Способ декоративного модифицирования поверхностей монет, медалей, жетонов, изготовленных из пластичных при холодном деформировании металлов или их сплавов, и изделие, изготовленное по данному способу - RU2465794C1
Код документа: RU2465794C1
Чертежи
Описание
Область техники
Изобретение относится к области производства медалей нумизматического, фаллеристического назначения, монетожетонной продукции и, в частности, к технологическим процессам декоративного модифицирования поверхностей указанного типа металлоизделий для придания им художественной и тезаврационной привлекательности.
Предшествующий уровень техники
Известны технологические процессы по изготовлению монет, медалей, жетонов, поверхности которых подвергают декоративному модифицированию для придания им художественной и тезаврационной привлекательности, в том числе за счет:
выполнения основы монеты с углублением, в которое впрессован золотой вкладыш (RU 2092093, A44C 21/00, публ. 10.10.97);
выполнения из благородного металла (платина) основы монеты, имеющей углубление, которое заполняется раствором другого отделочного металла - золотом (патент JP 2732032 B2, A44C 27/00, публ. 25.04.01).
При этих технологических процессах повышается тезаврация изделий по иной стоимости, отличной от номинальной.
Однако потребительский спрос данных изделий ограничен, т.к. не всегда удовлетворяет современным требованиям эстетической привлекательности.
В патенте RU №2194427, A44C 7/00, публ. 20.12.2002 г., предлагается технологический процесс декоративного модифицирования металлических поверхностей, в котором поверхность металлозаготовки изделия облагораживают путем ее очистки и полирования, на поверхность локально наносят лаковое покрытие - маску, осуществляют последующее гравирование на нанесенном лаковом покрытии декора с химическим протравливанием металла в зонах, не закрытых маской, и электрохимическое осаждение отделочного металла в углубления декора до уровня основной поверхности, последующее полирование поверхностей изделия, в том числе модифицированных.
Однако при реализации данного технологического процесса получаемый декор имеет двухмерное исполнение, а облагораживание поверхностей изделий после нанесения покрытия отделочного материала полированием (с целью придания поверхностям изделия глянцевости) приводит к повышению отходов отделочного благородного металла, увеличивается затратная часть на изготовление изделий.
Вместе с тем, при промышленном производстве медалей и монетожетонных изделий широко реализуется технологический процесс декоративного модифицирования их поверхностей с использованием процесса холодной деформации изготовленных из пластичных металлов или их сплавов поверхностей изделий под действием тел с более высокой твердостью. Данная технология производства медалей и монетожетонных изделий заключается:
в изготовлении металлозаготовки, в облагораживании поверхностей металлозаготовки путем очистки и полирования, в холодном пластичном деформировании лицевой или/и оборотной поверхностей металлозаготовки путем тиснения на них контрастных по классу шероховатости и тональности объемного декора и смежного с ним плоского декора, при пластичном деформировании используют нижний и верхний штемпели пресса, изготовленные из закаленных сталей с негативными изображениями на их поверхностях выполняемых декоров (см., например, информационные материалы Бирмингамского монетного двора (Англия), публ. 1997 г., автор С.А.Мезон).
Изделия, изготовленные по данному процессу, соответствуют качеству технологии «пруф» или «пруф-лайк».
Характерными особенностями декоративной модификации поверхностей медалей и монетожетонных изделий, получаемых по данной технологии, являются:
четкий объемный декор на лицевой или/и оборотной поверхностях изделий;
выраженная зеркальность участков поверхности с плоским декором;
контрастность в классах шероховатости и тональности объемного и плоского декоров;
отсутствие на декоративно модифицируемых поверхностях изделий дефектов в виде раковин, царапин и т.п.
Для изготовления заготовок используют пластичные при холодном деформировании металлы или их сплавы, в частности золото, серебро, их сплавы, медно-никелевые сплавы и др.
