Материал с зубцами для элемента крепления, способ изготовления материала и абсорбирующее изделие - RU2089081C1
Код документа: RU2089081C1
Чертежи






Описание
Изобретения относятся к механическим системам крепления и абсорбирующим изделиям с такими системами крепления и касается материала с зубцами для элемента крепления, способа его изготовления и абсорбирующего изделия, содержащего такой материал.
Известен материал с зубцами для элемента крепления, содержащий подложку с зубцами, каждый из которых имеет соединенное с подложкой у основания тело и средство зацепления, соединенное с телом зубца и выступающее вбок за боковую поверхность тела, имеющего смежный с основанием и выступающий из подложки ближний конец и расположенного с наклоном к плоскости подложки под передним углом, отличным от его заднего угла.
Известен способ изготовления материала с зубцами для элемента крепления путем нагрева термопластичного материала по меньшей мере до температуры его плавления, нанесения его наносящим средством дискретно на движущуюся подложку, вытягивания дискретно нанесенного на подложке термопластичного материала в направлении с параллельной подложке векторной составляющей с образованием из термопластичного материала на подложке тела зубцов, отделения зубцов от наносящего средства и формирования на свободном конце каждого зубца его средства зацепления.
Известно абсорбирующее изделие, содержащее соединенные один с другим верхний и нижний слои, размещенный между ними абсорбирующий слой и средство крепления, имеющее элемент крепления, выполненный из материала с зубцами.
Задачей изобретения является создание материала с зубцами для элемента крепления, способа его изготовления и абсорбирующего изделия, обеспечивающих получение технического результата, состоящего в получении элемента крепления с зубцами, ориентированными в направлении, поперечном направлению перемещения и обработки подложки.
Этот технический результат в материале с зубцами для элемента крепления, содержащем подложку с зубцами, каждый из которых имеет соединенное с подложкой у основания тело и средство зацепления, соединенное с телом зубца и выступающее вбок за боковую поверхность тела, имеющего смежный с основанием и выступающий из подложки ближний конец и расположенного с наклоном к плоскости подложки под передним углом, отличным от его заднего угла, достигается тем, что тело зубца в проекции на подложку расположено с наклоном к направлению движения подложки при формировании зубцов под углом, составляющим 20o-160o, преимущественно 45o-135o и наиболее преимущественно 60o-120o.
Указанный технический результат в способе изготовления материала с зубцами для элемента крепления путем нагрева термопластичного материала по меньшей мере до температуры его плавления, нанесения его наносящим средством дискретно на движущуюся подложку, вытягивания дискретно нанесенного на подложку термопластичного материала в направлении с параллельной подложке векторной составляющей с образованием из термопластичного материала на подложке тел зубцов, отделения зубцов от наносящего средства и формирования на свободном конце каждого зубца его средства зацепления достигается тем, что тела зубцов в проекции на подложку располагают наклонными к направлению движения подложки под углом, составляющим 20o-160o, преимущественно 45o -135o и наиболее преимущественно 60o-120o.
Тела зубцов располагают под углом к направлению перемещения подложки путем отклонения сформированных зубцов до их отверждения.
Отклонение зубцов осуществляют путем воздействия на них текучей средой при разности ее давлений в направлении, перпендикулярном направлению перемещения подложки.
В качестве текучей среды используют преимущественно ламинарный поток газа по подложке, а разность давлений текучей среды принимают равной 1-10 фунтов/кв.дюйм и ее создают путем образования у подложки зон высокого и низкого давлений.
Ламинарный поток газа по подложке создают путем проведения газа по меньшей мере через один усилитель потока, преимущественно через первый и второй усилители потока с обеспечением всасывания выходящего из первого усилителя потока газа вторым усилителем.
Отклонение зубцов осуществляют путем воздействия на зубцы гравитационных сил.
Воздействие на зубцы гравитационных сил создают путем отклонения подложки от горизонтали в вертикальной плоскости, преимущественно путем наклона подложки к горизонтали под углом, равным по меньшей мере 15o, преимущественно 30o.
Отклонение зубцов осуществляют путем воздействия на них гравитационных сил и текучей среды при разности ее давлений.
Данный технический результат в абсорбирующем изделии, содержащем соединенные один с другим верхний и нижний слои, размещенный между ними абсорбирующий слой и средство крепления, имеющее элемент крепления, выполненный из материала с зубцами, достигается тем, что материал с зубцами представляет собой полученный способом по п.п. 1-8 материал.
