Внешний элемент или циферблат для часов или ювелирных изделий, выполненный из проводящего материала - RU2743680C1
Код документа: RU2743680C1
Чертежи


Описание
Область техники, к которой относится изобретение
Изобретение относится к способу изготовления внешнего элемента или циферблата для часов или ювелирных изделий, выполненного из проводящего материала.
Изобретение также относится к наручным или карманным часам, включающим в себя внешний элемент и/или циферблат, выполненный этим способом.
Изобретение также относится к области внешних или отображающих компонентов для часов, а также к области ювелирных изделий.
Уровень техники
Известен способ изготовления двухцветных компонентов, состоящий в следующем:
- размещают жертвенный защитный слой (фоточувствительную смолу, лак, клей, полимерную пленку) на всей поверхности заготовки;
- выборочно гравируют защитный слой, а также, возможно, гравируют подложку;
- выполняют декоративную обработку (гальваническое покрытие, вакуумное осаждение, глянцевание, покрытие лаком);
- удаляют жертвенный защитный слой (химическое травление, растворение, ионная бомбардировка, механическое воздействие).
Если только не используют фоточувствительную смолу, четкость контуров получается не очень хорошая.
Более того, материал жертвенного защитного слоя может демонстрировать явление дегазирования во время какой-либо последующей вакуумной обработки, особенно для выполнения декоративной обработки посредством процесса металлизации.
В японской заявке на патент № H05156425A на имя корпорации SEIKO EPSON раскрыто формирование полой литеры, или в более общем случае узора, покрытого цветной пленкой, на поверхности основного материала, такого как спеченный твердый сплав, сплав платины или белого золота или керамика, посредством процесса формирования сухой пленки. Поверхность материала покрывают цветной пленкой в качестве первого слоя, полый узор, имеющий глубину больше, чем толщина первого слоя, формируют на соответствующей детали посредством обработки лазерным лучом, цветную пленку, имеющую состав, отличный от состава пленки первого слоя, наносят в качестве второго слоя посредством процесса формирования сухой пленки, а затем первый слой и второй слой удаляют, за исключением области, включающей в себя узор.
В японском патенте № H04160154 на имя SEIKO раскрыт экономичный способ производства декоративного элемента, обладающего декоративным и стабильным качеством, в котором накладывают маску на поверхность декоративного элемента из нержавеющей стали, обрабатывают определенную часть лазерным лучом для образования углубленного узора, а затем формируют серое/черное покрытие в виде пленки, в частности, путем ионного осаждения. Затем удаляют маскировочную пленку посредством вытравливания. Таким образом, эффективно формируют углубленный серый/черный узор или признак, имеющий стабильное качество.
В японском патенте № H04136188 на имя SEIKO описано, как качественно и эффективно декорировать углубленный золотой символ путем покрытия поверхности декоративного элемента из нержавеющей стали титановой пленкой посредством ионного осаждения, формирования углубленного символа на требуемой детали путем обработки лазерным лучом, а затем применяя осаждение золота посредством гальванического осаждения перед удалением пленки вытравливанием.
В европейском патенте № 3181006 на имя компании THE SWATCH GROUP RESEARCH & DEVELOPMENT Ltd. раскрыт внешний элемент, выполненный из первого керамического материала, имеющего первый цвет, причем поверхность этого внешнего элемента по меньшей мере частично обработана так, что ее подвергают по меньшей мере одному преобразованию цветом, отличным от первого цвета.
В европейском патенте № 3336614 на имя RUBATTEL AND WEYERMANN раскрыт способ изготовления внешнего элемента или циферблата часов из непроводящего материала, в котором по меньшей мере один раз выполняют основной цикл, включающий в себя следующие этапы, на которых:
- изготавливают основание из непроводящей, или керамической, или стеклянной, или сапфировой подложки;
- осуществляют покрытие сухим методом по меньшей мере первым жертвенным металлическим защитным слоем;
- гравируют украшение посредством лазера, генерирующего сверхкороткие импульсы, такого как пикосекундный лазер или фемтосекундный лазер, до глубины, по меньшей мере равной локальной толщине первого жертвенного металлического защитного слоя;
- осуществляют покрытие сухим методом украшения и оставшейся части первого жертвенного металлического защитного слоя по меньшей мере вторым металлическим и/или цветным декоративным отделочным слоем;
- химически удаляют каждый жертвенный металлический защитный слой.
В европейской заявке на патент № 3067220A1 на имя ROLEX раскрыт способ декорирования элемента часов с глубокой гравировкой поверхности элемента, который необходимо украсить, с помощью фемтосекундного лазера; и выполнения структурирования поверхности элемента часов, который необходимо украсить, причем эти два украшения по меньшей мере частично наложены друг на друга.
Раскрытие сущности изобретения
В изобретении предложено разработать способ изготовления внешнего элемента или циферблата для часов или ювелирных изделий, выполненного из проводящего материала, в частности из керамики или тому подобного, для получения металлизированных и/или цветных гравированных украшений.
