Способ изготовления монето-жетонных изделий - RU2219816C1
Код документа: RU2219816C1
Чертежи




Описание
Изобретение относится к технологии холодной обработки металла, а именно к способам изготовления монето-жетонных изделий с рельефной структурой.
Монето-жетонные изделия различных стран отличаются по геометрическим параметрам, по используемым для их изготовления металлам, по декоративной привлекательности, последняя способствует повышению степени их защиты от подделок.
В процессе производства монето-жетонных изделий их поверхности декорируют, выполняя на боковой поверхности изделий рифления, например, в виде выступов, от количества которых, формы их и группирования зависит функциональная выразительность изделия и степень защиты его от подделки (US 3350802, НКИ 40-27.5, 1965 г.).
Изготовление монет с рифлениями на их боковой поверхности используется и в монетной системе Российской Федерации.
При декорировании поверхностей изделий традиционно используют различные методы металлообработки, например штамповку, алмазную нарезку, а также процесс выполнения рифлений механическим путем (SU 1669710, М. кл. В 25 Н 7/02, 1991г.).
Данные способы металлообработки монето-жетонных изделий предпочтительны при декорировании их лицевой и оборотной поверхностей.
При выполнении рифлений на боковых поверхностях монето-жетонных изделий
в
условиях поточного их производства наиболее эффективен известный способ, заключающийся:
- в гурчении диска-заготовки изделия путем деформирования металла диска в режиме его планетарного
движения относительно деформирующей поверхности плашки-матрицы гуртильного станка и при фрикционном взаимодействии названной поверхности диска с основанием направляющего паза транспортирующего ротора
этого станка;
- в тиснении рифлений на боковой поверхности диска одновременно с формированием гурта (пат. RU 2125824, А 44 С 21/00, 1999).
Режим совмещения названных технологических операций осуществляется за счет наличия на деформирующей поверхности плашки-матрицы выступов, обеспечивающих тиснение на боковой поверхности диска-заготовки изделия рифлений - выемок.
В изобретении по пат. RU 2169515, А 44 С 21/00, 2001г., являющимся наиболее близким аналогом, изготовление монето-жетонных изделий производят путем:
- гурчения
диска-заготовки изделия при планетарном его движении относительно деформирующей поверхности плашки-матрицы гуртильного станка и при фрикционном взаимодействии боковой поверхности диска с основанием
направляющего паза транспортирующего ротора этого станка;
- декорирования боковой поверхности диска-заготовки после гурчения путем тиснения рифлений на указанной поверхности диска или путем
формирования на этой поверхности кольцевого открытого паза с последующим тиснением на его основании рифлений.
В данном способе изготовления монето-жетонных изделий формообразование открытого кольцевого паза и тиснение рифлений на его основании производят путем вдавливания в металл диска фигурного инструмента, что снижает производительность изготовления монето-жетонных изделий.
Возможность использования для повышения производительности процесса совмещения технологических операций гурчения с выполнением рифлений при декорировании боковой поверхности
диска-заготовки приведет к:
закатыванию или "замятию" боковой декорируемой поверхности диска-заготовки основанием направляющего паза транспортирующего ротора при фрикционном их
взаимодействии;
затеканию металла в рифления-выемки декорируемой поверхности диска.
В результате указанных обстоятельств, во-первых, снижается точность размерных параметров рифлений при их тиснении, что усложняет последующий процесс идентификации готовых изделий по этим параметрам; во-вторых, исключается возможность использования известных процессов для поточного изготовления монето-жетонных изделий при декорировании их боковых поверхностей рифлениями, что особенно существенно при выполнении рифлений в виде выступов.
В основу настоящего изобретения положена задача создания способа изготовления монето-жетонных изделий, обеспечивающего декорирование боковых поверхностей дисков-заготовок изделий при поточном их производстве с заданными размерными параметрами выбранных форм декорирования независимо от их вогнутости или выпуклости.
Техническим результатом изобретения является исключение закатывания или "замятия" декорируемой боковой поверхности диска-заготовки изделия при его планетарном движении и обеспечение изготовления монето-жетонных изделий с заданными размерными параметрами выполняемого декора независимо от его формы по вогнутости или выпуклости при высокопроизводительном режиме поточного производства изделий.
