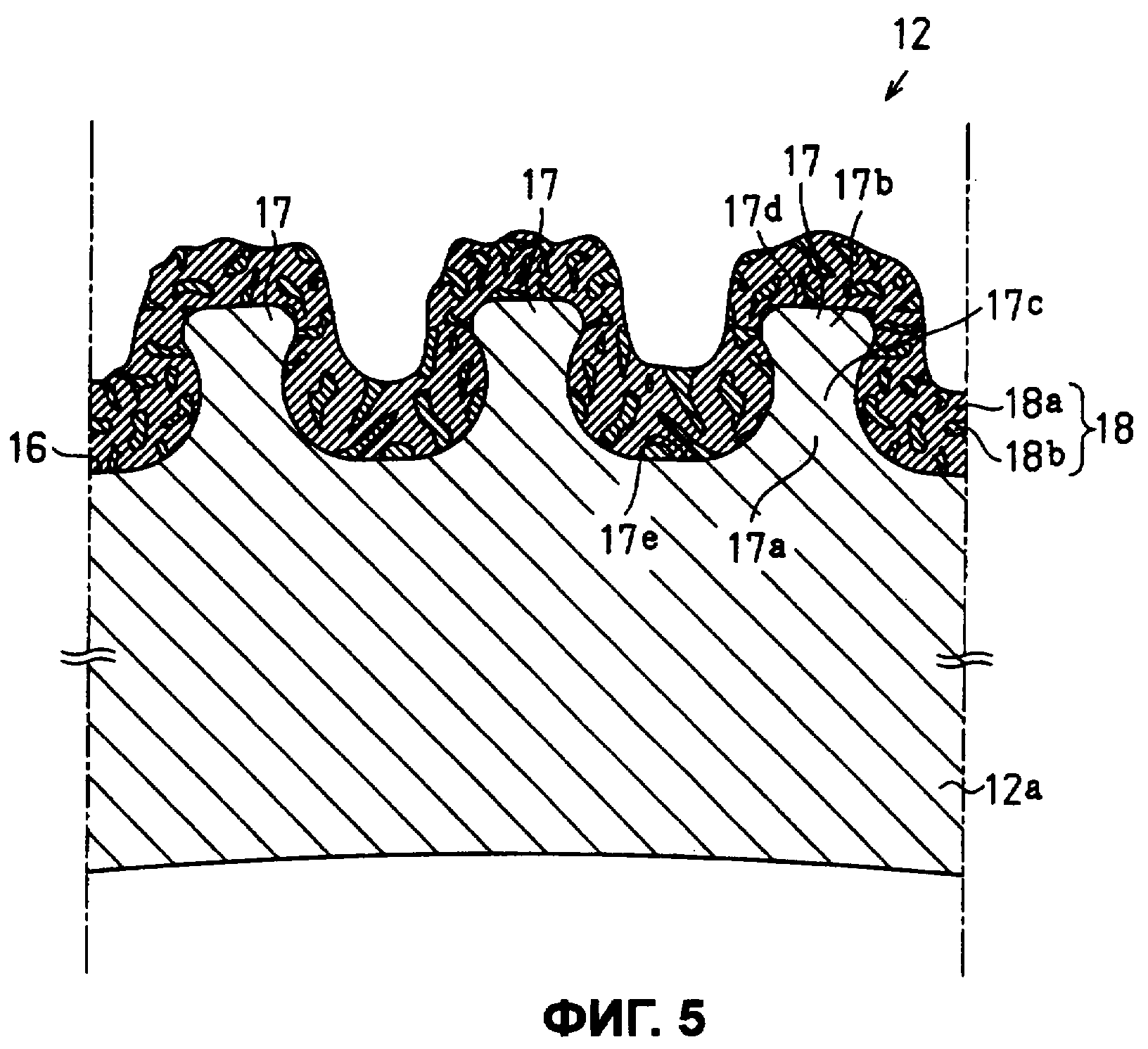
Фиг.5 - часть общего вида блока цилиндров, демонстрирующая область у поверхности гильзы цилиндра, соответствующей второму варианту реализации настоящего изобретения;
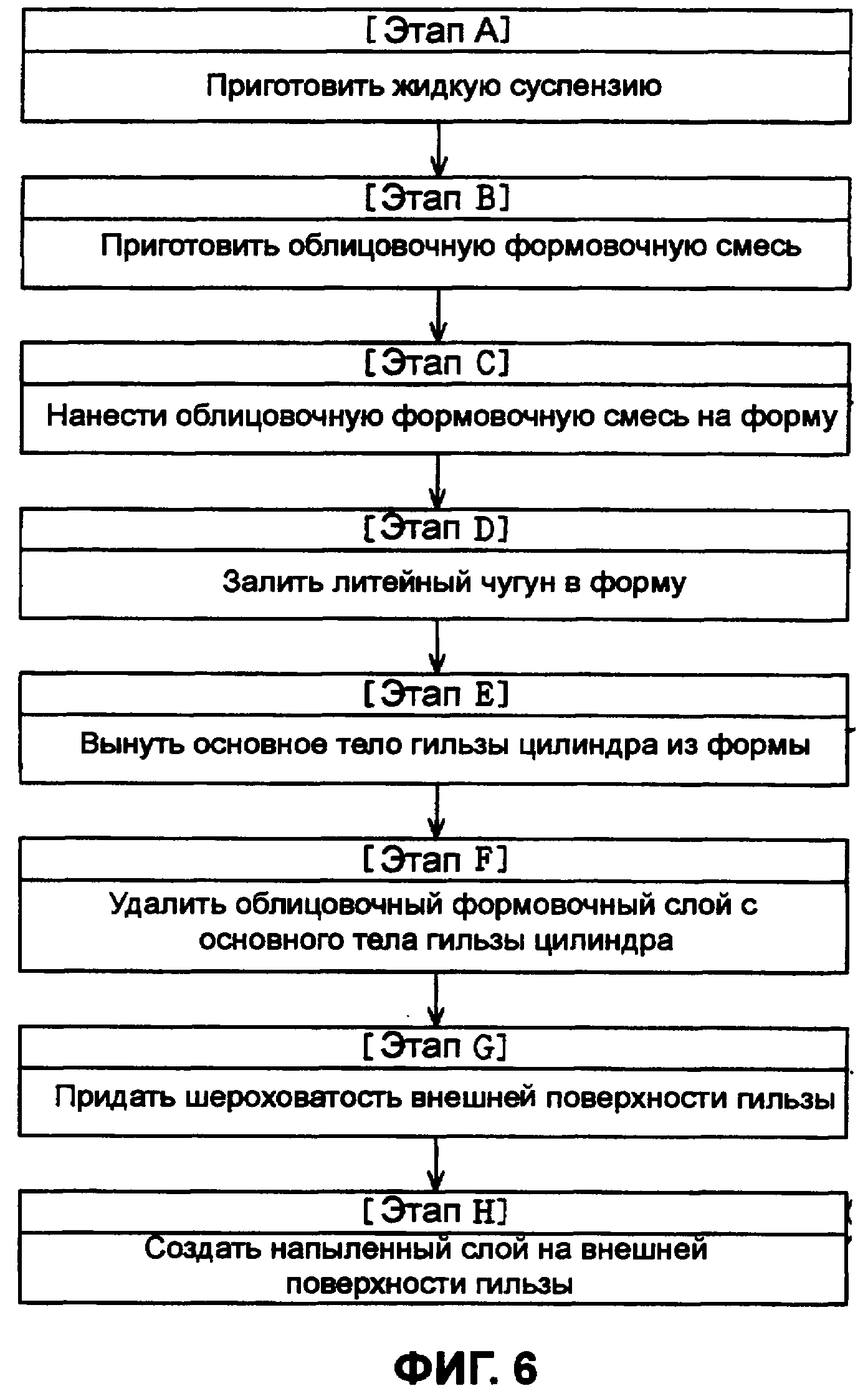
Фиг.6 - блок-схема технологического процесса изготовления гильзы цилиндра;
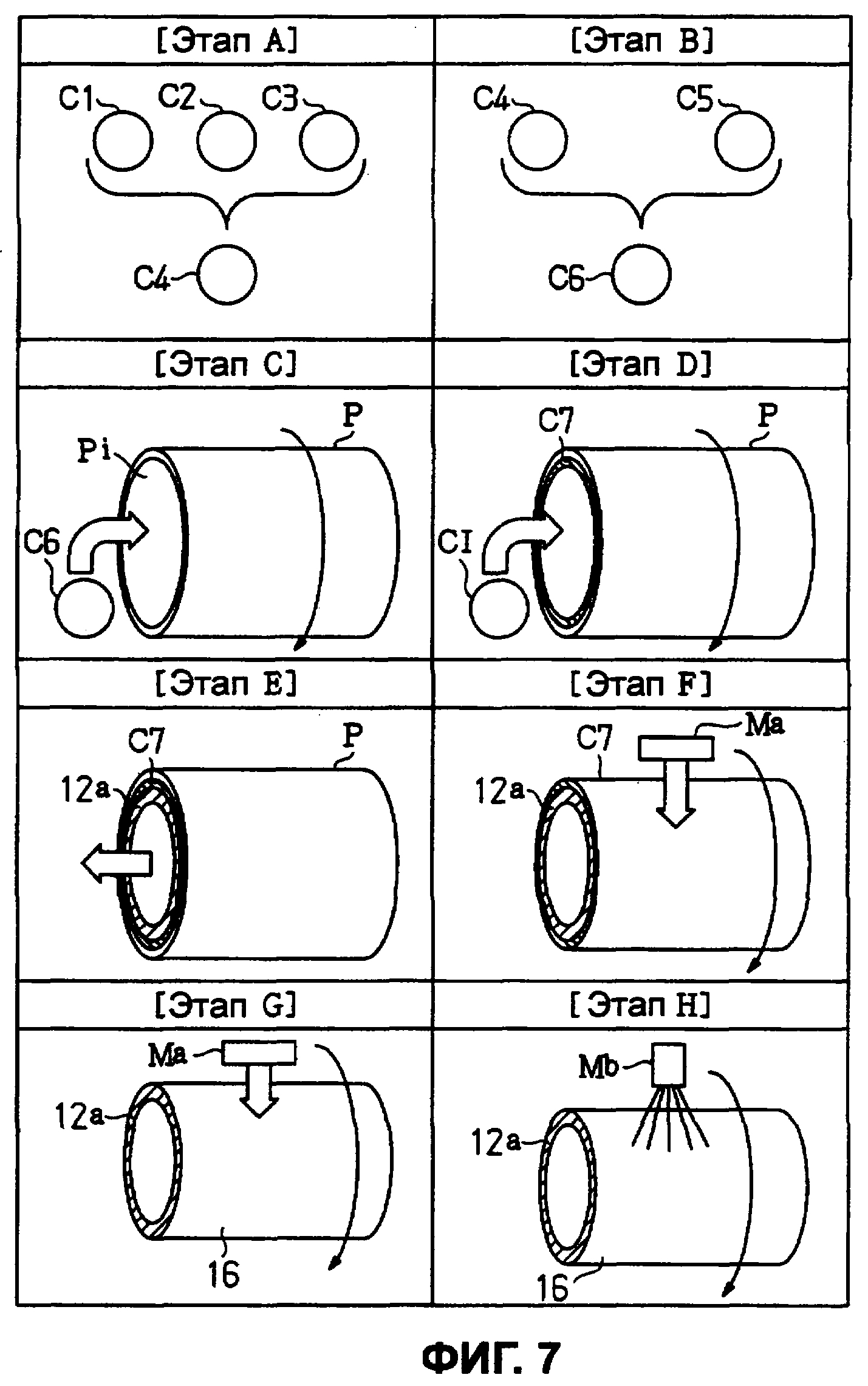
Фиг.7 - пояснительная схема, иллюстрирующая этапы изготовления гильзы цилиндра;
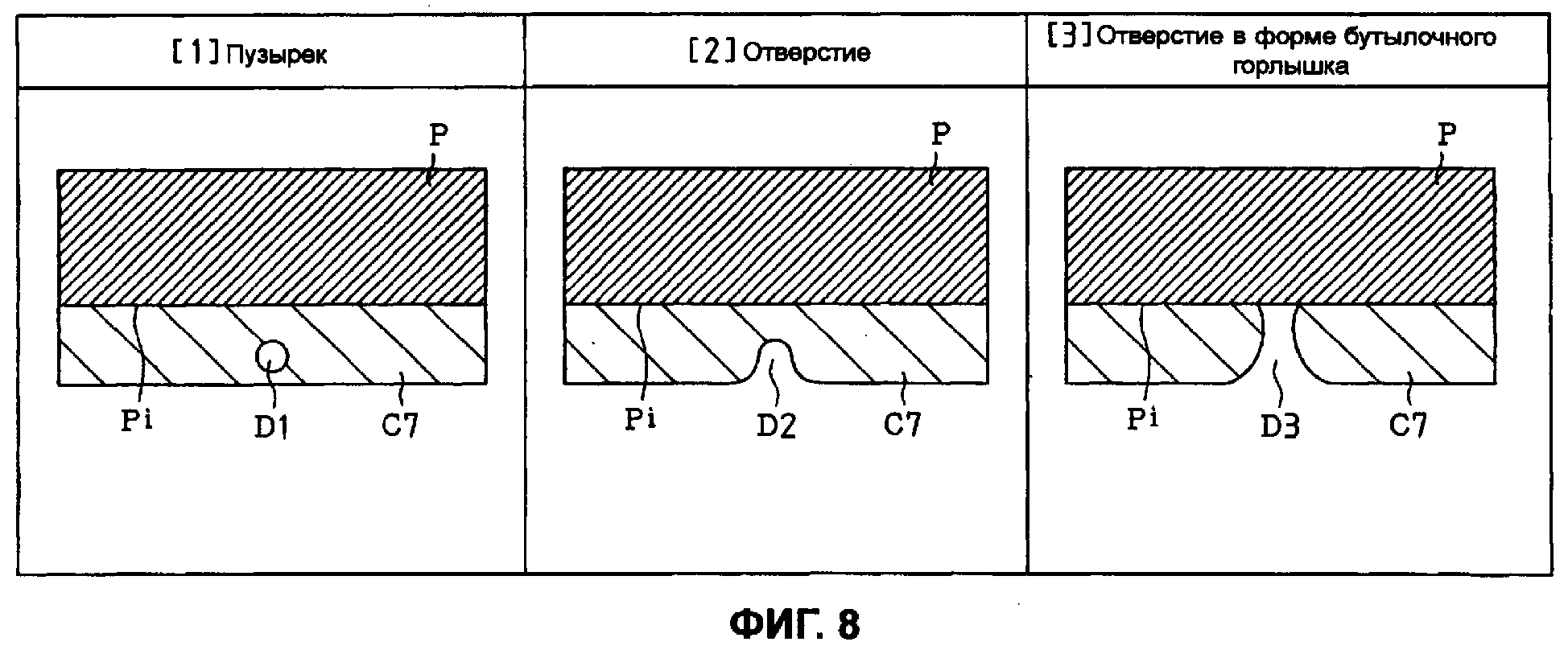
Фиг.8 - пояснительная схема, иллюстрирующая процесс создания отверстия зауженной формы с выпуклыми стенками в литейной форме;
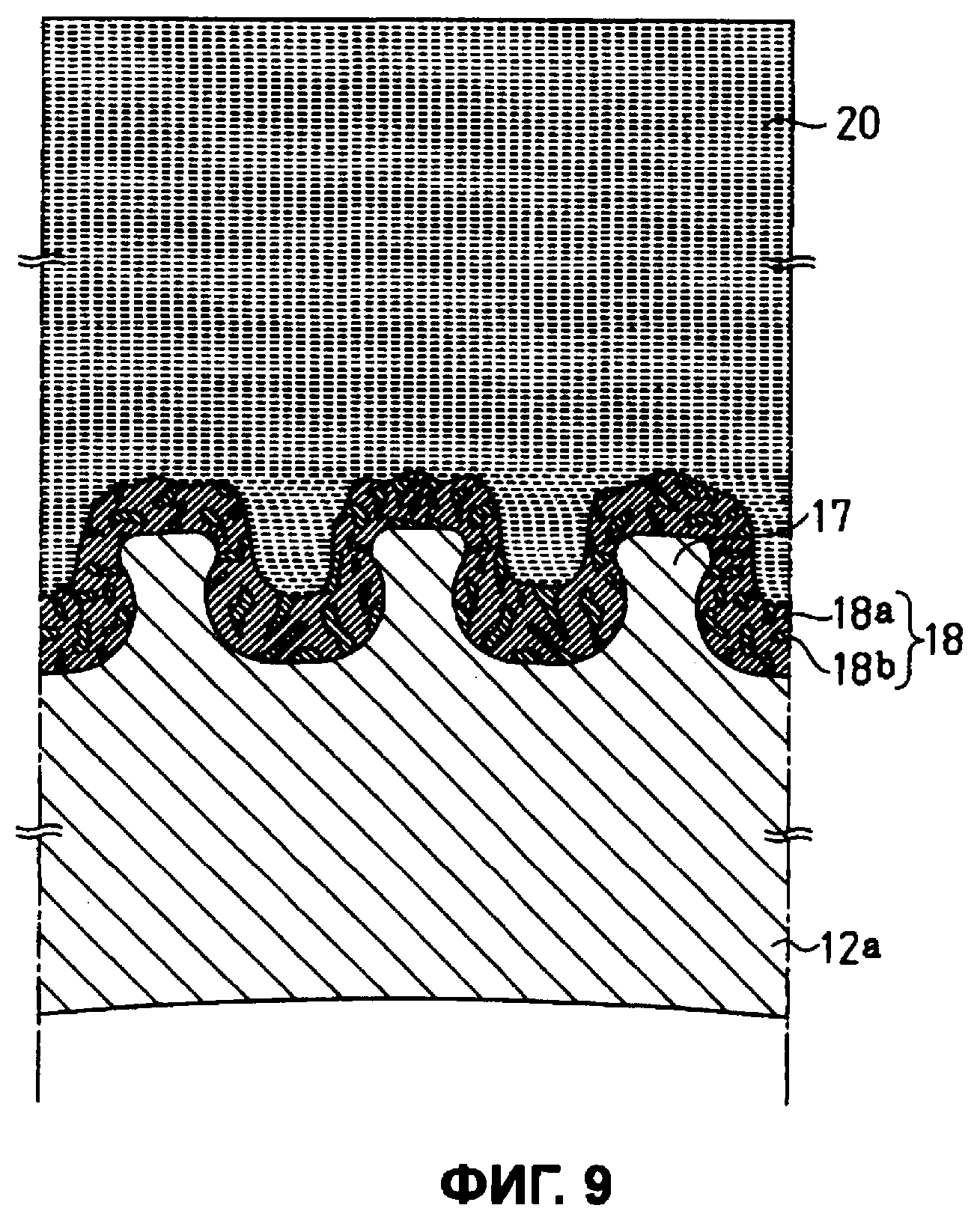
Фиг.9 - часть поперечного сечения гильзы цилиндра в увеличенном масштабе, демонстрирующая область напыленного слоя во время изготовления блока цилиндров;
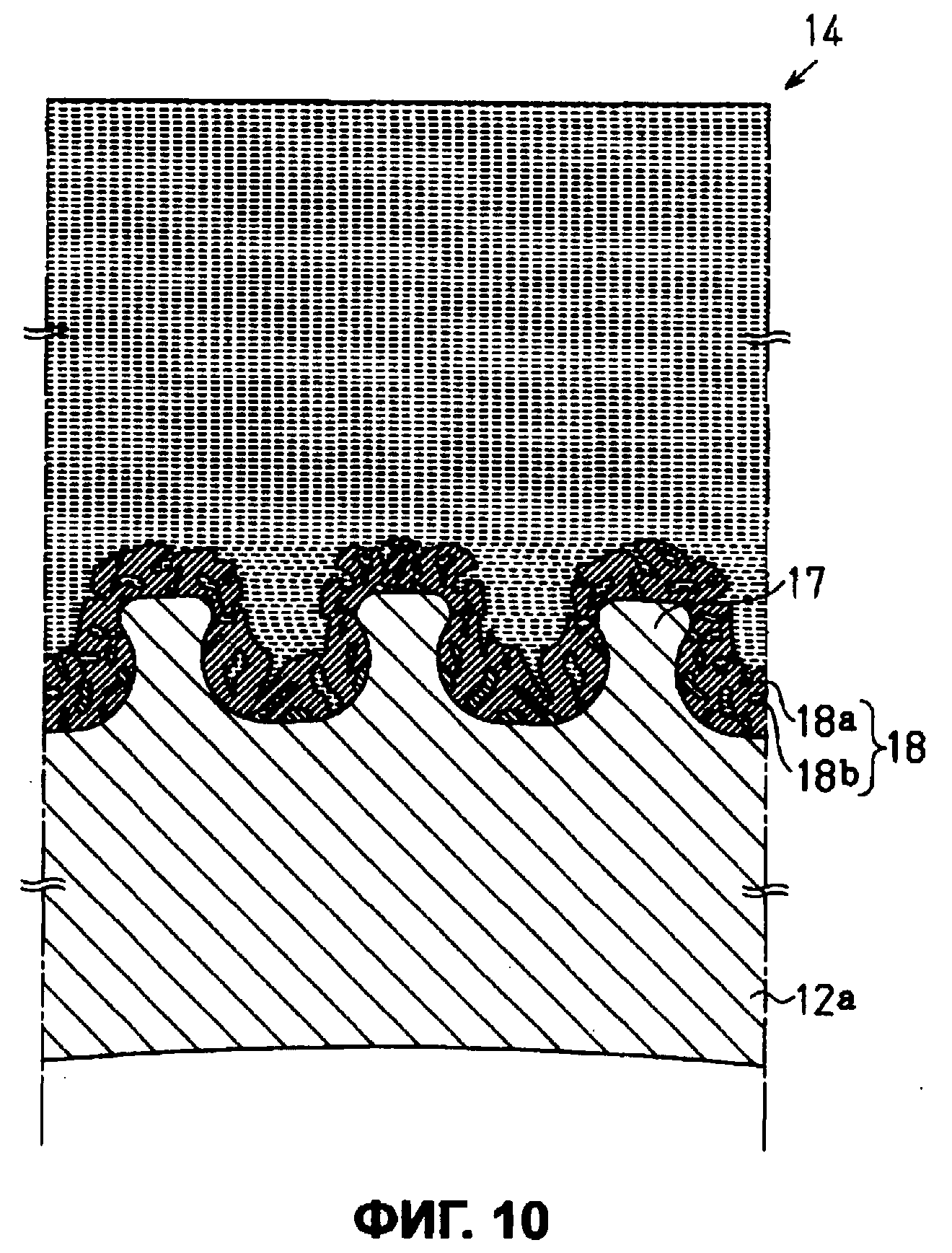
Фиг.10 - часть поперечного сечения гильзы цилиндра в увеличенном масштабе, демонстрирующая область напыленного слоя во время изготовления блока цилиндров;
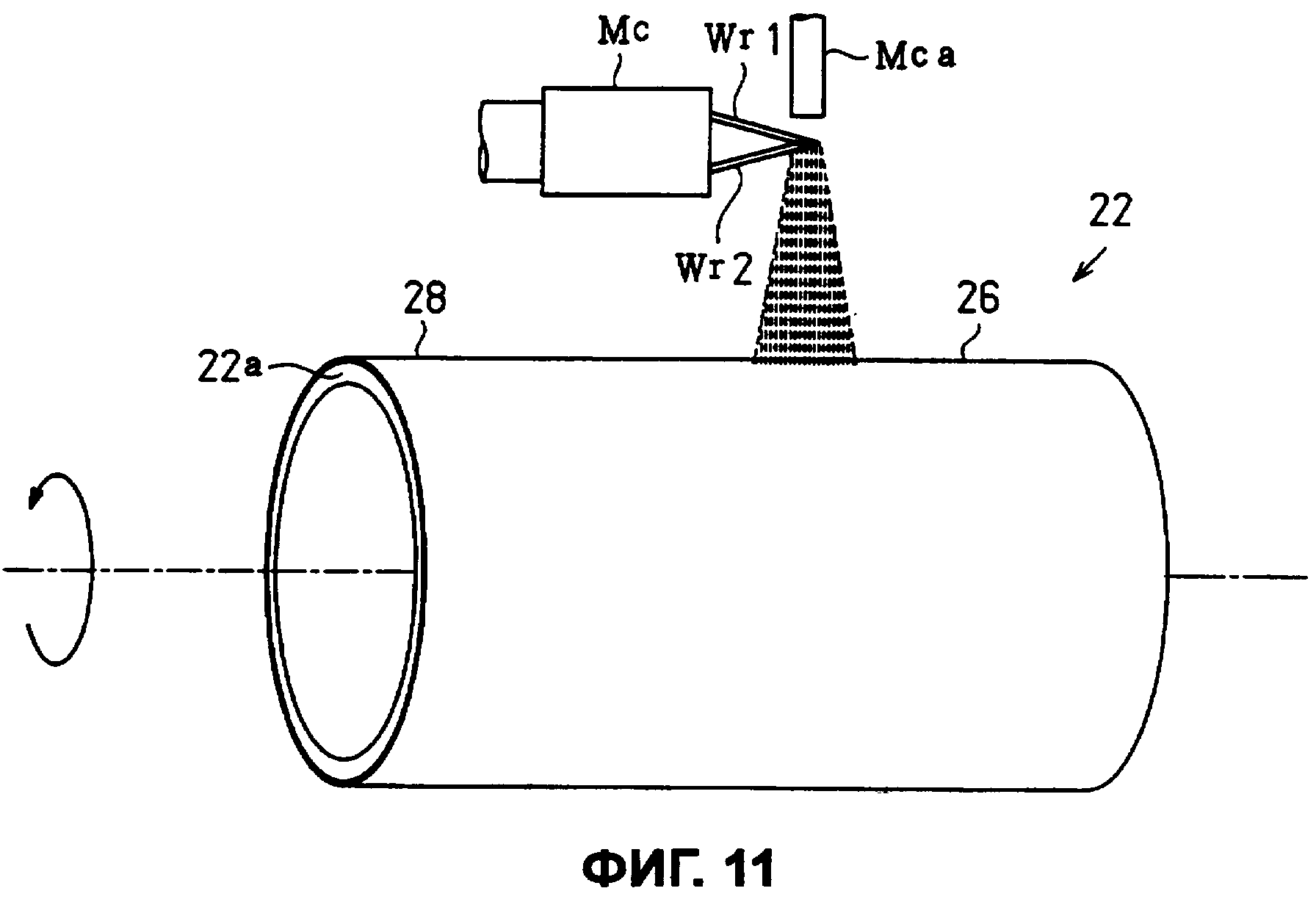
Фиг.11 - пояснительная схема, иллюстрирующая процесс электродугового напыления, соответствующий третьему варианту реализации настоящего изобретения;
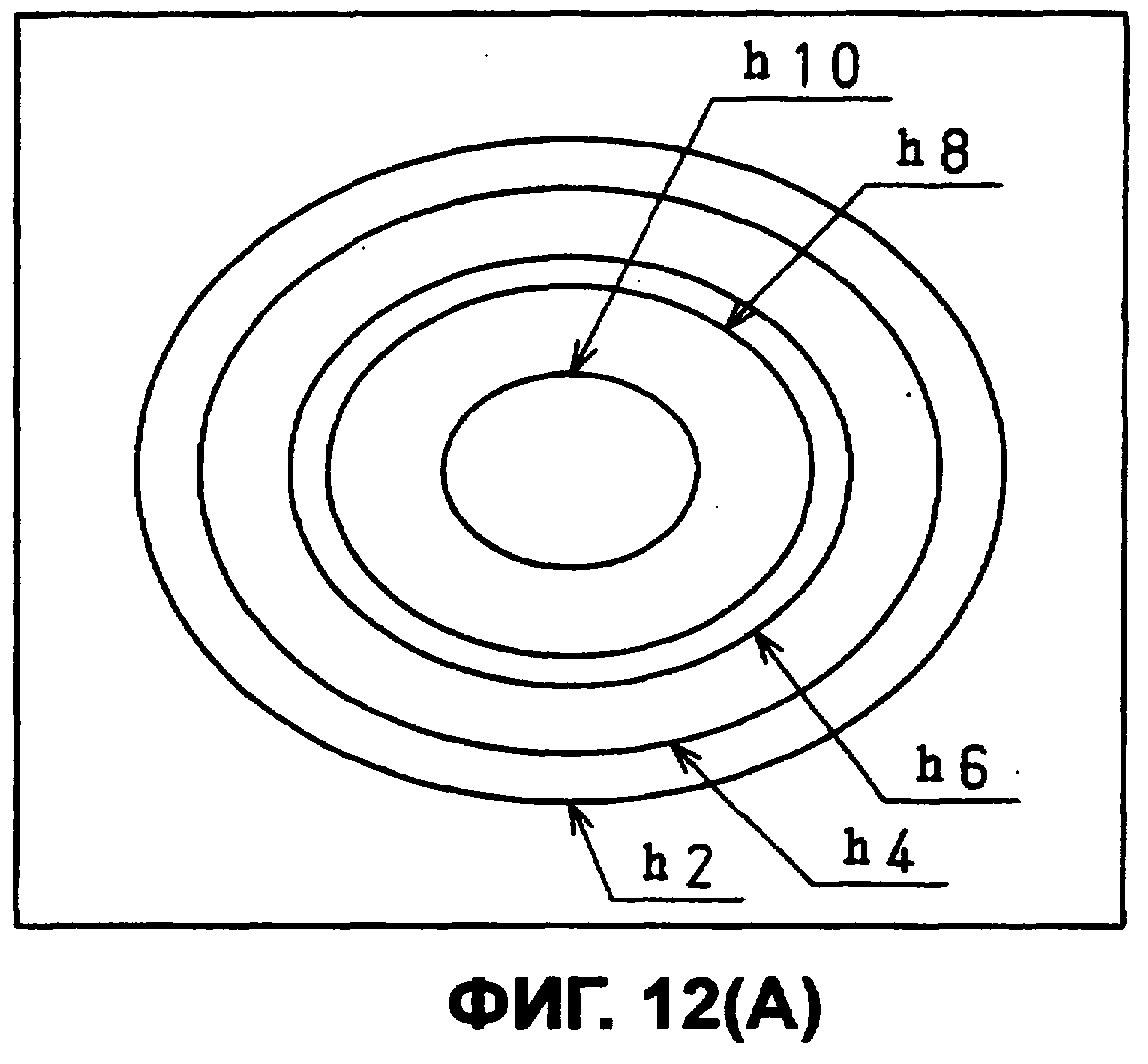
Фиг.12(А) - контурная диаграмма, иллюстрирующая форму выступа, выполненного на внешней поверхности гильзы цилиндра в соответствии со вторым и четвертым вариантами реализации настоящего изобретения;
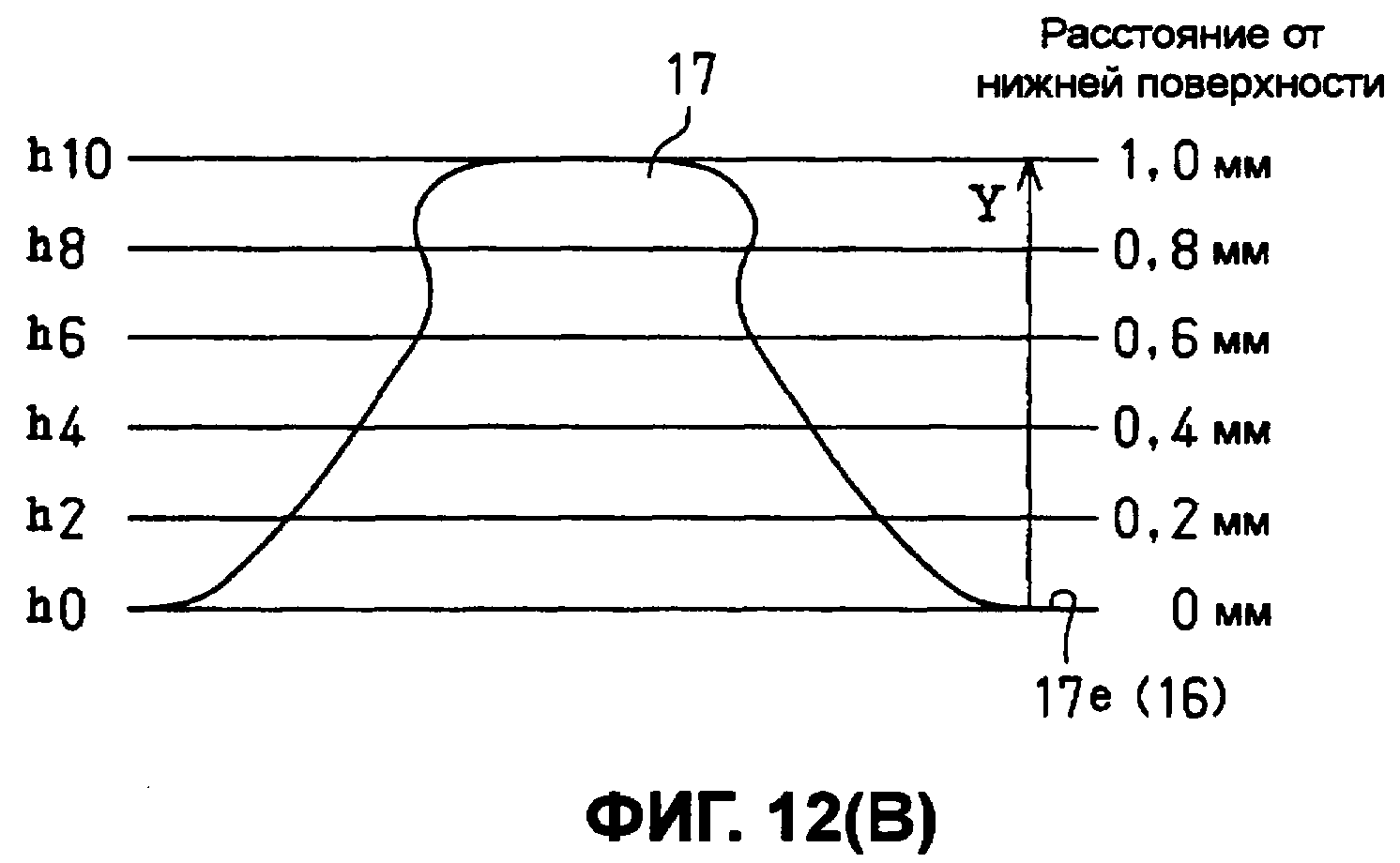
Фиг.12(В) - график, иллюстрирующий взаимосвязь между внешней поверхностью гильзы цилиндра и высотой выступа, соответствующей второму и четвертому вариантам реализации настоящего изобретения;
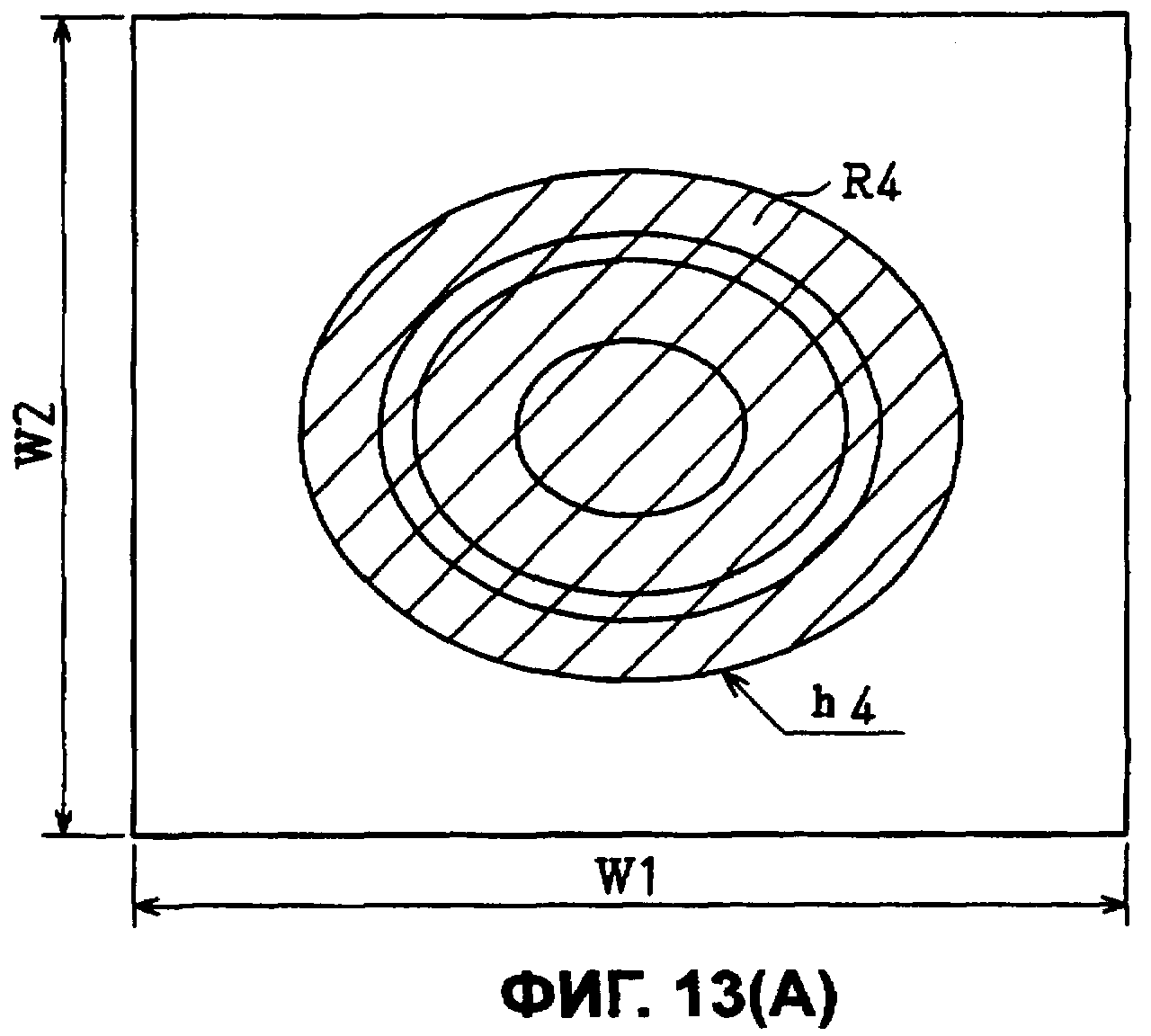