Однако изделиям, получаемым при реализации данного процесса, свойственно определенное однообразие цветовой палитры, характерное для тональности используемого металла, что в целом ухудшает эстетическую выразительность изделия и снижет потребительский спрос на них как по художественной, так и по тезаврационной привлекательности.
Для повышения художественной и тезаврационной привлекательности изделий предлагаются различные технические решения (см. патенты RU №2352470, публ. 20.04.2009 г., 2213667, публ. 10.10.2003 г.).
В техническом решении по патенту №2352470 предлагается способ декоративного модифицирования поверхностей медалей, монетожетонных изделий, изготовленных из пластичных при холодном деформировании металлов или их сплавов, в котором реализована технология «пруф» или «пруф-лайк», при которой на объемный декор или на часть его наносят слой благородного металла, контрастного по тональности к материалу заготовки.
При данном способе модификации поверхностей художественная привлекательность изделий не всегда удовлетворяет потребительский спрос на них.
В техническом решении патенту №2213667 при декоративной модификации изделий на поверхностях их выполняют мозаичный декор на основе монтируемых на поверхности металлических пластинок, инкрустированных стекловидным материалом, различной цветовой палитры. Монтаж металлических пластинок на декорируемой поверхности осуществляют при использовании связующего с клеевой основой.
При данном технологическом процессе улучшается эстетическая выразительность декорируемых поверхностей изделия за счет цветовой палитры и пластичности объемов декора.
Данный способ технологически ограничен при использовании его в процессе получения медалей и монетожетонных изделий качества технологии «пруф» или «пруф-лайк».
В качестве ближайшего аналога настоящего изобретения выбрано техническое решение по способу декоративного модифицирования поверхностей монет, медалей, жетонов, изготовленных из пластичных при холодном деформировании металлов или их сплавов, и изделие, изготовленное по данной технологии, что представлено в информационных материалах Бирмингамского монетного двора (Англия), публ. 1997 г., автор С.А.Мезон.
Сущность изобретения
Технический результат настоящего изобретения - расширение технологических возможностей процесса декоративного модифицирования поверхностей монет, медалей, жетонов, изготовленных из пластичных при холодном деформировании металлов или их сплавов путем улучшения цветовой и пластичной выразительности получаемого на их поверхностях декора.
Технический результат настоящего изобретения - улучшение художественной выразительности изделий с одновременным повышением их тезаврации.
Для решения поставленной технической задачи предложен способ декоративного модифицирования поверхностей монет, медалей, жетонов, изготовленных из пластичных при холодном деформировании металлов или их сплавов, заключающийся в изготовлении металлозаготовки, в облагораживании поверхностей металлозаготовки путем очистки и полирования, в холодном пластичном деформировании лицевой или/и оборотной поверхностей металлозаготовки путем тиснения на них контрастных по классу шероховатости и тональности объемного декора и смежного с ним плоского декора, при пластичном деформировании используют нижний и верхний штемпели пресса, изготовленные из закаленных сталей с негативными изображениями на их поверхностях выполняемых декоров, при этом тиснение на лицевой или/и оборотной поверхностях заготовки контрастных по классу шероховатости и тональности объемных и плоских декоров осуществляют на локально расположенном участке или участках поверхности с одновременным тиснением по внешнему контуру указанных участков выступа и со стороны боковой грани выступа, противолежащей грани выступа, примыкающей к локальному участку и участкам декора, выполненного при пластичном деформировании, на поверхности или на локально расположенных участках поверхности заготовки монтируют мозаичный декор с использованием металлических пластинок, инкрустированных цветовым стекловидным материалом, перед монтажом мозаичного декора участки поверхности с контрастными по классу шероховатости и тональности объемных и плоских декоров маскируют.
В настоящем изобретении для монтажа металлических пластин мозаичного декора используют связующее с клеевой основой.
