Композиционный компонент часов или ювелирного изделия с защитой подложки и его декоративного элемента - RU2729706C1
Код документа: RU2729706C1
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления композиционного компонента часов или ювелирного изделия, содержащего по меньшей мере один декоративный элемент, прикрепленный к подложке, которая имеет по меньшей мере одну видимую поверхность, предназначенную для того, чтобы оставаться видимой.
Настоящее изобретение относится также к наручным или карманным часам, содержащим внешний элемент и/или циферблат, изготовленные этим способом.
Настоящее изобретение относится также к области внешних или индикаторных компонентов для часового дела, а также к области ювелирных изделий.
Уровень техники
Изготовление определенных компонентов часов или ювелирных изделий, содержащих добавочные компоненты или декоративные элементы, часто представляет собой трудную задачу, если материал подложки реагирует на влажность, или температуру, или определенные растворители.
Это, например, касается перламутра или других материалов животного или растительного происхождения, которые требуют особых мер предосторожности для подгонки, украшения и длительной защиты самой подложки, а также любых декоративных элементов, предусмотренных в таких компонентах.
Раскрытие сущности изобретения
Настоящим изобретением предлагается способ изготовления композиционного компонента часов или ювелирного изделия, содержащего по меньшей мере один декоративный элемент, прикрепленный к подложке, которая имеет по меньшей мере одну видимую поверхность, предназначенную для того, чтобы оставаться видимой, что обеспечивает стабильность в течение долгого времени подложки и добавочных декоративных элементов.
В связи с этим настоящим изобретением предлагается способ согласно п. 1 формулы изобретения.
Объектом настоящего изобретения являются также наручные или карманные часы, содержащие компонент, изготовленный этим способом.
Объектом настоящего изобретения является также ювелирное изделие, содержащее компонент, изготовленный этим способом.
Краткое описание чертежей
Другие отличительные признаки и преимущества настоящего изобретения станут более ясными после ознакомления с приведенным ниже его подробным описанием со ссылками на прилагаемые чертежи.
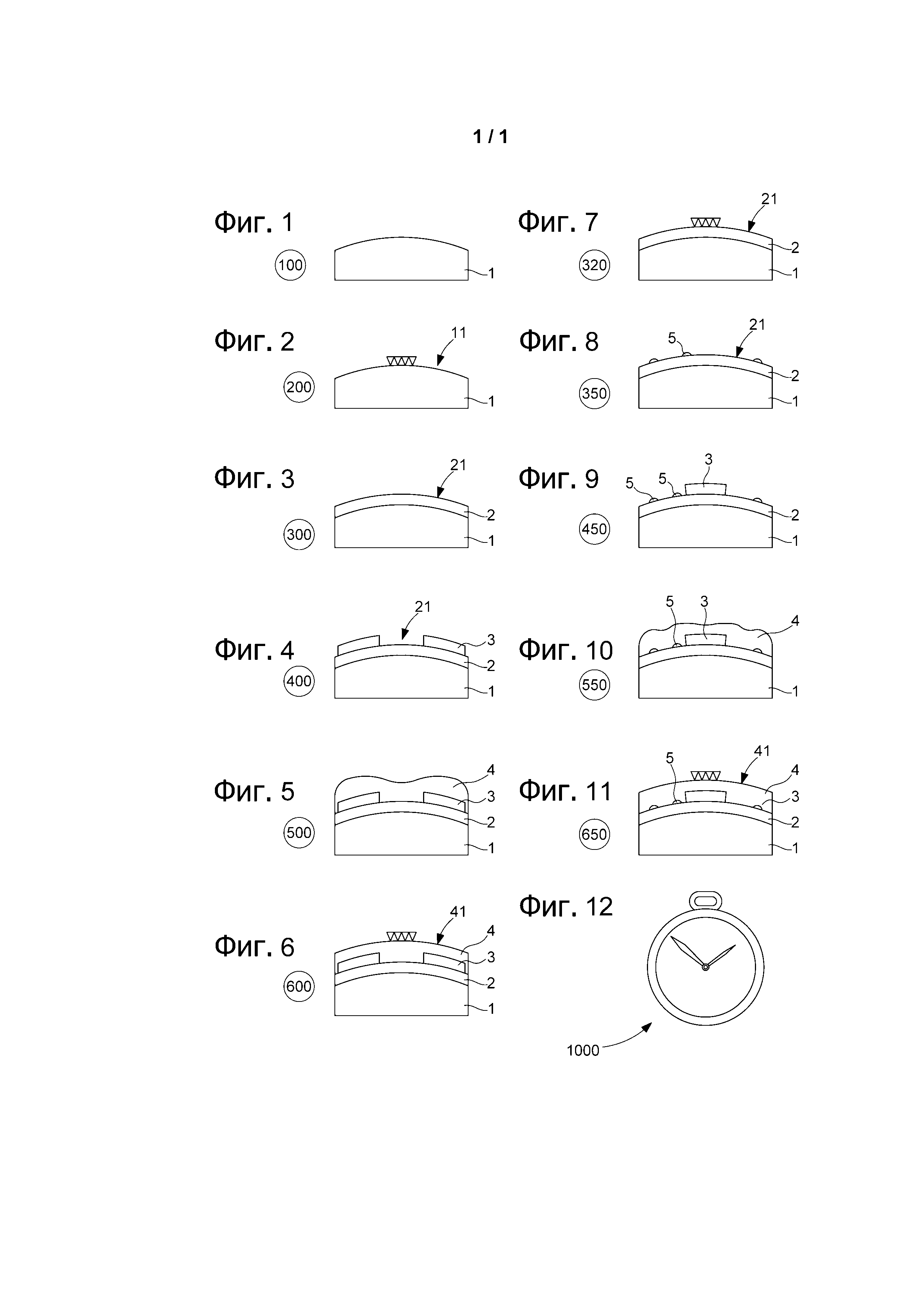
На фиг. 1–11 показаны схематичные виды в разрезе, иллюстрирующие последовательные операции способа согласно настоящему изобретению:
на фиг. 1 показано изготовление основания;
на фиг. 2 – зеркальная полировка каждой видимой поверхности основания, предназначенной для того, чтобы быть видимой для пользователя;
