Пресс-поршень с уплотнительным кольцом для машин литья под давлением с горячей камерой прессования - RU179407U1
Код документа: RU179407U1
Чертежи
Описание
Настоящая полезная модель относится к литью под давлением в постоянные формы, а именно к вспомогательным устройствам и конструктивным элементам, в частности к машинам литья под давлением с горячей камерой прессования.
Наиболее близким к заявляемой полезной модели является поршень для машин литья под давлением, патент №28177200 B22D 17/20, содержащий корпус с наружной кольцевой проточкой и сквозными каналами, соединяющими камеру прессования с кольцевой проточкой, и цилиндрическое кольцо, охватывающее кольцевую проточку корпуса, при этом цилиндрическое кольцо выполнено в виде гибкой оболочки, жестко укрепленной на корпусе и изготовленной из жаропрочного материала.
Недостатком известного пресс-поршня для машин литья под давлением является низкая стойкость пресс-поршня с цилиндрическим кольцом и высокая трудоемкость установки кольца на пресс-поршень.
Заявляемое техническое решение направлено на повышение стойкости пресс-поршня с уплотнительным кольцом и снижение трудоемкости установки уплотнительного кольца на пресс-поршень.
Технический результат достигается тем, что в пресс-поршне для машин литья под давлением с горячей камерой прессования, содержащем корпус, в котором выполнены кольцевая проточка по наружному диаметру, глухое осевое отверстие на погружаемом в расплав торце, радиальные отверстия в кольцевой проточке, выходящие в глухое осевое отверстие, отверстие для крепления к гидроцилиндру, и уплотнительное кольцо, размещенное в кольцевой проточке, которое выполнено с Z-образной прорезью под углом 3-5 градусов относительно оси корпуса, причем на корпусе выполнены лыски.
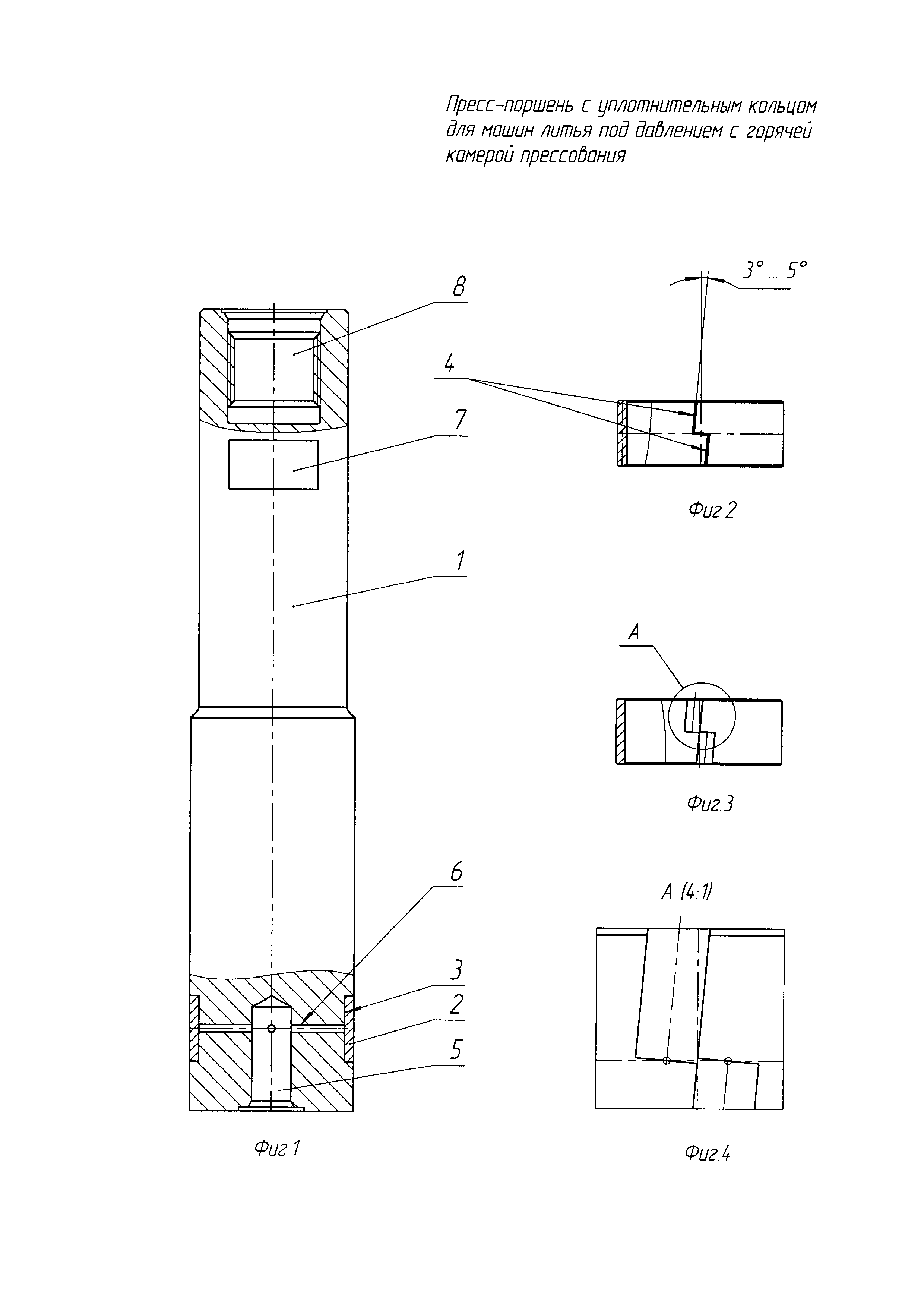
На фиг. 1 изображен пресс-поршень для машин литья под давлением с горячей камерой прессования в сборе в рабочем состоянии, общий вид;
На фиг. 2 - уплотнительное кольцо в сжатом состоянии;
На фиг. 3 - уплотнительное кольцо в раздвинутом состоянии;
На фиг. 4 - вид А на фиг. 3: Z-образная прорезь в масштабе 4:1.