Фиг.13(А) - контурная диаграмма, иллюстрирующая форму выступа, выполненного на внешней поверхности гильзы цилиндра в соответствии со вторым и четвертым вариантами реализации настоящего изобретения; и
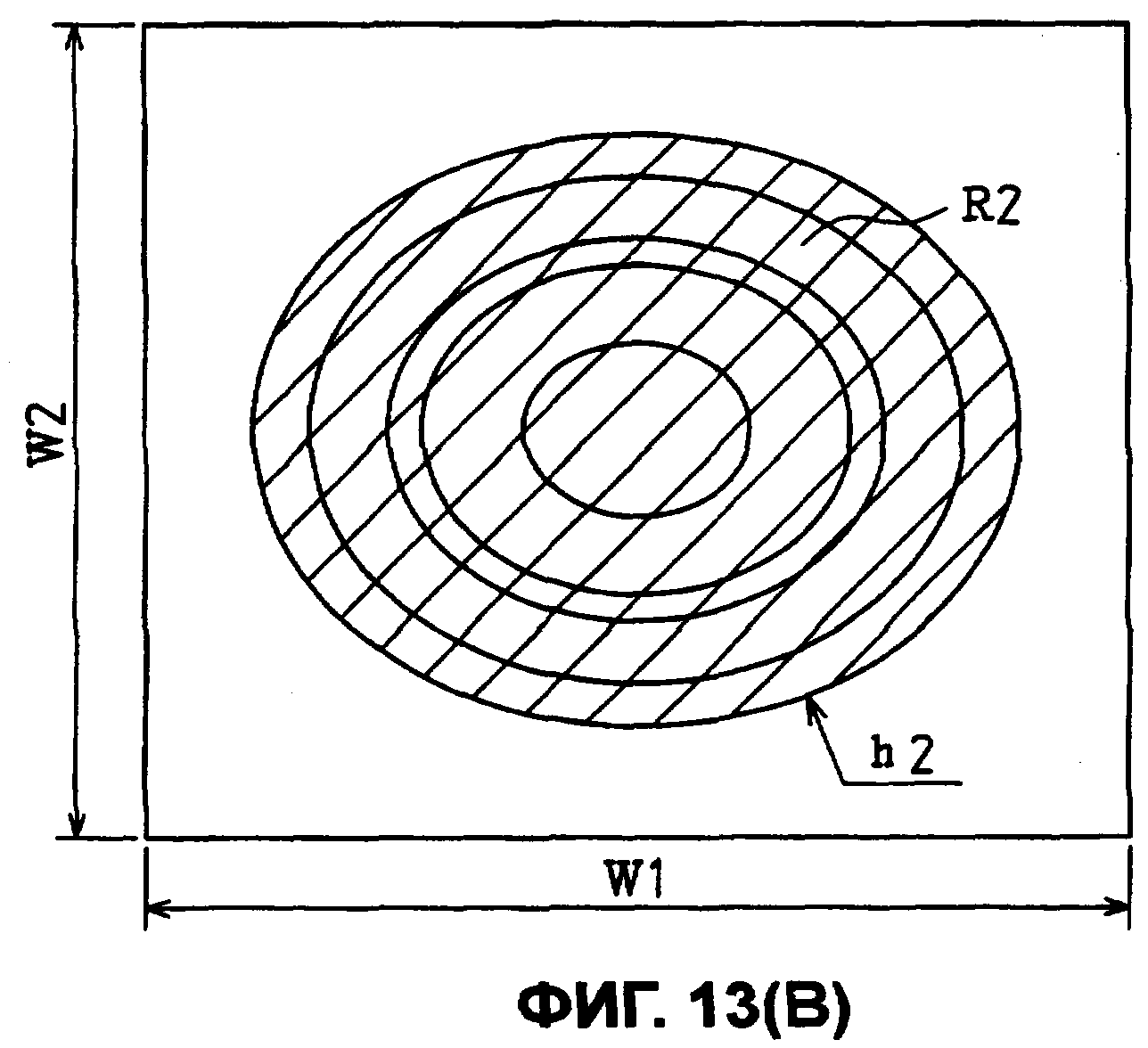
Фиг.13(В) - контурная диаграмма, иллюстрирующая форму выступа, выполненного на внешней поверхности гильзы цилиндра в соответствии со вторым и четвертым вариантами реализации настоящего изобретения.
Подробное описание предпочтительных вариантов реализации
(Первый вариант реализации изобретения)
Далее, со ссылкой на Фиг.1-4 будет описан первый вариант реализации настоящего изобретения.
<Конструкция гильзы 2 цилиндра>
Как показано на Фиг.1(А), основное тело 2а гильзы 2 цилиндра имеет цилиндрическую форму и изготовлено из литейного чугуна. На внешней поверхности 6 основного тела 2а гильзы цилиндра (далее называемой "внешней поверхностью гильзы") создан напыленный слой 8. Напыленный слой 8 создан на внешней поверхности 6 гильзы для обеспечения металлургической связи этой гильзы с блоком 4 цилиндров во время литья.
В предпочтительном случае химический состав литейного чугуна задают, как указано ниже, принимая во внимание износостойкость, сопротивление истиранию при трении, способность к механической обработке.
Общее содержание С: 2,9-3,7% по массе,
Si: 1,6-2,8% по массе,
Mn: 0,5-1,0% по массе,
Р: 0,05-0,4% по массе,
Оставшаяся часть: Fe.
Если необходимо, могут быть добавлены следующие компоненты:
Cr: 0,05-0,4% по массе,
В: 0,03-0,08% по массе,
Cu: 0,3-0,5% по массе.
<Структура напыленного слоя 8>
Как показано на Фиг.1(В), напыленный слой 8, покрывающий основное тело 2а гильзы цилиндра, представляет собой неоднородный металлический слой, содержащий множество металлических фаз (в представленном варианте реализации настоящего изобретения - две) в диспергированном состоянии. Напыленный слой 8 главным образом