на фиг. 3 – первая операция нанесения покрытия, в процессе которой на каждую отполированную видимую поверхность наносится покрытие путем нанесения первого прозрачного или окрашенного полупрозрачного слоя первого материала сухим способом, или физическим осаждением из паровой фазы, или химическим осаждением из паровой фазы, или с помощью атомно-слоевого осаждения, или лакировкой, или лакировкой нитроцеллюлозным лаком;
на фиг. 4 – первая операция переноса, в процессе которой производится наложение и приклеивание по меньшей мере одного декоративного элемента на первую внешнюю поверхность первого слоя;
на фиг. 5 – вторая операция нанесения покрытия, в процессе которой на первый слой и на каждый декоративный элемент, расположенный на первом слое, наносится второй слой прозрачного отделочного материала сухим способом, или физическим осаждением из паровой фазы, или химическим осаждением из паровой фазы, или с помощью атомно-слоевого осаждения, или лакировкой, или лакировкой нитроцеллюлозным лаком;
на фиг. 6 –операция окончательной механической обработки, в процессе которой выполняется геометрическое выравнивание второго слоя и/или полировка второй внешней поверхности второго слоя;
на фиг. 7 – промежуточная операция механической обработки, которая выполняется после первой операции нанесения покрытия и в процессе которой выполняется геометрическое выравнивание первого слоя и/или полировка первой внешней поверхности первого слоя;
на фиг. 8 – операция переноса, которая выполняется перед второй операцией нанесения покрытия и в процессе которой на первую внешнюю поверхность первого слоя посредством тампонной печати наносится по меньшей мере одна отметка;
на фиг. 9 – вариант осуществления изобретения, в котором на первую внешнюю поверхность первого слоя одновременно производится наложение и приклеивание по меньшей мере одного декоративного элемента и нанесение посредством тампонной печати по меньшей мере одной отметки;
на фиг. 10 –вторая операция нанесения покрытия, как и на фиг. 5, в процессе которой на первый слой и на каждый декоративный элемент, закрепленный на первом слое, как показано на фиг. 9, наносится второй слой прозрачного отделочного материала сухим способом, или физическим осаждением из паровой фазы, или химическим осаждением из паровой фазы, или с помощью атомно-слоевого осаждения, или лакировкой, или лакировкой нитроцеллюлозным лаком;
на фиг. 11 – операция окончательной механической обработки, как и на фиг. 6, в процессе которой выполняется геометрическое выравнивание второго слоя заготовки, показанной на фиг. 10, и/или полировка второй внешней поверхности этого второго слоя;
на фиг. 12 – часы с циферблатом, изготовленным и декорированным способом согласно настоящему изобретению.
