Система комбинированного охлаждения литейной формы воздухом и водой и форма для литья ступицы при низком давлении, выполненная с указанной системой - RU176174U1
Код документа: RU176174U1
Чертежи


Описание
ОБЛАСТЬ ТЕХНИКИ
Полезная модель относится к области техники форм для литья автомобильных ступиц и, в частности, к системе комбинированного охлаждения литейной формы воздухом и водой и к форме для литья ступицы при низком давлении, выполненной с системой охлаждения.
ПРЕДПОСЫЛКИ ПОЛЕЗНОЙ МОДЕЛИ
Отвод тепла от формы для литья автомобильных ступиц, имеющей известную конструкцию охлаждения воздухом, происходит в терминале охлаждения литейной формы под действием сжатого воздуха, находящегося под давлением 4-6 кгс и подаваемого для понижения температуры указанной формы. Однако скорость охлаждения при данном способе сравнительно низкая, что ведет к продолжительному ожиданию момента разборки литейной формы, тем самым, отрицательно сказываясь на эффективности производства продукции и механических характеристиках материала готовых изделий.
В известном уровне техники существует способ охлаждения терминала охлаждения литейной формы не сжатым воздухом, а смешанными и распыленными водяными парами. Хотя эффективность охлаждения водяными парами выше по сравнению со сжатым воздухом, водяной пар остается в канале, что приводит к появлению ржавчины, а также к неравномерному охлаждающему воздействию в местонахождении остаточных водяных паров.
СУЩНОСТЬ ПОЛЕЗНОЙ МОДЕЛИ
Цель полезной модели заключается в создании системы комбинированного охлаждения воздухом и водой формы для литья ступицы при низком давлении. Путем совместного использования воздушного и водяного охлаждения можно обеспечить быстрое охлаждение и затвердевание области переноса тепла в литейной форме и непродолжительное ожидание момента разборки указанной формы. Согласно полезной модели для достижения отмеченной цели предложены следующие технические решения:
Система комбинированного охлаждения литейной формы воздухом и водой содержит внешний источник сжатого воздуха, первый манометр, первый расходомер, первый трубопровод и магистральный трубопровод, причем указанный источник соединен с одним концом магистрального трубопровода посредством первого трубопровода, второй конец магистрального трубопровода включает не менее двух распределительных труб, в первом трубопроводе расположен указанный расходомер, а распределительные трубы соединены с терминалами охлаждения зон переноса тепла в литейной форме.
Система комбинированного охлаждения литейной формы воздухом и водой дополнительно содержит внешний охладитель циркуляционной воды, который соединен со вторым трубопроводом, причем второй трубопровод включен в параллель с первым трубопроводом и далее соединен с магистральным трубопроводом, при этом во втором трубопроводе расположены установленные последовательно второй манометр, второй электромагнитный регулирующий клапан и второй расходомер, а первый трубопровод дополнительно снабжен первым электромагнитным регулирующим клапаном, при этом количество распределительных труб соответствует количеству терминалов охлаждения зон переноса тепла в литейной форме, и соответственно каждая из указанных труб снабжена электромагнитным регулирующим клапаном.
Предпочтительно первый трубопровод дополнительно имеет первый обратный клапан, а второй трубопровод имеет второй обратный клапан.
Литейная форма, предназначенная для литья ступицы при низком давлении, включающая систему комбинированного охлаждения указанной формы воздухом и водой, дополнительно содержит верхнюю форму, нижнюю форму и боковую форму, причем боковая форма расположена с двух сторон верхней формы, и нижний конец боковой формы контактирует с верхним концом нижней формы, при этом верхняя, нижняя и боковая формы выполнены с терминалами охлаждения зон переноса тепла в литейной форме.
Предпочтительно терминалы охлаждения зон переноса тепла в литейной форме включают терминал для водяного охлаждения питателя литниковой системы, терминалы для воздушного охлаждения поверхности, обеспечивающей установку и навешивание, терминалы для воздушного охлаждения установочного диска, терминалы верхней формы для воздушного охлаждения наклонной стенки, терминалы верхней формы для воздушного охлаждения задней подвески, терминалы боковой формы для водяного охлаждения передней подвески, терминалы нижней формы для воздушного охлаждения диаметра расположения крепежных отверстий, терминалы нижней формы для водяного охлаждения наклонной стенки, терминалы нижней формы для воздушного охлаждения середины ребра и терминалы нижней формы для водяного охлаждения конца ребра.