содержит основную металлическую фазу 8а (соответствует металлической фазе с высокой температурой плавления и высокой теплопроводностью), состоящую из металлического материала с высокой температурой плавления (алюминий или алюминиевый сплав). Основная металлическая фаза 8а содержит дисперсные металлические фазы 8b (соответствуют металлической фазе с низкой температурой плавления), состоящую из металлического материала с низкой температурой плавления (цинк или цинковый сплав). Каждая из дисперсных металлических фаз 8b имеет форму аморфного островка, и эти фазы распределены по всей основной металлической фазе 8а.
<Создание напыленного слоя 8>
При создании напыленного слоя 8 внешней поверхности 6 гильзы придают шероховатость при помощи устройства для придания шероховатости (устройство струйной обработки (дробью или песком) или устройство обработки водяной струей).
После придания шероховатости с помощью устройства для напыления (устройство для плазменного напыления или устройство для высокоскоростного напыления с использованием кислородного топлива) обрабатывают внешнюю поверхность 6 гильзы. Для создания напыленного слоя 8 на внешнюю поверхность 6 гильзы напыляют порошковый материал, представляющий собой смесь порошка из металлического материала с высокой температурой плавления и порошка из металлического материала с низкой температурой плавления.
В качестве металлического материала с высокой температурой плавления используется алюминий или алюминиевый сплав. Алюминий и алюминиевый сплав имеют фактически ту же температуру плавления (приблизительно 660°С), что и заливаемый металл, образующий базовый материал блока 4 цилиндров. В этом случае может применяться порошок того же металла, что и базовый материал блока цилиндров.
