Гильза цилиндра и способ ее производства - RU2373021C2
Код документа: RU2373021C2
Чертежи


















Описание
Область техники
Настоящее изобретение относится к гильзе цилиндра, предназначенной для помещения в отливку и применяемой в блоке цилиндров, а также к способу изготовления гильзы цилиндра.
Уровень техники
В настоящее время блоки цилиндров для двигателей с гильзами цилиндров находят применение на практике. Гильзы цилиндров обычно применяют в блоках цилиндров, выполненных из алюминиевого сплава. В качестве такой гильзы цилиндра, предназначенной для помещения в отливку, известна гильза, которая описана в публикации выложенной заявки на полезную модель Японии №62-52255.
В двигателе повышение температуры цилиндров вызывает тепловое расширение отверстия цилиндра. Кроме того, температура в цилиндре варьируется в осевом направлении. Соответственно степень деформации отверстия цилиндра варьируется в осевом направлении. Такое варьирование степени деформации цилиндра увеличивает трение поршня, что приводит к повышению уровня расхода топлива.
Краткое описание изобретения
Соответственно целью настоящего изобретения является создание гильзы цилиндра и способа ее изготовления, позволяющих подавлять перепад температур в осевом направлении цилиндра и таким образом улучшить интенсивность расхода топлива.
Для достижения перечисленных целей и согласно первому аспекту настоящего изобретения предлагается гильза цилиндра, предназначенная для помещения в отливку и применяемая в блоке цилиндров. Гильза цилиндра имеет наружную круговую поверхность и верхнюю, среднюю и нижнюю части в осевом направлении гильзы цилиндра. На участке наружной круговой поверхности, соответствующем верхней части, образована имеющая высокую теплопроводность пленка, а на участке наружной круговой поверхности, соответствующем нижней части, образована пленка, имеющая низкую теплопроводность. Пленку с высокой теплопроводностью и пленку с низкой теплопроводностью наносят слоями на участке наружной круговой поверхности, соответствующем средней части, образуя таким образом участок со слоистой пленкой.
Согласно второму аспекту настоящего изобретения предлагается гильза цилиндра, предназначенная для помещения в отливку и применяемая в блоке цилиндров. Гильза цилиндра имеет наружную круговую поверхность и верхнюю и нижнюю части в осевом направлении гильзы цилиндра. На наружной круговой поверхности образуют напыленный слой. Напыленный слой проходит непрерывно от верхней части до нижней части. Участок напыленного слоя, который соответствует нижней части, имеет толщину, которая меньше толщины участка напыленного слоя, который соответствует верхней части.
Согласно третьему аспекту настоящего изобретения предлагается способ производства гильзы цилиндра, предназначенной для помещения в отливку и применяемая в блоке цилиндров. Гильза цилиндра имеет наружную круговую поверхность и верхнюю и нижнюю части в осевом направлении гильзы цилиндра. На наружной круговой поверхности образуют напыленный слой. Напыленный слой проходит непрерывно от верхней части до нижней части. Участок напыленного слоя, который соответствует нижней части, имеет толщину, которая меньше толщины участка напыленного слоя, который соответствует верхней части. Способ включает в себя образование напыленного слоя на участке наружной круговой поверхности, который соответствует верхней части, путем использования распылительного устройства, отделенного от напыляемого слоя первым расстоянием, и образование напыленного слоя на участке наружной круговой поверхности, который соответствует нижней части, путем использования распылительного устройства, отделенного от напыляемого слоя вторым расстоянием, которое больше первого расстояния.
Краткое описание чертежей
фиг.1 - схематический вид, иллюстрирующий двигатель, имеющий гильзы цилиндра согласно первому варианту реализации настоящего изобретения;
фиг.2 - вид в перспективе, иллюстрирующий гильзу цилиндра по первому варианту реализации;
фиг.3 - таблица, иллюстрирующая один пример химического состава литейного чугуна, являющегося материалом для изготовления гильзы цилиндра по первому варианту реализации;
фиг.4 - вид в разрезе гильзы цилиндра согласно первому варианту реализации, выполненный в осевом направлении;
фиг.5 - вид в разрезе гильзы цилиндра согласно первому варианту реализации, выполненный в осевом направлении;
фиг.6А - вид в разрезе гильзы цилиндра согласно первому варианту реализации, выполненный в осевом направлении;
фиг.6В - график, иллюстрирующий один пример взаимозависимости между позициями по осевой линии и температурой стенки цилиндра в гильзе цилиндра согласно первому варианту реализации;
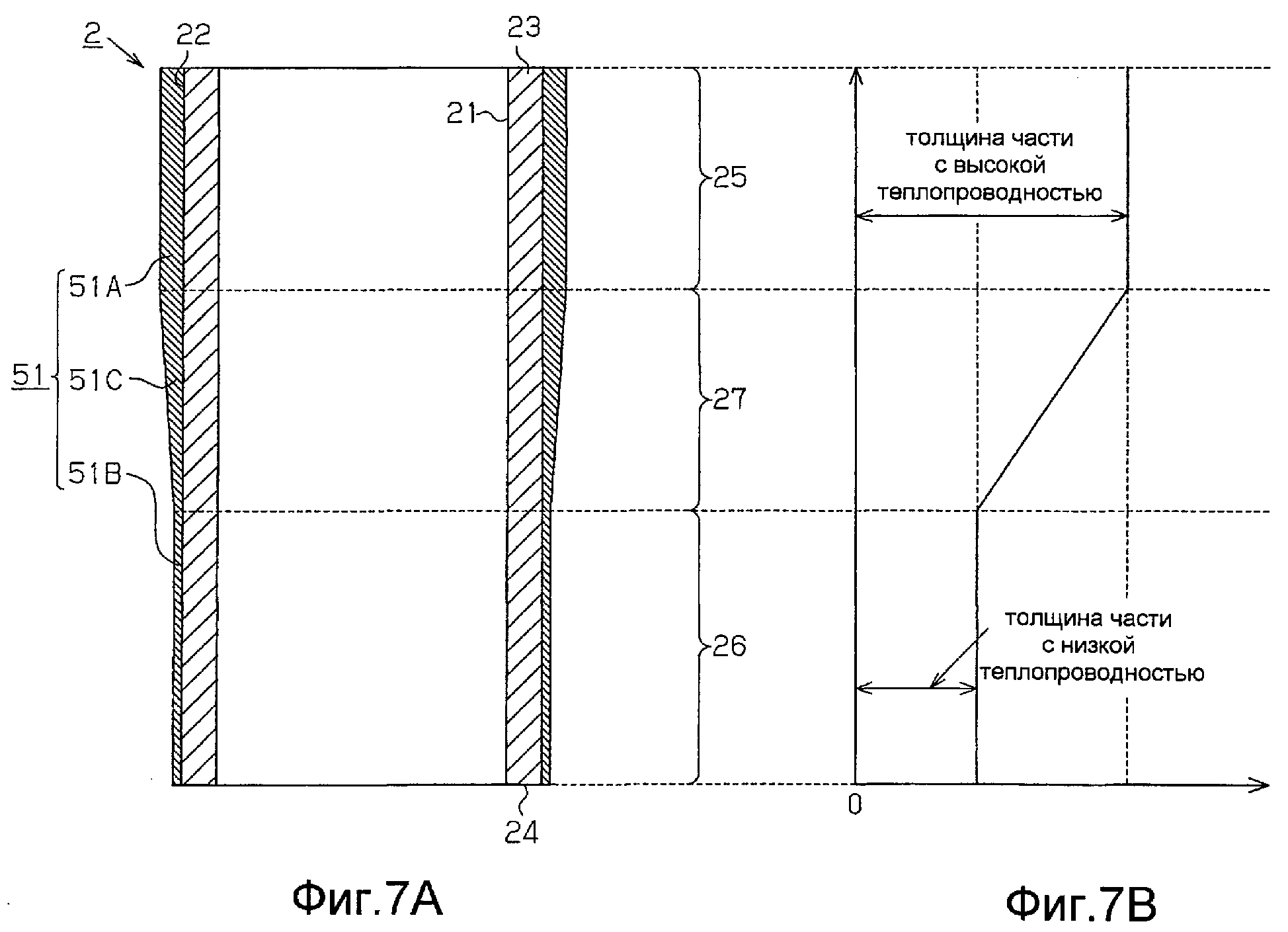
фиг.7А - вид в разрезе гильзы цилиндра, выполненный в осевом направлении, иллюстрирующий гильзу цилиндра согласно второму варианту реализации настоящего изобретения;
фиг.7В - график, иллюстрирующий взаимозависимость между позицией на осевой линии и толщиной пленки;
фиг.8А-8С - схемы, иллюстрирующие один пример процедуры формирования пленки на гильзе цилиндра согласно второму варианту реализации;
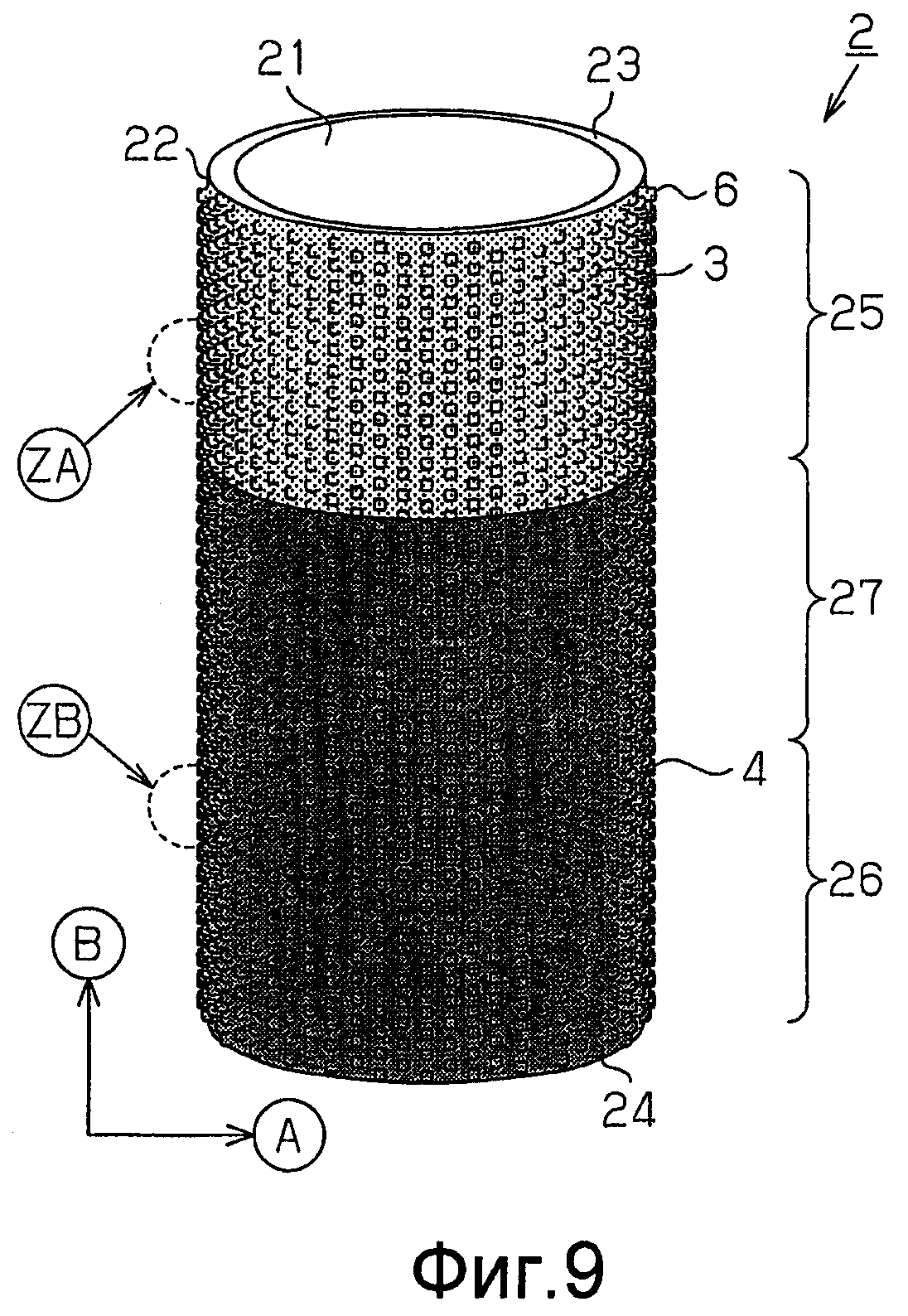
фиг.9 - вид в перспективе, иллюстрирующий один вариант процедуры формирования пленки на гильзе цилиндра согласно третьему варианту реализации настоящего изобретения;
фиг.10 - диаграмма модели, иллюстрирующая выступ, имеющий сжатую форму и выполненный на гильзе цилиндра согласно третьему варианту реализации настоящего изобретения;
фиг.11 - диаграмма модели, иллюстрирующая выступ, имеющий сжатую форму и выполненный на гильзе цилиндра согласно третьему варианту реализации настоящего изобретения;
фиг.12 - вид в увеличенном масштабе в поперечном разрезе гильзы цилиндра согласно третьему варианту реализации, иллюстрирующий круговую часть ZA с фиг.9;
фиг.13 - вид в увеличенном масштабе в поперечном разрезе гильзы цилиндра согласно третьему варианту реализации, иллюстрирующий круговую часть ZB с фиг.9;
фиг.14 - диаграмма технологического процесса, иллюстрирующая операции производства гильзы цилиндра путем центробежного литья;
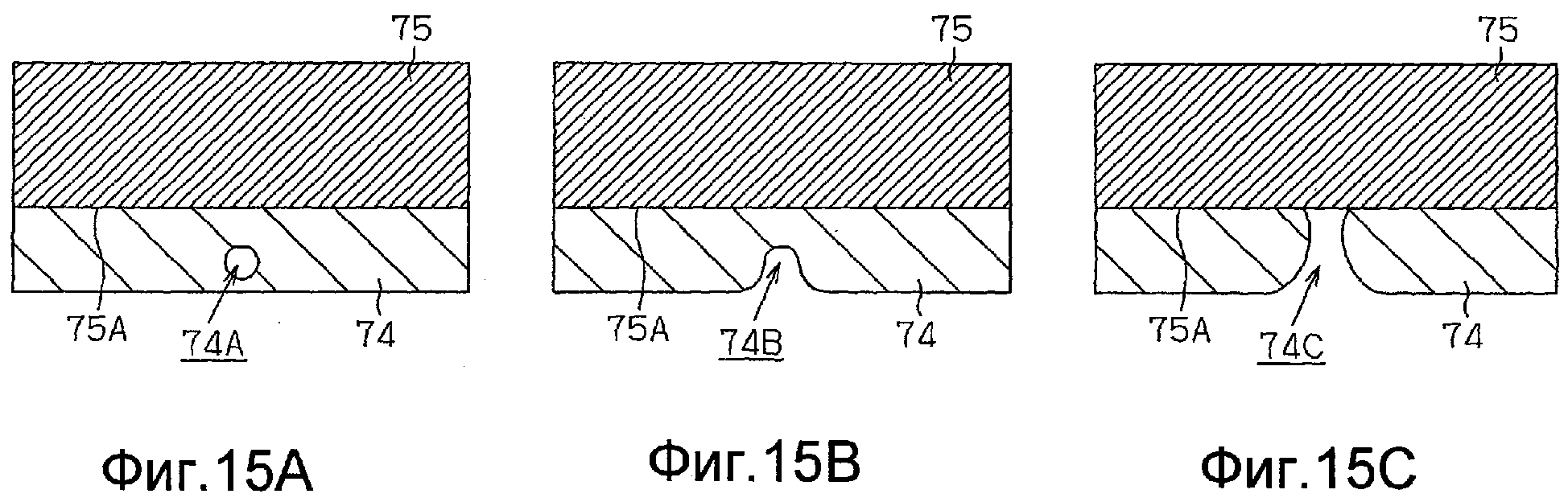
фиг.15А-15С - схемы технологического процесса, иллюстрирующие операции формирования выемки, имеющей сжатую форму в слое литейной краски при производстве гильзы цилиндра путем центробежного литья;
фиг.16А и 16В - схемы, иллюстрирующие один пример процедуры измерения параметров гильзы цилиндра согласно третьему варианту реализации с использованием трехмерного лазера;
фиг.17 - схема, иллюстрирующая контурные линии гильзы цилиндра согласно третьему варианту реализации, полученные путем измерений с использованием трехмерного лазера;
фиг.18 - схема, иллюстрирующая взаимозависимость между измеренной высотой и контурными линиями гильзы цилиндра согласно третьему варианту реализации;
фиг.19 - схема, иллюстрирующая контурные линии гильзы цилиндра согласно третьему варианту реализации, полученные путем измерений с использованием трехмерного лазера; и
фиг.20 - схема, иллюстрирующая контурные линии гильзы цилиндра согласно третьему варианту реализации, полученные путем измерений с использованием трехмерного лазера.