Для этого изобретение относится к способу по п. 1 формулы изобретения.
Изобретение также относится к наручным или карманным часам, включающим в себя внешний элемент и/или циферблат, выполненный этим способом.
Предложенный способ позволяет получить украшения высокого разрешения на проводящих подложках.
Более того, изобретение исключает использование органических защитных слоев, которые могут демонстрировать дегазирование во время последующего процесса вакуумной металлизации.
Наконец, предложенное решение не требует приобретения дорогостоящего оборудования для фотолитографии (спин-кутера, установки фотолитографии, желтой комнаты) и может быть выполнено с использованием обычного оборудования для механической гравировки, в частности оборудования для лазерной гравировки.
Краткое описание чертежей
Другие признаки и преимущества изобретения станут очевидными после прочтения последующего подробного описания со ссылкой на прилагаемые чертежи.
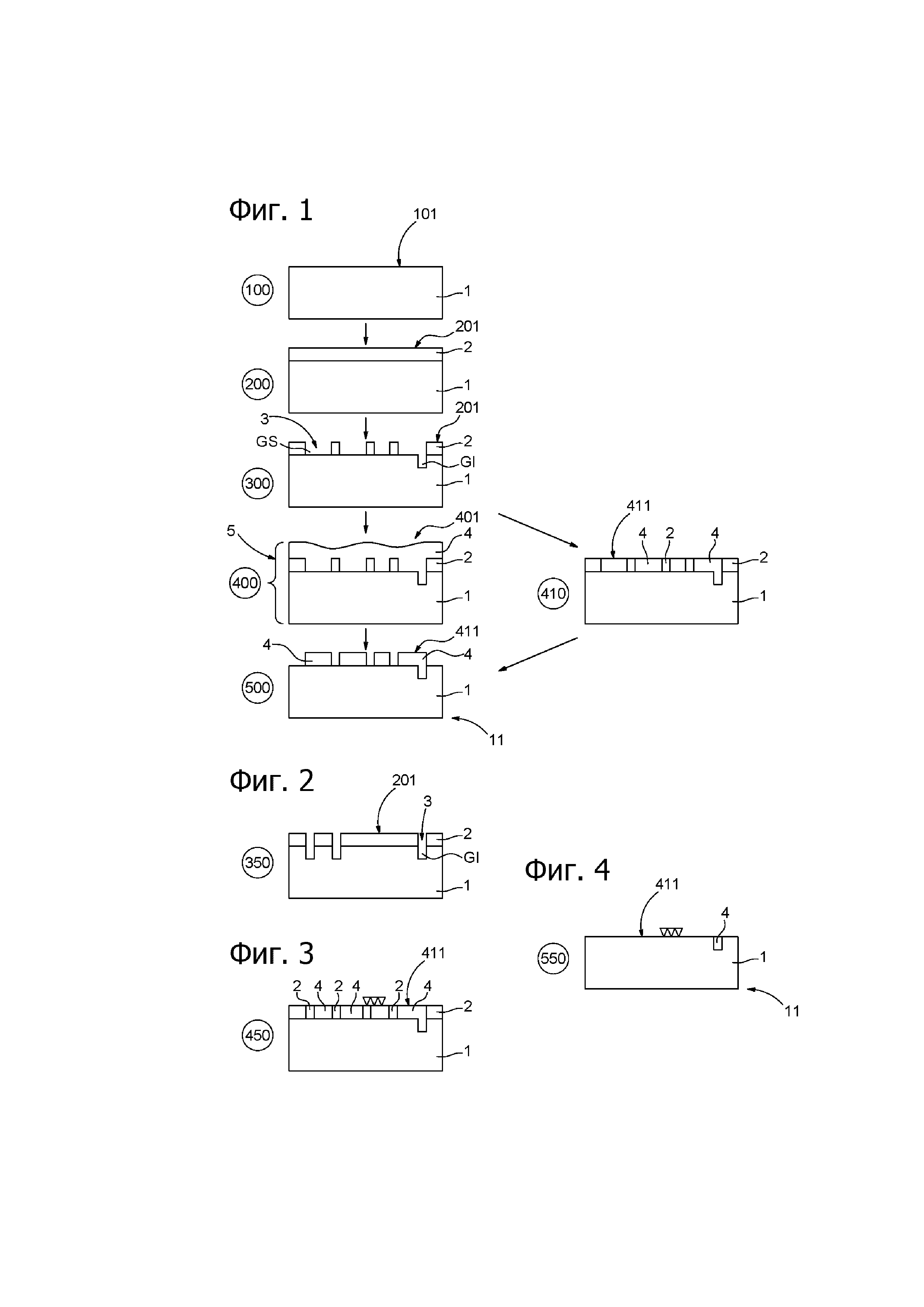
На фиг. 1 показан схематичный вид в разрезе рабочей последовательности основного цикла способа согласно изобретению, включающей в себя изготовление основания, покрытие его первым жертвенным металлическим защитным слоем, гравировку украшения, осаждение второго декоративного металлического и/или цветного отделочного слоя и удаление первого жертвенного металлического защитного слоя;
на фиг. 2 – аналогично фиг. 1, единственный этап гравировки, на котором вся гравировка достигает подложки основания;
на фиг. 3 – аналогично фиг. 1, опциональный этап механического выравнивания первого жертвенного металлического защитного слоя и второго декоративного отделочного слоя перед удалением первого жертвенного металлического защитного слоя;