В качестве металлического материала с низкой температурой плавления используется цинк или цинковый сплав. Цинк и цинковый сплав имеют температуру плавления (приблизительно 420°С) ниже, чем базовый материал и металлический материал с высокой температурой плавления. Соотношение в смеси порошка из металлического материала с высокой температурой плавления и порошка из металлического материала с низкой температурой плавления регулируют таким образом, чтобы процентное содержание по объему металлического материала с низкой температурой плавления в порошковой смеси стало, например, меньше 50%. Если обратиться к Фиг.1(В), то дисперсные металлические фазы 8b, состоящие из металлического материала с низкой температурой плавления, представляют собой участки, на которых жидкий металл проникает в напыленный слой 8 при отливке блока 4 цилиндров. Нижняя граница процентного содержания металлического материала с низкой температурой плавления в смеси должна быть задана на таком уровне, чтобы обеспечить достаточное проникание жидкого металла в напыленный слой 8. Процентное содержание металлического материала с низкой температурой плавления в смеси меняется в зависимости от размера частиц порошка, условий напыления и подобного. Но при этом нижняя граница процентного содержания в смеси задается на уровне 5-10% по объему.
Во время напыления расплавленные частицы металлического материала с высокой температурой плавления и металлического материала с низкой температурой плавления одновременно ударяются о внешнюю поверхность 6 гильзы. При этом не происходит равномерного перемешивания этих материалов. То есть металлическая фаза из материала с высокой температурой плавления и металлическая фаза из материала с низкой температурой плавления кристаллизуются независимо друг от друга, кроме границ сплавления этих фаз. В результате напыленный слой 8 возникает как неоднородный металлический слой, в котором аморфные дисперсные металлические фазы 8b распределены по всей основной металлической фазе 8а.