Наилучший способ осуществления изобретения
Далее со ссылкой на фиг.1-6В будет описан первый вариант реализации настоящего изобретения.
Настоящий вариант реализации относится к случаю, когда настоящее изобретение применяется к гильзам цилиндра двигателя, выполненным из алюминиевого сплава.
На фиг.1 показана конструкция всего двигателя 1, имеющего гильзы 2 цилиндра согласно настоящему изобретению.
Двигатель 1 включает в себя блок 11 цилиндров и головку 12 блока цилиндров.
Блок 11 цилиндров включает в себя множество цилиндров 13.
Каждый цилиндр 13 включает в себя гильзу 2 цилиндра.
Внутренняя круговая поверхность каждой гильзы 2 цилиндра (внутренняя круговая поверхность 21 гильзы) образует внутреннюю стенку (внутреннюю стенку 14 цилиндра) соответствующего цилиндра 13 в блоке 11 цилиндров. Каждая внутренняя круговая поверхность 21 гильзы ограничивает канал 15 цилиндра.
Путем помещения в отливку из литейного материала наружная круговая поверхность каждой гильзы 2 цилиндра (наружная круговая поверхность 21 гильзы) приводится в контакт с блоком 11 цилиндров.
В качестве алюминиевого сплава как материала для блока 11 цилиндров может использоваться, например, сплав, описанный в Японском промышленном стандарте (JIS) ADC10 (соответствует стандарту США ASTM A380.0), или сплав, описанный в JIS ADC12 (соответствует стандарту США ASTM A383.0). В настоящем варианте реализации для формирования блока 11 цилиндров используют алюминиевый сплав по ADC 12.
На фиг.2 показан вид в перспективе, иллюстрирующий гильзу 2 цилиндра согласно настоящему изобретению.
Гильза цилиндра выполнена из литейного чугуна.
Химический состав литейного чугуна задан, например, таким, как он показан на фиг.3. В основном компоненты, перечисленные в таблице «Основные компоненты», могут быть выбраны как химический состав литейного чугуна. В случае необходимости к ним могут быть добавлены компоненты, перечисленные в таблице «Дополнительные компоненты».
В настоящем варианте реализации каждая часть гильзы 2 цилиндра обозначается так, как указано ниже.
Верхний конец гильзы 2 цилиндра обозначается как верхний конец 23 гильзы.
Нижний конец гильзы 2 цилиндра обозначается как верхний конец 24 гильзы.
Участок от верхнего конца 23 гильзы до определенной позиции по осевому направлению обозначается как верхняя часть 25 гильзы.
Участок от нижнего конца 24 гильзы до определенной позиции по осевому направлению обозначается как нижняя часть 26 гильзы.
Участок между верхней частью 25 гильзы и нижней частью 26 гильзы обозначается как средняя часть 27 гильзы.
Верхний конец 23 гильзы является концом гильзы 2 цилиндра, который располагается в камере сгорания двигателя 1. Нижний конец 24 гильзы является концом гильзы 2 цилиндра, который располагается в части, противоположной камере сгорания двигателя 1.
На фиг.4 показан вид в разрезе гильзы 2 цилиндра в осевом направлении.
В гильзе 2 цилиндра на наружной круговой поверхности 22 гильзы образованы пленка 3 с высокой теплопроводностью и пленка 4 с низкой теплопроводностью.
Пленка 3 с высокой теплопроводностью выполнена из материала, который повышает теплопроводность между блоком цилиндра 11 и гильзой 2 цилиндра по сравнению с вариантом, при котором такая пленка не образуется. Материал и способ формирования пленки 3 с высокой теплопроводностью будут рассмотрены ниже.
Пленка 4 с низкой теплопроводностью выполнена из материала, который уменьшает теплопроводность между блоком цилиндра 11 и гильзой 2 цилиндра по сравнению с вариантом, при котором такая пленка не образуется. Материал и способ формирования пленки 4 с низкой теплопроводностью будут рассмотрены ниже.
Пленка 3 с высокой теплопроводностью и пленка 4 с низкой теплопроводностью имеют конфигурацию, показанную ниже.
Пленка 3 с высокой теплопроводностью формируется на наружной круговой поверхности 22 гильзы, соответствующей верхней части 25 гильзы и средней части 27 гильзы. То есть пленка 3 с высокой теплопроводностью формируется на участке по направлению от верхнего конца 23 гильзы к нижней части 26 гильзы.
Пленка 3 с высокой теплопроводностью включает в себя базовую часть 31 пленки, расположенную на верхней части 25 гильзы и наклонную часть 32 пленки, расположенную на средней части 27 гильзы.
Базовая часть 31 пленки и наклонная часть 32 пленки выполнены в виде непрерывной пленки.
Базовая часть 31 пленки выполнена с, по существу, постоянной толщиной. С другой стороны, наклонная часть 32 пленки выполнена так, что ее толщина постепенно уменьшается по направлению от верхнего конца 23 гильзы по направлению к нижнему концу 24 гильзы.
Пленка 4 с низкой теплопроводностью формируется на наружной круговой поверхности 22 гильзы, соответствующей нижней части 26 гильзы и средней части 27 гильзы. То есть пленка 4 с низкой теплопроводностью формируется на участке по направлению от нижнего конца 24 гильзы к верхней части 26 гильзы.
Пленка 4 с низкой теплопроводностью включает в себя базовую часть 41 пленки, расположенную на нижней части 26 гильзы, и наклонную часть 42 пленки, расположенную на средней части 27 гильзы.
Базовая часть 41 пленки и наклонная часть 42 пленки выполнены в виде непрерывной пленки.
Базовая часть 41 пленки выполнена с, по существу, постоянной толщиной. С другой стороны, наклонная часть 42 пленки выполнена так, что ее толщина постепенно уменьшается по направлению от нижнего конца 24 гильзы по направлению к верхнему концу 23 гильзы.
Участок 30 со слоистой пленкой формируют на наружной круговой поверхности 22 гильзы средней части 27 гильзы 2 цилиндра. Участок 30 со слоистой пленкой формируют путем нанесения слоями пленки 3 с высокой теплопроводностью и пленки 4 с низкой теплопроводностью. На участке 30 со слоистой пленкой пленку 3 с высокой теплопроводностью наносят на наружную круговую поверхность 22 гильзы, а пленку 4 с низкой теплопроводностью наносят на пленку 3 с высокой теплопроводностью.
В гильзе 2 цилиндра согласно настоящему варианту реализации участок 30 со слоистой пленкой конфигурирован так, как описано выше. Однако взаимозависимость между пленкой 3 с высокой теплопроводностью и пленкой 4 с низкой теплопроводностью на участке 30 со слоистой пленкой может быть изменена так, как показано на фиг.5. То есть участок 30 со слоистой пленкой может быть конфигурирован таким образом, что пленку 4 с низкой теплопроводностью наносят на наружную круговую поверхность 22 гильзы, а пленку 3 с высокой теплопроводностью наносят на пленку 4 с низкой теплопроводностью.
Далее будет описано нанесение на гильзу 2 цилиндра пленки 3 с высокой теплопроводностью и пленки 4 с низкой теплопроводностью (расположение и толщина пленок).
1. Расположение пленок
Положение пленки 3 с высокой теплопроводностью и пленки 4 с низкой теплопроводностью будет описано со ссылкой на фиг.6А и 6В. На фиг.6А показан разрез цилиндрической гильзы 2 в осевом направлении. На фиг.6В показан пример изменения температуры в цилиндре в осевом направлении (температура TW стенки цилиндра) при обычном рабочем состоянии двигателя. После этого гильза 2 цилиндра, с которой удалены пленка 3 с высокой теплопроводностью и пленка 4 с низкой теплопроводностью, будет обозначаться как эталонная гильза цилиндра. Двигатель с эталонной гильзой цилиндра будет обозначаться как эталонный двигатель.
В этом варианте реализации положение пленки 3 с высокой теплопроводностью и пленки 4 с низкой теплопроводностью определяют, основываясь на температуре TW стенок цилиндра в эталонном двигателе.
Будет описано изменение температуры TW стенок цилиндра. На фиг.6В сплошная линия представляет температуру стенок цилиндра TW эталонного двигателя, а пунктирная линия представляет температуру TW стенок цилиндра двигателя 1 согласно настоящему варианту реализации. Далее более высокую температуру TW стенок цилиндра обозначают как максимальную температуру TW стенок цилиндра, а самую низкую температуру стенок цилиндра TW эталонного двигателя обозначают как минимальную температуру TW стенок цилиндра.
В эталонном двигателе температура стенок цилиндра TW изменяется следующим образом:
(А) На участке от нижнего конца 24 гильзы до средней части 27 гильзы температура стенок цилиндра TW постепенно возрастает от нижнего конца 24 гильзы до средней части 27 гильзы за счет небольшого воздействия газообразных продуктов сгорания. Рядом с нижним концом 24 гильзы температура стенок цилиндра TW является минимальной температурой TWL1 стенок цилиндра.
(В) На участке от средней части 27 гильзы до верхнего конца 23 гильзы температура TW стенок цилиндра резко возрастает за счет большого воздействия газообразных продуктов сгорания. Рядом с верхним концом 23 гильзы температура TW стенок цилиндра является максимальной температурой TWH1 стенок цилиндра.
В двигателях внутреннего сгорания, включая описанный выше эталонный двигатель, повышение температуры стенок цилиндра TW вызывает тепловое расширение каналов цилиндра. С другой стороны, поскольку температура стенок цилиндра TW варьируется в осевом направлении, в осевом направлении варьируется степень деформации канала цилиндра. Такое варьирование степени деформации цилиндра увеличивает трение поршня, что приводит к повышению уровня расхода топлива.
Таким образом в каждой гильзе 2 цилиндра согласно настоящему варианту реализации пленку 4 с низкой теплопроводностью наносят на наружную круговую поверхность 22 гильзы в нижней части 26 гильзы, в то время как пленку 3 с высокой теплопроводностью наносят на наружную круговую поверхность 22 гильзы в верхней части 25 гильзы. Такая конфигурация уменьшает разницу между максимальной температурой TWH стенок цилиндра и минимальной температурой TWL стенок цилиндра (разность температуры ∆TW стенок цилиндра).