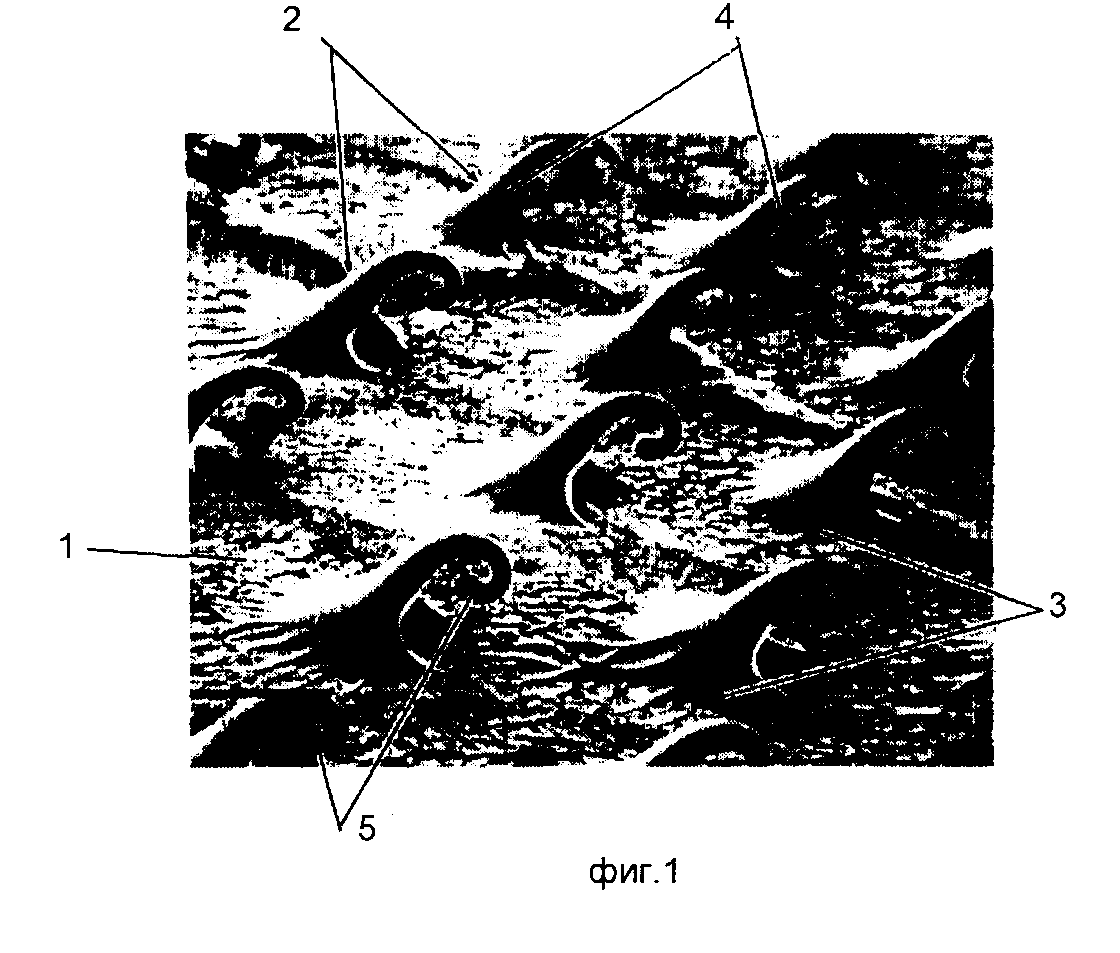
На фиг. 1 изображен материал с зубцами для элемента крепления в изометрическом виде; на фиг. 2 зубец на подложке; на фиг. 3 вариант выполнения зубца на подложке; на фиг. 4 устройство для осуществления способа изготовления материала, на фиг. 5 материал с зубцами, ориентированными в произвольных направлениях; на фиг. 6 предмет одежды с абсорбирующим изделием; на фиг. 7 зубец, вид сверху; на фиг. 8 элемент устройства для осуществления способа; на фиг. 9 вариант выполнения устройства, вид сверху.