В настоящем изобретении при тиснении декоров и выступов на поверхности или поверхностях заготовки одновременно осуществляют тиснение обода по внешней границе металлозаготовки.
В настоящем изобретении при тиснении выступов им придают трапециевидную форму с меньшим основанием со стороны внешней поверхности декора.
В настоящем изобретении тиснение выступа осуществляют по негативному изображению его в нижнем или/и в верхнем штемпелях с формой контура боковых граней, соответствующих внешнему контуру монтируемого мозаичного декора.
В настоящем изобретении высота выступа не превышает высоты объемного матового декора.
В настоящем изобретении при пластичном деформировании на участке или участках поверхности изделия, подлежащих монтажу на них мозаичного декора, одновременно тиснят риски и метки для образования зон монтажа металлических пластинок мозаичного декора.
В настоящем изобретении монтаж мозаичного декора осуществляют по предварительно выполненному изображению рисунка, его цветовой палитры и формы.
В настоящем изобретении в качестве материала для металлических пластин используют медь и/или сплавы, содержащие медь, а в качестве стекловидного материала - эмаль, температура плавления которой не превышает температуры плавления используемых материалов пластин.
В настоящем изобретении для маскирования декоров используют тканые или нетканые, или пластиковые материалы, или ювелирные лаки, или комбинацию их.
В настоящем изобретении в качестве металлозаготовки используют диск или пластину с прямолинейными или прямолинейно-криволинейными контурами боковых поверхностей.
В настоящем изобретении выступ или выступы имеют контур, соответствующий контуру мозаичного декора.
В настоящем изобретении на объемные декоры или на часть их наносят слой благородного металла, контрастного по тональности к материалу заготовки.
Для решения поставленной технической задачи предложено изделие, предпочтительно, медаль, монета, жетон, содержащее контрастные по классу шероховатости и тональности объемный и плоский декоры на лицевой или/и оборотной стороне изделия, при этом объемный и плоский декоры расположены на локальном участке или участках поверхностей, имеющих по внешнему контуру выступ, со стороны боковых граней которого, противолежащих его граням, примыкающих к локальным участкам объемного и плоского декоров, на поверхности или на локально расположенных участках поверхности заготовки расположен мозаичный декор в виде пластин со стекловидным цветовым покрытием.
В настоящем изобретении выступ или выступы имеют контур, соответствующий контуру мозаичного декора.
При реализации настоящего изобретения расширяются технологические возможности процесса декоративного модифицирования поверхностей монет, медалей, жетонов, изготовленных из пластичных при холодном деформировании металлов или их сплавов, и обеспечивается создание высокохудожественного тезаврационно привлекательного изделия с улучшенной пластичностью и цветовой выразительностью, что обеспечивается:
использованием при декоративном модифицировании поверхностей качества технологии «пруф» или «пруф-лайк»;
использованием при декоративном модифицировании поверхностей качества технологии мозаичного декора с цветовой палитрой изображения;
использованием при декоративном модифицировании поверхностей технологических процессов и приемов, синергетически совмещающих качество технологии «пруф» или «пруф-лайк» и мозаичного декора с цветовой палитрой.
При анализе известного уровня техники не выявлено технических решений с совокупностью признаков, соответствующих настоящему изобретению и обеспечивающих описанный выше результат.
Приведенный анализ известного уровня техники свидетельствует о соответствии заявляемого технического решения критериям изобретения «новизна», «изобретательский уровень».
Настоящее изобретение может быть промышленно реализовано при использовании известных технологических процессов, оборудования и материалов, предназначенных для изготовления монет, медалей, жетонов, изготовленных из пластичных при холодном деформировании металлов или их сплавов.
В качестве металлозаготовок для данного типа изделий могут быть использованы плоские диски и пластины, в том числе прямоугольной или прямолинейно-криволинейной формы с соответствующим выбором для этих целей штамповочно-прессового оборудования.