В двигателе 1 согласно настоящему варианту реализации пленка 3 с высокой теплопроводностью повышает теплопроводность между блоком 11 цилиндров и верхней частью 25 гильзы. Соответственно понижается температура TW стенок цилиндра в верхней части 25 гильзы. Из-за этого максимальная температура TWH стенок цилиндра становится максимальной температурой TWH2 стенок цилиндра, которая ниже максимальной температуры TWH1 стенок цилиндра.
В двигателе 1 пленка 4 с низкой теплопроводностью снижает теплопроводность между блоком 11 цилиндров и нижней частью 26 гильзы. Соответственно повышается температура TW стенок цилиндра в нижней части 26 гильзы. Из-за этого минимальная температура TWL стенок цилиндра становится минимальной температурой TWH2 стенок цилиндра, которая выше минимальной температуры TWL1 стенок цилиндра.
Таким образом, в двигателе 1 уменьшается разница между максимальной температурой TWH стенок цилиндра и минимальной температурой TWL стенок цилиндра (разность температуры ∆TW стенок цилиндра). Соответственно уменьшается варьирование деформации каждого канала 15 цилиндра в осевом направлении цилиндра (выравнивается степень деформации). Это уменьшает трение и, таким образом, снижает уровень расхода топлива. Кроме того, участок 30 со слоистой пленкой сглаживает резкие изменения температуры TW стенок цилиндра в средней части 27 гильзы. Это дополнительно способствует надежному выравниванию деформации канала 15 цилиндра.
Граница между верхней частью 25 гильзы и средней частью 27 гильзы (температурная граница стенок 28) может быть определена на основании температуры TW стенок цилиндра эталонного двигателя. С другой стороны, обнаружено, что во многих случаях длина верхней части 25 гильзы (расстояние от верхнего конца 23 гильзы до температурной границы стенок 28) составляет от одной трети до одной четверти от всей длины гильзы 2 цилиндра (длина от верхнего конца 23 гильзы до нижнего конца 24 гильзы). Поэтому при определении расположения с высокой теплопроводностью пленки 3 диапазон от одной трети до одной четверти от верхнего конца 23 гильзы ко всей длине гильзы может рассматриваться как верхняя часть 25 гильзы без точного определения расположения температурной границы стенок 28.
2. Толщина пленок
Далее будет описан выбор толщины пленки 3 с высокой теплопроводностью и пленки 4 с низкой теплопроводностью.
В гильзе 2 цилиндра толщина базовой части 31 пленки 3 с высокой теплопроводностью и толщина базовой части 41 пленки 4 с низкой теплопроводностью, по существу, равны между собой. Кроме того, толщина участка 30 со слоистой пленкой, по существу, равна толщине базовой части 31 пленки 3 с высокой теплопроводностью и толщине базовой части 41 пленки 4 с низкой теплопроводностью. Таким образом, толщина базовой части 31 пленки 3 с высокой теплопроводностью и толщина базовой части 41 пленки 4 с низкой теплопроводностью определяются таким образом, что от верхнего конца 23 гильзы до нижнего конца 24 гильзы образуется пленка, имеющая, по существу, постоянную толщину.
В качестве материала для пленки 3 с высокой теплопроводностью может быть использован материал, отвечающий, по меньшей мере, одному из следующих условий (А) и (Б).
(А) Материал, у которого температура плавления ниже или равна температуре литого металла литейного материала (эталонной температуре ТС литого металла), или материала, содержащего такой материал. Более конкретно эталонная температура ТС литого металла может быть описана следующим образом. То есть эталонная температура ТС литого металла относится к температуре литого металла блока 11 цилиндров в то время, когда литейный материал заливают в форму для получения отливки, предназначенной для помещения в нее гильз 2 цилиндра.
(Б) Материал, который может быть скреплен металлургическими средствами с литейным материалом блока 11 цилиндров, или материал, который содержит такой материал.
В качестве способа нанесения пленки 3 с высокой теплопроводностью может быть использован любой из перечисленных способов:
1 - напыление;
2 - дробеструйное нанесение покрытий; и
3 - плакирование.
Далее приведены основные примеры пленки 3 с высокой теплопроводностью.
[1] Первая конфигурация пленки с высокой теплопроводностью
В гильзе 2 цилиндра слой, полученный путем напыления, может рассматриваться как пленка 3 с высокой теплопроводностью. В качестве материала для напыленного слоя могут использоваться, главным образом, алюминий, алюминиевый сплав, медь или медный сплав.
В случае, когда пленка 3 с высокой теплопроводностью образуется напыленным слоем алюминиевого сплава (сплав Al-Si), блок 11 цилиндров и гильза 2 цилиндра скрепляются между собой следующим образом.
Что касается ситуации со скреплением верхней части 25 гильзы и пленки 3 с высокой теплопроводностью, то, поскольку пленка 3 с высокой теплопроводностью наносится путем напыления, верхняя часть 25 гильзы и пленка 3 с высокой теплопроводностью механически скрепляются между собой при достаточном сцеплении и прочности скрепления. Сцепление верхней части 25 гильзы и пленки 3 с высокой теплопроводностью выше, чем сцепление блока цилиндров и эталонной гильзы цилиндра в эталонном двигателе.
Что касается ситуации со скреплением блока 11 цилиндров и пленки 3 с высокой теплопроводностью, то пленка 3 с высокой теплопроводностью формируется из сплава Al-Si, у которого температура плавления ниже эталонной температуры плавления ТС литого металла и который обладает высокой смачиваемостью с литейным материалом блока 11 цилиндров. Таким образом, блок 11 цилиндров и пленка 3 с высокой теплопроводностью механически скрепляются между собой при достаточном сцеплении и прочности скрепления. Сцепление блока 11 цилиндров и пленки 3 с высокой теплопроводностью выше, чем сцепление блока цилиндров и эталонной гильзы цилиндра в эталонном двигателе.
Поскольку блок 11 цилиндров и верхняя часть 25 гильзы скреплены между собой в таком состоянии, в двигателе 1 достигаются следующие преимущества.
[A] Поскольку пленка 3 с высокой теплопроводностью обеспечивает сцепление между блоком 11 цилиндров и верхней частью 25 гильзы, теплопроводность между блоком цилиндров и верхней частью 25 гильзы возрастает.
[B] Поскольку пленка 3 с высокой теплопроводностью обеспечивает прочность скрепления блока 11 цилиндров и верхней части 25 гильзы, подавляется шелушение блока 11 цилиндров и верхней части 25 гильзы. Поэтому даже при расширении канала 15 цилиндра сцепление блока 11 цилиндров и верхней части 25 гильзы сохраняется. Это препятствует уменьшению теплопроводности.
Кроме того, когда описанная выше конфигурация применяется к пленке 3 с высокой теплопроводностью, достигаются следующие преимущества.
[C] Поскольку пленка 3 с высокой теплопроводностью получается путем напыления сплава Al-Si, уменьшается разница между степенью расширения блока 11 цилиндров и степенью расширения пленки 3 с высокой теплопроводностью. Таким образом, при расширении канала 15 цилиндра обеспечивается сцепление между блоком 11 цилиндров и гильзой 2 цилиндра.
[D] Поскольку используется сплав Al-Si, обладающий хорошей смачиваемостью с литейным материалом блока 11 цилиндров, дополнительно возрастают сцепление и прочность скрепления блока 11 цилиндров и пленки 3 с высокой теплопроводностью.
В двигателе 1, по мере того как ослабевает сцепление между блоком 11 цилиндров и пленкой 3 с высокой теплопроводностью и сцепление между верхней частью 25 гильзы и пленкой 3 с высокой теплопроводностью, увеличивается величина зазора между этими компонентами. Соответственно уменьшается теплопроводность между блоком 11 цилиндров и верхней частью 25 гильзы. По мере того как ослабевает прочность скрепления между блоком 11 цилиндров и пленкой 3 с высокой теплопроводностью и прочность скрепления между верхней частью 25 гильзы и пленкой 3 с высокой теплопроводностью, повышается вероятность шелушения между этими компонентами. Поэтому при расширении канала 15 цилиндра уменьшается сцепление между блоком 11 цилиндров и верхней частью 25 гильзы.
Полагают, что, в случае когда температура плавления пленки 3 с высокой теплопроводностью ниже или равна эталонной температуре ТС плавления литого металла, пленка 3 с высокой теплопроводностью плавится и скрепляется металлургическими средствами с литейным материалом при производстве блока 11 цилиндров. Однако согласно результатам испытаний было подтверждено, что блок 11 цилиндров, описанный выше, был механически скреплен с пленкой с высокой теплопроводностью. Далее были обнаружены части, скрепленные металлургическими средствами. Однако блок 11 цилиндров и пленка 3 с высокой теплопроводностью были скреплены, главным образом, механическим путем.
В ходе испытаний также было обнаружено следующее, а именно: даже если литейный материал и пленка 3 с высокой теплопроводностью не были скреплены металлургическими средствами (или только частично скреплены металлургическим путем), сцепление и прочность скрепления блока 11 цилиндров и верхней части 25 гильзы повышались, пока пленка 3 с высокой теплопроводностью имела температуру плавления, ниже или равную эталонной температуре ТС плавления литого металла. Хотя этот механизм не был в точности разъяснен, полагают, что скорость затвердевания литейного материала уменьшается из-за того, что тепло литейного материала недостаточно плавно отводится пленкой 3 с высокой теплопроводностью.
[2] Вторая конфигурация с высокой теплопроводностью пленки
В гильзе 2 цилиндра слой, полученный способом дробеструйного нанесения покрытий (дробеструйным способом), может рассматриваться как пленка 3 с высокой теплопроводностью. В качестве материала для слоя, нанесенного дробеструйным способом, могут использоваться, главным образом, алюминий, алюминиевый сплав, медь и цинк.
В случае, когда пленка 3 с высокой теплопроводностью образуется нанесенным дробеструйным способом слоем алюминия, блок 11 цилиндров и гильза 2 цилиндра скрепляются между собой следующим образом.
Что касается ситуации со скреплением верхней части 25 гильзы и пленки 3 с высокой теплопроводностью, то, поскольку пленка 3 с высокой теплопроводностью наносится дробеструйным способом, верхняя часть 25 гильзы и пленка 3 с высокой теплопроводностью механически и металлургическими средствами скрепляются между собой при достаточном сцеплении и прочности скрепления. То есть верхняя часть 25 гильзы и пленка 3 с высокой теплопроводностью скрепляются между собой в состоянии, когда механически скрепленные части и скрепленные металлургическими средствами части смешаны. Сцепление верхней части 25 гильзы и пленки 3 с высокой теплопроводностью выше, чем сцепление блока цилиндров и эталонной гильзы цилиндра в эталонном двигателе.
Что касается ситуации со скреплением блока 11 цилиндров и пленки 3 с высокой теплопроводностью, то пленка 3 с высокой теплопроводностью формируется из алюминия, у которого температура плавления ниже эталонной температуры ТС плавления литого металла и который обладает высокой смачиваемостью с литейным материалом блока 11 цилиндров. Таким образом, блок 11 цилиндров и пленка 3 с высокой теплопроводностью механически скрепляются между собой при достаточном сцеплении и прочности скрепления. Сцепление блока 11 цилиндров и пленки 3 с высокой теплопроводностью выше, чем сцепление блока цилиндров и эталонной гильзы цилиндра в эталонном двигателе.
Поскольку блок 11 цилиндров и верхняя часть 25 гильзы скреплены между собой в таком состоянии, в двигателе 1 достигаются преимущества [A] и [B] из раскрытой ранее «[1] первой конфигурации с высокой теплопроводностью пленки». Что касается механического соединения между блоком 11 цилиндров и пленкой 3 с высокой теплопроводностью, то здесь могут быть применены те же объяснения, что и для «[1] первой конфигурации с высокой теплопроводностью пленки».
Кроме того, когда описанная выше конфигурация применяется к пленке 3 с высокой теплопроводностью, достигаются следующие преимущества.
[C] При использовании дробеструйного способа пленка 3 с высокой теплопроводностью формируется без плавления материала покрытия. Поэтому пленка 3 с высокой теплопроводностью не содержит оксидов. Следовательно, предотвращается ухудшение теплопроводности пленки 3 с высокой теплопроводностью из-за окисления.
[3] Третья конфигурация с высокой теплопроводностью пленки
В гильзе 2 цилиндра слой, полученный способом плакирования, может рассматриваться как пленка 3 с высокой теплопроводностью. В качестве материала для слоя, нанесенного дробеструйным способом, могут использоваться, главным образом, алюминий, алюминиевый сплав, медь или сплав меди.
В случае, когда пленка 3 с высокой теплопроводностью образуется нанесенным способом плакирования слоем сплава меди, блок 11 цилиндров и гильза 2 цилиндра скрепляются между собой следующим образом. Часть 30 со слоистой пленкой конфигурирована так, как показано на фиг.5.
Что касается ситуации со скреплением верхней части 25 гильзы и пленки 3 с высокой теплопроводностью, то, поскольку пленка 3 с высокой теплопроводностью наносится способом плакирования, верхняя часть 25 гильзы и пленка 3 с высокой теплопроводностью механически скрепляются между собой при достаточном сцеплении и прочности скрепления. Сцепление верхней части 25 гильзы и пленки 3 с высокой теплопроводностью выше, чем сцепление блока цилиндров и эталонной гильзы цилиндра в эталонном двигателе.