Предпочтительно верхняя форма также включает питатель литниковой системы, при этом в конусообразном центре этого питателя расположен терминал для охлаждения указанного питателя водой; с одной стороны указанного питателя расположены выпускные отверстия данного терминала; с двух сторон указанного питателя выполнены терминалы для воздушного охлаждения поверхности, обеспечивающей установку и навешивание, терминалы для воздушного охлаждения установочного диска, терминалы верхней формы для воздушного охлаждения наклонной стенки и терминалы верхней формы для воздушного охлаждения задней подвески; причем, с целью охлаждения литейной формы все указанные терминалы соединены с магистральным трубопроводом посредством распределительных труб.
Предпочтительно терминалы для воздушного охлаждения установочного диска расположены в прижимной пластине верхней формы; терминалы для воздушного охлаждения поверхности, обеспечивающей установку и навешивание, представляют собой концевые отверстия для охлаждения указанной поверхности, равномерно распределенные по верхней форме вдоль окружного направления; терминалы верхней формы для воздушного охлаждения наклонной стенки представляют собой концевые отверстия для воздушного охлаждения указанной стенки, равномерно распределенные по верхней форме вдоль окружного направления; терминалы верхней формы для воздушного охлаждения задней подвески представляют собой концевые отверстия для воздушного охлаждения указанной подвески, равномерно распределенные по верхней форме вдоль окружного направления.
Предпочтительно боковая форма выполнена с терминалами для водяного охлаждения передней подвески, соединенными с распределительными трубами с целью обеспечения циркуляции охлаждающей воды.
Предпочтительно терминалы боковой формы для водяного охлаждения передней подвески представляют собой концевые отверстия для охлаждения передней подвески, равномерно распределенные по боковой форме вдоль окружного направления и расположенные в непосредственной близости от данной подвески.
Предпочтительно нижняя форма выполнена с терминалами для воздушного охлаждения диаметра расположения крепежных отверстий, терминалами для водяного охлаждения наклонной стенки, терминалами для воздушного охлаждения середины ребра и терминалами для водяного охлаждения конца ребра, которые соединены с соответствующими распределительными трубами с целью охлаждения литейной формы.
Предпочтительно терминалы нижней формы для водяного охлаждения наклонной стенки представляют собой терминалы для охлаждения циркуляционной водой, равномерно распределенные в прижимной пластине указанной формы вдоль окружного направления; прижимная пластина нижней формы имеет отверстие для впуска воды и отверстие для выпуска воды; терминалы нижней формы для водяного охлаждения конца ребра представляют собой терминалы для охлаждения циркуляционной водой, равномерно распределенные по кольцу водяного охлаждения указанной формы вдоль окружного направления; кольцо водяного охлаждения нижней формы имеет отверстие для впуска воды и отверстие для выпуска воды.
Полезная модель обеспечивает следующие преимущества:
1. Согласно полезной модели система комбинированного охлаждения литейной формы воздухом и водой может обеспечивать быстрое охлаждение и затвердевание области переноса тепла в литейной форме и непродолжительное ожидание момента разборки указанной формы, что обеспечено за счет совместного использования воздушного и водяного охлаждения, так что эффективность производства продукции повышается.
2. Терминал для водяного охлаждения питателя литниковой системы, терминал боковой формы для водяного охлаждения передней подвески, терминал нижней формы для водяного охлаждения наклонной стенки и терминал нижней формы для водяного охлаждения конца ребра, выполненные в литейной форме согласно полезной модели, предназначенной для литья ступицы при низком давлении, обеспечивают охлаждение указанной формы посредством циркуляции охлаждающей воды, так что может быть обеспечено быстрое охлаждение и затвердевание отливки и существенное сокращение времени роста кристаллических зерен в отливках. Таким образом, механические характеристики изделий улучшаются более чем на 10% по сравнению с общеизвестным способом охлаждения, и эффективность производства продукции увеличивается в 1,5-2 раза по сравнению с обычным воздушным охлаждением; при этом производительность увеличена более чем на 5%.