Поставленная задача достигается тем, что в способе изготовления монето-жетонных изделий, заключающемся в гурчении диска-заготовки изделия при планетарном его движении относительно деформирующей поверхности плашки-матрицы гуртильного станка и при фрикционном взаимодействии боковой поверхности диска с основанием направляющего паза транспортирующего ротора этого станка, в декорировании боковой поверхности диска-заготовки после гурчения путем тиснения рифлений на указанной поверхности диска или путем формирования на этой поверхности кольцевого открытого паза с последующим тиснением на его основании рифлений, согласно изобретению, предложено декорирование боковой поверхности диска-заготовки осуществлять при его планетарном движении относительно декорирующей или декорирующих поверхностей плашки-матрицы соответствующего гуртильного станка и при фрикционном взаимодействии боковин направляющего паза транспортирующего ротора станка с периферийными участками поверхностей гурта, примыкающих к лицевой и оборотной поверхностям диска.
Выполнение декорирования боковой поверхности диска-заготовки в режиме фрикционного взаимодействия боковин направляющего паза транспортирующего ротора гуртильного станка с периферийными участками поверхностей сформированного гурта, примыкающих к лицевым поверхностям диска, исключает закатывание или "замятие" декорируемой поверхности диска-заготовки при его планетарном движении и обеспечивает заданные размерные параметры выполняемого декора независимо от его формы по вогнутости или выпуклости. Осуществляется режим поточного изготовления заданных по технологическим требованиям декорируемых поверхностей дисков-заготовок, что необходимо по условиям массового монетно-жетонного производства.
Согласно изобретению, формирование гурта на диске- заготовке изделия и тиснение рифлений на его боковой поверхности осуществляют при одном проходе диска-заготовки через инструментальную пару "плашка-матрица - транспортирующий ротор" гуртильного станка.
При данном технологическом режиме повышается производительность поточного производства монето-жетонных изделий с учетом заданного режима декорирования поверхностей дисков-заготовок.
Согласно изобретению, формирование открытого кольцевого паза и тиснение рифлений на основании паза производят при одном проходе диска-заготовки через инструментальную пару "плашка-матрица - транспортирующий ротор" гуртильного станка.
При данном технологическом режиме повышается производительность поточного производства монето-жетонных изделий с учетом заданного режима декорирования поверхностей дисков-заготовок.
Согласно изобретению, открытый кольцевой паз формируют с трапециевидным профилем поперечного сечения, на меньшем основании которого производят тиснение рифлений.
При этой технологической операции оптимально учитываются физико-химические свойства материалов монето-жетонных изделий и особенности используемых для их пластичного деформирования инструментальной части гуртильных станков.
Согласно изобретению, гурчение и декорирование при фрикционном взаимодействии поверхностей направляющего паза транспортирующего ротора с соответствующими поверхностями диска и его гурта осуществляют в режиме граничного трения с использованием смазочно-охлаждающей жидкости.
Использование смазочно-охлаждающей жидкости оптимизирует трибофизические процессы при фрикционном взаимодействии соответствующих поверхностей диска-заготовки и инструментальной части гуртильного станка и улучшает условия пластичности материала диска-заготовки в микроповерхностном слое металла.
При анализе известного уровня техники не выявлено технических решений по изготовлению монето-жетонных изделий, имеющих аналогичную заявляемому решению совокупность существенных признаков, реализующих указанный технический результат, что свидетельствует о наличии в заявляемом техническом решении новизны и изобретательского уровня, соответствующих критериям изобретения.