Что касается ситуации со скреплением блока 11 цилиндров и пленки 3 с высокой теплопроводностью, то пленка 3 с высокой теплопроводностью формируется из медного сплава, у которого температура плавления ниже эталонной температуры ТС плавления литого металла. Однако блок 11 цилиндров и пленка 3 с высокой теплопроводностью скрепляются между собой металлургическими средствами при достаточном сцеплении и прочности скрепления. Сцепление блока 11 цилиндров и пленки 3 с высокой теплопроводностью выше, чем сцепление блока цилиндров и эталонной гильзы цилиндра в эталонном двигателе.
Поскольку блок 11 цилиндров и верхняя часть 25 гильзы скреплены между собой в таком состоянии, в двигателе 1 достигаются преимущества [A] и [B] из раскрытой выше «[1] первой конфигурации с высокой теплопроводностью пленки».
Кроме того, когда описанная выше конфигурация применяется к пленке 3 с высокой теплопроводностью, достигаются следующие преимущества.
[C] Поскольку блок 11 цилиндров и пленка 3 с высокой теплопроводностью скрепляются между собой металлургическими средствами, сцепление и прочность скрепления между блоком 11 цилиндров и верхней частью 25 гильзы дополнительно возрастают.
[D] Поскольку пленка 3 с высокой теплопроводностью сформирована из медного сплава, обладающего более высокой теплопроводностью, чем блок 11 цилиндров, дополнительно возрастает теплопроводность между блоком 11 цилиндров и верхней частью 25 гильзы.
Относительно скрепления блока 11 цилиндров и пленки 3 с высокой теплопроводностью полагают, что пленка 3 с высокой теплопроводностью должна в основе своей формироваться из металла, который имеет температуру плавления, равную или меньшую эталонной температуры ТС плавления литого металла. Однако, согласно результатам испытаний, даже в том случае, когда пленка 3 с высокой теплопроводностью выполнена из металла с температурой плавления выше эталонной температуры ТС плавления литого металла, в некоторых случаях блок 11 цилиндров и пленка 3 с высокой теплопроводностью скрепляются между собой металлургическими средствами.
В качестве материала пленки 4 с низкой теплопроводностью может быть использован материал, отвечающий, по меньшей мере, одному из следующих условий (А) и (В):
(А) Материал, который уменьшает сцепление блока 11 цилиндров с литейным материалом, или материал, который содержит такой материал.
(В) Материал, теплопроводность которого ниже, чем у, по меньшей мере, одного из таких элементов, как блок 11 цилиндров и гильза 2 цилиндра, или материал, который содержит такой материал.
В качестве способа нанесения пленки 4 с низкой теплопроводностью может быть применен любой из следующих способов:
1 - напыление;
2 - окрашивание;
3 - нанесение покрытия на основе смолы; и
4 - обработка с химической конверсией.
Далее приведены основные примеры с низкой теплопроводностью пленки 4.
[1] Первая конфигурация с низкой теплопроводностью пленки
В гильзе 2 цилиндра слой, полученный путем напыления, может рассматриваться как пленка 4 с низкой теплопроводностью. В качестве материала для напыленного слоя могут использоваться, главным образом, керамические материалы, такие как оксид алюминия и двуокись циркония. С другой стороны, пленка 4 с низкой теплопроводностью может быть образована напыленным слоем материала на основе железа, который включает в себя оксиды и ряд пор.
В случае, когда пленка 4 с низкой теплопроводностью образована напыленным слоем оксида алюминия, блок 11 цилиндров и гильза 2 цилиндра скрепляются между собой следующим образом.
Что касается ситуации со скреплением блока 11 цилиндров и пленки 4 с низкой теплопроводностью, то, поскольку пленка 4 с низкой теплопроводностью выполнена из оксида алюминия, который обладает меньшей теплопроводностью, чем блок 11 цилиндров, блок 11 цилиндров и пленка 4 с низкой теплопроводностью скрепляются между собой механически при состоянии низкой теплопроводности.
В двигателе 1, благодаря тому, что блок 11 цилиндров и нижняя часть 26 гильзы скреплены между собой в этом состоянии, достигаются следующие преимущества. Так, поскольку пленка 4 с низкой теплопроводностью уменьшает теплопроводность между блоком 11 цилиндров и нижней частью 26 гильзы, температура TW стенок цилиндра в нижней части 26 гильзы повышается.
[2] Вторая конфигурация пленки с низкой теплопроводностью
В гильзе 2 цилиндра в качестве пленки 4 с низкой теплопроводностью может быть использован слой смазки для пресс-формы, нанесенный путем окрашивания. В качестве смазки для пресс-формы могут быть использованы следующие вещества.
Смазка для пресс-форм, полученная путем смешивания вермикулита, хитазола и жидкого стекла.
Смазка для пресс-форм, полученная путем смешивания жидкого материала, основным компонентом которого является кремний, и жидкого стекла.
В случае, когда пленка 4 с низкой теплопроводностью образована слоем смазки для пресс-форм, блок 11 цилиндров и гильза 2 цилиндра скрепляются между собой следующим образом.
Что касается ситуации со скреплением блока 11 цилиндров и пленки 4 с низкой теплопроводностью, то, поскольку пленка 4 с низкой теплопроводностью выполнена из смазки для пресс-форм, обладающей слабым сцеплением с блоком 11 цилиндров, блок 11 цилиндров и пленка 4 с низкой теплопроводностью скрепляются между собой с зазорами.
В двигателе 1, благодаря тому, что блок 11 цилиндров и нижняя часть 26 гильзы скреплены между собой в этом состоянии, достигаются следующие преимущества. Так, поскольку зазоры уменьшают теплопроводность между блоком 11 цилиндров и нижней частью 26 гильзы, температура TW стенок цилиндра в нижней части 26 гильзы повышается. Кроме того, может использоваться смазка для пресс-форм, которую применяют во время изготовления блока 11 цилиндров, или же материал для такой смазки для пресс-форм. Таким образом, сокращаются количество производственных операций и издержки производства.
[3] Третья конфигурация пленки с низкой теплопроводностью
В гильзе 2 цилиндра в качестве пленки 4 с низкой теплопроводностью может быть использована формовочная краска для центробежного литья, нанесенная путем окрашивания. В качестве формовочной краски могут быть использованы следующие вещества:
формовочная краска, которая содержит в качестве основного компонента диатомовую землю; и
формовочная краска, которая содержит в качестве основного компонента графит.
В случае, когда пленка 4 с низкой теплопроводностью образована слоем формовочной краски, блок 11 цилиндров и гильза 2 цилиндра скрепляются между собой следующим образом.
Что касается ситуации со скреплением блока 11 цилиндров и пленки 4 с низкой теплопроводностью, то, поскольку пленка 4 с низкой теплопроводностью выполнена из формовочной краски, обладающей слабым сцеплением с блоком 11 цилиндров, блок 11 цилиндров и пленка 4 с низкой теплопроводностью скрепляются между собой с зазорами.
В двигателе 1, благодаря тому, что блок 11 цилиндров и нижняя часть 26 гильзы скреплены между собой в этом состоянии, достигаются следующие преимущества. Так, поскольку зазоры уменьшают теплопроводность между блоком 11 цилиндров и нижней частью 26 гильзы, температура TW стенок цилиндра в нижней части 26 гильзы повышается. Кроме того, может использоваться формовочная краска для центробежного литья, которую применяют во время изготовления гильзы 2 цилиндра, или же материал для такой формовочной краски. Таким образом, сокращаются количество производственных операций и издержки производства.
[4] Четвертая конфигурация пленки с низкой теплопроводностью
В гильзе 2 цилиндра в качестве с низкой теплопроводностью пленки 4 может быть использована металлизированная краска для центробежного литья, нанесенная путем окрашивания.
В случае, когда пленка 4 с низкой теплопроводностью образована слоем металлизированной краски, блок 11 цилиндров и гильза 2 цилиндра скрепляются между собой следующим образом.
Что касается ситуации со скреплением блока 11 цилиндров и пленки 4 с низкой теплопроводностью, то, поскольку пленка 4 с низкой теплопроводностью выполнена из металлизированной краски, обладающей слабым сцеплением с блоком 11 цилиндров, блок 11 цилиндров и пленка 4 с низкой теплопроводностью скрепляются между собой с зазорами.
В двигателе 1, благодаря тому, что блок 11 цилиндров и нижняя часть 26 гильзы скреплены между собой в этом состоянии, достигаются следующие преимущества. Так, поскольку зазоры уменьшают теплопроводность между блоком 11 цилиндров и нижней частью 26 гильзы, температура TW стенок цилиндра в нижней части 26 гильзы повышается.
[5] Пятая конфигурация пленки с низкой теплопроводностью
В гильзе 2 цилиндра в качестве пленки 4 с низкой теплопроводностью может быть использован слой вещества, обладающего слабым сцеплением, нанесенный путем окрашивания. В качестве вещества, обладающего слабым сцеплением, могут быть использованы следующие вещества:
вещества, обладающие слабым сцеплением, полученные путем смешивания графита, жидкого стекла и воды; и
вещества, обладающие слабым сцеплением, полученные путем смешивания нитрида бора и жидкого стекла.
В случае, когда пленка 4 с низкой теплопроводностью образована слоем вещества, обладающего слабым сцеплением, блок 11 цилиндров и гильза 2 цилиндра скрепляются между собой следующим образом.
Что касается ситуации со скреплением блока 11 цилиндров и пленки 4 с низкой теплопроводностью, то, поскольку пленка 4 с низкой теплопроводностью выполнена из вещества, имеющего слабое сцепление с блоком 11 цилиндров, блок 11 цилиндров и пленка 4 с низкой теплопроводностью скрепляются между собой с зазорами.
В двигателе 1, благодаря тому, что блок 11 цилиндров и нижняя часть 26 гильзы скреплены между собой в этом состоянии, достигаются следующие преимущества. Так, поскольку зазоры уменьшают теплопроводность между блоком 11 цилиндров и нижней частью 26 гильзы, температура TW стенок цилиндра в нижней части 26 гильзы повышается.
[6] Шестая конфигурация пленки с низкой теплопроводностью
В гильзе 2 цилиндра в качестве пленки 4 с низкой теплопроводностью может быть использован слой жаропрочной смолы, образуемый покрытием на основе смолы.
В случае, когда пленка 4 с низкой теплопроводностью образована слоем жаропрочной смолы, блок 11 цилиндров и гильза 2 цилиндра скрепляются между собой следующим образом.
Что касается ситуации со скреплением блока 11 цилиндров и пленки 4 с низкой теплопроводностью, то, поскольку пленка 4 с низкой теплопроводностью выполнена из жаропрочной смолы, обладающей слабым сцеплением с блоком 11 цилиндров, блок 11 цилиндров и пленка 4 с низкой теплопроводностью скрепляются между собой с зазорами.
В двигателе 1, благодаря тому, что блок 11 цилиндров и нижняя часть 26 гильзы скреплены между собой в этом состоянии, достигаются следующие преимущества. Так, поскольку зазоры уменьшают теплопроводность между блоком 11 цилиндров и нижней частью 26 гильзы, температура TW стенок цилиндра в нижней части 26 гильзы повышается.
[7] Седьмая конфигурация пленки с низкой теплопроводностью
В гильзе 2 цилиндра в качестве пленки 4 с низкой теплопроводностью может быть использован слой обработки напылением с химической конверсией. В качестве слоя обработки с химической конверсией могут быть получены следующие слои:
слой обработки с химической конверсией из фосфата; и
слой обработки с химической конверсией из оксида одновременно двух- и трехвалентного железа.
В случае, когда пленка 4 с низкой теплопроводностью образована слоем обработки с химической конверсией, блок 11 цилиндров и гильза 2 цилиндра скрепляются между собой следующим образом. Часть 30 со слоистой пленкой конфигурирована так, как показано на фиг.5.
Что касается ситуации со скреплением блока 11 цилиндров и пленки 4 с низкой теплопроводностью, то, поскольку пленка 4 с низкой теплопроводностью выполнена из слоя обработки с химической конверсией, блок 11 цилиндров и пленка 4 с низкой теплопроводностью скрепляются между собой с зазорами.
В двигателе 1, благодаря тому, что блок 11 цилиндров и нижняя часть 26 гильзы скреплены между собой в этом состоянии, достигаются следующие преимущества. Так, поскольку зазоры уменьшают теплопроводность между блоком 11 цилиндров и нижней частью 26 гильзы, температура TW стенок цилиндра в нижней части 26 гильзы повышается. Пленка 4 с низкой теплопроводностью имеет достаточную толщину на сужении 63 каждого из выступов 6, которые будут описаны ниже. Поэтому зазоры легко формируются возле сужений 63. Соответственно обеспечивается эффективное предотвращение снижения теплопроводности.
Конфигурацию пленки 3 с высокой теплопроводностью и пленки 4 с низкой теплопроводностью может оказаться трудно свободно выбрать в зависимости от способа их нанесения (главным образом, плакирования и обработки с химической конверсией). Поэтому при изготовлении гильзы 2 цилиндра путем комбинирования в соответствии с необходимостью пленки 3 с высокой теплопроводностью и пленки 4 с низкой теплопроводностью требуется подобрать конфигурацию части 30 со слоистой пленкой, подходящую для каждого способа. То есть должный выбор порядка нанесения пленок согласно способу нанесения позволяет избежать недостатков или не соответствующих практическим требованиям сочетаний пленок.