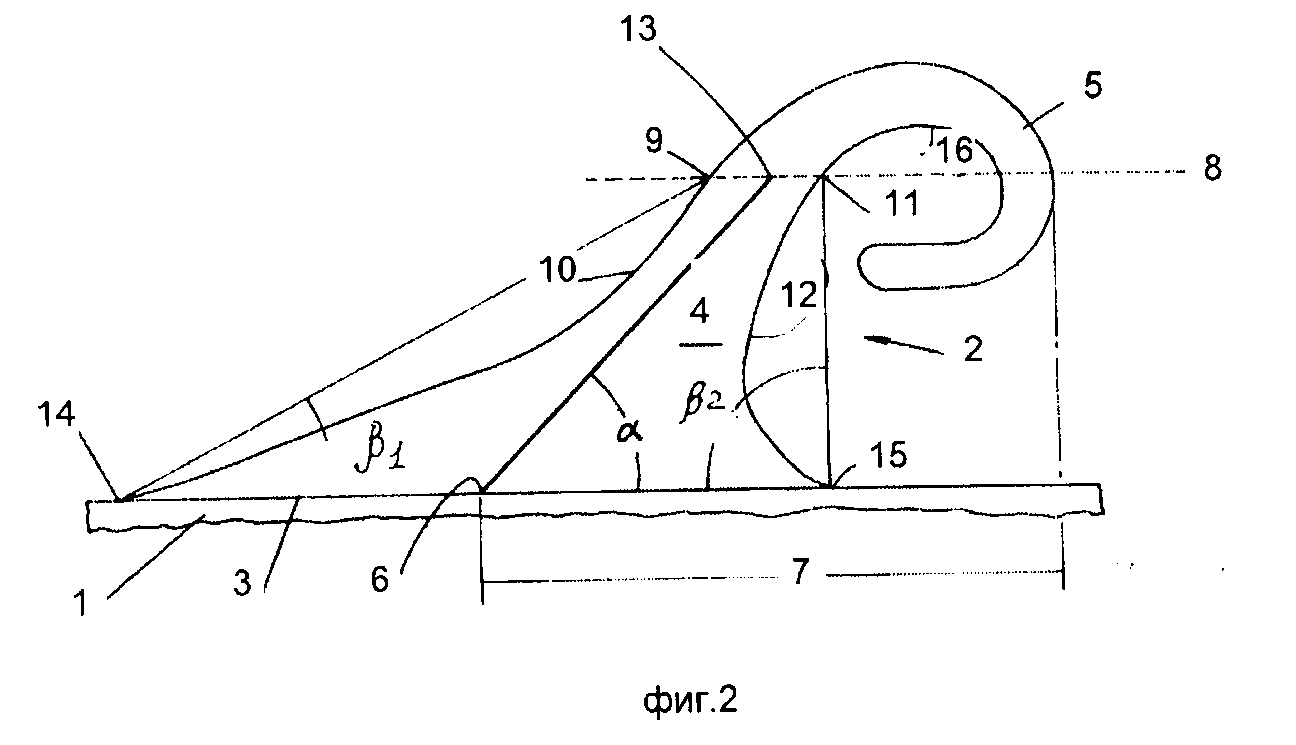
Образующий элемент крепления материал содержит подложку 1 с зубцами 2, каждый из которых имеет соединенное у основания 3 тело 4 и средство зацепления 5 (фиг. 2). Тела 4 зубцов выступают наружу из подложки 1 и оснований 3 и дальними концами соединяются со средствами зацепления 5. Каждое средство зацепления 5 выступает вбок на боковой поверхности тела 4 в одном или более направлений и имеет подобную крючкообразному зубу форму, что позволяет средству зацепления сцепляться с дополняющей приемной поверхностью (на фиг. не показано), которая может иметь близко расположенные отверстия, определяемые прядями или волокнами или может быть локально упруго деформируемой для захвата средств зацепления 5. Такие поверхности могут иметь сетчатые пенопласты, трикотажные полотна, нетканые материалы, материалы с петлями типа "Velcro".
Подложка 1 обладает достаточной прочностью, износостойкостью, стойкостью к отслаиванию зубцов, способностью легкого сцепления с зубцами, гибкостью и представляет собой трикотажное полотно, тканые или нетканые материалы, резину, виниловый материал, пленки, в частности, полиолефиновые пленки, а преимущественно крафт-бумагу с исходной плотностью, равной 0,08 кг/м2.
Основание 3 каждого зубца является, как правило, плоской частью зубца 2, непосредственно контактирующей с подложкой 1. Площадь основания должна быть достаточной для обеспечения требуемой прочности на отрыв и сдвиг зубцов. При большой длине тела 4 зубца его основание должно иметь большую площадь для обеспечения достаточной адгезии к подложке и достаточной целостности конструкции. Величина соотношения сторон основания не должна быть слишком большой, в противном случае зубец будет неустойчивым. Оптимальным является соотношение 1,5:1.
Основание 3 зубца, как правило, имеет круглую форму и диаметр, равный 1,27 мм. Для повышения прочности зубцов на отрыв и на срез в каком-либо конкретном направлении возможно усиление основания в этом направлении.
Тело 4 зубца является его промежуточной частью между основанием и средством зацепления и обеспечивает наличие расстояния в перпендикулярном подложке направлении между средством зацепления 5 и подложкой 1.
Исходная точка 6 тела 4 зубца есть точка, которую можно считать центром основания и которая обычно находится в пределах основания 3. Расстояние по горизонтали между дальними краями основания в направлении наклона зубца делят пополам и определяют среднюю точку основания. При этом не принимают во внимание скругления и неровности, возникающие при креплении к подложке.
Тело 4 наклонено к плоскости подложки 1 у основания 3 зуба 2 под углом α который определяют в плоскости, проходящей через максимальную горизонтальную проекцию 7, характеризующую собой расстояние между исходной точкой 6 и проекцией на плоскость подложки наиболее удаленной точки зубца. Вид сбоку зубца, на котором проекция 7 имеет максимальную величину, является профильным видом этого зубца. Этот профильный вид, как правило, ориентирован в направлении обработки зубцов.