Осуществление изобретения
Настоящее изобретение относится к способу изготовления композиционного компонента часов или ювелирного изделия, содержащего по меньшей мере один декоративный элемент, прикрепленный к подложке, которая имеет по меньшей мере одну видимую поверхность, предназначенную для того, чтобы оставаться видимой, при этом указанный способ включает в себя следующие операции, выполняемые в указанном ниже порядке:
- начальную операцию 100, в процессе которой изготавливают основание 1 в подложке с по меньшей мере одой видимой поверхностью 11, предназначенной для того, чтобы оставаться видимой;
- первую операцию полировки 200, в процессе которой выполняют зеркальную полировку каждой видимой поверхности 11, предназначенной для того, чтобы быть видимой для пользователя;
- первую операцию 300 нанесения покрытия, в процессе которой на каждую отполированную видимую поверхность 11 основания 1 наносят покрытие путем нанесения первого прозрачного или окрашенного полупрозрачного слоя 2 первого материала сухим способом, или физическим осаждением из паровой фазы, или химическим осаждением из паровой фазы, или с помощью атомно-слоевого осаждения, или лакировкой, или лакировкой нитроцеллюлозным лаком;
- первую операцию 400 переноса, в процессе которой накладывают и приклеивают по меньшей мере один декоративный элемент 3 к первой внешней поверхности 21 первого слоя 2;
- вторую операцию 500 нанесения покрытия, в процессе которой на первый слой 2 и на каждый декоративный элемент 3, расположенный на первом слое 2, наносят второй слой 4 прозрачного отделочного материала сухим способом, или физическим осаждением из паровой фазы, или химическим осаждением из паровой фазы, или с помощью атомно-слоевого осаждения, или лакировкой, или лакировкой нитроцеллюлозным лаком.
Согласно частному варианту осуществления изобретения, после второй операции 500 нанесения покрытия, выполняют операцию 600 окончательной механической обработки, в процессе которой выполняют геометрическое выравнивание второго слоя 4 и/или полировку второй внешней поверхности 41 второго слоя 4.
Согласно частному варианту осуществления изобретения, после первой операции 300 нанесения покрытия выполняют промежуточную операцию 320 механической обработки, в процессе которой выполняют геометрическое выравнивание первого слоя 2 и/или полировку первой внешней поверхности 21 первого слоя 2.
Согласно частному варианту осуществления изобретения, перед выполнением второй операции 500 нанесения покрытия выполняют операцию 350 переноса, в процессе которой на первую внешнюю поверхность 21 первого слоя 2 посредством тампонной печати наносят по меньшей мере одну отметку 5.
Согласно частному варианту осуществления изобретения, в процессе начальной операции 100 по меньшей мере одну видимую поверхность 11 выполняют криволинейной со специальной формой кривизны, при этом перед выполнением первой операции 400 переноса изготавливают криволинейную протекторную опору, которая соответствует указанной специальной форме кривизны и к которой с помощью адгезива прикрепляют по меньшей мере один декоративный элемент 3.
Согласно частному варианту осуществления изобретения, в процессе промежуточной операции 320 механической обработки по меньшей мере одну часть первой внешней поверхности 21 первого слоя 2 выполняют со специальной формой кривизны, при этом перед выполнением первой операции 400 переноса изготавливают криволинейную протекторную опору, которая соответствует указанной специальной форме кривизны и к которой с помощью адгезива прикрепляют по меньшей мере один декоративный элемент 3. Более конкретно, в процессе начальной операции 100 изготавливают основание 1 с геометрическими отметочными элементами, при этом изготавливают криволинейную протекторную опору с отметочными элементами, ответными отметочным элементам основания 1 для их точного позиционирования относительно друг друга перед приклеиванием каждого декоративного элемента 3, расположенного на протекторной опоре.