на фиг. 4 – аналогично фиг. 3, опциональный этап механического выравнивания второго декоративного отделочного слоя после удаления первого жертвенного металлического защитного слоя;
на фиг. 5 – аналогично фиг. 1, единственный этап осаждения первого жертвенного металлического защитного слоя с двумя наложенными друг на друга жертвенными металлическими защитными слоями;
на фиг. 6 – аналогично фиг. 1, единственный этап осаждения второго металлического и/или цветного декоративного отделочного слоя с двумя наложенными друг на друга декоративными отделочными слоями;
на фиг. 7 – подробности гравировки, содержащей одинарные или наложенные друг на друга конические гравировки и одинарные или наложенные друг на друга пирамидальные гравировки;
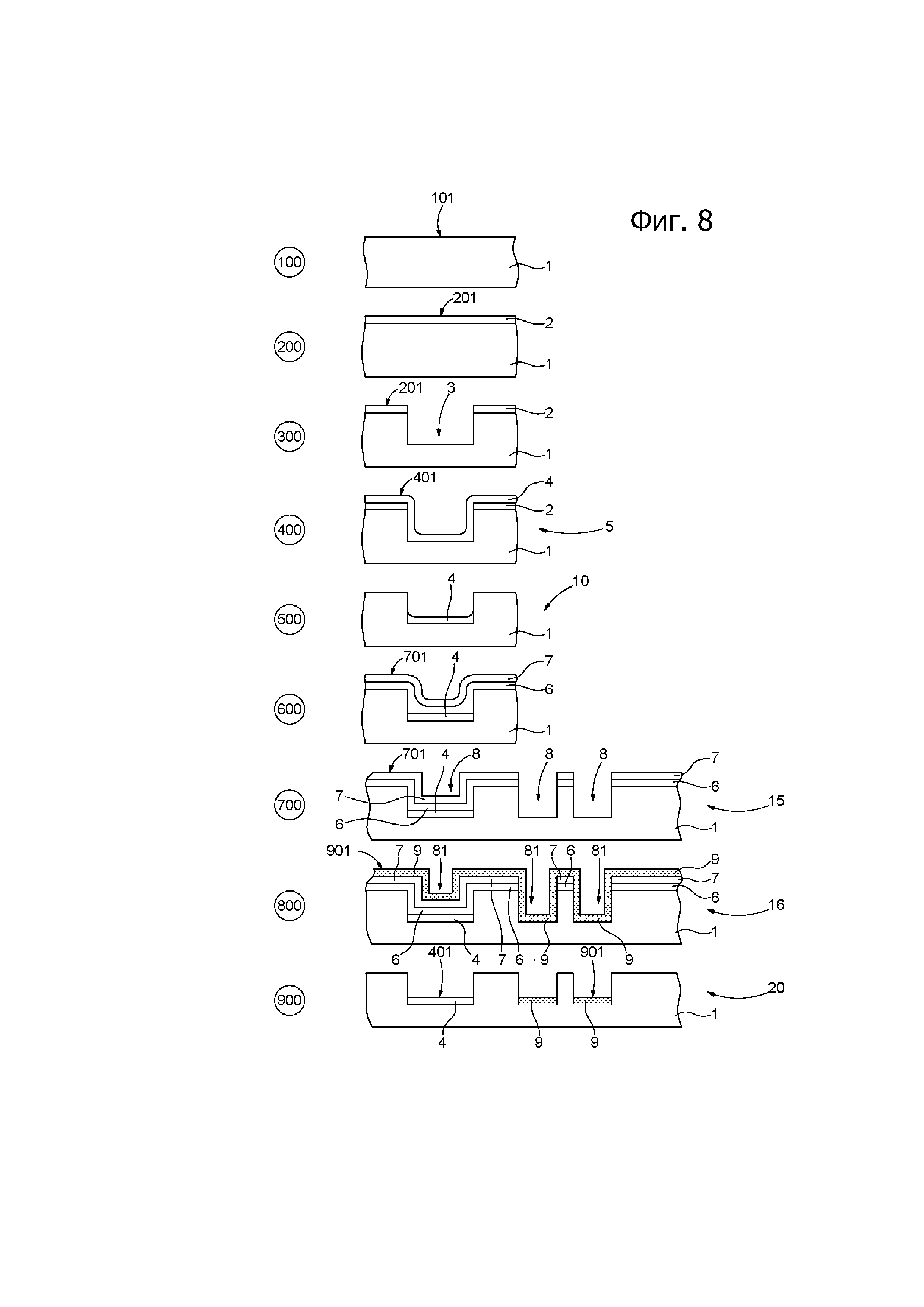
на фиг. 8 – аналогично фиг. 1, последовательность из девяти операций изготовления компонента, содержащего два различных украшения, причем в первых пяти операциях последовательно изготавливают заготовку как на фиг. 1, а затем эту заготовку покрывают, в данном частном варианте, сначала слоем, осажденным сухим методом, затем слоем, осажденным электролитическим или гальваническим методом, затем выполняют вторую полую гравировку перед тем, как все будет покрыто поверхностным слоем, а затем удаляют жертвенные металлические защитные слои, чтобы открыть украшения;
на фиг. 9 – аналогично фиг. 1, вариант второй полой гравировки, показанной на фиг. 8, причем эта гравировка выполнена с прямыми углами;
на фиг. 10 – аналогично фиг. 1, вариант, показанный на фиг. 9, с выравниванием или полированием итоговой поверхности;
на фиг. 11 – наручные часы, включающие в себя безель и циферблат из керамики, изготовленные и украшенные способом в соответствии с изобретением.