<Конструкция блока 4 цилиндров и его литье>
Как показано на Фиг.2(А), блок 4 цилиндров изготавливают таким образом, что внешняя поверхность 6 гильзы 2 цилиндра контактирует с заливаемым при литье металлом. В качестве заливаемого металла используют легкосплавный материал, то есть базовый материал для создания блока цилиндров. В частности, с точки зрения уменьшения веса и стоимости может применяться алюминий или алюминиевый сплав. В качестве такого сплава могут использоваться материалы, указанные, например, в стандарте JIS ADC10 (соответствующий стандарт США ASTM A 380.0), в стандарте JIS ADC12 (соответствующий стандарт США ASTM A 383.0) или подобные алюминиевые сплавы.
Гильзу 2 цилиндра устанавливают в литейной форме. После чего в эту форму заливают жидкий алюминий или алюминиевый сплав. В результате получают блок 4 цилиндра, в котором внешняя поверхность 6 гильзы 2 цилиндра, то есть вся периферия напыленного слоя 8 окружена залитым алюминием или алюминиевым сплавом. Вокруг гильзы 2 цилиндра в блоке 4 цилиндров создают водяную рубашку, как показано на Фиг.2(В).
На Фиг.3 видно, что жидкий металл 10 во время литья нагревает напыленный слой 8, созданный на внешней поверхности 6 гильзы. Напыленный слой 8 содержит дисперсные металлические фазы 8b, распределенные по всей основной металлической фазе 8а. Температура плавления дисперсных металлических фаз 8b ниже, чем у основной металлической фазы 8а и базового материала (заливаемого металла). Поэтому дисперсные металлические фазы 8b плавятся с переходом в жидкое состояние быстрее, чем основная металлическая фаза 8а, при контакте с жидким металлом 10.