Согласно частному варианту осуществления изобретения, в процессе начальной операции 100 изготавливают по меньшей мере одно основание 1 с по меньшей мере одной механически обработанной приемной поверхностью для приема по меньшей мере одного декоративного элемента 3 или одной отметки 5. Эта приемная поверхность может выступать относительно основания 1 или может быть углубленной относительно него, при этом она может быть выполнена, например, в виде отверстия, обработанного цекованием, канавки или углубления, в которые можно поместить и вставить дополнительные механические компоненты, такие как накладки, индикаторы и т. п.
Согласно частному варианту осуществления изобретения, в процессе начальной операции 100 изготавливают по меньшей мере одно основание 1 с по меньшей мере одним полым гнездом для приема промежуточного декоративного слоя окрашенного материала, отличного от материала основания 1.
Согласно частному варианту осуществления изобретения, в процессе промежуточной операции 320 механической обработки в первом слое 2 выполняют по меньшей мере одно полое гнездо для приема по меньшей мере одного декоративного элемента 3 или для приема промежуточного декоративного слоя окрашенного материала, отличного от материала основания 1 и/или материала первого слоя 2.
Согласно частному варианту осуществления изобретения, между первой операцией 300 нанесения покрытия и второй операцией 500 нанесения покрытия выполняют по меньшей мере одну промежуточную операцию нанесения покрытия, в процессе которой в по меньшей мере одно гнездо помещают или в по меньшей мере одном указанном гнезде закрепляют промежуточный декоративный элемент из окрашенного материала, отличного от материала основания 1 и/или материала первого слоя 2. Более конкретно, промежуточная операция нанесения покрытия осуществляется путем нанесения промежуточного слоя окрашенного материала, после чего выполняется механическая обработка и/или полировка, чтобы промежуточный слой не выходил за границы гнезда, в котором он расположен.
Согласно частному варианту осуществления изобретения, в качестве материала второго слоя 4 выбирают полиакриловый или эпоксидный лак.
Согласно частному варианту осуществления изобретения, в процессе начальной операции 100 используют перламутровую подложку, которая может быть выполнена из натурального или синтетического перламутра.
Согласно частному варианту осуществления изобретения, в процессе начальной операции 100 используют керамическую подложку.
Согласно частному варианту осуществления изобретения, изготавливают компонент часов для формирования внешнего элемента или циферблата часов.
Объектом изобретения являются также наручные или карманные часы 1000, содержащие по меньшей мере один компонент, изготовленный вышеописанным способом. Объектом настоящего изобретения является также ювелирное изделие, содержащее по меньшей мере один компонент, изготовленный этим способом.
Разумеется, настоящее изобретение может быть использовано для изготовления не только компонентов часов, но и ювелирных изделий, или компонентов ювелирных изделий, или очков, или модных вещей.
Реферат
Способ изготовления композиционного компонента часов или ювелирного изделия, включающий в себя: изготовление основания (1) в подложке с видимой поверхностью, предназначенной для того, чтобы оставаться видимой; зеркальную полировку каждой видимой поверхности (11); нанесение на каждую отполированную видимую поверхность (11) первого прозрачного или окрашенного полупрозрачного слоя (2) первого материала сухим способом, или физическим осаждением из паровой фазы, или химическим осаждением из паровой фазы, или с помощью атомно-слоевого осаждения, или лакировкой, или лакировкой нитроцеллюлозным лаком; прикрепление декоративного элемента (3) к внешней поверхности (21) первого слоя (2); нанесение на первый слой (2) и на каждый декоративный элемент (3) второго слоя (4) прозрачного отделочного материала сухим способом, или физическим осаждением из паровой фазы, или химическим осаждением из паровой фазы, или с помощью атомно-слоевого осаждения, или лакировкой, или лакировкой нитроцеллюлозным лаком. 2 н. и 18 з.п. ф-лы, 12 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ получения детали часов или ювелирных изделий из композиционного материала и деталь из композиционного материала, полученная таким способом
Комментарии