Осуществление изобретения
Изобретение относится к изготовлению компонента часов, выполненного из проводящего материала, в частности внешнего элемента или циферблата, в котором по меньшей мере один раз выполняют основной цикл, включающий в себя следующие операции, выполняемые в указанном ниже порядке:
- начальную операцию 100, в процесс которой изготавливают основание 1 из подложки, выполненной из проводящего материала, который представляет собой или металл, или керамику, или органический материал, или композитный материал, определяющий верхний слой 101 основания 1;
- первую операцию 200 нанесения покрытия, в процессе которой, в частности, но не исключительно, сухим методом, наносят на основание 1 по меньшей мере первый слой 2 из первого жертвенного металлического защитного материала;
- первую операцию 300 гравировки, в процессе которой гравируют первое углубленное украшение 3 до глубины, по меньшей мере равной локальной толщине первого жертвенного металлического защитного слоя 2, либо механически, либо с помощью лазера, генерирующего сверхкороткие импульсы, такого как пикосекундный лазер или фемтосекундный лазер;
- вторую операцию 400 нанесения покрытия, в процессе которой, в частности, но не исключительно, сухим методом, покрывают первое углубленное украшение 3 и оставшуюся часть первого жертвенного металлического защитного слоя 2 по меньшей мере вторым слоем 4 из второго металлического и/или цветного декоративного отделочного материала, чтобы получить первую промежуточную структуру 5;
- первую операцию 500 химического удаления, в процессе которой, в частности, химическим методом удаляют каждый первый жертвенный металлический защитный слой 2, чтобы получить первую заготовку 10, содержащую первое украшение, образованное оставшейся частью второго слоя 4, и получают компонент часов либо непосредственно в виде первой заготовки 10, либо путем чистовой обработки первой заготовки 10.
В частности, в процессе первой операции 200 нанесения покрытия наносят покрытие первой толщины, составляющей более 50 нм.
В одном варианте в процессе первой операции 200 нанесения покрытия по меньшей мере первый жертвенный металлический защитный слой 2 наносят на основание 1 сухим методом. В частности, первое сухое покрытие наносят посредством физического осаждения из паровой фазы, химического осаждения из паровой фазы или атомно-слоевого осаждения в вакууме.
В другом варианте в процессе первой операции 200 нанесения покрытия по меньшей мере первый жертвенный металлический защитный слой 2 наносят на основание 1 электролитическим или электрохимическим методом.
В частности, в процессе второй операции 400 нанесения покрытия, в процессе которой наносят по меньшей мере второй металлический и/или цветной декоративный отделочный слой 4, наносят покрытие второй толщины, составляющей от 50 до 1000 нм.
В одном варианте в процессе второй операции 400 нанесения покрытия основание 1 покрывают по меньшей мере вторым металлическим и/или цветным декоративным отделочным слоем 4 сухим методом. В частности, вторую операцию 400 сухого покрытия выполняют посредством физического осаждения из паровой фазы, химического осаждения из паровой фазы или атомно-слоевого осаждения в вакууме.
В другом варианте в процессе второй операции 400 нанесения покрытия основание 1 покрывают по меньшей мере вторым металлическим и/или цветным декоративным отделочным слоем 4 электролитическим или электрохимическим методом.
В частности, в процессе операции 300 гравировки первого углубленного украшения 3 гравировку выполняют везде вплоть до подложки основания 1.
В частности, в процессе первой операции 200 нанесения покрытия наносят первое покрытие первой толщины, которая больше или равна разнице между, с одной стороны, второй толщиной второго металлического и/или цветного декоративного отделочного слоя 4, наносимого на этапе 400 покрытия первого углубленного украшения 3, и оставшейся части первого жертвенного металлического защитного слоя 2 и, с другой стороны, глубиной гравировки на подложке основания 1 в процессе операции 300 гравировки первого углубленного украшения 3.