Воображаемую секущую плоскость 8, как правило, параллельную плоскости подложки 1, проводят через наиболее удаленную от подложки точку зубца, определяя его наибольшую высоту. Затем опускают плоскость 8 на одну четвертую часть этой высоты вдоль перпендикуляра вниз к подложке 1 до пересечения плоскостью 8 зубца с получением трех его точек. Первая точка 9 называется передней 75-процентной точкой, в которой плоскость 8 пересекает боковую поверхность зуба с переднего края 10. Вторая точка 11 образуется при пересечении плоскостью 8 заднего края 12 зубца и называется задней 75-процентной точкой. Среднюю точку 13 линии между точками 9 и 11 соединяют с исходной точкой 6 тела 4 на основании и угол наклона полученной линии к плоскости подложки является углом a который называется углом a тела 4.
Угол a как правило, составляет 90o с плоскостью подложки или преимущественно является острым для обеспечения повышенного сопротивления отрыву зубца в направлении, как правило, параллельном максимальной проекции 7. Однако данный угол a не должен слишком отклоняться от 90o, иначе сопротивление зубцов сдвигу станет более зависимым от направления.
При величине угла a, равной 45-80o, преимущественно примерно 65o, зубцы оказывают достаточное сопротивление сдвигу. Если угол a меньше 80o, то тело 4 считается ориентированным к плоскости подложки неперпендикулярно.
Для определения угла b1 переднего края 10 и угла β2 заднего края 12 находят переднюю 14 и заднюю 15 точки основания 3 и с ними соединяют точки 9 и 11. Полученные прямые образуют с плоскостью подложки входные углы: угол β1 переднего края и угол β2 заднего края. Эти углы определяют параллельность боковых сторон тела 4. Если сумма углов β1 и β2 не равна 180o, то боковые стороны тела 4 непараллельны одна другой и ограничивающие эти углы прямые пересекаются над или под плоскостью подложки 1. При пересечении указанных прямых над плоскостью подложки зубец 2 сужается от основания 3 в сторону дальнего конца и средства зацепления. Боковые стороны тела 4 параллельны одна другой только в случае, если углы β1 и β2 ориентированы в одном направлении и дополняющие их величины равны.
Оптимальная величина угла β1 равна 45±30o, а угла β2 - 65±30o.
Тело 4 зубца должно выступать над подложкой на расстояние, обеспечивающее расположение средства зацепления над подложкой на такой высоте, при которой оно может легко захватывать или зацеплять пряди на приемной поверхности. Длинное тело позволяет зубцу глубже проникать в приемную поверхность, а короткое тело способствует получению более прочного зубца, но обуславливает менее глубокое его проникновение в приемную поверхность.
Для приемной поверхности на трикотажном или тканом материале целесообразно использование относительно короткого тела 4 продольной длиной между подложкой и наиболее удаленной от нее точкой, равной приблизительно 0,5 мм, преимущественно около 0,7 мм.
Для приемной поверхности на материале толщиной более 0,9 мм продольная длина тела должна составлять приблизительно 1,2 мм преимущественно, по меньшей мере, 2,0 мм.
Продольная длина тела 4 определяется как наименьшее расстояние между плоскостью подложки и наиболее удаленной от нее боковой поверхностью средства зацепления 5, которое составляет по меньшей мере два диаметра пряди или волокна на приемной поверхности, предпочтительно в 10 раз больше диаметра пряди или волокна для обеспечения хорошего захвата или зацепления средства зацепления зубца и удержания им прядей или волокон. Это продольное расстояние равно приблизительно 0,2-0,8 мм.
Тело 4 зубца может иметь любую форму поперечного сечения и может сужаться в направлении к средству зацепления, что способствует уменьшению момента инерции тела и средства зацепления, созданию в зубце постоянного напряжения при воздействии на зубцы сил отделения и уменьшению количества их материала.
Хорошие условия работы имеют зубцы при отношении площади их основания к площади поперечного сечения в самой высокой точке, изменяющемуся в пределах от 4:1 до 9:1. При круглой форме тела диаметр его основания равен 0,76-1,27 мм, а диаметр в самом высоком месте составляет 0,41-0,51 мм.
Средство зацепления 5 может представлять собой любой выступ в боковом направлении относительно наружной поверхности тела 4, который оказывает сопротивление отделению или удалению от приемной поверхности.
Боковой выступ имеет векторную составляющую, параллельную плоскости подложки 1 и обращенную к ней. Средство зацепления 5 и тело 4 зубца могут иметь поперечную и продольную векторные составляющие. Необходимо, чтобы средство зацепления 5 имело лицевую часть с векторной составляющей, параллельной плоскости подложки и обращенной к ней.
Средство зацепления 5 может иметь большую горизонтальную проекцию 7, чем тело 4 или наоборот. Средство зацепления 5, как правило, дугообразно и может иметь кривизну со входящим углом, при этом оно имеет участок, приближающийся в продольном направлении к подложке 1 у основания 3, или удаленное в боковом направлении от основания 3 место. Этот участок располагается в боковом направлении к телу 4, хотя и не обязательно направлен к исходной точке 6.
Средство зацепления 5 каждого зубца может располагаться по существу в одном боковом направлении для создания ориентированного в одном направлении сопротивления отрыву или может иметь произвольную ориентацию для обеспечения изотропного сопротивления отрыву в любом боковом направлении.