Для лучшего понимания изобретения приводится конкретный пример его выполнения со ссылками на прилагаемые
фигуры, на которых:
фиг. 1 изображает общую схему взаимодействия диска-заготовки изделия с инструментальной частью известных гуртильных станков, соответственно "плашка-матрица
- транспортирующий ротор";
фиг. 2 - разрез А-А на фиг.1, иллюстрирующий операцию взаимодействия диска-заготовки с инструментальной частью гуртильного станка при подаче диска;
фиг. 3
- разрез Б-Б на фиг.1, иллюстрирующий операцию взаимодействия диска-заготовки с инструментальной частью гуртильного станка при формообразовании гурта на диске-заготовке;
фиг.4 - разрез В-В
на
фиг.1, иллюстрирующий операцию взаимодействия диска-заготовки с инструментальной частью гуртильного станка при декорировании боковой поверхности диска-заготовки изделия;
фиг. 5 - вариант
декорирования боковой поверхности диска-заготовки при формировании на его поверхности открытого кольцевого паза;
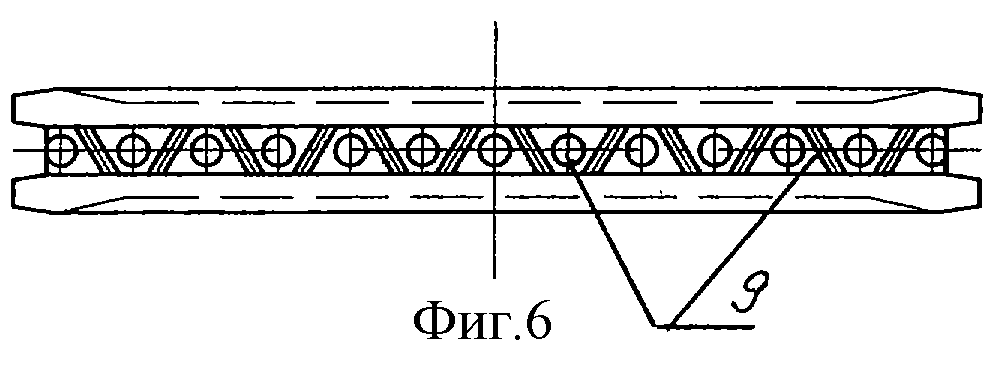
фиг. 6 - вариант выполнения изделия с декорированной боковой поверхностью.
Способ изготовления монето-жетонных изделий осуществляют в режиме поточного производства с использованием известных гуртильных станков, инструментальная часть которых образована плашкой-матрицей 1 и транспортирующим ротором 2. Станок имеет также бункер, сообщающийся с наклонным лотком и установленным на выходе из последнего отсекающий механизм поштучной выдачи дисков-заготовок 3 изделий в инструментальную часть станка. Конструктивное исполнение бункера, наклонного лотка, механизма поштучной выдачи традиционны для известных гуртильных станков (не показаны).
Заявляемый способ изготовления монето-жетонных изделий (фиг.1...6) осуществляют в следующей последовательности:
- из бункера через наклонный лоток и механизм
поштучной выдачи к инструментальной части станка подают предварительно вырубленные из металлического листа диски-заготовки 3 для производства монет или жетонов;
- формируют на
диске-заготовке
3 гурт 4. Процесс гурчения осуществляют при фрикционном взаимодействии боковой поверхности диска-заготовки с основанием направляющего паза 5 транспортирующего ротора 2 и одновременно
с деформирующей
поверхностью плашки-матрицы 1, относительно которой при вращении ротора 2 происходит планетарное движение диска (фиг.3). При указанном взаимодействии диска 3 с названной
инструментальной частью станка
осуществляется обжатие диска по его периметру с образованием гурта 4, имеющего поверхности 6, примыкающие соответственно к лицевой и оборотной поверхностям 7
диска-заготовки. Формирование гурта 4 на
диске-заготовке обосновано заданными технологическими требованиями по последующей обработке лицевой и оборотной поверхностей изделий, например, путем их
чеканки;
- после гурчения осуществляют
декорирование плоской поверхности гурта 4, соответствующей боковой поверхности диска. Процесс декорирования боковой поверхности диска-заготовки изделия
выполняют путем тиснения рифлений на названной
поверхности диска (фиг.4) или путем формирования на этой поверхности кольцевого открытого паза 8 (фиг. 5) с последующим тиснением на его основании
рифлений 9.
Вариант выполнения изделия с поверхностью декорирования в виде кольцевого паза с тиснениями рифлений 9 на его основании показан на фиг.6.
Декорирование названной поверхности диска-заготовки 3 осуществляют при его планетарном движении относительно декорирующей (маркирующей) или декорирующих поверхностей плашки-матрицы соответствующего гуртильного станка и при фрикционном взаимодействии боковин 10 направляющего паза 5 транспортирующего ротора 2 станка с периферийными участками поверхностей гурта, примыкающих к лицевой и оборотной поверхностям диска.