В частности, в процессе операции 300 гравировки выполняют гравировку так, чтобы образовать наложение глубоких конических или пирамидальных углублений.
В частности, в процессе операции 300 гравировки выполняют гравировку на основании 1 на глубину от 20 нм до общей толщины основания 1.
В одном варианте в процессе первой операции 200 нанесения покрытия покрытие по меньшей мере частично или полностью наносят сухим методом, при этом накладывают несколько первых слоев 2, 21, 22 различных типов.
В другом варианте в процессе первой операции 200 нанесения покрытия покрытие по меньшей мере частично или полностью наносят электролитическим или электрохимическим методом, при этом накладывают несколько первых слоев 2, 21, 22 различных типов.
В еще одном варианте некоторые слои осаждают сухим методом, а некоторые другие слои – электролитическим или электрохимическим методом.
В частном варианте, как видно на фиг. 6, на этапе 400 покрывания углубленного украшения 3 и оставшейся части первого жертвенного металлического защитного слоя 2 по меньшей мере вторым металлическим и/или цветным декоративным отделочным слоем 4 покрытие наносят с наложением нескольких вторых слоев 4 различных типов 41, 42.
В одном варианте в процессе второй операции 400 нанесения покрытия покрытие по меньшей мере частично или полностью наносят сухим методом, при этом накладывают несколько вторых слоев 4, 41, 42 различных типов.
В другом варианте в процессе второй операции 400 нанесения покрытия покрытие по меньшей мере частично или полностью наносят электролитическим или электрохимическим методом, при этом накладывают несколько вторых слоев 4, 41, 42 различных типов.
В еще одном варианте некоторые слои осаждают сухим методом, а некоторые другие слои – электролитическим или электрохимическим методом.
В частности, несколько вторых слоев 4, 41, 42 включают в себя по меньшей мере слой 41 хрома толщиной от 50 до 250 нм и слой 42 золота толщиной от 50 до 150 нм. В частности, толстый слой хрома толщиной около 200 нм и толстый слой золота толщиной около 100 нм накладывают друг на друга при осаждении.
На фиг. 1 показан вариант 410, который является более сложным для осуществления, причем операция 400 модифицирована путем нанесения второго декоративного отделочного слоя на уровень первого жертвенного металлического защитного слоя 2.
Для конкретного приложения для изготовления проводящих металлизированных и/или цветных выгравированных циферблатов предпочтительная последовательность действий в соответствии с изобретением включает в себя определенные параметры:
- 200: осаждают жертвенный металлический защитный слой: предпочтительно, но не исключительно, алюминий, или хром, или медь. Этот жертвенный металлический защитный слой может быть изготовлен сухим методом, в частности посредством физического осаждения из паровой фазы, химического осаждения из паровой фазы, атомно-слоевого осаждения или тому подобного; он также может быть изготовлен электролитическим, или электрохимическим, или иным методом;
- 300: выполняют украшения посредством лазерной гравировки либо с помощью лазера, генерирующего сверхкороткие импульсы (такого как пикосекундный лазер или фемтосекундный лазер), либо с помощью наносекундного лазера, или аттосекундного лазера с выборочным удалением жертвенного металлического защитного слоя 2 и, возможно, гравировкой на подложке 1, называемой нижней гравировкой GI, как показано на фигурах;
- 400: наносят декоративный металл (золото, родий, хром, кремний или иное) или цветной слой (оксиды, например диоксид кремния, или корунд, или иное, нитриды или карбиды металлов и любое их сочетание в виде слоев) сухим методом, в частности посредством физического осаждения из паровой фазы, химического осаждения из паровой фазы, атомно-слоевого осаждения или тому подобного, или получают электролитической или электрохимической обработкой или иным образом;
- 500: удаляют защитный слой химическим методом (щелочным раствором типа NaOH для алюминия, но также, возможно, кислотой для хрома или иным способом).
Выбор материалов непосредственно определяют ограничения рабочей последовательности.
Действительно, природу каждого жертвенного слоя и каждого декоративного слоя следует выбирать так, чтобы:
- удаляющий раствор удалял защитный слой, не разрушая декоративное покрытие;
- защитный слой не разрушался во время гравировки, особенно во время лазерной гравировки (в частности, но не исключительно, лазером, генерирующим сверхкороткие импульсы, таким как пикосекундный лазер или фемтосекундный лазер, но также наносекундным лазером или иным) в местах, отличных от заданной области гравировки (возможно разрушение вблизи гравировки, выход раскаленных частиц);
- защитный слой выдерживал любые промежуточные операции очистки.
Выбор жертвенного металлического защитного слоя на этапе 200 предотвращает дегазирование. Действительно, этот жертвенный металлический защитный слой состоит из материала, который является инертным в условиях давления (которое может быть порядка P = 1·10-8 мбар) и температуры (обычно T ≤ 300°C), встречающихся во время декоративной обработки на этапе 400, в отличие от лаков/полировок, используемых в известном уровне техники, которые в этих условиях имеют недостаток, связанный с дегазированием и/или частичным разложением, что может ухудшить качество и/или внешний вид декоративной обработки.