Осуществление изобретения
Сущность изобретения поясняется
рисунком, на котором показан вариант изделия по форме диска, изготовленный в соответствии с технологическим процессом по настоящему изобретению.
Для реализации изобретения используются следующие сырьевые материалы и технологическое оборудование:
для изготовления металлозаготовок используют металлополосу, предпочтительно, из таких металлов, как серебро, или сплавы металлов - нейльзибер, томпак и др.;
штампы для вырубки металлозаготовок;
полировальные установки, предпочтительно, галтовочного типа;
промывочные ванны и ультразвуковые установки для промывки;
моющие средства, дистиллированная вода; спирт этиловый; очищенный бензин;
лакокрасочные материалы, которые используют для защиты поверхностей ювелирных изделий;
пресс с нижним и верхними штемпелями, в частности, для технологических процессов, предназначенных для изготовлении изделий из металлозаготовок, имеющих форму диска;
другие материалы и оборудование, используемое для изготовления монет, медалей, жетонов;
изготовленные по технологии, описанной в патенте RU №2213667, металлические пластины, предпочтительно, на основе меди с инкрустированным на их поверхность стекловидным материалом, предпочтительно, на основе эмали. Возможны также варианты изготовления металлических пластин на основе сплавов меди.
Использование меди или сплавов меди в качестве основы для изготовления пластин наиболее целесообразно по условиям температуры плавления этого металла или его сплавов, превышающей температуру плавления используемой эмали, а также по условиям синергетической совместимости металла пластин с выбранным металлом заготовок, используемым при реализации настоящего изобретения.
Выбор формы и геометрических размеров металлических пластин со стекловидным материалом определяют с учетом художественной характеристики регулярной структуры мозаичного декора на основании предварительно выполненного изображения рисунка, его цветовой палитры и формы.
Способ декоративного модифицирования поверхностей монет, медалей, жетонов, изготовленных из пластичных при холодном деформировании металлов или их сплавов, осуществляют с использованием ниже описанных технологических операций, приемов на основе примера изготовления металлозаготовки по форме диска:
из полосы соответствующего металла (например, томпак) с использованием штампов вырубки изготавливают металлозаготовки по форме дисков, лицевая и/или оборотная поверхности которых подвергаются декоративной модификации по изобретению;
осуществляют полирование металлозаготовок с использованием, например, галтовочных установок, в барабане которых имеется технический моющий раствор и наполнитель, предпочтительно, в виде предварительно подготовленных, очищенных стальных шариков. Содержание наполнителя и его размеры задаются по условиям технологического процесса, обеспечивающего оптимальное полирующее воздействие на поверхности металлозаготовок без образования на полирующих поверхностях недопустимых дефектов. Получаемые после полирования металлозаготовки сушат, дополнительно очищают от остатков технических моющих средств путем их промывки, например, в ультразвуковой установке.
Процесс полирования и очистки поверхностей металлозаготовки производят перед технологической операцией пластичного холодного деформирования металлозаготовки с тиснением на ее лицевой или/и оборотной поверхностях декоров.
Пластичное холодное деформирование металлозаготовки с тиснением на ее лицевой или/и оборотной поверхностях декоров производят с использованием пресса, имеющего нижний и верхний штемпели, между которыми в соответствующей оправке размещают металлозаготовку. Принципиальное конструктивное исполнение пресса со штемпелями традиционно. Штемпели выполняют из закаленных сталей с твердостью, превышающей твердость металла заготовки. Рабочие поверхности штемпелей предварительно подготавливают путем выполнения на них негативов декоров, позитив которых при работе пресса формируется на лицевой или/и оборотной поверхностях металлозаготовки. Возможен вариант выполнения на рабочих поверхностях штемпелей как объемных (трехмерных) негативов декоров, так и двухмерных (рельефных). Негативные изображения выполняемых декоров на поверхностях штемпелей выполняют контрастными по классу шероховатости, что при пластичном деформировании поверхностей заготовки обеспечивает получение позитива по форме объемного матового декора и смежного с ними плоского зеркального декора, контрастных по классу шероховатости и тональности.