Жидкий металл 10 проникает в области дисперсных металлических фаз 8b в основной металлической фазе 8а, одновременно смешиваясь с этой расплавленной дисперсной фазой. Затем жидкий металл 10 быстро объединяет дисперсные металлические фазы 8b, находящиеся поблизости от поверхности напыленного слоя 8. В результате в процессе проникновения в напыленный слой 8 жидкий металл 10 создает рельеф, по форме напоминающий корни растения, как показано на Фиг.4.
Впоследствии жидкий металл 10 в литейной форме охлаждается и кристаллизуется. Это завершает процесс литья блока 4 цилиндров.
Первый вариант реализации настоящего изобретения имеет указанные ниже преимущества.
(1) Внешняя поверхность 6 гильзы покрыта напыленным слоем 8, который является неоднородным металлическим слоем, содержащим основную металлическую фазу 8а и дисперсные металлические фазы 8b. Во время литья жидкий металл 10 проникает в напыленный слой 8 через дисперсные металлические фазы 8b и кристаллизуется в виде корней растений. Так как часть металла блока 4 цилиндров проникает в напыленный слой 8, образуя рельеф в виде корней растений, поверхностная область блока 4 цилиндров неподвижно скрепляется с поверхностной областью гильзы 2 цилиндров. В результате обеспечивается более высокая степень сцепления, чем при существующем уровне техники, когда жидкий металл контактирует только с поверхностным слоем гильзы 2 цилиндра.
(2) Напыленный слой 8 создают путем напыления на внешнюю поверхность гильзы смеси из алюминия или алюминиевого сплава, имеющих высокую температуру плавления, и цинка или цинкового сплава, имеющих низкую температуру плавления, в виде порошка. Это позволяет достаточно легко создать напыленный слой 8, содержащий основную металлическую фазу 8а и дисперсные металлические фазы 8b.
(3) Основная металлическая фаза 8а представляет собой материал с высокой теплопроводностью, такой как алюминий или алюминиевый сплав. В результате часть металла блока цилиндров создает рельеф в виде корней растений, которые переплетаются с основной металлической фазой 8а. Это обеспечивает высокую теплопроводность поблизости от гильзы 2 цилиндра и хороший теплоотвод от отверстий 2 цилиндра.
(Второй вариант реализации изобретения)
Далее, со ссылкой на Фиг.5-10 будет описан второй вариант реализации настоящего изобретения. Элементы, аналогичные элементам первого варианта реализации настоящего изобретения, здесь рассматриваться не будут.
<Конструкция гильзы 12 цилиндра>
Как показано на Фиг.5, на внешней поверхности 16 гильзы выполнено множество выступов 17 в форме бутылочного горлышка. Выступ 17 имеет следующие особенности.
(1) Наиболее узкая часть (область 17с сужения) каждого выступа 17 находится между областью 17а основания и дальней областью 17b.
(2) Диаметр выступа 17 увеличивается от области 17с сужения в направлении области 17а основания и дальней области 17b.
(3) Каждый выступ 17 имеет в общем плоскую верхнюю поверхность 17d (поверхность, наиболее удаленную в радиальном направлении от основного тела 12а гильзы цилиндра) в дальней области 17b.
(4) Между соседними выступами 17 создана в общем плоская поверхность (нижняя поверхность 17е).
После придания шероховатости внешней поверхности 16 гильзы на ней создают напыленный слой 18 для обеспечения металлургической связи гильзы 2 цилиндра с блоком 4 цилиндров во время литья.
<Процесс изготовления гильзы 12 цилиндра>
Чтобы изготовить гильзу 12 цилиндра выполняют этапы А-Н, показанные на Фиг.6. Процесс изготовления гильзы 12 цилиндра будет подробно описан со ссылкой на Фиг.7.
[Этап А]
Огнеупорная основа С1, связка С2 и вода С3 смешиваются в заранее заданном соотношении, чтобы получить суспензию С4.
В представленном варианте реализации настоящего изобретения диапазоны выбираемого процентного содержания огнеупорной основы С1, связки С2 и воды С3, а также средний диаметр частиц огнеупорной основы С1 задают, как указано ниже.
Процентное содержание огнеупорной основы С1: 8-30% по массе;
Процентное содержание связки С2: 2-10% по массе;
Процентное содержание воды С3: 60-90% по массе;
Средний диаметр частиц огнеупорной основы С1: 0,02-0,1 мм.
[Этап В]
К суспензии С4 добавляют заранее определенное количество поверхностно-активного вещества С5, чтобы получить облицовочную формовочную смесь С6.
В представленном варианте реализации настоящего изобретения диапазон выбираемого добавляемого количества поверхностно-активного вещества С5 задают, как указано ниже.
Добавляемое количество поверхностно-активного вещества С5: 0,005% по массе < Х ≤ 0,1% по массе (Х - добавляемое количество).
[Этап С]
Форму Р (литейную форму), нагретую до заранее определенной температуры, приводят во вращение для нанесения с помощью напыления облицовочной формовочной смеси С6 на внутреннюю поверхность Pi формы Р. В результате возникает слой облицовочной формовочной смеси С6 (облицовочный формовочный слой С7), по существу, одинаковой толщины по всей внутренней поверхности Pi формы Р.
В представленном варианте реализации настоящего изобретения диапазон выбираемой толщины облицовочного формовочного слоя С7 задают, как указано ниже.
Толщина облицовочного формовочного слоя С7: 0,5-1,5 мм.
На Фиг.8 показан процесс создания в облицовочном формовочном слое С7 отверстия в форме бутылочного горлышка.
Как показано на Фиг.8, поверхностно-активное вещество С5 воздействует на воздушные пузырьки D1 в облицовочном формовочном слое С7 и создает отверстия D2 на поверхности облицовочного формовочного слоя С7. По мере увеличения каждого из отверстий D2 до выхода к внутренней поверхности Pi формы Р возникает отверстие D3 в форме бутылочного горлышка в облицовочном формовочном слое С7.
[Этап D]
После просушки облицовочного формовочного слоя С7 жидкий литейный чугун СI заливают во вращающуюся форму Р для литья основного тела 12а гильзы цилиндра. Внешняя поверхность основного тела 12а гильзы цилиндра принимает форму отверстий D3 в местах расположения этих отверстий в облицовочном формовочном слое С7. Это приводит к созданию выступов 17 в форме бутылочного горлышка (см. Фиг.5).
[Этап Е]
После затвердевания жидкого литейного чугуна СI и получения основного тела 12а гильзы цилиндра это тело вынимают из формы Р вместе с облицовочным формовочным слоем С7.
[Этап F]
Облицовочный формовочный слой С7 удаляют с внешней поверхности основного тела 12а гильзы цилиндра при помощи устройства Ма струйной обработки.
[Этап G]
Внешней поверхности 16 гильзы придают шероховатость при помощи устройства для придания шероховатости (устройства Ма струйной обработки или других устройств струйной обработки либо устройства обработки водяной струей).
[Этап Н]
Смесь из порошкового металлического материала с высокой температурой плавления и порошкового металлического материала с низкой температурой плавления напыляют на внешнюю поверхность 16 гильзы при помощи устройства Mb напыления. Напыленный слой 18 возникает как неоднородный металлический слой, в котором аморфные дисперсные металлические фазы 18b (соответствующие металлическим фазам с низкой температурой плавления) распределены в основной металлической фазе 18а (соответствующей металлической фазе с высокой температурой плавления). При помощи рассмотренных выше этапов изготавливают гильзу 12 цилиндра, показанную на Фиг.5.
<Отношение площадей для выступов 17>
В представленном варианте реализации настоящего изобретения выбираемый диапазон первого отношения S1 площадей и второго отношения S2 площадей для выступов 17 после выполнения этапа F задают, как указано ниже.
Первое отношение S1 площадей: больше или равно 10%.
Второе отношение S2 площадей: меньше или равно 55%.
В качестве альтернативы диапазоны могут быть заданы следующим образом.
Первое отношение S1 площадей: 10-50%.
Второе отношение S2 площадей: 20-55%.
Первое отношение S1 площадей эквивалентно отношению площади поперечного сечения выступа 17 к единичной площади внешней поверхности 16 гильзы в процентах в плоскости, проходящей на высоте 0,4 мм от нижней поверхности 17е (расстояние в направлении высоты выступов 17 при использовании нижней поверхности 17е в качестве поверхности отсчета).
Второе отношение S2 площадей эквивалентно отношению площади поперечного сечения выступа 17 к единичной площади внешней поверхности 16 гильзы в процентах в плоскости, проходящей на высоте 0,2 мм от нижней поверхности 17е (расстояние в направлении высоты выступов 17 при использовании нижней поверхности 17е в качестве поверхности отсчета).
Отношения S1 и S2 площадей получают на основе контурных диаграмм (Фиг.12 и 13) для выступов 17, созданных при помощи оборудования для измерения с использованием трехмерного лазера.
Высота и плотность размещения выступов 17 определяются глубиной и плотностью размещения отверстий D3 в облицовочном формовочном слое С7, созданных на этапе С. Облицовочный формовочный слой С7 создают таким образом, чтобы высота выступов 17 составляла от 0,5 мм до 1,5 мм, а число выступов 17 составляло от 5 до 60 штук на 1 см2 внешней поверхности 16 гильзы.
<Конструкция и процесс изготовления блока цилиндров>
Блок цилиндров изготавливают таким образом, что внешняя поверхность 26 гильзы 12 цилиндра контактирует с заливаемым при литье металлом. В качестве литейного металла при изготовлении блока цилиндров используют легкосплавный материал, то есть базовый материал является тем же, что и в первом варианте реализации настоящего изобретения.
Гильзу 12 цилиндра, показанную на Фиг.5, устанавливают в литейную форму, и в эту форму заливают жидкий алюминий или алюминиевый сплав 20 (жидкий металл), как показано на Фиг.9. Алюминий или алюминиевый сплав при изготовлении блока 14 цилиндров окружает напыленный слой 18 по всей периферии этого слоя, как показано на Фиг.10.