Конфигурация части 30 со слоистой пленкой разделяется на первую конфигурацию слоистости и вторую конфигурацию слоистости.
Первая конфигурация слоистости относится к конфигурации, при которой пленка 3 с высокой теплопроводностью помещается на наружной круговой поверхности 22 гильзы, а пленка 4 с низкой теплопроводностью помещается на пленке 3 с высокой теплопроводностью. Таким образом, это соответствует части 30 со слоистой пленкой, показанной на фиг.4.
Вторая конфигурация слоистости относится к конфигурации, при которой пленка 4 с низкой теплопроводностью помещается на наружной круговой поверхности 22 гильзы, а пленка 3 с высокой теплопроводностью помещается на пленке 4 с низкой теплопроводностью. Таким образом, это соответствует части 30 со слоистой пленкой, показанной на фиг.5.
Далее будет описана конфигурация (порядок нанесения пленок) части 30 со слоистой пленкой, подходящая для способа нанесения пленки 3 с высокой теплопроводностью и пленки 4 с низкой теплопроводностью.
(А) В случае применения в качестве способа нанесения пленки 3 с высокой теплопроводностью напыления или дробеструйного нанесения покрытий и первая конфигурация слоистости, и вторая конфигурация слоистости могут быть выбраны в качестве конфигурации части 30 со слоистой пленкой. То есть порядок нанесения пленок может быть выбран произвольно.
(В) В случае применения в качестве способа нанесения пленки 3 с высокой теплопроводностью плакирования только вторая конфигурация слоистости может быть выбрана в качестве конфигурации части 30 со слоистой пленкой. Таким образом, путем определения порядка нанесения пленок так, как показано ниже, происходит формирование части 30 со слоистой пленкой, обладающей нужной конфигурацией.
[1] Нанесение пленки 4 с низкой теплопроводностью путем напыления, окрашивания или нанесения покрытия на основе смолы.
[2] Нанесение пленки 3 с высокой теплопроводностью путем плакирования после нанесения пленки 4 с низкой теплопроводностью.
(С) В случае применения в качестве способа нанесения пленки 4 с низкой теплопроводностью напыления и первая конфигурация слоистости, и вторая конфигурация слоистости могут быть выбраны в качестве конфигурации части 30 со слоистой пленкой. То есть порядок нанесения пленок может быть выбран произвольно.
(D) В случае применения в качестве способа нанесения пленки 4 с низкой теплопроводностью окрашивания и первая конфигурация слоистости, и вторая конфигурация слоистости могут быть выбраны в качестве конфигурации части 30 со слоистой пленкой, хотя и не вполне удовлетворительно. Однако в зависимости от материалов значительно ухудшается формуемость пленок. Таким образом, предпочтительным является выбор для части 30 со слоистой пленкой первой конфигурации слоистости. Таким образом, за счет выбора порядка нанесения пленок так, как показано ниже, улучшается формуемость части 30 со слоистой пленкой.
[1] Нанесение с высокой теплопроводностью пленки 3 путем напыления или дробеструйного нанесения покрытия.
[2] Нанесение с низкой теплопроводностью пленки 4 путем окрашивания или нанесения покрытия на основе смолы после нанесения с высокой теплопроводностью пленки 3.
(Е) В случае применения в качестве способа нанесения пленки 4 с низкой теплопроводностью обработки с химической конверсией только первая конфигурация слоистости может быть выбрана в качестве конфигурации части 30 со слоистой пленкой. Таким образом, за счет выбора порядка нанесения пленок так, как показано ниже, формируется часть 30 со слоистой пленкой, обладающая удовлетворительной конфигурацией.
[1] Нанесение пленки 3 с высокой теплопроводностью путем напыления или дробеструйного нанесения покрытия.
[2] Нанесение пленки 4 с низкой теплопроводностью путем обработки с химической конверсией после нанесения пленки 3 с высокой теплопроводностью.
Гильза цилиндра и способ ее производства согласно настоящему изобретению предлагают следующие преимущества.
(1) В гильзе 2 цилиндра согласно настоящему варианту реализации пленку 4 с низкой теплопроводностью наносят на наружную круговую поверхность 22 гильзы в нижней части 26 гильзы, в то время как пленку 3 с высокой теплопроводностью наносят на наружную круговую поверхность 22 гильзы в верхней части 25 гильзы. Соответственно уменьшается разница между максимальной температурой TWH стенок цилиндра и минимальной температурой TWL стенок цилиндра в двигателе 1. Таким образом уменьшается варьирование деформации в каждом канале 15 цилиндра в осевом направлении по цилиндру 13. Соответственно выравнивается степень деформации в каждом канале 15 цилиндра. Это приводит к уменьшению трения и соответственно к снижению уровня расхода топлива.
(2) В гильзе 2 цилиндра согласно настоящему варианту реализации часть 30 со слоистой пленкой формируется на наружной круговой поверхности 22 гильзы в средней части 27 гильзы. Это препятствует резким изменениям температуры TW стенок цилиндра в осевом направлении по цилиндру 13. Таким образом стабилизируется деформация канала 15 цилиндра и соответственно снижается уровень расхода топлива.
(3) В гильзе 2 цилиндра согласно настоящему варианту реализации толщина наклонной части 32 пленки 3 с высокой теплопроводностью постепенно уменьшается по направлению от верхнего конца 23 гильзы к нижнему концу 24 гильзы. Соответственно уменьшается теплопроводность пленки 3 с высокой теплопроводностью уменьшается по направлению от верхней части 25 гильзы к нижней части 26 гильзы. Это надежно подавляет резкие изменения температуры стенок цилиндра TW.
(4) В гильзе 2 цилиндра согласно настоящему варианту реализации толщина наклонной части 42 пленки 4 с низкой теплопроводностью постепенно уменьшается по направлению от нижнего конца 24 гильзы к верхнему концу 23 гильзы. Соответственно теплопроводность пленки 4 с низкой теплопроводностью уменьшается по направлению от нижней части 26 гильзы к верхней части 25 гильзы. Это надежно подавляет резкие изменения температуры TW стенок цилиндра.
(5) В эталонном двигателе, поскольку расход моторного масла активизируется при избыточном повышении температуры TW стенок цилиндра в верхней части 25 гильзы, натяжение поршневых колец должно быть относительно большим. Таким образом, расход топлива неизбежно повышается из-за увеличения натяжения поршневых колец.
В гильзе 2 цилиндра согласно настоящему варианту реализации достигнуто достаточное сцепление между блоком 11 цилиндров и верхними частями 25 гильзы, т.е. вокруг каждой верхней части 25 гильзы образуется небольшой зазор. Это обеспечивает высокую теплопроводность между блоком 11 цилиндров и верхними частями гильз 25. Соответственно, поскольку температура TW стенок цилиндра во внутренней верхней части 25 понижается, уменьшается расход моторного масла. Поскольку расход моторного масла ограничивается таким способом, могут использоваться поршневые кольца с меньшим натяжением по сравнению с кольцами эталонного двигателя. Это приводит к снижению уровня расхода топлива.
(6) В эталонном двигателе 1 температура TW стенок цилиндра в нижней части 26 гильзы относительно низка. Таким образом, вязкость моторного масла на внутренней круговой поверхности гильзы оказывается излишне большой. Это означает, что поскольку трение поршня на нижней части 26 гильзы в цилиндре 13 велико, неизбежным оказывается повышение уровня расхода топлива из-за такого повышения трения. Такое повышение уровня расхода топлива, связанное с повышением температуры TW стенок цилиндра, особенно заметно в тех двигателях, в которых теплопроводность блока цилиндров относительно велика, таких как двигатель, изготовленный из алюминиевого сплава.
В гильзе 2 цилиндра согласно настоящему варианту реализации, поскольку теплопроводность между блоком 11 цилиндров и нижней частью 26 гильзы является низкой, температура TW стенок цилиндра в нижней части 26 гильзы повышается. Это приводит к снижению вязкости моторного масла на внутренней круговой поверхности 21 гильзы в нижней части 26 гильзы и, таким образом, к уменьшению трения. Соответственно снижается уровень расхода топлива.
Проиллюстрированный выше вариант реализации может быть модифицирован так, как показано ниже.
В первом варианте реализации часть 30 со слоистой пленкой образуется на средней части 27 гильзы. Однако положение части со слоистой пленкой можно изменить в зависимости от необходимости согласно соотношению с требующейся температурой TW стенок цилиндра. Например, положение части 30 со слоистой пленкой можно выбрать из следующих конфигураций [A] - [Е].
[A] Образование части 30 со слоистой пленкой на верхней части 25 гильзы.
[B] Образование части 30 со слоистой пленкой, распространившейся по верхней части 25 гильзы и по средней части 27 гильзы.
[C] Образование части 30 со слоистой пленкой, распространившейся по средней части 27 гильзы и по нижней части 26 гильзы.
[D] Образование части 30 со слоистой пленкой, распространившейся по верхней части 25 гильзы и по нижней части 26 гильзы.
[E] Образование части 30 со слоистой пленкой на нижней части 25 гильзы.
Способ нанесения с высокой теплопроводностью пленки 3 не ограничивается способами, показанными для первого варианта реализации (напыление, дробеструйное нанесение покрытий и плакирование). В случае необходимости может быть применен любой другой способ.
Способ нанесения пленки 4 с низкой теплопроводностью не ограничивается способами, показанными для первого варианта реализации (напыление, нанесение покрытий, нанесение покрытия на основе смолы и обработка с химическим преобразованием). В случае необходимости может быть применен любой другой способ.
В первом варианте реализации толщина ТР пленки 3 с высокой теплопроводностью может постепенно увеличиваться по направлению от верхнего конца 23 гильзы к средней части 27 гильзы. В этом случае теплопроводность между блоком 11 цилиндров и верхней частью 25 гильзы уменьшается по направлению от верхнего конца 23 гильзы к средней части 27 гильзы. Таким образом уменьшается разность температур TW стенок цилиндра в верхней части 25 гильзы в осевом направлении.
В первом варианте реализации толщина ТР пленки 4 с низкой теплопроводностью может постепенно уменьшаться по направлению от верхнего конца 23 гильзы к средней части 27 гильзы. В этом случае теплопроводность между блоком 11 цилиндров и нижней частью 26 гильзы уменьшается по направлению от нижнего конца 24 гильзы к средней части 27 гильзы. Таким образом уменьшается разность температур TW стенок цилиндра в нижней части 25 гильзы в осевом направлении.
Конфигурация формирования пленки 3 с высокой теплопроводностью согласно первому варианту реализации может быть модифицирована так, как показано ниже. То есть пленка 3 с высокой теплопроводностью может быть сформирована из любого материала, удовлетворяющего, по меньшей мере, одному из следующих условий (А)-(Б).
(А) Теплопроводность пленки 3 с высокой теплопроводностью выше теплопроводности гильзы 2 цилиндра.
(Б) Теплопроводность пленки 3 с высокой теплопроводностью выше теплопроводности блока цилиндра 11.
В первом варианте реализации пленка 4 с низкой теплопроводностью формируется по всей окружности гильзы 2 цилиндра. Однако положение пленки 4 с низкой теплопроводностью может быть изменено так, как показано ниже. А именно по направлению, вдоль которого размещены цилиндры 13, пленка 4 может быть исключена на участках наружных круговых поверхностей 22 гильзы, обращенных к соседним каналам цилиндров 15. Другими словами, обладающие низкой теплопроводностью пленки могут быть нанесены на всех участках, исключая участки наружных круговых поверхностей 22 гильзы, обращенные к соседним круговым поверхностям 22 гильзы соседних гильз 2 цилиндров по направлению, вдоль которого размещены цилиндры 13. Эти конфигурации обеспечивают следующие преимущества: (i)-(ii).
(i) Тепло от каждой прилегающей друг к другу пары цилиндров 13 может быть заключено в участке между соответствующими каналами 15 цилиндров. Поэтому температура TW стенок цилиндра на этом участке может быть выше температуры на других участках, не располагающихся между каналами 15 цилиндров. Поэтому описанная выше модификация нанесения с низкой теплопроводностью пленки 4 препятствует избыточному повышению температуры TW стенок цилиндра на участке, обращенном к прилегающим каналам 15 цилиндра по сравнению с направлением по окружности цилиндров 13.
(ii) В каждом цилиндре 13, поскольку температура TW стенок цилиндра варьируется в направлении по окружности, степень деформации канала 15 цилиндра варьируется в направлении по окружности. Такое варьирование степени деформации канала 15 цилиндра вызывает повышение трения поршня, что приводит к повышению уровня расхода топлива.
При использовании указанной конфигурации при нанесении пленок 3 и 4 происходит снижение теплопроводности на участках, исключая участки, обращенные к прилегающим каналам 15 цилиндров в направлении по окружности цилиндра 13. С другой стороны, теплопроводность на участках, обращенных к прилегающим каналам цилиндров 15, является такой же, как в обычных двигателях. Это уменьшает разницу между температурой TW стенок цилиндра на участках, не располагающихся между каналами 15 цилиндров, и температурой TW стенок цилиндра на участках, обращенных к прилегающим каналам 15 цилиндров. Соответственно уменьшается варьирование деформации каждого канала 15 цилиндра в направлении по окружности (выравнивается степень деформации). Это уменьшает трение поршня и, таким образом, приводит к снижению уровня расхода топлива.
Теперь со ссылкой на фиг.7А-8С будет описан второй вариант реализации настоящего изобретения.