3. Благодаря применению циркуляционной системы комбинированного воздушного и водяного охлаждения значительно уменьшено рабочее значение давления воздуха применительно к оборудованию для процесса литья, что является преимущественным с точки зрения энергосбережения, уменьшения вредных выбросов, снижения уровня шума, уменьшения затрат предприятия на электроэнергию и техническое обслуживание, а также улучшены условия работы операторов литейного производства и т.п.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
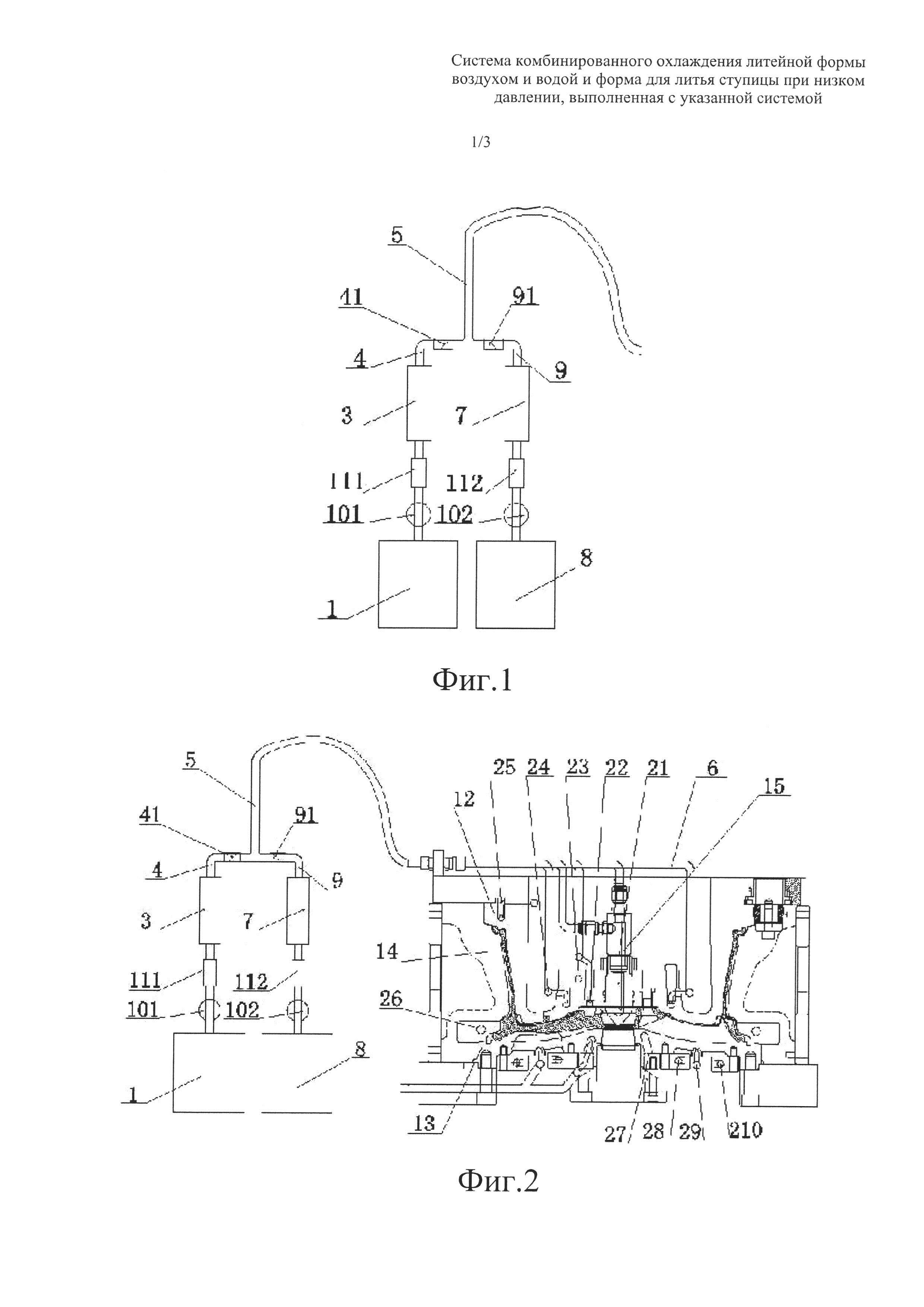
Фиг. 1 представляет собой структурную схему системы комбинированного воздушного и водяного охлаждения литейной формы, выполненной согласно конкретному варианту осуществления полезной модели;
Фиг. 2 представляет собой структурную схему формы для литья ступицы, выполняемого при низком давлении, согласно конкретному варианту осуществления полезной модели;
Фиг. 3 представляет собой схему распределения охладительных терминалов верхней формы согласно конкретному варианту осуществления полезной модели;
Фиг. 4 представляет собой схему распределения терминалов боковой формы для охлаждения передней подвески согласно конкретному варианту осуществления полезной модели;
Фиг. 5 представляет собой схему распределения охладительных терминалов, расположенных в прижимной пластине нижней формы, согласно конкретному варианту осуществления полезной модели;
Фиг. 6 представляет собой схему распределения охладительных терминалов, расположенных в кольце водяного охлаждения нижней формы, согласно конкретному варианту осуществления полезной модели.