Для подготовки рабочих поверхностей штемпелей используют известные технологические процессы, например:
ручную гравировку объемных декоров на рабочих поверхностях штемпелей с двухмерного рисунка, выполненного дизайнером;
предварительную подготовку гипсовых или литейных форм с формированными на них объемными декорами, которые с использованием гравировального аппарата и программного обеспечения переводят на рабочие поверхности штемпелей;
обработку полученных негативов декоров с использованием различных средств полирования, шлифования с целью придания поверхностям негативов декоров, например, матовости, полуматовости с классом шероховатости, контрастным к классу шероховатости для плоских недекорируемых поверхностей штемпелей. При полировании поверхностей штемпелей используют пескоструйную обработку или/и обработку полировальными пастами.
При пластичном холодном деформировании металлозаготовок по периметру их образуют периферийный обод, а на лицевой или/и оборотной поверхностях одновременно осуществляют тиснение позитива декоров в виде объемного декора и смежного с ними плоского зеркального поля декора, что соответствует качеству технологии «пруф» или «пруф-лайк».
В процессе пластичного холодного деформирования металлозаготовки тиснение декоров на лицевой или/и оборотной поверхностях по настоящему изобретению осуществляют на локально расположенном участке или участках с одновременным тиснением при этом по внешнему контуру локального участка (или локальных участков) выступа (или выступов).
С учетом размещения на локальных участках поверхности металлозаготовки объемного и плоского декоров выступ (или выступы) может быть ориентирован к границам обода или охватывать локальный участок или участки декоров по их периметру.
Высота выступа (или выступов), предпочтительно, не превышает высоты объемного матового декора, что наиболее оптимально по условиям привлекательности дизайна изделия. С учетом этих требований высота образуемого при пластичном деформировании периферийного обода по внешнему контуру металлозаготовки, предпочтительно, не превышает высоты выступа (или выступов).
Поверхности выступа (или выступов) и обода при тиснении, предпочтительно, имеют матовую тональность и контрастную шероховатость относительно зеркального декора.
При тиснении выступа (или выступов) им придают трапециевидную форму с меньшим основанием со стороны внешней поверхности декора. Трапециевидная форма выступа наиболее оптимальна по технологическим требованиям, предъявляемым к использованию оборудования по пластичному деформированию поверхностей заготовки и по условиям использования связующего при монтаже мозаичного покрытия.
Негативное изображение рельефа боковых граней выступа (или выступов) в нижнем или/и в верхнем штемпелях выполняют в соответствии с рельефом внешнего контура монтируемого мозаичного декора, что улучшает художественную выразительность изделия.
Со стороны боковых граней выступа (или выступов), противолежащих граням выступа, примыкающих к локальным участкам контрастного декора, на поверхности или на локально расположенных участках поверхности заготовки монтируют мозаичный декор с использованием металлических пластин, инкрустированных цветовым стекловидным материалом.
Монтаж мозаичного декора осуществляют по предварительно выполненному изображению рисунка, его цветовой палитры и формы.
Перед монтажом мозаичного декора участки поверхности с контрастными по классу шероховатости и тональности объемными и плоскими декорами, поверхности выступа и обода маскируют.
Для маскирования декоров используют тканые или нетканые, или пластиковые материалы, или ювелирные лаки, или комбинацию их. Выбор названных материалов определяет дизайнер для удобства выполнения мозаичного декора и сохранения качества декора «пруф» или «пруф-лайк», выполненного при холодном пластичном деформировании на поверхности или поверхностях изделия.
Предпочтительно, высота монтируемого мозаичного декора не более высоты выступа (или выступов). Возможен вариант монтажа мозаичного декора по высоте, превышающей высоту выступа, как на отдельных участках мозаичного декора, так и для данного декора в целом, что определяется дизайном по предварительно выполненному изображению.