Средство зацепления 5 может иметь форму крючкообразных зубцов, которые выступают по существу с одной стороны тела 4, определяя, как правило, выпуклый контур, и проникают в отверстия приемной поверхности для захвата прядей или волокон приемной поверхности у внутреннего радиуса кривизны 16 средства зацепления 5. Взаимодействие между средством зацепления 5 и прядями или волокнами приемной поверхности препятствует высвобождению элемента крепления с зубцами из приемной поверхности до тех пор, пока не будет превышено сопротивление отрыву или сдвигу системы крепления. Средство зацепления 5 не должно слишком далеко выступать вдоль радиуса в боковом направлении, иначе оно не сможет проникать в отверстие приемной поверхности. Поперечное сечение средства зацепления 5 должно быть такого размера, чтобы оно могло проникать в отверстие приемной поверхности.
Площадь поперечного сечения и геометрия средства зацепления 5 не критичны, пока средство зацепления 5 сохраняет целостность конструкции, которая обеспечивает достаточное сопротивление сдвигу и изгибу для обеспечения требуемого сопротивления отрыву и сдвигу системы крепления, имеющей матрицу зубцов 2 данной плотности. Для описываемого здесь варианта приемлемо средство зацепления в виде крюкообразного зубца, имеющее максимальную горизонтальную проекцию 7 от центра основания 3 до удаленной вбок периферии, равную приблизительно от 0,79 мм до примерно 0,9 мм.
Матрица зубцов 2 может быть любой заданной формы и плотности для обеспечения требуемого сопротивления отрыву и сдвигу в конкретной системе крепления. Как правило, когда плотность матрицы увеличивается, то пропорционально увеличивается по линейному закону и сопротивление отрыву и сдвигу. Отдельные зубцы 2 не должны быть расположены слишком близко один к другому, чтобы не мешать друг другу и не препятствовать средству зацепления 5 смежных зубцов 2 сцепляться с прядями или волокнами приемной поверхности. Если зубцы 2 расположены слишком близко, то может произойти уплотнение или маттирование прядей или волокон приемной поверхности, препятствующее образованию отверстий между прядями или волокнами. И наоборот, зубцы 2 не должны быть расположены слишком далеко один от другого, чтобы для обеспечения элементом крепления необходимого сопротивления отрыву и сдвигу не требовалась слишком большая площадь подложки 1.
Зубцы 2 выгодно размещать рядами, чтобы каждый зубец 2 находился, как правило, на равном расстоянии от смежного зубца. Ряды, как правило, ориентируют в направлении обработки и в направлении, поперечном направлению обработки, в соответствии с заявленным способом изготовления материала. Как правило, каждый ряд зубцов 2, ориентированный вдоль и поперек направления обработки, должен находиться на одинаковых расстояниях от соседних рядов зубцов 2, ориентированных вдоль и поперек направления обработки, с целью обеспечения, как правило, однородного поля напряжений во всем элементе крепления и на всей приемной поверхности, когда к ним прикладывают силы отделения.
Шаг характеризует расстояние, измеренное в направлении обработки или в направлении, поперечном направлению обработки, между центрами оснований 3 зубцов 2 в смежных рядах. Обычно приемлемым является элемент крепления, имеющий матрицу зубцов 2 с шагом в диапазоне от приблизительно 1,02 мм до примерно 5,08 мм в обеих направлениях, причем предпочтительно, чтобы шаг был равен около 2,03 мм. Предпочтительно, чтобы смежные ряды, ориентированные поперек направления обработки, были смещены приблизительно на половину шага в направлении, поперечном направлению обработки, для удвоения расстояния в направлении обработки между смежными рядами, ориентированными поперек направлению обработки.
Зубцы 2 могут быть размещены в форме сетки с ячейкой площадью, равной 1 см2, содержащей матрицу зубцов 2 с 2-20 рядами зубцов на одном сантиметре, как в направлении обработки, так и в направлении, поперечном направлению обработки, предпочтительно 9 рядов зубцов на одном сантиметре в каждом направлении. Эта сетка позволяет получить элемент крепления, имеющий около 4-400 зубцов/см2 на подложке 1.
Зубцы 2 могут быть выполнены из любого теплочувствительного материала, устойчивого и сохраняющего форму в твердом состоянии, но не столь хрупкого, чтобы происходил отказ, когда система крепления подвергается воздействию усилий отделения. Под теплочувствительным материалом понимается материал, который при нагревании постепенно переходит из твердого состояния в жидкое. Считается, что отказ произошел, когда зубец 2 разрушился или когда он не может оказывать противодействие прилагаемым усилиям, или когда он подвергается воздействию сил отделения. Предпочтительно, чтобы материал имел модуль упругости на разрыв, равный 24600000-31600000 кг/м2.
Кроме того, материал зубца 2 должен иметь достаточно низкую температуру плавления для обеспечения простоты обработки и относительно высокую вязкость для обеспечения клейкой и жесткой консистенции при температурах, близких к температуре плавления материала, чтобы тело 4 каждого зубца могло вытягиваться, а средство зацепления 5 просто формироваться.