Второй вариант реализации конфигурирован путем изменения формирования пленок на гильзе цилиндра согласно первому варианту реализации следующим образом. Гильза цилиндра согласно второму варианту реализации является такой же, как описанная согласно первому варианту реализации, за исключением конфигурации, описанной ниже.
Нанесение пленок будет описано со ссылкой на фиг.7А и 7В. На фиг.7А показан вид в разрезе гильзы 2 цилиндра в осевом направлении. На фиг.7В показана зависимость между осевым положением и толщиной пленки.
В гильзе 2 цилиндра пленку 51 наносят на наружной круговой поверхности 22 гильзы от верхнего конца 23 гильзы до нижнего конца 24 гильзы.
Пленка 51 образуется слоем напыленного сплава Al-Si. Пленка 51 включает в себя часть 51А с высокой теплопроводностью, помещенную на верхней части 25 гильзы, и часть 51В с низкой теплопроводностью, помещенную на нижней части 26 гильзы, и наклонную часть пленки 51С, помещенную в средней части 27 гильзы. Часть 51А с высокой теплопроводностью, часть 51В с низкой теплопроводностью и наклонная часть пленки 51С наносятся в виде сплошной пленки.
Толщина каждой части пленки 51 задана следующим образом.
Толщина части 51А пленки с высокой теплопроводностью является, по существу, постоянной.
Толщина части 51В пленки с низкой теплопроводностью является, по существу, постоянной.
Толщина части 51В пленки с низкой теплопроводностью меньше толщины части 51А пленки с высокой теплопроводностью.
Толщина наклонной части 51С пленки постепенно уменьшается по направлению от верхнего конца 23 гильзы к нижнему концу 24 гильзы.
Способ нанесения пленки 51 будет описан со ссылкой на фиг.8А-8С.
В этом варианте реализации расстояние (расстояние напыления L) между соплом распылительного устройства 52 и наружной круговой поверхностью гильзы 22 регулируют при нанесении пленки 51 путем напыления. А именно, пленку наносят на наружную круговую поверхность гильзы 22 нижней части 26 гильзы путем напыления при обеспечивающем низкую интенсивность расстоянии напыления LB, в то время как на наружную круговую поверхность гильзы 22 верхней части 25 гильзы путем напыления с эталонного расстояния LA напыления.
Эталонное расстояние LA напыления и обеспечивающее низкую эффективность расстояние LB напыления устанавливаются следующим образом.
(А) Эталонное расстояние LA напыления устанавливается на расстояние L напыления, при котором эффективность отложения распыляемого материала 53 является наивысшей.
(В) Обеспечивающее низкую эффективность расстояние LB напыления устанавливается на расстояние L напыления, при котором эффективность отложения распыляемого материала 53 меньше, чем в случае, когда расстояние напыления L равно эталонному расстоянию LA напыления. Таким образом, обеспечивающее низкую эффективность расстояние напыления LB больше эталонного расстояния напыления LA.
При выполнении напыления часть материала 53 не скапливается на наружной круговой поверхности 22, но окисляется возле поверхности 22. Если эффективность отложения напыляемого материала 53 является низкой, доля такого окисленного материала 53 возрастает. Часть окисленного напыляемого материала 53 смешивается с напыляемым слоем, который образуется на наружной круговой поверхности гильзы 22. Таким образом, законченный напыленный слой содержит в себе значительное количество оксидов.
Поэтому в случае, когда расстояние L напыления установлено на обеспечивающее низкую эффективность расстояние LB напыления, на наружной круговой поверхности 22 гильзы образуется напыленный слой, содержащий большое количество оксидов. Таким образом образуется напыленный слой, обладающий низкой теплопроводностью. С другой стороны, в случае, когда расстояние L напыления установлено на эталонное расстояние LA напыления, на наружной круговой поверхности гильзы 22 образуется напыленный слой, обладающий более высокой теплопроводностью, чем тот, который получен в случае, когда расстояние L напыления установлено на обеспечивающее низкую эффективность расстояние LB напыления.
В данном варианте реализации расстояние L напыления устанавливают на обеспечивающее низкую эффективность расстояние LB напыления при формировании напыленного слоя на нижней части 26 гильзы, в то время как расстояние L напыления устанавливают на эталонное расстояние LA напыления при формировании напыленного слоя на верхней части 25 гильзы. Поэтому создается разница в теплопроводности между частью 51А с высокой теплопроводностью верхней части 25 гильзы и частью 51В с низкой теплопроводностью нижней части 26 гильзы, и теплопроводность части 51А с высокой теплопроводностью выше, чем теплопроводность части 51В с низкой теплопроводностью. Это повышает теплопроводность между блоком 11 цилиндров и верхней частью 25 гильзы. С другой стороны, поскольку теплопроводность между блоком 11 цилиндров и нижней частью 26 гильзы уменьшена, уменьшается разность между максимальной температурой TWH стенок цилиндра и минимальной температурой TWL стенок цилиндра в двигателе 1.
Далее будет рассмотрен особый способ нанесения пленки 51.
В частности, пленка 51 может быть нанесена следующим способом.
[1] C расстоянием L напыления, установленным на эталонное расстояние LA напыления, распылительное устройство 52 перемещается от верхнего конца 23 гильзы до границы между верхней частью 25 гильзы и средней частью 27 гильзы, образуя таким образом часть 51А с высокой теплопроводностью пленки 51 на наружной круговой поверхности 22 гильзы в верхней части 25 гильзы (см. фиг.8А).
[2] После перемещения распылительного устройства 52 к границе между верхней частью 25 гильзы и средней частью 27 гильзы распылительное устройство 52 перемещают к границе между средней частью 27 гильзы и нижней частью 26 гильзы, меняя при этом расстояние L напыления с эталонного расстояния LA напыления на обеспечивающее низкую эффективность расстояние LB напыления. При этом на наружной круговой поверхности 22 гильзы в средней части 27 гильзы образуется наклонная часть 51С пленки 51 (см. фиг.8В).
[3] После перемещения распылительного устройства 52 к границе между средней частью 27 гильзы и нижней частью 26 гильзы распылительное устройство 52 перемещают в направлении нижнего конца 24 гильзы, причем распылительное устройство 52 движется к нижнему концу 24 гильзы с расстоянием напыления, установленным на обеспечивающее низкую эффективность расстояние LB напыления. При этом на наружной круговой поверхности 22 гильзы в нижней части 26 гильзы образуется часть 51В с низкой теплопроводностью пленки 51 (см. фиг.8С).
Как описано выше, в дополнение к преимуществам (5) и (6) первого варианта реализации изобретения, гильза цилиндра и способ ее изготовления согласно второму варианту реализации изобретения обеспечивают получение следующих преимуществ.
(7) В гильзе 2 цилиндра согласно настоящему варианту реализации часть 51В с низкой теплопроводностью пленки 51 образуется на наружной круговой поверхности 22 гильзы в нижней части 26 гильзы, в то время как часть 51А с высокой теплопроводностью пленки 51 образуется на наружной круговой поверхности 22 гильзы в верхней части 25 гильзы. Соответственно уменьшается разность между максимальной температурой TWH стенок цилиндра и минимальной температурой TWL стенок цилиндра в двигателе 1. Таким образом, уменьшается варьирование деформации каждого канала 15 цилиндра в осевом направлении цилиндра 13. Соответственно выравнивается степень деформации каждого канала 15 цилиндра. Это уменьшает трение и, таким образом, ведет к снижению уровня расхода топлива.
(8) В гильзе 2 цилиндра согласно настоящему варианту реализации наклонная часть 51С пленки 51 образуется на наружной круговой поверхности 22 гильзы в средней части 27 гильзы. Это препятствует резким изменениям температуры TW стенок цилиндра в осевом направлении цилиндра 13. Таким образом деформация канала 15 цилиндра стабилизируется и соответственно снижается уровень расхода топлива.
(9) При способе изготовления гильзы 2 цилиндра согласно настоящему изобретению расстояние L напыления изменяется в пределах от эталонного расстояния LA напыления до обеспечивающего низкую эффективность расстояния напыления для образования части 51А с высокой теплопроводностью и части 51В с низкой теплопроводностью пленки 51. Поскольку для нанесения пленки 51 используется один напыляемый материал 53, который служит для снижения разности температур ∆TW стенок цилиндра, уменьшаются трудозатраты и издержки, требующиеся для напыления материала 53.
Проиллюстрированный выше второй вариант реализации может быть модифицирован так, как показано ниже.
В качестве материала для пленки 51 может использоваться материал, удовлетворяющий, по меньшей мере, одному из следующих условий (А)-(В):
(А) материал, температура плавления которого ниже или равна эталонной температуре ТС литого материала, или материал, содержащий такой материал; или
(В) материал, который может быть скреплен металлургическими средствами с литейным материалом блока 11 цилиндров, или материал, содержащий такой материал.
Способ нанесения пленки 51 согласно второму варианту реализации может быть модифицирован так, как показано ниже.
[1] С расстоянием напыления, установленным на обеспечивающее низкую эффективность расстояние LB напыления, распылительное устройство 52 перемещается от нижнего конца 24 гильзы к границе между нижней частью 26 гильзы и средней частью 27 гильзы, формируя таким образом часть 51В с низкой теплопроводностью пленки 51 на наружной круговой поверхности 22 гильзы в нижней части 26 гильзы.
[2] После перемещения распылительного устройства 52 к границе между нижней частью 26 гильзы и средней частью 27 гильзы распылительное устройство 52 перемещают к границе между средней частью 27 гильзы и верхней частью 25 гильзы, изменяя при этом расстояние L напыления, обеспечивающего низкую эффективность расстояния LB напыления, на эталонное расстояние напыления LA. При этом на наружной круговой поверхности 22 гильзы в средней части 27 гильзы образуется наклонная часть 51С пленки 51.
[3] После перемещения распылительного устройства 52 к границе между средней частью 27 гильзы и верхней частью 25 гильзы распылительное устройство 52 перемещают по направлению к верхнему концу 23 гильзы, причем расстояние напыления L установлено на эталонное расстояние LA напыления. При этом на наружной круговой поверхности 22 верхней части 25 гильзы образуется часть 51А с высокой теплопроводностью пленки 51.
Во втором варианте реализации эталонное расстояние LA напыления определяется как расстояние L напыления, при котором эффективность отложения напыляемого материала 53 является максимальной. Однако эталонное расстояние LA напыления может иметь иное значение. Вкратце, до тех пор, пока у формируемой с высокой теплопроводностью части 51А теплопроводность возрастает, любое значение расстояния L напыления может быть принято в качестве эталонного расстояния напыления.
Далее со ссылкой на фиг.9-20 будет описан третий вариант реализации настоящего изобретения.
Третий вариант реализации конфигурируют путем изменения структуры гильзы цилиндра согласно первому варианту реализации следующим образом. Гильза цилиндра согласно третьему варианту реализации является такой же, как в первом варианте реализации, за исключением описанной ниже конфигурации.
На фиг.9 показан вид в перспективе, который иллюстрирует гильзу цилиндра.
На наружной круговой поверхности 22 гильзы 2 выполнены выступы 6, каждый из которых имеет сжатую форму.
Выступы 6 выполнены по всей наружной круговой поверхности 22 гильзы от верхнего конца гильзы цилиндра (верхний конец 23 гильзы) до нижнего конца гильзы 2 цилиндра (нижний конец 24 гильзы).
В гильзе 2 цилиндра на наружную круговую поверхность 22 гильзы, включая поверхность выступов, наносят пленку 3 с высокой теплопроводностью и пленку 4 с низкой теплопроводностью.
На фиг.10 показана диаграмма модели, иллюстрирующая выступ 6. Далее радиальное направление гильзы 2 цилиндра (направление, указанное стрелкой А) обозначается как осевое направление выступа 6. Кроме того, осевое направление гильзы 2 цилиндра (направление, указанное стрелкой В) обозначается как радиальное направление выступа 6. На фиг.10 показана форма выступа 6 так, как она видна в радиальном направлении выступа 6.
Выступ 6 образует одно целое с гильзой 2 цилиндра. Выступ 6 соединяется с наружной круговой поверхностью 22 гильзы ближним концом 61.
На дальнем конце 62 выступа 6 образована верхняя поверхность 62А, которая соответствует поверхности дальнего конца выступа 6. Верхняя поверхность 62А является, по существу, плоской.
В осевом направлении выступа 6 между ближним концом 61 и дальним концом 62 образовано сужение 63.
Сужение 63 образовано таким образом, что площадь его поперечного сечения в радиальном направлении (площадь SR поперечного сечения в радиальном направлении) меньше площади SR поперечного сечения в радиальном направлении на ближнем конце 61 и на дальнем конце 62. Термин «площадь поперечного сечения в радиальном направлении» относится к площади, перпендикулярной к осевому направлению выступа 6.
Выступ 6 формируют таким образом, что площадь SR поперечного сечения в радиальном направлении постепенно возрастает от сужения 63 по направлению к ближнему концу 61 и к дальнему концу 62.
На фиг.11 показана диаграмма модели, иллюстрирующая выступ 6, в котором отмечено пространство 64 сужения гильзы 2 цилиндра.
В каждой гильзе 2 цилиндра сужение 63 каждого выступа 6 создает пространство сужения (заштрихованные участки).
Пространством 64 сужения является пространство, окруженное криволинейной поверхностью, которая содержит наибольшую удаленную в осевом направлении часть 62В выступа 6 (на фиг.11 линии D-D соответствуют криволинейной поверхности, которая является криволинейной поверхностью) и поверхностью сужения 63 (поверхность сужения 63А). Наибольшая дальняя часть 62В представляет собой часть, в которой радиальная длина выступа 6 является наибольшей на удаленном конце 62.