Параметры мозаичного декора учитывают при упаковке изделия для сохранения декора изделия качества технологии «пруф» или «пруф-лайк».
Тиснение на поверхности изделия выступа (или выступов) одновременно с тиснением на лицевой или/и оборотной поверхностях заготовки контрастных по классу шероховатости и тональности объемных и плоских декоров обеспечивает формирование участков поверхности заготовки под последующий монтаж на них мозаичного декора.
В результате реализации технологического процесса по изобретению модифицируемые поверхности изделия при холодном пластичном их деформировании имеют декор качества «пруф» или «пруф-лайк», синергетически совместимый по художественной выразительности, пластичности с декором мозаики, выполненной с использованием металлических пластин, инкрустированных стекловидной цветовой эмалью.
Для повышения тезаврационной привлекательности изделий при осуществлении технологического процесса их изготовления на объемные декоры, в том числе на выступ и обод, или на часть названных декоров наносят слой благородного металла, контрастного по тональности к материалу заготовки.
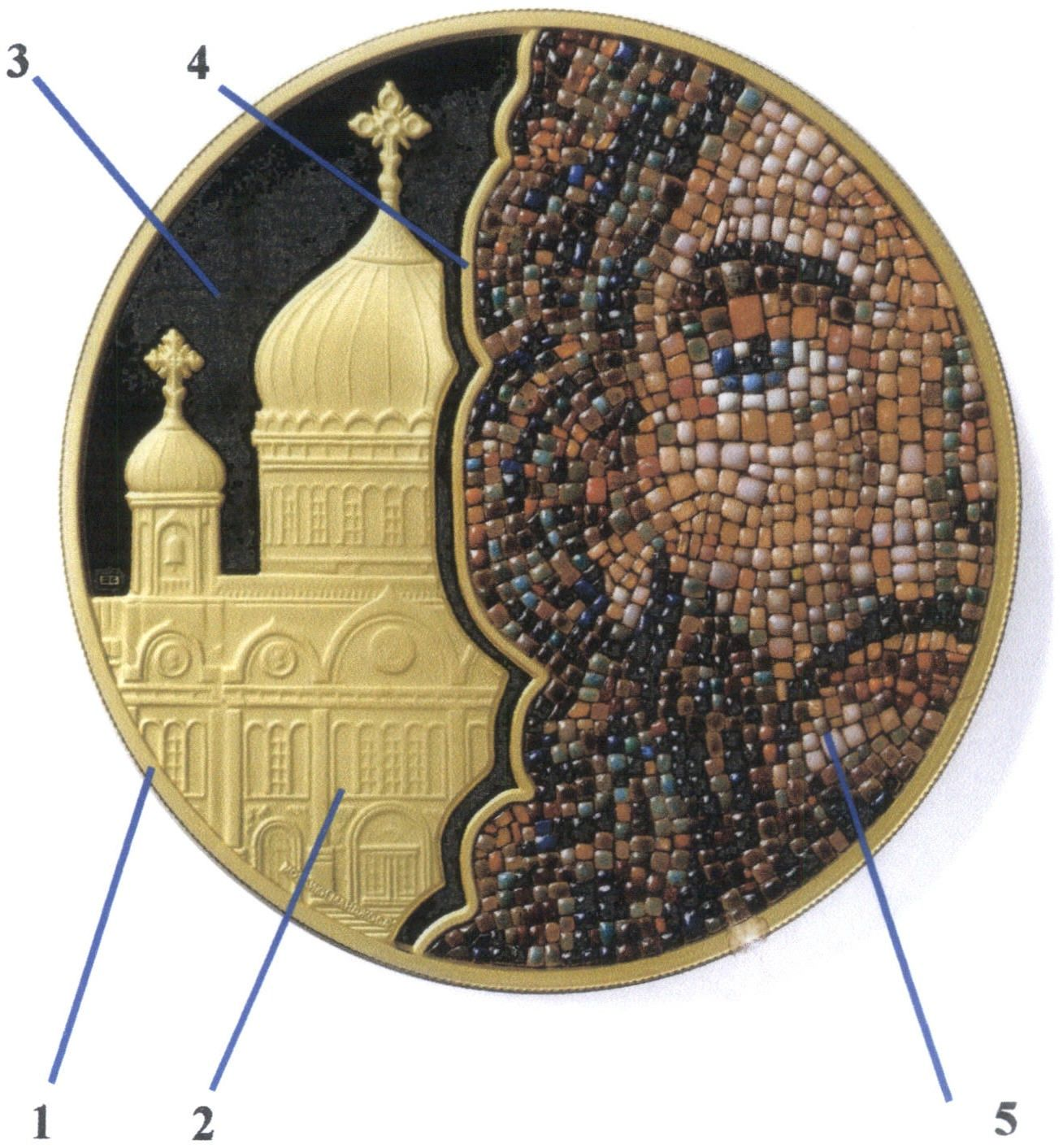
Изготовленное по настоящему изобретению изделие, например, при выполнении его в виде диска, имеет периферийно расположенный обод 1, объемный матовый 2 и плоский зеркальный 3 декоры, предпочтительно, на лицевой поверхности изделия. Объемный 2 и плоский 3 декоры расположены на локальном участке поверхности изделия, по внешнему контуру которого выполнен выступ 4 с высотой, предпочтительно, не превышающей высоты периферийного обода 1 и объемного декора 2.
С внешней стороны выступа 4 (со стороны боковой грани выступа, противолежащей грани выступа, примыкающей к локальному участку и участкам декора 2 и 3) на поверхности изделия расположен мозаичный декор 5, который выполнен в виде пластин со стекловидным покрытием различной цветовой палитры.