Важно, чтобы зубцы 2 были вязко упругими, позволяя изменять в более широком диапазоне параметры, оказывающие влияние на конструкцию зубца 2, а особенно на геометрию средства зацепления. Приемлемым является материал, имеющий вязкость в диапазоне 20-100 Па•с при температуре использования подложки 1.
Вязкость может быть измерена с помощью реометрического механического спектрометра при использовании динамического режима работы при частоте выборки, равной 10 Гц, и деформации материала, составляющей 10% Предпочтительной является геометрия типа диска и пластины, в частности диск радиусом около 12,5 мм при зазоре между диском и пластиной около 1 мм.
Предпочтительно изготавливать зубцы 2 из термопластичного материала. Термин "термопластичный" относится к неструктурированным полимерам теплочувствительного материала, который течет при воздействии тепла и давления. Для изготовления элемента крепления согласно изобретению подходят, в частности, термоплавкие термопластичные клеи.
Термоплавкий клей относится к термопластичным соединениям, как правило, твердым при комнатной температуре, которые становятся жидкими при повышенных температурах и которые наносят в расплавленном состоянии.
В частности, пригодны и предпочтительны полиэфирные и полиамидные термоплавкие клеи. Используемые здесь термины "полиэфирный" и "полиамидный" означают цепи, имеющие повторяющиеся звенья эфира и амида соответственно.
При выборе полиэфирного термоплавкого клея установлено, что хорошо работает клей, имеющий комплексную вязкость приблизительно 23±2 Па•с при температуре приблизительно 194oC. При выборе полиамидного термоплавкого клея, установлено, что хорошо работает клей, имеющий комплексную вязкость примерно 90±10 Па•с при температуре приблизительно 204oC.
На фиг. 3 приведен второй вариант выполнения элемента крепления, в котором средство зацепления 5 может иметь, как правило, полусферическую /грибообразную/ форму. Термин "полусферическая" означает, как правило, круглую форму, выступающую во многих направлениях и включающую полусферы и сферы, но не ограниченную правильными формами. Такая геометрия, в частности, конструкции средства зацепления, как правило, сферической формы, обладает тем преимуществом, что приводит к меньшему повреждению прядей приемной поверхности, как правило, происходящему, когда средство зацепления извлекают из приемной поверхности. Это приводит к меньшему видимому повреждению приемной поверхности, давая возможность использовать ее повторно большее число раз. Если выбирают средство зацепления полусферической формы, то предпочтительнее, чтобы тело 4 было почти ортогонально плоскости подложки 1 для обеспечения более легкого проникновения в отверстия приемной поверхности и уменьшения повреждения приемной поверхности, когда средство зацепления высвобождается из приемной поверхности. Приемлемым является тело 4, имеющее угол α приблизительно 70-90o.
Для получения зубца 2 соответствующих пропорций и полусферического средства зацепления 5 последнее должно выступать в радиальном направлении из боковой поверхности тела 4 на достаточное расстояние вбок, чтобы захватывать пряди приемной поверхности, но не выступать столь далеко, чтобы масса средства зацепления 5 не могла жестко опираться на тело 4, или иначе, чтобы тело 4 было неустойчивым. Когда угол a тела 4 уменьшается, т.е. происходит дальнейшее отклонение от вертикального положения, целостности конструкции средства зацепления 5 становится зависимой от поперечного сечения.
Хорошо работает сужающееся тело 4, имеющее описанные отношения площади поперечного сечения и диаметра основания 3 и самого высокого места, и угол a, равный приблизительно 80o. Необходимо заметить, что измерение наибольшей высоты следует делать, исходя из наибольшей высоты тела 4, а не средства зацепления 5.
Для варианта осуществления, показанного на фиг. 3, не имеющего плавного перехода от тела 4 к средству зацепления 5 и для которого легко определить границу между телом и средством зацепления, воображаемая секущая плоскость 8 проходит на расстоянии трех четвертей длины перпендикуляра от плоскости подложки 1 до плоскости, касательной к средству зацепления 5, в точке, ближайшей в продольном направлении к плоскости подложки 1. Затем секущую плоскость 8 используют, как описано выше, для определения угла a тела 4, угла b1 переднего края и угла β2 заднего края.
Средство зацепления 5 должно радиально выступать в каждом боковом направлении из боковой поверхности дальнего конца 17 тела 4 по меньшей мере на 25% диаметра дальнего конца 17 тела 4, предпочтительно около 38% этого диаметра. С другой стороны, если диаметр дальнего конца 17 тела 4 равен 1,0, то диаметр средства зацепления 5 должен составлять по меньшей мере 1,5, предпочтительно, по меньшей мере 1, 75 диаметра дальнего конца 17 тела 4. Кроме того, диаметр основания 3 должен быть в два раза больше диаметра дальнего конца 17 тела 4. Для обеспечения соответствующего продольного расстояния средства зацепления 5 от подложки 1 высота тела 4 должна быть приблизительно в 1,5-2 раза больше диаметра дальнего конца 17 тела 4.