Предпочтительно, чтобы перед выполнением этапа 200 нанесения на основание 1 по меньшей мере первого жертвенного металлического защитного слоя 2 осуществляли очистку с использованием очищающего средства и/или растворителя, с использованием/без использования ультразвука, с/без механического напряжения, с/без температуры, чтобы гарантировать, что поверхность является чистой, и, таким образом, обеспечить хорошее прилипание металлического защитного слоя.
В определенном варианте в процессе операции 300 гравировки углубленного украшения 3 гравировку выполняют везде на подложке основания 1, как видно на фиг. 2.
Естественно, заготовку необходимо почистить после операции гравировки до перехода ко второму нанесению декоративного материала, в частности, посредством физического осаждения из паровой фазы, или химического осаждения из паровой фазы, или атомно-слоевого осаждения. Это обычная операция очистки (с использованием чистящего средства и/или растворителя, с/без использования ультразвука, с/без механического напряжения, с/без температуры), но она не должна ухудшать жертвенный металлический защитный слой. В частности, в случае, если жертвенный металлический защитный слой содержит алюминий, следует исключить чистящие растворы со слишком щелочным уровнем pH.
В одном варианте изобретения до или после химического удаления (на этапе 500) каждого первого жертвенного металлического защитного слоя 2, полученную таким образом структуру на верхнем уровне основания 1 механически выравнивают (на этапе 550).
В определенном варианте после этапа 400 нанесения покрытия, на котором углубленное украшение 3 и оставшуюся часть первого жертвенного металлического защитного слоя 2 покрывают по меньшей мере вторым металлическим и/или цветным декоративным слоем 4, полученную таким образом структуру механически выравнивают на верхнем уровне первого жертвенного металлического защитного слоя 2 на этапе 450.
В другом варианте изобретения до химического удаления 500 каждого первого жертвенного металлического защитного слоя 2, полученную таким образом структуру механически выравнивают на верхнем уровне основания 1 на этапе 550.
В другом варианте изобретения после химического удаления 500 каждого первого жертвенного металлического защитного слоя 2, полученную таким образом структуру механически выравнивают на верхнем уровне основания 1 на этапе 550.
В одном варианте на этапе 200 нанесения покрытия покрывают основание 1 по меньшей мере первым жертвенным металлическим защитным слоем 2, причем это сухое покрытие выполняют посредством физического осаждения из паровой фазы, или химического осаждения из паровой фазы, или атомно-слоевого осаждения в вакууме; также могут быть применимы различные способы: вакуумное испарение, вакуумное напыление, PECVD (плазмохимическое газофазное осаждение) или другие. В другом варианте это покрытие наносят электролитическим или электрохимическим методом.
В определенном варианте на этапе 200 нанесения на основание 1 по меньшей мере первого жертвенного металлического защитного слоя 2 наносят покрытие первой толщины более 50 нм.
В предпочтительном варианте на этапе 400 покрытия углубленного украшения 3 и оставшейся части первого жертвенного металлического защитного слоя 2 по меньшей мере вторым металлическим и/или цветным декоративным слоем 4 это покрытие может быть нанесено сухим методом, в частности посредством физического осаждения из паровой фазы (могут быть пригодны различные способы: вакуумное испарение, вакуумное напыление, химическое осаждение из паровой фазы, атомно-слоевое осаждение или другие) или электролитическим или электрохимическим методом.
В частности, на этапе 400 покрытия углубленного украшения 3 и оставшейся части первого жертвенного металлического защитного слоя 2 по меньшей мере вторым металлическим и/или цветным декоративным слоем 4 наносят это покрытие второй толщины от 50 до 2000 нм, в частности от 50 до 1000 нм.
Предпочтительно, на этапе 200 покрытия основания 1 по меньшей мере первым металлическим защитным слоем 2 наносят покрытие первой толщины, которая больше или равна разнице между, с одной стороны, второй толщиной второго металлического и/или цветного декоративного слоя 4, наносимого на этапе 400 покрытия углубленного украшения 3, и оставшейся части упомянутого первого жертвенного металлического защитного слоя 2 и, с другой стороны, глубиной гравировки на подложке основания 1 в процессе операции 300 гравировки углубленного украшения 3.
В предпочтительном варианте на этапе 300 гравировки углубленного украшения 3 до глубины, по меньшей мере равной локальной толщине первого жертвенного металлического защитного слоя 2, гравировку выполняют механически или с помощью лазера, в частности наносекундного, пикосекундного или фемтосекундного лазера.
В качестве альтернативы в аналогичной процедуре можно выполнить эту гравировку различными способами, одним или в сочетании: лазером, инструментальной обработкой, ионной бомбардировкой, химическим травлением или тому подобным.