Пресс-поршень для машин литья под давлением с горячей камерой прессования представляет собой следующее.
Пресс-поршень для машин литья под давлением с горячей камерой прессования содержит корпус 1 с установленным в нем уплотнительным кольцом 2.
По наружному диаметру корпуса 1 со стороны, погружаемой в расплав, выполнена кольцевая проточка 3 под уплотнительное кольцо 2 с Z-образной прорезью 4. Z-образная прорезь 4 выполнена под углом 3-5 градусов относительно оси корпуса 1 пресс-поршня, что позволяет предотвратить закусывание кромок Z-образной прорези при сжатии уплотнительного кольца 2 в процессе установки пресс-поршня в пресс-камеру.
При размерах угла наклона Z-образной прорези 4 менее 3 градусов сохраняется вероятность закусывания кромок Z-образной прорези уплотнительного кольца при сжатии в процессе установки пресс-поршня в пресс-камеру.
Выполнение угла наклона Z-образной прорези 4 более 5 градусов является нетехнологичным, поскольку при больших углах косой рез выполнить проблематично.
Также на торце корпуса 1, погружаемом в расплав, выполнено глухое осевое отверстие 5. В кольцевой проточке 3 выполнены радиальные отверстия 6, выходящие в глухое осевое отверстие 5. Глухое осевое отверстие 5 на торце корпуса 1 и радиальные отверстия 6 в кольцевой проточке 3 образуют канал для подвода расплавленного металла под уплотнительное кольцо 2, прижимая его к стенкам пресс-камеры. Кроме того, на корпусе 1 выполнены лыски 7 и отверстие 8 для крепления гидроцилиндра.
Монтаж уплотнительного кольца 2 на пресс-поршень осуществляют с помощью оправки в виде наружного конуса, раздвигающей уплотнительное кольцо 2. Разжатое уплотнительное кольцо 2 устанавливают в кольцевую проточку 3 пресс-поршня. Для монтажа пресс-поршня с уплотнительным кольцом 2 в пресс-камеру, на пресс-поршень надевают оправку в виде внутреннего конуса, сжимающего уплотнительное кольцо 2 на пресс-поршне. Пресс-поршень с надетой оправкой состыковывают с торцем пресс-камеры и вводят в отверстие пресс-камеры, сдвигая при этом оправку с пресс-поршня. После ввода уплотнительного кольца 2 в пресс-камеру, оправку с пресс-поршня удаляют.
Пресс-поршень для машин литья под давлением с горячей камерой прессования работает следующим образом:
При создании давления в пресс-камере расплав металла через глухое осевое отверстие 5 на торце корпуса 1, затем через радиальные отверстия 6 в кольцевой проточке 3 попадает под уплотнительное кольцо 2, разжимая его изнутри и прижимая к стенкам пресс-камеры.
Наклоненный на 3-5 градусов Z-образный паз, образуя самоуплотняющийся лабиринт, препятствует прямому перетоку расплава металла из полости пресс-камеры, где создается давление, в полость над пресс-поршнем, обеспечивая тем самым поддержание рабочего давления в пресс-камере и долговременную стабильность технологического литья под давлением. Подвод расплава металла под уплотнительное кольцо обеспечивает компенсацию износа колец пресс-камеры за счет поджатая уплотнительных колец изнутри к стенкам пресс-камеры расплавом металла под давлением, создаваемым в пресс-камере, что увеличивает стойкость пресс-поршня с уплотнительным кольцом в 5…6 раз.
Использование заявляемого технического решения позволяет повысить стойкость пресс-поршня с уплотнительным кольцом и снизить трудоемкость установки уплотнительного кольца на пресс-поршень, за счет наличия на уплотнительном кольце Z-образной прорези, выполненной под углом 3-5 градусов относительно оси корпуса пресс-поршня.
Реферат
Пресс-поршень с уплотнительным кольцом для машин литья под давлением с горячей камерой прессования содержит корпус с уплотнительным кольцом. По наружному диаметру корпуса со стороны, погружаемой в расплав, выполнена кольцевая проточка. В кольцевую проточку установлено уплотнительное кольцо с Z-образной прорезью. Z-образная прорезь на уплотнительном кольце выполнена под углом 3…5 градусов относительно оси пресс-поршня. Также на торце корпуса, погружаемом в расплав, выполнено глухое осевое отверстие. В кольцевой проточке выполнены радиальные отверстия, выходящие в глухое осевое отверстие. Кроме того, на корпусе выполнены лыски и отверстие для крепления гидроцилиндра.
Комментарии