Элемент крепления, изображенный на фиг. 3, получен нагреванием средства зацепления 5 и дальнего конца тела 4, изображенного на фиг. 2 по меньшей мере до температуры плавления. Это обеспечивается поднесением средств зацепления 5 и дальних концов зубцов 2 к источнику тепла, расположенному в продольном направлении относительно подложки 1 так, чтобы основание 3 и ближний конец тела 4 не нагревались по меньшей мере до температуры плавления. Приемлемым является поднесение наиболее высокой части зубца на расстояние в пределах приблизительно 3,3-10,1 мм к источнику тепла, например горячей проволоке, нагретой до температуры приблизительно 440oC.
Угол β1 переднего края и угол β2 заднего края зубца 2 подобны углам соответственного крюкообразного зацепляющего зубца 2, из которого образован полуферический зацепляющий зубец 2. Это имеет место вследствие того, что угол α тела 4 и углы b1 и β2 переднего края и заднего края по существу не изменяются, когда средство зацепления 5, изображенное на фиг. 2, нагревают и плавят до перехода в средство зацепления 5, изображенное на фиг. 3.
Для упомянутой выше приемной поверхности предпочтительно, чтобы средство зацепления 5, изображенное на фиг. 3, имело боковой и продольный размер, приблизительно равный 0,029-0,032 мм, и было расположено на теле 4, имеющем диаметр основания 3, приблизительно составляющий 0,30-0,054 мм, и диаметр на дальнем конце 17, приблизительно равный 0,016-0,020 мм. Дальний конец 17 тела 4 должен быть расположен над плоскостью подложки 1 на расстоянии, приблизительно равном 0,44-0,5 мм, и средство зацепления 5 должно иметь горизонтальную проекцию 7, равную приблизительно 0,56-0,7 мм, предпочтительно 0,64 мм.
Способ изготовления материала с зубцами осуществляют следующим образом.
Материал в соответствии с настоящим изобретением может быть получен с помощью модифицированного способа глубокой печати. Из фиг. 4 видно, что подложка 1 проходит через захват 18, образованный между двумя валиками, печатающим валиком 19 и опорным валиком 20. Оси валиков 19 и 20 параллельны одна другой и расположены, как правило, параллельно плоскости подложки 1. Валики 19 и 20 вращаются вокруг своих осей и имеют в зоне захвата 18, как правило, равные по величине и направлению линейные скорости. При необходимости оба валика (печатающий валик 19 и опорный валик 20) могут приводиться в движение внешней движущей силой (не показана) или один валик приводится внешней движущей силой, а второй приводится в движение посредством фрикционного зацепления с первым валиком. Требуемую движущую силу обеспечивают с помощью электрического двигателя переменного тока, выходная мощность которого составляет приблизительно 1500 Вт. При вращении валики 19 и 20 приводят в действие средство для нанесения зубцов 2 на подложку 1.
Средство для нанесения должно выдерживать температуру материала зубцов 2, когда он находится в жидком состоянии, обеспечивать по существу, равномерный шаг между зубцами 2 и в направлении обработки, и поперек направления обработки и создавать требуемую плотность зубцов в матрице. Кроме того, средство нанесения должно способствовать изготовлению зубцов, имеющих различные диаметры основания 3 и высоты тела 4. Печатающий валик 19 обеспечивает, в частности, средство для нанесения зубцов 2 на подложку 1 в виде описанной требуемой матрицы (или другого образца) в соответствии с настоящим способом изготовления. Выражение "средство для нанесения" относится к любому средству, которое переносит жидкий материал зубца из питателя на подложку 1 в дозах, соответствующих отдельным зубцам 2. Термин "нанесение" означает перенос материала зубца из питателя и дозирование этого материала на подложку в количествах, соответствующих отдельным зубцам.
Одним приемлемым средством для нанесения материала зубца 2 на подложку 1 является матрица из одной или более ячеек 21 в печатающем валике 19. Используемый здесь термин "ячейка" относится к любой полости или другому элементу печатающего валика 19, который подает материал зубца из питателя к подложке 1 и наносит этот материал на нее в дискретных количествах.
Площадь поперечного сечения ячейки 21 на поверхности печатающего валика 19, как правило, соответствует форме области основания 3 зубца 2. Поперечное сечение ячейки 21 должно быть примерно равно требуемому поперечному сечению основания 3. Глубина ячейки 21 частично определяет продольную длину зубца 2, а конкретно протяженность перпендикуляра от основания 3 до точки или участка наибольшей высоты. Однако, когда глубина ячейки 21 увеличивается до более, чем приблизительно 70% диаметра ячейки 21, продольный размер зубца 2, как правило, остается постоянным. Это происходит потому, что не весь жидкий материал зубца вытягивается из ячейки 21 и наносится на подложку 1. Некоторое его количество будет оставаться в ячейке 21 вследствие поверхностного натяжения и вязкости жидкого материала зубца и не будет подано на подложку 1.