В двигателе 1, имеющем гильзы 2 цилиндров, блок 11 цилиндров и гильзы 2 цилиндров скреплены между собой, притом что часть блока 11 цилиндров располагается в пространствах 64 сужения (блок 11 цилиндров находится в зацеплении с выступами 6). Поэтому обеспечивается достаточная прочность скрепления блока 11 цилиндров и гильз 2 цилиндра (прочность скрепления гильзы). Кроме того, поскольку повышенная прочность скрепления гильзы препятствует деформации каналов 15 цилиндров, уменьшается трение. Соответственно снижается уровень расхода топлива.
В настоящем варианте реализации пленку 3 с высокой теплопроводностью и пленку 4 с низкой теплопроводностью наносят в основном в соответствии с конфигурацией, подобной описанной для первого варианта реализации. Кроме того, поскольку выступы 6 выполнены на наружной круговой поверхности 22 гильзы, толщина пленки 3 с высокой теплопроводностью и пленки 4 с низкой теплопроводностью определяется следующим образом. Толщину пленки 3 с высокой теплопроводностью и пленки 4 с низкой теплопроводностью можно измерить с помощью микроскопа.
[1] Толщина пленки с высокой теплопроводностью
В гильзе 2 цилиндра пленку 3 с высокой теплопроводностью формируют таким образом, что ее толщина ТР меньше или равна 0,5 мм. Если толщина пленки ТР превышает 0,5 мм, снижается анкерный эффект выступов 6, что приводит к значительному уменьшению прочности скрепления между блоком цилиндра 11 и верхней частью 25 гильзы.
В настоящем варианте реализации пленка 3 с высокой теплопроводностью выполнена таким образом, что среднее значение толщины ТР пленки во множестве точек верхней части 25 гильзы меньше или равно 0,5 мм. Однако пленка 3 с высокой теплопроводностью может быть выполнена таким образом, что толщина ТР пленки меньше или равна 0,5 мм по всей верхней части 25 гильзы.
[2] Толщина пленки с низкой теплопроводностью
В гильзе 2 цилиндра пленку 4 с низкой теплопроводностью формируют таким образом, что ее толщина ТР меньше или равна 0,5 мм. Если толщина пленки ТР превышает 0,5 мм, снижается анкерный эффект выступов 6, что приводит к значительному уменьшению прочности скрепления между блоком цилиндра 11 и нижней частью 26 гильзы.
В настоящем варианте реализации пленка 4 с низкой теплопроводностью выполнена таким образом, что среднее значение толщины ТР пленки во множестве точек верхней части 26 гильзы меньше или равно 0,5 мм. Однако пленка 4 с низкой теплопроводностью может быть выполнена таким образом, что толщина ТР пленки меньше или равна 0,5 мм по всей нижней части 26 гильзы.
На фиг.12 показана в поперечном разрезе структура заключенной в круг части ZD с фиг.9.
В гильзе 2 цилиндра пленку 3 с высокой теплопроводностью формируют на поверхностях наружной круговой поверхности 22 гильзы и выступов 6. Кроме того, пленку 3 с высокой теплопроводностью формируют таким образом, что пространства сужений 64 не заполняются. То есть пленку 3 с высокой теплопроводностью формируют так, что при литье отливок для размещения гильз 2 цилиндров литейный материал заполняет пространства сужений 64. Если пространства сужений 64 заполнены пленкой 3 с высокой теплопроводностью, литейный материал не заполнит пространства сужений 64. Таким образом, в верхней части 25 гильзы не будет достигнуто никакого анкерного эффекта выступов 6.
На фиг.13 показана в поперечном разрезе структура заключенной в круг части ZB с фиг.9.
В гильзе 2 цилиндра пленку 4 с низкой теплопроводностью формируют на поверхностях наружной круговой поверхности 22 гильзы и выступов 6. Кроме того, пленку 4 с низкой теплопроводностью формируют таким образом, что пространства сужений 64 не заполняются. То есть пленку 4 с низкой теплопроводностью формируют так, что при литье отливок для размещения гильз 2 цилиндров литейный материал заполняет пространства сужений 64. Если пространства сужений 64 заполнены пленкой 3 с низкой теплопроводностью, литейный материал не заполнит пространства сужений 64. Таким образом, в нижней части 25 гильзы не будет достигнуто никакого анкерного эффекта выступов 6.
Далее будет описано со ссылкой на Таблицу 1 формирование выступов 6 на гильзе 2 цилиндра.
В качестве параметров, представляющих режим формирования выступов 6 (параметров режима формирования), представлены первое соотношение SA площадей, второе соотношение SB площадей и стандартная площадь SD поперечного сечения, стандартное количество NP выступов и стандартная длина НР выступа.
Далее будут описаны измеренная высота Н, первая эталонная плоскость РА и вторая эталонная плоскость РВ, которые являются базовыми значениями для перечисленных выше параметров режима формирования.
(А) Измеренная высота Н представляет расстояние от ближнего конца выступа 6 в осевом направлении выступа 6 (высота выступа 6). На наружной круговой поверхности 22 гильзы, т.е. на ближнем конце гильзы 6, измеренная высота Н равна 0. На верхней поверхности 62А выступа 6 измеренная высота Н имеет максимальное значение.
(В) Первая эталонная плоскость РА представляет собой плоскость, которая располагается в радиальном направлении выступа 6 на уровне измеренной высоты, равном 0,4 мм (см. фиг.18).
(С) Вторая эталонная плоскость РВ представляет собой плоскость, которая располагается в радиальном направлении выступа 6 на уровне измеренной высоты, равном 0,2 мм (см. фиг.18).
Далее будут описаны параметры режимов формирования.
(А) Первое соотношение площадей SA представляет собой отношение расположенной в радиальном направлении площади SR поперечного сечения выступа 6 в единичной площади первой эталонной плоскости РА. Более конкретно первое соотношение SA площадей представляет собой отношение общей площади участков RA, которые ограничены контурной линией HL4 на высоте 0,4 мм, к площади всей контурной схемы 86 наружной круговой поверхности 22 гильзы (см. фиг.17-19).
(В) Второе соотношение SB площадей представляет собой отношение расположенной в радиальном направлении площади SR поперечного сечения выступа 6 в единичной площади второй эталонной плоскости РВ. Более конкретно второе соотношение SB площадей представляет собой отношение общей площади участков RB, которые ограничены контурной линией HL2 на высоте 0,2 мм, к площади всей контурной схемы 86 наружной круговой поверхности 22 гильзы (см. фиг.17, 18 и 20).
(С) Стандартная площадь SD поперечного сечения представляет собой площадь SR поперечного сечения в радиальном направлении, которая является площадью одного выступа 6 в первой эталонной плоскости РА. Таким образом, стандартная площадь SD поперечного сечения представляет собой площадь каждого участка RA, ограниченного контурной линией HL4 на высоте 0,4 мм на контурной схеме 86 наружной круговой поверхности 22 гильзы.
(D) Стандартное количество выступов NP представляет количество выступов 6 в расчете на единицу площади на наружной круговой поверхности 22 гильзы (1 см2).
(Е) Стандартная длина выступа НР представляет собой среднюю величину значений измеренной высоты Н выступов 6 на множестве точек.
В настоящем варианте реализации параметры режимов формирования [A] и [B] задают таким образом, чтобы они находились в рамках выбранных диапазонов, указанных в Таблице 1, так что повышаются прочность скрепления гильзы за счет выступов и коэффициент заполнения литейным материалом промежутков между выступами 6. Поскольку коэффициент заполнения литейным материалом повышается, маловероятным становится образование зазоров между блоком 11 цилиндров и гильзами цилиндров 2. Блок 11 цилиндров и гильзы цилиндров 2 скрепляются при тесном контакте между собой.
В настоящем варианте реализации, ином, чем предусматривающий выбор перечисленных выше параметров [A]-[Е], гильзу 2 цилиндра формируют таким образом, что каждый из выступов 6 независимо формируется на первой эталонной плоскости РА. Это приводит к дополнительному улучшению сцепления.
Способ производства гильзы 2 цилиндра будет описан со ссылкой на фиг.14 и 15А и в Таблице 2.
В настоящем варианте реализации гильзу 2 цилиндра производят с помощью центробежного литья. Для того чтобы добиться, чтобы перечисленные выше параметры режимов формования соответствовали указанным в Таблице 1 выбранным диапазонам, параметры центробежного литья (следующие параметры [A]-[F]) устанавливают в пределах указанного в Таблице 2 выбранного диапазона.
[A] Доля огнеупорного материала 71А в суспензии 71.
[B] Доля связующего 71В в суспензии 71.
[C] Доля воды 71С в суспензии 71.
[D] Средний размер частиц огнеупорного материала 71А.
[E] Доля добавленного к суспензии 71 поверхностно-активного вещества 72.
[F] Толщина слоя формовочной краски 73 (слой формовочной краски).
Изготовление гильзы 2 цилиндра осуществляется согласно процедуре, показанной на фиг.14.
[Этап А] Огнеупорный материал 71А, связующее 71В и воду 71С смешивают для приготовления суспензии 71. На этом этапе химический состав огнеупорного материала 71А, связующего 71В и воды 71С, а также средний размер частиц огнеупорного материала 71А выбирают таким образом, чтобы эти показатели соответствовали указанным в Таблице 2 выбранным диапазонам.
[Этап В] Для получения формовочной краски к суспензии 71 добавляют определенное количество поверхностно-активного вещества 72. На этом этапе отношение добавленного поверхностно-активного вещества 72 к суспензии выбирают таким образом, чтобы этот показатель соответствовал указанному в Таблице 2 выбранному диапазону.
[Этап С] После нагрева внутренней круговой поверхности вращающейся формы 75 до заданной температуры на нее наносят формовочную краску 73 путем напыления на внутреннюю круговую поверхность формы 75 (внутренняя круговая поверхность формы 75А). В это время формовочную краску 73 наносят таким образом, что на всей внутренней круговой поверхности формы 75А образуется слой формовочной краски 73 (слой формовочной краски 74), по существу, однородной толщины. На этом этапе толщину слоя формовочной краски 74 выбирают таким образом, чтобы этот показатель соответствовал указанному в Таблице 2 выбранному диапазону.
После [Этапа С] в слое формовочной краски 74 формы 75 выполняют отверстия, имеющие сжатую форму.
Далее со ссылкой на фиг.15А-15С будет описано формирование отверстий, имеющих сжатую форму.
[1] На внутренней круговой поверхности 75А формы 75 формируют слой формовочной краски 74 с множеством пузырьков 74А (см. фиг.15А).
[2] Поверхностно-активное вещество 72 воздействует на пузырьки 74А с образованием выемок во внутренней круговой поверхности слоя формовочной краски 74 (см. фиг.15В).
[3] Дно выемки 74В достигает внутренней круговой поверхности 75А формы, так что в слое формовочной краски 74 образуется отверстие 74С, имеющее сжатую форму (см. фиг.15С).
[Этап D] После высушивания слоя формовочной краски 74 в форму 75 заливают расплавленный металл 76 из литейного чугуна, и форма начинает вращаться. Расплавленный металл 76 втекает в отверстие 74С в слое формовочной краски 74, имеющее сжатую форму. Таким образом на литой гильзе 2 цилиндра образуются выступы 6, имеющие сжатую форму.
[Этап E] После затвердевания расплавленного металла 76 и образования гильзы 2 цилиндра гильзу 2 цилиндра извлекают из формы 75 вместе со слоем формовочной краски 74.
[Этап F] С помощью обдувочного устройства удаляют слой формовочной краски 74 (формовочную краску 73) с наружной круговой поверхности гильзы 2 цилиндра.
Далее со ссылками на фиг.16А и 16В будет описан способ измерения с использованием трехмерного лазера параметров режима формирования. Стандартную длину НР выступа измеряют другим способом.
Каждый из параметров режимов формирования может быть измерен следующим образом:
[1] Из гильзы 2 цилиндра приготавливают испытательный образец 81, предназначенный для измерения параметров выступов.
[2] В бесконтактном трехмерном лазерном измерительном устройстве 82 испытательный образец 81 помещают на испытательный стенд 84, так что осевое направление выступов 6 оказывается, по существу, параллельным направлению испускания луча 83 лазера (см. фиг.16А).
[3] Луч 83 лазера испускается из трехмерного лазерного измерительного устройства 82 на испытательный образец 81 (см. фиг.16В).
[4] Результаты измерений, полученные трехмерным лазерным измерительным устройством, вводятся в устройство 85 обработки изображения.
[5] В результате обработки изображения, выполненной устройством 85 обработки изображения, получают контурную схему 86 (см. фиг.17) наружной круговой поверхности 22 гильзы. Параметры режимов формирования вычисляют, основываясь на контурной схеме 86.
Далее со ссылкой на фиг.17 и 18 будет объяснена контурная схема 86 наружной круговой поверхности 22 гильзы. На фиг.17 показана взаимозависимость между измеренной высотой Н и контурными линиями HL. Контурная схема 86 на фиг.17 показывает выступ 6, который отличается от показанного на фиг.18.
На контурной схеме 86 контурные линии HL показаны для каждого заданного значения измеренной высоты Н.