В частном варианте на этапе 300 гравировки углубленного украшения 3 до глубины, по меньшей мере равной локальной толщине первого жертвенного металлического защитного слоя 2, гравировку выполняют так, чтобы получить наложение глубоких конических и пирамидальных углублений.
В частности, эту гравировку 300 выполняют на основании 1 на глубину от 20 нм до общей толщины основания 1.
Таким образом, можно, например, выполнить очень глубокое коническое углубление на всю толщину циферблата, например на всю толщину порядка миллиметра.
В частности, для других приложений, в частности для средств отображения, выполняют по существу плоскую гравировку лазером на глубину около 20 мкм.
В другом варианте выполняют более глубокую гравировку лазером, например, чтобы выполнить углубление или отверстие для даты со скошенной кромкой или тому подобное. Изобретение может дать очень точное двухцветное отверстие со скошенными краями, которое очень сложно получить другими способами.
В частном варианте, как видно на фиг. 5, на этапе 200 покрытия основания 1 по меньшей мере первым жертвенными металлическим защитным слоем 2 покрытие наносят с наложением нескольких первых слоев 2 различных типов 21, 22.
Выбор материалов, которые можно использовать, довольно широкий:
для проводящей подложки можно использовать много различных материалов;
для жертвенной металлической защиты, например, алюминий или хром:
- для жертвенной металлической защиты, содержащей алюминий, декоративная отделка может включать в себя: Au, Cr, Rh, Ti, Si, и/или сплавы, и/или оксиды, и/или нитриды, и/или карбиды, и/или сочетания этих металлов;
- для жертвенной металлической защиты, содержащей хром, декоративная отделка может включать в себя Au, Rh, Ti, Si, и/или сплавы, и/или оксиды, и/или нитриды, и/или карбиды, и/или сочетания этих металлов.
В одном варианте, после первой операции 500 химического удаления, в третьей операции 600 нанесения покрытия первую заготовку 10 покрывают по меньшей мере поверхностным слоем 7 из первого жертвенного металлического защитного материала или другого жертвенного металлического защитного материала гальваническим методом. Однако гальванический метод должен применяться к проводящей подложке.
В другом варианте, после первой операции 500 химического удаления, в процессе третьей операции 600 нанесения покрытия первую заготовку 10 покрывают по меньшей мере третьим слоем 6 из первого жертвенного металлического защитного материала или другого жертвенного металлического защитного материала сухим методом, в частности посредством физического осаждения из паровой фазы, или химического осаждения из паровой фазы, или атомно-слоевого осаждения, или тому подобного. Этот режим покрытия не зависит от природы подложки.
В еще одном варианте в процессе операции 600 нанесения покрытия, после создания такого третьего слоя 6, третий слой 6 покрывают по меньшей мере поверхностным слоем 7 из первого жертвенного металлического защитного материала, или из жертвенного металлического защитного материала третьего слоя 6, или из другого жертвенного металлического защитного материала гальваническим методом. Выбор проводящего третьего слоя 6 позволяет применять гальванический метод для формирования поверхностного слоя 7. Ничто не мешает материалу третьего слоя 6 представлять собой такой же материал, как материал поверхностного слоя 7, например медь.
В частности, после операции 600 нанесения покрытия выполняют вторую операцию 700 гравировки, в которой механически или с помощью лазера осуществляют гравировку второго углубленного украшения 8 до глубины, по меньшей мере равной общей толщине слоев, нанесенных во время третьей операции 600 нанесения покрытия на первую заготовку 10, чтобы получить вторую промежуточную структуру 15.
В частности, после этой второй операции 700 гравировки выполняют четвертую операцию 800 нанесения покрытия, в процессе которой второе углубленное украшение 8 и наружную поверхность второй промежуточной структуры 15 покрывают по меньшей мере пятым слоем 9 из пятого металлического и/или цветного декоративного отделочного материала для получения третьей промежуточной структуры 16.
В частности, после этой четвертой операции 800 нанесения покрытия выполняют вторую операцию 900 химического удаления, в процессе которой каждый жертвенный металлический защитный слой удаляют химическим методом, чтобы получить вторую заготовку 20, содержащую первое украшение, сформированное оставшейся частью второго слоя 4, и второе украшение, сформированное оставшейся частью пятого слоя 9, при этом компонент часов либо непосредственно получают в форме этой второй заготовки 20, либо путем чистовой обработки второй заготовки 20.
В частности, выбирают по меньшей мере шестой металлический и/или цветной декоративный отделочный материал, и для того, чтобы сделать заготовку с теми же жертвенными металлическими защитными материалами или другими аналогичными жертвенными металлическими защитными материалами, повторяют последовательность, объединяющую третью операцию 600 нанесения покрытия, вторую операцию 700 гравировки, четвертую операцию 800 нанесения покрытия и вторую операцию 900 химического удаления, чтобы выполнить по меньшей мере еще одно украшение в дополнение к первому украшению и второму украшению.