Процесс декорирования путем тиснения рифлении на боковой поверхности предпочтительно производят посредством одного прохода диска-заготовки через инструментальную пару соответствующего гуртильного станка, обеспечивающего формирование гурта 4 на диске.
Декорирование названной поверхности диска путем формирования открытого кольцевого паза 8 и последующее тиснение рифлении на его основании осуществляют предпочтительно при одном проходе диска через последовательно выполненные декорирующие поверхности плашки-матрицы соответствующего гуртильного станка. При этом открытый кольцевой паз 8 на диске-заготовке 3 формируют с трапециевидным профилем его поперечного сечения, на меньшем основании которого производят тиснение рифлений 9.
При декорировании боковых поверхностей диска в результате фрикционного взаимодействия боковин 10 направляющего паза 5 транспортирующего ротора 2 с периферийными участками поверхностей гурта деформирующее усилие на металл диска, создаваемое декорирующей поверхностью плашки и боковинами паза ротора, обеспечивает пластическую деформацию металла диска при его планетарном движении относительно названной поверхности плашки без закатывания или "замятия" образуемого декора. Процесс осуществляется по заданным размерным параметрам выбранного декора, выполненного на декорирующей (маркирующей) поверхности плашки-матрицы 1 гуртильного станка. На качество получаемого декора не влияет форма выполнения последнего по вогнутости или выпуклости на декорирующей (маркирующей) поверхности плашки-матрицы. Длину маркирующей поверхности плашки-матрицы при тиснении рифлений задают в основном равной длине декорируемой поверхности диска-заготовки.
Расположение боковин 10 направляющего паза 5 транспортирующего ротора 2 выбирают исходя из условия, исключающего режим самоторможения при фрикционном взаимодействии поверхностей боковин и указанных периферийных участков поверхностей гурта.
Способ изготовления монето-жетонных изделий осуществляют в режиме граничного трения между фрикционно взаимодействующими поверхностями трения с использованием смазочно-охлаждающей жидкости (СОЖ), что оптимизирует трибофизические процессы при фрикционном взаимодействии соответствующих поверхностей диска-заготовки и инструментальной частью гуртильного станка и термофизические процессы в условиях пластичной деформации материала диска-заготовки в микроповерхностном слое металла.
В качестве СОЖ используют традиционно известные для холодной обработки металлов составы.
Таким образом, при реализации заявляемого способа изготовления монето-жетонных изделий за счет использования наиболее предпочтительных по поточному производству этих изделий промышленного оборудования в виде гуртильных станков обеспечивается возможность изготовления монето-жетонных изделий с заданными размерными параметрами элементов декорирования на их боковых поверхностях, что в целом повышает привлекательность изделий, упрощает последующий процесс идентификации готовых изделий по этим параметрам и повышает производительность процесса.
Изобретение может быть использовано в монетных системах различных стран при поточном изготовлении эффективных по декоративной привлекательности монето-жетонных изделий и степени их защиты от подделок.
Реферат
Изобретение относится к технологии холодной обработки металла, а именно к способам изготовления монето-жетонных изделий с рельефной структурой. Способ заключается в гурчении диска-заготовки и в декорировании его боковой поверхности с использованием гуртильного станка. Декорирование производят после гурчения путем тиснения рифлений на указанной поверхности диска-заготовки или путем формирования на этой поверхности кольцевого открытого паза с последующим тиснением на его основании рифлений. Декорирование боковой поверхности диска-заготовки осуществляют при его планетарном движении относительно декорирующей или декорирующих поверхностей плашки-матрицы соответствующего гуртильного станка и при фрикционном взаимодействии боковин направляющего паза транспортирующего ротора станка с периферийными участками поверхностей гурта, примыкающих соответственно к лицевой и оборотной поверхностям диска. Обеспечивается исключение закатывания или замятия декорируемой поверхности диска-заготовки, точность заданных размерных параметров выполняемого декора независимо от его формы по вогнутости или выпуклости, повышается производительность поточного производства. 4 з.п. ф-лы, 6 ил.

Комментарии