Обозначения на чертежах:
1 - внешний источник сжатого воздуха;
21 - терминал для водяного охлаждения питателя литниковой системы;
22 - терминал для воздушного охлаждения поверхности, обеспечивающей установку и навешивание;
23 - терминал для воздушного охлаждения установочного диска;
24 - терминал верхней формы для воздушного охлаждения наклонной стенки;
25 - терминал верхней формы для воздушного охлаждения задней подвески;
26 - терминал боковой формы для водяного охлаждения передней подвески;
27 - терминал нижней формы для воздушного охлаждения диаметра расположения крепежных отверстий;
28 - терминал нижней формы для водяного охлаждения наклонной стенки;
29 - терминал нижней формы для воздушного охлаждения середины ребра;
210 - терминал нижней формы для водяного охлаждения конца ребра;
3 - первый расходомер;
4 - первый трубопровод;
41 - первый обратный клапан;
5 - магистральный трубопровод;
6 - распределительная труба;
7 - второй расходомер;
8 - внешний охладитель циркуляционной воды;
9 - второй трубопровод;
91 - второй обратный клапан;
101 - первый манометр;
102 - второй манометр;
12 - верхняя форма;
13 - нижняя форма;
14 - боковая форма;
15 - питатель литниковой системы;
16 - прижимная пластина нижней формы;
17 - кольцо водяного охлаждения нижней формы.
ПОДРОБНОЕ ОПИСАНИЕ
Технические решения полезной модели представлены далее со ссылкой на прилагаемые чертежи и конкретные варианты выполнения.
В полезной модели предложена система комбинированного охлаждения литейной формы воздухом и водой. Как изображено на Фиг. 1, система содержит внешний источник 1 сжатого воздуха, первый манометр 101, первый расходомер 3, первый трубопровод 4 и магистральный трубопровод 5, причем указанный источник 1 соединен с одним концом магистрального трубопровода 5 посредством первого трубопровода 4, а второй конец магистрального трубопровода 5 содержит не менее двух распределительных труб 6; первый трубопровод снабжен первым расходомером 3 и первым манометром 101; распределительные трубы 6 соединены с терминалами охлаждения зон переноса тепла в литейной форме. Система дополнительно содержит внешний охладитель 8 циркуляционной воды, который соединен со вторым трубопроводом 9; при этом второй трубопровод 9 включен в параллель с первым трубопроводом 4 и далее соединен с магистральным трубопроводом 5; второй трубопровод 9 снабжен вторым манометром 102, вторым электромагнитным регулирующим клапаном 112 и вторым расходомером 7, установленными последовательно; первый трубопровод 4 тоже имеет электромагнитный регулирующий клапан 111; причем количество распределительных труб 6 соответствует количеству терминалов охлаждения зон переноса тепла в литейной форме, и каждая из указанных труб выполнена, соответственно, с электромагнитным регулирующим клапаном, регулирующим расход потока воздуха и охлаждающей воды.
В предпочтительном варианте выполнения первый трубопровод 4 дополнительно снабжен первым обратным клапаном 41, а второй трубопровод 9 выполнен со вторым обратным клапаном 91.
В полезной модели также предложена литейная форма, предназначенная для литья ступицы при низком давлении. Как изображено на Фиг. 2, форма для литья ступицы при низком давлении выполнена с системой комбинированного охлаждения воздухом и водой и содержит верхнюю форму 12, нижнюю форму 13 и боковую форму 14, причем боковая форма расположена с двух сторон верхней формы 12, а нижний конец боковой формы контактирует с верхним концом нижней формы 13; при этом формы 12, 13 и 14 выполнены с терминалами охлаждения зон переноса тепла в литейной форме.
Согласно предпочтительному варианту выполнения и представленному способу осуществления полезной модели, терминалы охлаждения зон переноса тепла в литейной форме включают терминал 21 для водяного охлаждения питателя литниковой системы, терминал 22 для воздушного охлаждения поверхности, обеспечивающей установку и навешивание, терминал 23 для воздушного охлаждения установочного диска, терминал 24 верхней формы для воздушного охлаждения наклонной стенки, терминал 25 верхней формы для воздушного охлаждения задней подвески, терминал 26 боковой формы для водяного охлаждения передней подвески, терминал 27 нижней формы для воздушного охлаждения диаметра расположения крепежных отверстий, терминал 28 нижней формы для водяного охлаждения наклонной стенки, терминал 29 нижней формы для воздушного охлаждения середины ребра и терминал 210 нижней формы для водяного охлаждения конца ребра. Согласно представленной полезной модели, охладительные терминалы представляют собой по существу охлаждающие каналы.