В частности, после четвертой операции 800 нанесения покрытия и перед второй операцией 900 химического удаления выполняют промежуточную операцию 810 гравировки, в процессе которой выполняют гравировку третьего углубленного украшения 81 либо механически, либо с помощью лазера.
В частности, до или после операции химического удаления металлического защитного слоя выполняют операцию 550 или 910 механического выравнивания, в процессе которой полученную таким образом структуру механически выравнивают на верхнем уровне 101 основания 1 или под этим верхним уровнем 101, чтобы сформировать декоративную видимую поверхность на верхнем уровне 411 оставшейся части компонента. Таким образом, после завершения первого основного цикла и очистки выполняют по меньшей мере один другой основной цикл с измененными параметрами для операции гравировки и/или для выбора декоративной обработки.
Изобретение особенно хорошо подходит для предпочтительного случая, когда на этапе 100 изготовления основания 1 используют керамическую подложку.
В частности, используют по меньшей мере один жертвенный металлический защитный материал, представляющий собой медь, алюминий, золото или платину.
В частности, изготавливают компонент часов для получения внешнего элемента или циферблата.
Таким образом, в частности, способ в соответствии с изобретением хорошо подходит для изготовления внешнего элемента, такого как корпус, безель, фланец или циферблат для часов или ювелирных изделий, или ювелирного компонента, например элемента браслета или драгоценного камня, выполненного из проводящего материала, в частности керамического или подобного, что позволяет получать металлизированные и/или цветные выгравированные украшения.
Изобретение позволяет изготавливать двухцветные или разноцветные компоненты.
Действительно, способ может быть повторен с различными выгравированными украшениями и/или различными декоративными обработками.
Таким образом, после выполнения этапа 500 и завершения первого основного цикла и после очистки можно выполнить по меньшей мере один другой основной цикл с измененными параметрами для операции гравировки и/или для выбора декоративной обработки.
Таким образом, можно, не ограничивая число итераций, возобновить всю рабочую последовательность основного цикла с измененными параметрами путем:
- нанесения жертвенного металлического защитного слоя;
- гравировки другого украшения, например, в другом месте на подложке и/или частично на уже выполненной на предыдущем этапе гравировке;
- нанесения еще одной декоративной обработки;
- растворения жертвенного металлического защитного слоя.
Этот цикл можно повторить несколько раз, чтобы получить разноцветные компоненты, например, имеющие детали с различным внешним видом, изготовленные из Au, Ti, Si, Rh или иным образом.
Определенная выгравированная текстура также может обеспечить определенный внешний вид, в зависимости от шероховатости, плотности и глубины гравировки, которые производят отражения, или определенной чистовой обработки нанесенного декоративного слоя, например, сатинирования, придания полуматового, сверкающего вида или другой обработки.
Изобретение также относится к наручным часам 1000, которые включают в себя внешний элемент 110, такой как безель, корпус или тому подобное, в частности, выполненный из керамики, и/или который включает в себя циферблат 120, в частности, выполненный из керамики, выполненные способом в соответствии с изобретением.
Эта процедура исключает использование дорогостоящего фотолитографического оборудования для получения украшений очень высокой четкости.
Кроме того, использование металлического защитного слоя позволяет избежать какого-либо дегазирования во время предпочтительной вакуумной обработки для нанесения металлического и/или цветного декоративного слоя.
Изобретение хорошо подходит для украшения проводящих циферблатов, проводящих кристаллов, проводящих компонентов, таких как корпуса часов, середины корпуса, безели, коронки и т. д. Качество, утонченность и контрастность украшений, которые могут быть изготовлены из драгоценных металлов, позволяют создавать очень утонченные украшения, совместимые с роскошными часами, и, в частности, украшения элементов для усложнений, таких как, например, индикаторы фазы Луны высокого разрешения. Разумная стоимость реализации способа также позволяет использовать его в более широко используемых компонентах часов.
Естественно, изобретение выгодно не только для часов или компонентов ювелирных изделий, но и для драгоценностей или ювелирных изделий, очков или предметов моды.
Действительно, изобретение позволяет изменять и существенно улучшать внешний вид компонентов, непосредственно видимых пользователю, с помощью инновационных украшений, а также способствует продвижению бренда и продукта. В частности, изобретение может быть использовано для идентификационной маркировки и/или защиты от подделок.
Реферат
Способ изготовления компонента часов, выполненного из проводящего материала, в котором: изготавливают основание (1) из проводящего материала; покрывают основание первым слоем (2; 21; 22) жертвенного металлического защитного материала; механически или с помощью лазера гравируют углубленное украшение (3); первое углубленное украшение (3) и оставшуюся часть первого жертвенного металлического защитного слоя (2; 21; 22) покрывают вторым металлическим и/или декоративным отделочным слоем (4; 41; 42); удаляют каждый первый жертвенный металлический защитный слой (2; 21; 22) химическим методом, чтобы получить заготовку (10), содержащую первое украшение, образованное оставшейся частью второго слоя (4; 41; 42). 2 н. и 31 з.п. ф-лы, 11 ил.

Комментарии