Например, в случае когда контурные линии HL на контурной схеме 86 показаны через интервал 0,2 мм между измеренной высотой 0 мм и измеренной высотой 1,0 мм, оказываются показаны контурные линии HL0 при измеренной высоте 0 мм, контурные линии HL2 при измеренной высоте 0,2 мм, контурные линии HL4 при измеренной высоте 0,4 мм, контурные линии HL6 при измеренной высоте 0,6 мм, контурные линии HL8 при измеренной высоте 0,8 мм и контурные линии HL10 при измеренной высоте 1,0 мм.
На фиг.18 контурная линия HL соответствует первой эталонной плоскости РА. Кроме того, контурная линия HL2 соответствует второй эталонной плоскости РВ. Хотя на схеме контурные линии HL проведены через интервал 0,2 мм, расстояние на фактической контурной схеме между контурными линиями можно изменить так, как это может потребоваться.
Далее со ссылкой на фиг.19 и 20 будут описаны первые участки RA и вторые участки RB на контурной схеме 86. На фиг.19 показана контурная схема 86 (первая контурная схема 86А), на которой контурные линии, за исключением контурных линий HL4 для измеренной высоты 0,4 мм, показаны пунктиром. На фиг.20 показана контурная схема 86 (вторая контурная схема 86В), на которой показаны пунктиром контурные линии за исключением контурных линий HL2 для измеренной высоты 0,2 мм. На фиг.19 и 20 сплошные линии представляют показанные контурные линии HL, а пунктирные линии представляют другие контурные линии.
В настоящем варианте реализации области на контурной схеме 86, каждая из которых ограничена контурной линией HL4, обозначаются как первые участки RA. А именно заштрихованные участки в первой контурной схеме 86А соответствуют первым участкам RA. Области на контурной схеме 86, каждая из которых ограничена контурной линией HL2, обозначаются как вторые участки RB. А именно заштрихованные участки во второй контурной схеме 86В соответствуют вторым участкам RB.
Что касается гильзы 2 цилиндра согласно настоящему варианту реализации, то параметры режимов формирования рассчитывают, основываясь на контурной схеме, следующим образом.
[A] Первое соотношение SA площадей вычисляют как отношение общей площади первых участков RA к площади всей контурной схемы 86. Таким образом, первое соотношение площадей SA вычисляют по следующей формуле:
SA=SRA/ST×100 [%].
В указанной формуле символом ST обозначена площадь всей контурной схемы 86. Символ SRA представляет суммарную площадь, полученную путем складывания площади первого участка RA в контурной схеме 86. Например, при использовании в качестве модели первой контурной схемы 86А с фиг.19 площадь прямоугольной зоны соответствует площади ST. Площадь заштрихованной зоны соответствует площади SRA. При расчете первого соотношения площадей SA предполагается, что контурная схема 86 включает в себя только наружную круговую поверхность 22 гильзы.
[B] Второе соотношение площадей SB вычисляют как отношение общей площади вторых участков RB к площади всей контурной схемы 86. Таким образом, второе соотношение площадей SB вычисляют по следующей формуле:
SB=SRB/ST×100 [%].
В указанной формуле символом ST обозначена площадь всей контурной схемы 86. Символ SRB представляет суммарную площадь, полученную путем складывания площади второго участка RA в контурной схеме 86. Например, при использовании в качестве модели второй контурной схемы 86В с фиг.20 площадь прямоугольной зоны соответствует площади ST. Площадь заштрихованной зоны соответствует площади SRB. При расчете второго соотношения площадей SB предполагается, что контурная схема 86 включает в себя только наружную круговую поверхность 22 гильзы.
[C] Стандартная площадь SD поперечного сечения может быть рассчитана как площадь каждого первого участка RA на контурной схеме 86. Например, при использовании в качестве модели первой контурной схемы 86А с фиг.19 площадь заштрихованного участка соответствует стандартной площади SD поперечного сечения.
[D] Стандартное количество NP выступов может быть вычислено как среднее количество выступов 6 в расчете на единицу площади контурной схемы 86 (в этом варианте реализации 1 см2). Например, при использовании в качестве модели первой контурной схемы 86А с фиг.19 или второй контурной схемы 86В с фиг.20 количество выступов на каждом чертеже (одном) соответствует стандартному количеству NP выступов. В гильзе 2 цилиндра согласно настоящему варианту реализации на единице площади (1 см2) формируется от пяти до шестидесяти выступов. Таким образом, фактическое стандартное количество NP выступов отличается от эталонного количества выступов на первой контурной схеме 86А и второй контурной схеме 86В.
[E] Стандартную длину НР выступа можно вычислить как среднее значение высоты выступов 6 в одной или более точках. Высоту выступов 6 можно измерить измерительным устройством, таким как индикатор уровня с круговой шкалой.
Независимость распределения выступов 6 на первой эталонной плоскости PA можно проверить, основываясь на первых участках RA на контурной схеме 86. То есть в случае, когда первый участок RA не пересекается с другими первыми участками RA, подтверждается, что выступы 6 независимо распределяются по первой эталонной плоскости РА.
В дополнение к преимуществам (1)-(6) первого варианта реализации гильза цилиндра и двигатель согласно настоящему варианту реализации предлагают следующие преимущества.
(10) В гильзе 2 цилиндра согласно настоящему варианту реализации на наружной круговой поверхности 22 гильзы формируют выступы 6. Это позволяет блоку 11 цилиндров и гильзе 2 цилиндра скрепиться между собой при взаимном зацеплении блока 11 цилиндров и выступов 6. Обеспечивается достаточная прочность скрепления между блоком 11 цилиндров и гильзой 2 цилиндра. Такое повышение прочности скрепления предотвращает шелушение между блоком 11 цилиндров и пленкой 3 с высокой теплопроводностью и между блоком 11 цилиндров и пленкой 4 с низкой теплопроводностью. Надежно сохраняется эффект увеличения и уменьшения теплопроводности, обеспеченный пленками. Кроме того, увеличение прочности скрепления предотвращает деформацию канала 15 цилиндра.
(11) В гильзе 2 цилиндра согласно настоящему варианту реализации пленка 3 с высокой теплопроводностью формируется таким образом, что ее толщина ТР остается меньше или равной 0,5 мм. Это не допускает уменьшения прочности скрепления между блоком 11 цилиндров и верхней частью 25 гильзы.
(12) В гильзе 2 цилиндра согласно настоящему варианту реализации пленка 4 с низкой теплопроводностью формируется таким образом, что ее толщина ТР остается меньше или равной 0,5 мм. Это не допускает уменьшения прочности скрепления между блоком 11 цилиндров и нижней частью 26 гильзы.
(13) В гильзе 2 цилиндра согласно настоящему варианту реализации выступы 6 формируют таким образом, что стандартное количество NP выступов находится в диапазоне от пяти до шестидесяти. Это также способствует повышению прочности скрепления. Кроме того, увеличивается коэффициент заполнения литейным материалом промежутков между выступами 6.
Если стандартное количество NP выступов выходит за пределы выбранного диапазона, возникают следующие проблемы. Если стандартное количество выступов NP меньше пяти, количество выступов 6 будет недостаточным. Это приведет к снижению прочности скрепления. Если стандартное количество NP выступов превышает шестьдесят, узкие промежутки между выступами 6 приведут к уменьшению коэффициента заполнения литейным материалом промежутков между выступами 6.
(14) В гильзе 2 цилиндра согласно настоящему варианту реализации выступы 6 формируют таким образом, что стандартная длина НР выступа находится в диапазоне от 0,5 мм до 1,0 мм. Это приводит к повышению прочности скрепления гильзы и точности наружного диаметра гильзы 2 цилиндра.
Если стандартная длина HP выступов выходит за пределы выбранного диапазона, возникают следующие проблемы. Если стандартная длина НР выступа меньше 0,5 мм, высота выступов 6 будет недостаточной. Это приведет к снижению прочности скрепления. Если стандартная длина НР выступа превышает 1,0 мм, выступы 6 могут легко ломаться. Это также приведет к уменьшению прочности скрепления. Кроме того, поскольку высота выступов 6 неодинакова, уменьшается точность получения наружного диаметра.
(15) В гильзе 2 цилиндра согласно настоящему варианту реализации выступы 6 формируют таким образом, что первое соотношение SA площадей находится в диапазоне от 10% до 50%. Это обеспечивает достаточную прочность скрепления гильзы. Кроме того, увеличивается коэффициент заполнения литейным материалом промежутков между выступами 6.
Если первое соотношение SA площадей выходит за пределы выбранного диапазона, возникают следующие проблемы. Если первое соотношение SA площадей будет меньше 10%, прочность скрепления гильзы значительно снизится по сравнению с вариантом, при котором первое соотношение SA площадей превышает или равно 10%. Если первое соотношение SA площадей превышает 50%, второе соотношение SB площадей превысит верхнее предельное значение (55%). Таким образом значительно снизится коэффициент заполнения литейным материалом промежутков между выступами 6.
(16) В гильзе 2 цилиндра согласно настоящему варианту реализации выступы 6 формируют таким образом, что второе соотношение SB площадей находится в диапазоне от 20% до 55%. При этом увеличивается коэффициент заполнения литейным материалом промежутков между выступами 6. Кроме того, обеспечивается достаточная прочность скрепления гильзы.
Если второе соотношение SB площадей выходит за пределы выбранного диапазона, возникают следующие проблемы. Если второе соотношение SB площадей будет меньше 20%, первое соотношение SA площадей окажется ниже нижнего предельного значения (10%). Таким образом, значительно снизится прочность скрепления гильзы. Если второе соотношение SB площадей превышает 55%, значительно снизится коэффициент заполнения литейным материалом промежутков между выступами 6 по сравнению с вариантом, при котором второе соотношение площадей SB меньше или равно 55%.
(17) В гильзе 2 цилиндра согласно настоящему варианту реализации выступы 6 формируют таким образом, что стандартная площадь SD поперечного сечения находится в диапазоне от 0,2 мм2 до 3,0 мм2. Таким образом предотвращается повреждение выступов 6 во время процесса изготовления гильз 2 цилиндров. Кроме того, увеличивается коэффициент заполнения литейным материалом промежутков между выступами 6.
Если стандартная площадь SD поперечного сечения выходит за пределы выбранного диапазона, возникают следующие проблемы. В случае если стандартная площадь SD поперечного сечения меньше 0,2 мм2, прочность выступов 6 будет недостаточной, и выступы могут легко повреждаться во время изготовления гильзы 2 цилиндра. Если стандартная площадь SD поперечного сечения превышает 3,0 мм2, узкие промежутки между выступами 6 приведут к уменьшению коэффициента заполнения литейным материалом промежутков между выступами 6.
(18) В гильзе 2 цилиндра согласно настоящему варианту реализации выступы 6 (первые участки RA) формируют независимо друг от друга на первой эталонной плоскости РА. Это приводит к увеличению коэффициента заполнения литейным материалом промежутков между выступами 6. Если выступы 6 (первые участки RA) не являются независимыми друг от друга на первой эталонной плоскости РА, узкие промежутки между выступами 6 приведут к снижению коэффициента заполнения литейным материалом промежутков между выступами 6.
Проиллюстрированный выше третий вариант реализации изобретения может быть модифицирован так, как показано ниже.
Конфигурация третьего варианта реализации изобретения может быть применена к гильзе 2 цилиндра согласно второму варианту реализации изобретения.
В третьем варианте реализации выбранные диапазоны первого соотношения SA площадей и второго соотношения SB площадей заданы как выбранные диапазоны, указанные в Таблице 1. Однако выбранные диапазоны могут изменяться так, как показано ниже:
первое соотношение SA площадей: от 10% до 30%;
второе соотношение площадей SB: от 20% до 45%.
Такая установка повышает прочность скрепления гильзы и коэффициент заполнения литейным материалом промежутков между выступами 6.
В третьем варианте реализации пленка 3 с высокой теплопроводностью и пленка 4 с низкой теплопроводностью формируются на гильзе 2 цилиндра с выступами 6, параметры формирования которых соответствуют выбранным диапазонам, указанным в Таблице 1. Однако пленка 3 с высокой теплопроводностью и пленка 4 с низкой теплопроводностью могут быть сформированы на любой гильзе цилиндра, если на ней выполнены выступы 6.
Указанные варианты реализации могут быть модифицированы следующим образом.
В описанном варианте реализации гильза цилиндра согласно настоящему варианту реализации применяется в двигателе, выполненном из сплава алюминия. Однако гильза цилиндра согласно настоящему изобретению может применяться в двигателе, выполненном, например, из магниевого сплава. В частности, гильза цилиндра согласно настоящему изобретению может применяться в любом двигателе с гильзами цилиндра. Даже в этом случае достигаются преимущества, подобные полученным в перечисленных выше вариантах реализации, если изобретение реализовано в форме, сходной с указанными вариантами реализации.
Реферат
Изобретение относится к литейному производству и может быть использовано при производстве блоков цилиндров двигателей. Гильза цилиндра имеет наружную круговую поверхность и верхнюю, среднюю и нижнюю части в осевом направлении. На участке наружной круговой поверхности, соответствующем верхней части, формируют пленку с высокой теплопроводностью, а на участке наружной круговой поверхности, соответствующем нижней части, формируют пленку с низкой теплопроводностью. Пленку с высокой теплопроводностью и пленку с низкой теплопроводностью наносят слоями на участке наружной круговой поверхности, соответствующем средней части, образуя участок со слоистой пленкой. Обеспечивается уменьшение перепада температур в осевом направлении цилиндра, улучшение интенсивности расхода топлива. 2 н. и 22 з.п. ф-лы, 2 табл., 20 ил.
Комментарии