Согласно представленному способу осуществления полезной модели, предпочтительный вариант которой изображен на Фиг. 2 и Фиг. 3, верхняя форма 12 дополнительно содержит питатель 15 литниковой системы, при этом в конусообразном центре данного питателя расположен терминал 21 для охлаждения указанного питателя водой; с одной стороны указанного питателя расположены выпускные отверстия 211 данного терминала; с двух сторон указанного питателя выполнены терминалы 22 для воздушного охлаждения поверхности, обеспечивающей установку и навешивание, терминалы 23 для воздушного охлаждения установочного диска, терминалы 24 для воздушного охлаждения наклонной стенки и терминалы 25 для воздушного охлаждения задней подвески; при этом, с целью охлаждения литейной формы все указанные терминалы 21, 22, 23, 24 и 25 соединены с магистральным трубопроводом 5 посредством распределительных труб 6.
Согласно следующему техническому решению терминалы 23 для воздушного охлаждения установочного диска расположены в прижимной пластине верхней формы 12; охладительные терминалы для поверхности, обеспечивающей установку и навешивание, представляют собой концевые отверстия для охлаждения указанной поверхности, равномерно распределенные по верхней форме 12 в окружном направлении; терминалы 24 верхней формы для воздушного охлаждения наклонной стенки представляют собой концевые отверстия для воздушного охлаждения указанной стенки, равномерно распределенные по верхней форме 12 в окружном направлении; терминалы 25 верхней формы для воздушного охлаждения задней подвески представляют собой концевые отверстия для воздушного охлаждения указанной подвески, равномерно распределенные по верхней форме 12 в окружном направлении.
Как изображено на Фиг. 4, согласно представленному способу осуществления полезной модели боковая форма 14 выполнена с терминалами 26 для водяного охлаждения передней подвески, соединенными с распределительными трубами 6 для обеспечения циркуляции охлаждающей воды; согласно еще одному техническому решению, указанные терминалы 26 представляют собой концевые отверстия для охлаждения передней подвески, равномерно распределенные по указанной форме 14 в окружном направлении; боковая форма 14 состоит из четырех отдельных частей, не перекрывающих друг друга, причем каждая из указанных частей имеет терминалы 26 для водяного охлаждения передней подвески, расположенные в непосредственной близости от данной подвески.
Согласно этому варианту выполнения нижняя форма 13 выполнена с терминалами 27 для воздушного охлаждения диаметра расположения крепежных отверстий, терминалами 28 для водяного охлаждения наклонной стенки, терминалами 29 для воздушного охлаждения середины ребра и терминалами 210 для водяного охлаждения конца ребра, при этом все указанные терминалы соединены с распределительными трубами 6 с целью охлаждения литейной формы.
Согласно следующему техническому решению, изображенному на Фиг. 5, терминалы 28 нижней формы для водяного охлаждения наклонной стенки представляют собой терминалы для охлаждения циркуляционной водой, равномерно распределенные в прижимной пластине 16 нижней формы в окружном направлении; прижимная пластина 16 имеет отверстие 281 для впуска и отверстие 282 для выпуска воды; циркуляционная вода поступает в указанные терминалы 28 из впускного отверстия 281, а выходит из них через выпускное отверстие 282, завершая циркуляцию охлаждающей воды. Как изображено на Фиг. 6, терминалы 210 нижней формы для водяного охлаждения конца ребра представляют собой терминалы для охлаждения циркуляционной водой, равномерно распределенные по кольцу 17 водяного охлаждения нижней формы в окружном направлении; кольцо водяного охлаждения нижней формы имеет отверстие 211 для впуска воды и отверстие 212 для выпуска воды. Согласно варианту выполнения, указанные терминалы 210 представляют собой четыре отдельные части, причем водоохладительный терминал каждой части при помощи сварки соединен и посредством трубопровода сообщается с водоохладительным терминалом смежной части, образуя единый терминал 210 нижней формы для водяного охлаждения конца ребра.