Как и в первом варианте реализации настоящего изобретения, в блоке 14 цилиндров жидкий металл 20 проникает в напыленный слой 18, создавая рельеф в виде корней растений. После чего жидкий металл 20 в литейной форме кристаллизуется и литье блока 14 цилиндров завершается. Часть металла блока 14 цилиндров, контактирующая с напыленным слоем 18, проникает в этот слой с образованием рельефа в виде корней растений и кристаллизуется.
Второй вариант реализации настоящего изобретения имеет преимущества, указанные ниже.
(1) В гильзе 12 цилиндра в дополнение к связи, возникающей в результате напыления, напыленный слой 18 и основное тело 12а гильзы цилиндра соединены выступами 17 в форме бутылочного горлышка. Это дополнительно повышает степень сцепления между основным телом 12а гильзы цилиндра и напыленным слоем 18, а также между основным телом 12а гильзы цилиндра и блоком 14 цилиндров за счет напыленного слоя 18. В результате сохраняется на приемлемом уровне правильная цилиндрическая форма отверстия цилиндра.
Кроме того, наличие выступов 17 в форме бутылочного горлышка обеспечивает высокую теплопроводность между основным телом 12а гильзы цилиндра и блоком 14 цилиндров, а также хороший теплоотвод от отверстия 2b цилиндра.
(Третий вариант реализации изобретения)
Гильза 22 цилиндра, показанная на Фиг.11, имеет напыленный слой 28, созданный на основном теле 22а этой гильзы, который имеет ту же структуру, что и в первом варианте реализации настоящего изобретения, и создан с использованием нескольких типов (два типа в представленном варианте реализации настоящего изобретения) проволоки Wr1 и Wr2 и устройства Мс электродуговой наплавки.
Устройство Мс электродуговой наплавки создает дуговой разряд между двумя типами проволоки Wr1 и Wr2 для их плавления. Расплавленные частицы переносятся в направлении внешней поверхности 26 основного тела 22а гильзы цилиндра потоком сжатого воздуха, выходящего из форсунки Мса. Расплавленные частицы, переносимые из пространства между проволоками Wr1 и Wr2, потоком сжатого воздуха из форсунки Мса, не перемешиваются равномерно. То есть фаза из металлического материала с высокой температурой плавления и фаза из металлического материала с низкой температурой плавления кристаллизуются независимо друг от друга за исключением границ сплавления этих фаз. В результате напыленный слой 28 возникает как неоднородный металлический слой, в котором аморфные дисперсные металлические фазы распределены по всей основной металлической фазе, как показано на Фиг.1(В).
Первая проволока Wr1 и вторая проволока Wr2 отличаются по материалу и структуре для получения неоднородного металлического слоя. Первая проволока Wr1 изготовлена из алюминия. Вторая проволока Wr2 изготовлена из двух типов металлов. Если говорить более конкретно, вторая проволока Wr2 может быть изготовлена путем скручивания или чередования нескольких слоев алюминиевой и цинковой проволоки либо путем размещения цинковой проволоки в полой алюминиевой проволоке.
Так же как и в первом варианте реализации настоящего изобретения, напыленный слой 28 создают таким образом, что цинк, используемый как дисперсные металлические фазы, распределяется по всей основной металлической фазе, которая состоит из алюминия.
Принимая во внимание, что первая проволока Wr1 полностью состоит из алюминия, процентное содержание по объему цинковых фаз в напыленном слое 28 регулируют путем изменения соотношения алюминиевой части и цинковой части в площади поперечного сечения второй проволоки Wr2.
Вторая проволока Wr2 и первая проволока Wr1 могут быть изготовлены из одного материала. В этом случае процентное содержание по объему цинковых фаз в напыленном слое 28 регулируют путем изменения соотношения алюминиевой части и цинковой части в площади поперечного сечения обеих проволок Wr1 и Wr2.
Третий вариант реализации настоящего изобретения имеет те же преимущества, что и первый вариант.
(Четвертый вариант реализации изобретения)
В представленном варианте реализации настоящего изобретения на основном теле гильзы цилиндра создают напыленный слой, имеющий ту же структуру, что и во втором варианте реализации настоящего изобретения, при помощи электродугового напыления с использованием устройства Мс электродуговой наплавки, показанного на Фиг.11. Это позволяет изготовить гильзу цилиндра, показанную на Фиг.5, и эту гильзу цилиндра используют в качестве закладного элемента при изготовлении блока цилиндров, как показано на Фиг.10.
Четвертый вариант реализации настоящего изобретения имеет те же преимущества, что и второй вариант реализации настоящего изобретения.
[Описание контурной диаграммы выступов 17]
Далее со ссылкой на Фиг.12 и 13 применительно к выступам 17 соответствующим второму варианту реализации настоящего изобретения будет рассмотрена контурная диаграмма, полученная при помощи оборудования для бесконтактного измерения с использованием трехмерного лазера.
<Контурная диаграмма выступов 17>
Сначала будет описан способ определения контурных линий для каждого выступа 17.
Для создания контурной диаграммы испытательный образец для определения контурной линии устанавливают на испытательную платформу. При этом нижнюю поверхность 17е (внешнюю поверхность 16 гильзы) испытательного образца располагают так, чтобы она была обращена в сторону оборудования для измерения с использованием трехмерного лазера. Облучение производят таким образом, чтобы лазерный луч проходил фактически под прямым углом к внешней поверхности 16 гильзы. Результат измерения, полученный в результате облучения лазерным лучом, обрабатывают с использованием устройства обработки изображения, чтобы создать контурную диаграмму, показанную на Фиг.12(А).
На Фиг.12(В) показан график, иллюстрирующий взаимосвязь между высотой измерения от внешней поверхности 16 гильзы и положением контурных линий (h0-h10). Контурные линии h для выступа 17 располагают с заранее определенным интервалом по высоте (направление по стрелке Y) от внешней поверхности 16 гильзы (нижняя поверхность 17е). Расстояние в направлении стрелки Y, для определения которого в качестве поверхности отсчета используют внешнюю поверхность 16 гильзы, далее называется "высотой измерения".
На контурных диаграммах, приведенных на Фиг.12(А) и Фиг.12(В), контурные линии h показаны с интервалом по высоте измерения 0,2 мм. Однако их интервал может быть изменен.
[a] Первое отношение S1 площадей для выступа 17
Фиг.13(А) представляет собой контурную диаграмму (первую контурную диаграмму), на которой изображены только контурные линии h для высоты измерения 0,4 мм или больше. Площадь контурной диаграммы (W1×W2) представляет собой единичную площадь для определения первого отношения S1 площадей.
На первой контурной диаграмме площадь области R4, ограниченной контурной линией h4 (площадь SR4 на чертеже обозначена штриховкой), эквивалентна площади поперечного сечения выступа плоскостью, проходящей на высоте измерения 0,4 мм (первая площадь поперечного сечения выступа 17). Число областей R4 (количество N4 областей) на первой контурной диаграмме соответствует числу выступов 17 (числу N1 выступов) на первой контурной диаграмме.
Первое отношение S1 площадей вычисляется как величина суммарной площади областей R4 (SR4×N4), занимающих площади (W1×W2) на контурной диаграмме. То есть первое отношение S1 площадей соответствует отношению первой площади поперечного сечения выступа 17 к единичной площади внешней поверхности 16 гильзы в плоскости, проходящей на высоте измерения 0,4 мм.
Первое отношение S1 площадей получают по следующей формуле.
S1=(SR4×N4)/(W1×W2)×100 [%]
[b] Второе отношение S2 площадей для выступа 17
Фиг.13(В) представляет собой контурную диаграмму (вторую контурную диаграмму), на которой изображены только контурные линии h для высоты измерения 0,2 мм или больше. Площадь контурной диаграммы (W1×W2) представляет собой единичную площадь для определения второго отношения S2 площадей.
На второй контурной диаграмме площадь области R2, ограниченной контурной линией h2 (площадь SR2 на чертеже обозначена штриховкой), эквивалентна площади поперечного сечения выступа плоскостью, проходящей на высоте измерения 0,2 мм (вторая площадь поперечного сечения выступа 17). Число областей R2 (количество N2 областей) на второй контурной диаграмме соответствует числу выступов 17 на второй контурной диаграмме. Площадь второй контурной диаграммы равна площади первой контурной диаграммы. Поэтому число выступов 17 равно числу N1 выступов.
Второе отношение S2 площадей вычисляется как величина суммарной площади областей R2 (SR2×N2), занимающих площади (W1×W2) на контурной диаграмме. То есть второе отношение S2 площадей соответствует отношению второй площади поперечного сечения выступа 17 к единичной площади внешней поверхности 16 гильзы в плоскости, проходящей на высоте измерения 0,2 мм.
Второе отношение S2 площадей получают по следующей формуле.
S2=(SR2×N2)/(W1×W2)×100 [%]
[c] Первая и вторая площади поперечного сечения выступа
Первая площадь SR4 поперечного сечения вычисляется как площадь поперечного сечения выступа 17 в плоскости, проходящей на высоте измерения 0,4 мм, а вторая площадь SR2 поперечного сечения вычисляется как площадь поперечного сечения выступа 17 в плоскости, проходящей на высоте измерения 0,2 мм. Например, при выполнении обработки изображения для контурной диаграммы первую площадь SR4 поперечного сечения для выступа 17 получают путем вычисления площади области R4 на первой контурной диаграмме (Фиг.13(А)), а вторую площадь SR2 поперечного сечения для выступа 17 получают путем вычисления площади области R2 на второй контурной диаграмме (Фиг.13(В)).
[d] Число выступов
Число N1 выступов представляет собой число выступов 17, выполненных на единице площади (1 см2) внешней поверхности 16 гильзы. Например, при выполнении обработки изображения для контурной диаграммы число N1 выступов получают путем вычисления числа областей R4 (количества N4 областей) на первой контурной диаграмме (Фиг.13(А)).
Гильза цилиндра, имеющая первое отношение площадей 10% или больше, сравнивалась с гильзой цилиндра, имеющей первое отношение площадей меньше 10%, с точки зрения степени деформации отверстий в блоке цилиндра. В результате было обнаружено, что степень деформации отверстия цилиндра во второй гильзе была в три раза больше, чем у первой гильзы.