В результате описанных технологических приемов получаемое изделие (медаль, монета, жетон) имеет объемный с четкими контурами декор на лицевой или/и оборотной поверхностях с классом шероховатости поверхностей декора, контрастным к классу шероховатости зеркальных полей декора, что соответствует художественной привлекательности изделий качества «пруф» или «пруф-лайк». Наличие на получаемом изделии локальной зоны мозаичного декора 6 позволило повысить художественную и тезаврационную привлекательность изделия, что наиболее благоприятно для использования соответствующих изделий при процессах инвестирования и коллекционирования их.
Технологический процесс изготовления изделий по настоящему изобретению промышленно апробирован.
Реферат
Способ декорированного модифицирования включает изготовление металлозаготовки, облагораживание ее поверхностей очисткой и полированием, холодное пластичное деформирование лицевой и/или оборотной поверхностей путем тиснения на них контрастных по классу шероховатости и тональности объемного матового декора и смежного с ним плоского зеркального декора. Тиснение декоров осуществляют на локально расположенном участке или участках поверхности. Одновременно с тиснением декоров по внешнему контуру локальных участков осуществляют тиснение выступа или выступов. Со стороны боковой грани выступа, противолежащей грани выступа, примыкающей к локальным участкам декора, выполненного при пластичном деформировании, на поверхности или на локально расположенных участках поверхности заготовки монтируют мозаичный декор. Перед монтажом мозаичного декора участки поверхности с контрастными по классу шероховатости и тональности объемных и плоских декоров маскируют. Изделие содержит на лицевой или/и оборотной поверхностях объемный матовый и плоский зеркальный декоры, которые на локальном участке или участках поверхностей имеют по внешнему контуру выступ. Со стороны боковых граней выступа, противолежащих его граням, примыкающих к локальным участкам объемного и плоского декоров, на поверхности или на локально расположенных участках поверхности заготовки расположен мозаичный декор. 2 н. и 12 з.п. ф-лы, 1 ил.
Комментарии