В распределительных трубах, соединенных с терминалом 21 для водяного охлаждения питателя литниковой системы, терминалами 26 боковой формы для водяного охлаждения передней подвески, терминалами 28 нижней формы для водяного охлаждения наклонной стенки и терминалами 210 нижней формы для водяного охлаждения конца ребра, установлены электромагнитные регулирующие клапаны, которые обеспечивают поступление и протекание охлаждающей циркуляционной воды, находящейся под давлением 2,5-3 кгс, через охлаждающие терминалы указанных четырех частей литейной формы. После завершения цикла охлаждения циркуляционной водой указанных выше терминала 21, терминалов 26, терминалов 28 и терминалов 210 подают сжатый воздух, убирая остатки охлаждающей воды из охладительных терминалов и обеспечивая непрерывное охлаждение литейной формы, а также образование давления водяных паров в охладительных терминалах, и для предотвращения влияния на расход потока воды при следующей циркуляции.
В процессе охлаждения охлаждающий воздух подают в терминалы 22 для воздушного охлаждения поверхности, обеспечивающей установку и навешивание, терминалы 23 для воздушного охлаждения установочного диска, терминалы 24 верхней формы для воздушного охлаждения наклонной стенки, терминалы 25 верхней формы для воздушного охлаждения задней подвески, терминалы 27 нижней формы для воздушного охлаждения диаметра расположения крепежных отверстий и терминалы 29 нижней формы для воздушного охлаждения середины ребра.
Процесс изготовления ступицы с использованием указанной литейной формы состоит в следующем. После сборки литейной формы жидкий алюминий из тигля, находящегося в ее нижней части, под воздействием сжатого воздуха подают по стояку в полость литейной формы, через литник нижней формы. Под воздействием каждого охладительного терминала литейной формы температура жидкого алюминия понижается, далее жидкий алюминий переходит в состояние кристаллизации и последовательно затвердевает. В конце операции литейную форму разбирают, вынимая заготовку ступицы.
Согласно этому варианту выполнения охладительные терминалы расположены на участках переноса тепла в литейной форме, предназначенной для литья ступицы при низком давлении, так что состояние последовательной кристаллизации отливок может быть достигнуто без повышения температуры в местах расположения спиц диска и литниковых каналов, что укорачивает цикл изготовления изделий и повышает эффективность производства. В результате быстрого охлаждения и затвердевания отливок и существенного сокращения времени роста кристаллических зерен в отливках, механические характеристики изделий могут быть улучшены более чем на 10% по сравнению с обычным охлаждением, а эффективность производства повышена в 1,5-2 раза по сравнению с общеизвестным воздушным охлаждением; при этом производительность увеличивается более чем на 5%.
Следует отметить, что в вышеописанных вариантах осуществления описан и проиллюстрирован главный принцип, основные характеристики и преимущества полезной модели. Понятно, что представленные выше варианты осуществления и описание приведены исключительно с целью пояснения принципа данной полезной модели, и не ограничивают полезную модель. Специалисты могут выполнить разные изменения и усовершенствования, которые не выходят за рамки сущности и объема данной полезной модели, при этом следует считать, что указанные изменения и усовершенствования соответствуют объему правовой охраны данной полезной модели. Объем полезной модели в целом определен формулой полезной модели и ее любыми эквивалентами.
Реферат
Предложена система комбинированного охлаждения литейной формы воздухом и водой, содержащая внешний источник сжатого воздуха, первый манометр, первый расходомер, первый трубопровод и магистральный трубопровод, причем указанный источник соединен с одним концом магистрального трубопровода посредством первого трубопровода. Второй конец магистрального трубопровода содержит не менее двух распределительных труб. Указанные первый расходомер и первый манометр расположены в первом трубопроводе. Распределительные трубы соединены с терминалами охлаждения зон переноса тепла в литейной форме. Система комбинированного охлаждения литейной формы воздухом и водой дополнительно содержит внешний охладитель циркуляционной воды, который соединен со вторым трубопроводом, который включен в параллель с первым трубопроводом и далее соединен с магистральным трубопроводом. Второй трубопровод снабжен вторым манометром, вторым электромагнитным регулирующим клапаном и вторым расходомером, установленными последовательно. Первый трубопровод тоже имеет электромагнитный регулирующий клапан. Количество распределительных труб соответствует количеству терминалов охлаждения зон переноса тепла в литейной форме, и каждая из указанных труб соответственно имеет электромагнитный регулирующий клапан. Благодаря совместному использованию воздушного и водяного охлаждения система может обеспечивать быстрое охлаждение и затвердевание зон термического контакта литейной формы. В полезной модели также описана литейная форма, предназначенная для литья ступицы при низком давлении. Фиг. 2
Комментарии