Процент зазоров резко увеличивается, если гильза цилиндра имеет второе отношение площадей, равное 55% или больше. Процент зазоров представляет собой занимаемую зазорами часть площади поперечного сечения в процентах на границе между гильзой цилиндра и блоком цилиндров.
На основе этих результатов видно, что степень сцепления и адгезия между базовым материалом и гильзой цилиндра увеличиваются при использовании в блоке цилиндров гильзы, у которой первое отношение площадей составляет 10% или больше и второе отношение площадей составляет 55% или меньше.
Второе отношение S2 площадей становится равным 55% или меньше, когда верхнее предельное значение первого отношения S1 площадей составляет 50%. Первое отношение S1 площадей становится равным 10% или больше, когда нижнее предельное значение второго отношения S2 площадей составляет 20%.
(Дополнительные варианты реализации изобретения)
В каждом из рассмотренных выше вариантов реализации настоящего изобретения металлическая фаза с высокой температурой плавления представляет собой алюминий или алюминиевый сплав, но может также состоять из меди или медного сплава. Основная металлическая фаза, состоящая из меди или медного сплава, также соответствует металлической фазе с высокой теплопроводностью. Металлическая фаза с низкой температурой плавления представляет собой цинк или цинковый сплав, но может также состоять из олова, сплава олова, свинца, сплава свинца, сурьмы или сплава сурьмы.
В каждом из рассмотренных выше вариантов реализации настоящего изобретения требуется только, чтобы несколько металлических фаз имели, по меньшей мере, два типа температур плавления и чтобы, по меньшей мере, одна из металлических фаз имела температуру плавления ниже, чем у базового материала.
Например, если в каждом из рассмотренных выше вариантов реализации настоящего изобретения имеются два типа температур плавления, то эти две температуры могут быть ниже, чем у базового материала (заливаемого металла). Например, напыленный слой может быть создан из цинка (температура плавления: приблизительно 420°С) и олова (температура плавления: приблизительно 232°С). В этом случае при контакте жидкого металла с напыленным слоем во время литья блока цилиндров в напыленном слое сначала плавится олово, в результате чего жидкий металл проникает в напыленный слой уже смешанным с оловом. Цинк плавится впоследствии, но когда жидкий металл в напыленном слое уже принял вид корней растений. Поэтому при кристаллизации жидкого металла рельеф в виде корней растения в напыленном слое остается неповрежденным. В результате обеспечивается более высокая степень сцепления по сравнению с известным уровнем техники, при котором жидкий металл контактирует только с поверхностным слоем.
В этом случае предпочтительно, чтобы металлическая фаза с высокой температурой плавления имела температуру плавления выше, чем у базового материала (заливаемого металла), чтобы гарантировать получение рельефа в виде корней растения после кристаллизации.
В рассмотренных выше вариантах реализации настоящего изобретения два типа металлических материалов напыляют с использованием одного устройства. Однако можно подготовить несколько устройств напыления, соответствующих каждому металлическому материалу, и эти материалы можно одновременно напылять в одно и то же место на внешней поверхности гильзы для создания напыленного слоя, представляющего собой неоднородный металлический слой.
В каждом из рассмотренных выше вариантов реализации настоящего изобретения напыленный слой образуют два типа металлических фаз. Однако до тех пор, пока существует, по меньшей мере, одна дисперсная металлическая фаза, распределенная по основной металлической фазе, в напыленном слое может быть три или более типов металлических фаз.
Во втором и четвертом вариантах реализации настоящего изобретения для достижения достаточной степени сцепления между основным телом гильзы цилиндра и напыленным слоем, а также между основным телом гильзы цилиндра и блоком цилиндров могут использоваться выступы в форме бутылочного горлышка. В этом случае нет необходимости придавать шероховатость внешней поверхности гильзы.
На контурных диаграммах, показанных на Фиг.12 и 13, выступы 17 могут быть выполнены таким образом, чтобы область R4, ограниченная контурной линией h4, имела изображенный вид для каждого выступа. То есть гильза цилиндра может быть изготовлена таким образом, чтобы каждый выступ 17 был обособлен на высоте измерения 0,4 мм. В этом случае степень сцепления между блоком цилиндров и гильзой цилиндра дополнительно возрастает.
На этапе изготовления задание площади выступа, равной от 0,2 мм2 до 3,0 мм2 на высоте измерения 0,4 мм, препятствует повреждению этого выступа и снижению степени сцепления.
Выступы во втором и четвертом вариантах реализации настоящего изобретения удовлетворяют всем из следующих условий с (а) по (d):
(а) выступы имеют высоту от 0,5 мм до 1,5 мм;
(b) число выступов на 1 см2 внешней поверхности составляет от 5 до 60 штук;
(с) на контурной диаграмме выступов, полученной путем измерения характеристик внешней поверхности в направлении по высоте выступов при помощи оборудования для измерений с использованием трехмерного лазера, первое отношение S1 площадей для области, ограниченной контурной линией, расположенной на высоте 0,4 мм, составляет 10% или больше; и
(d) на контурной диаграмме выступов, полученной путем измерения характеристик внешней поверхности в направлении по высоте выступов при помощи оборудования для измерений с использованием трехмерного лазера, второе отношение S2 площадей для области, ограниченной контурной линией, расположенной на высоте 0,2 мм, составляет 55% или меньше.
В качестве альтернативы выступы могут удовлетворять всем из следующих условий с (а) по (d'):
(а) выступы имеют высоту от 0,5 мм до 1,5 мм;
(b) число выступов на 1 см2 внешней поверхности составляет от 5 до 60 штук;
(с') на контурной диаграмме выступов, полученной путем измерения характеристик внешней поверхности в направлении по высоте выступов при помощи оборудования для измерений с использованием трехмерного лазера, отношение S1 площадей для области, ограниченной контурной линией, расположенной на высоте 0,4 мм, составляет от 10% до 50%; и
(d') на контурной диаграмме выступов, полученной путем измерения характеристик внешней поверхности в направлении по высоте выступов при помощи оборудования для измерений с использованием трехмерного лазера, отношение S2 площадей для области, ограниченной контурной линией, расположенной на высоте 0,2 мм, составляет от 20% до 55%.
Кроме того, может потребоваться, чтобы выступы удовлетворяли только любому одному из следующих условий (а) и (b):
(а) выступы имеют высоту от 0,5 мм до 1,5 мм; и
(b) число выступов на 1 см2 внешней поверхности составляет от 5 до 60 штук.
В этом случае между гильзой цилиндра и блоком цилиндров также обеспечивается высокая степень сцепления.
Выступы могут удовлетворять, по меньшей мере, одному из условий (а) и (b) в сочетании с условиями (с) и (d) либо с условиями (с') и (d'). В этом случае между гильзой цилиндра и блоком цилиндров также обеспечивается высокая степень сцепления.
Специалистам в данной области техники очевидно, что настоящее изобретение может быть реализовано во множестве других конкретных форм, которые не выходят за пределы сущности или объема этого изобретения. Таким образом, представленные примеры и варианты реализации настоящего изобретения должны восприниматься как иллюстративные и не ограничивающие его сущность и объем, и это изобретение не должно ограничиваться изложенными здесь подробностями, но может быть модифицировано в пределах объема пунктов и эквивалентов пунктам приложенной формулы изобретения.
Реферат
Изобретение относится к литейному производству, в частности к изготовлению гильзы блока цилиндров двигателя внутреннего сгорания. На внешней поверхности гильзы выполнено покрытие из неоднородного металлического слоя, содержащего основную металлическую фазу и дисперсные металлические фазы. Во время литья жидкий металл проникает в напыленный слой через дисперсные металлические фазы и кристаллизуется в виде корней растения. На внешней поверхности гильзы выполнено множество выступов в форме бутылочного горлышка, которые удовлетворяют, по меньшей мере, одному из следующих условий: высота выступов составляет от 0,5 мм до 1,5 мм; число выступов на 1 см2 внешней поверхности составляет от 5 до 60. Обеспечивается высокая степень сцепления поверхности блока цилиндров с поверхностью гильзы цилиндра, и достигается высокая теплопроводность. 4 н. и 17 з.п. ф-лы, 17 ил.
Формула
(a) высота выступов составляет от 0,5 до 1,5 мм;
(b) число выступов на 1 см2 внешней поверхности составляет от 5 до 60.
(a) высота выступов составляет от 0,5 до 1,5 мм;
(b) число выступов на 1 см2 внешней поверхности составляет от 5 до 60.
(а) высота выступов составляет от 0,5 до 1,5 мм;
(b) число выступов на 1 см2 внешней поверхности составляет от 5 до 60, при этом на внешнюю поверхность напыляют одновременно несколько типов металлического материала, включая металлический материал с низкой температурой плавления, температура плавления которого ниже, чем у заливаемого металла, и металлический материал с высокой температурой плавления, температура плавления которого выше, чем у упомянутого металлического материала с низкой температурой плавления, и создают неоднородный металлический слой, в котором металлические фазы с низкой температурой плавления, состоящие из упомянутого металлического материала с низкой температурой плавления, диспергированы в металлической фазе с высокой температурой плавления, состоящей из упомянутого металлического материала с высокой температурой плавления.
(a) высота выступов составляет от 0,5 до 1,5 мм;
(b) число выступов на 1 см2 внешней поверхности составляет от 5 до 60, на внешнюю поверхность напыляют одновременно нескольких типов металлического материала, включая металлический материал с низкой температурой плавления, температура плавления которого ниже, чем у заливаемого металла, и металлический материал с высокой температурой плавления, температура плавления которого выше, чем у упомянутого металлического материала с низкой температурой плавления, и создают неоднородный металлический слой, в котором металлические фазы с низкой температурой плавления, состоящие из упомянутого металлического материала с низкой температурой плавления, диспергированы в металлической фазе с высокой температурой плавления, состоящей из упомянутого металлического материала с высокой температурой плавления.
Комментарии