Для описываемого здесь варианта осуществления подходящей является глухая, как правило, цилиндрической формы ячейка 21, имеющая глубину, составляющую приблизительно 50-70% диаметра. При необходимости удовлетворения требования обычного способа производства, например химического травления, ячейка 21 может иметь сужающуюся форму усеченного конуса.
Если ячейка имеет форму усеченного конуса, входной угол конуса ячейки должен быть не более приблизительно 45o, чтобы получить предпочтительно коническую форму тела 4 и указанные выше отношения сечений основания и наибольшей высоты. Если коническая форма ячейки 21 имеет больший входной угол, то это может привести к созданию зубца 2, имеющего слишком большое сужение. Если этот входной угол слишком мал или ячейка 21 является цилиндрической, то это приводит к формированию тела 4, как правило, неизменного поперечного сечения и в результате этого к областям повышенных напряжений. В описываемом здесь варианте осуществления способа приемлемый зубец 2 создает ячейка 21, имеющая входной угол приблизительно 45o, диаметр боковой поверхности валика, равный примерно 0,89-1,22 мм, и глубину в диапазоне от приблизительно 0,25 мм до примерно 0,51 мм.
Печатающий валик 19 и опорный валик 20 должны быть сжаты по линии, соединяющей осевые линии валиков, выдавливать клей из ячеек 21 в печатающем валике 19 на подложку 1 и обеспечивать достаточное фрикционное сцепление для приведения в движение противоположного валика, если он не имеет внешнего привода. Опорный валик 20 должен быть немного мягче и более податлив, чем печатающий валик 19, чтобы обеспечить амортизацию материала зубца, когда его наносят на подложку 1 из печатающего валика 19. Приемлемым является опорный валик 20, имеющий резиновое покрытие с твердостью по Шору, шкала А, измеренной с помощью твердомера и равной приблизительно 40-60 единиц. Валики 19 и 20 можно прижимать друг к другу с таким усилием, что получается отпечаток в направлении обработки, равный приблизительно 6,4-12,7 мм. Используемый здесь термин "отпечаток" относится к контактной области более мягкого валика на подложке 1, когда она проходит через захват 18.
Для предотвращения отверждения зубцов 2 в течение переноса из питателя на подложку 1 предпочтителен нагрев печатающего валика 19. Как правило, требуется чтобы температура печатающего валика 19 была близка к температуре материала питателя. Установлено, что в случае применения полиэфирного термоплавного клея N 7199 хорошие результаты дает температура печатающего валика 19, равная приблизительно 197oC.
Необходимо заметить, что может понадобиться охлаждающий валик, если подложка 1 подвергается вредному воздействию тепла, передаваемого от материала зубца. Если требуется охлаждающий валик, он может быть включен в состав опорного валика 20 в виде хорошо известного специалистам устройства. Такое устройство часто необходимо, когда используют подложку 1 из полипропилена, полиэтилена или из другого полиолефина.
Материал, используемый для формирования отдельных зубцов 2, должен храниться в питателе, который обеспечивает соответствующую температуру, сообщаемую зубцами 2 подложке 4. Обычно желательно, чтобы температура была немного выше температуры плавления материала. Считают, что температура материала равна или выше "температуры плавления", если материал частично или полностью находится в жидком состоянии. Если в питателе материала зубца поддерживается слишком высокая температура, то материал зубца не будет достаточно вязким и может создавать средства зацепления 5, которые в боковом направлении соединяются с зубцами 2, смежными в направлении обработки. Если температура материала слишком высока, то зубец 2 будет растекаться в пятно полусферической формы и средство зацепления 5 не будет образовываться. И наоборот, если температура питателя слишком низка, материал зубца не будет передаваться из питателя к средству для нанесения материала или, соответственно, не может должным образом передаваться из средства для нанесения 21 материала на подложку 1 в форме требуемой матрицы или рисунка. Питатель материала должен также обеспечивать, как правило, равномерный температурный профиль в направлении, поперечном направлению обработки, материала, передаваемого со средством для нанесения на подложку 1, и легко заполняться повторно или пополняться после расходования материала зубца.
Приемлемым питателем является прилегающий к валику 19 желоб 22 по существу той же ширины, что и протяженность части печатающего валика 19 с ячейками 21 в направлении, поперечном направлению обработки. Желоб 22 имеет закрытое дно, внешние боковые стороны и торцы. Верх может быть по желанию открытым или закрытым. Внутренняя сторона желоба 22 открыта, давая возможность поступления в него жидкого материала для свободного контактирования и взаимодействия с периферией печатающего валика 19.
Для поддержания материала зубца в жидком состоянии и при соответствующей температуре питатель подвергают внешнему нагреву с помощью известного устройства (не показано). Предпочтительной является температура выше температуры плавления, но ниже температуры, при которой имеет место значительная потеря вязкоупругости. При необходимости жидкий материал внутри желоба 22 можно перемешивать или рециркулировать для обеспечения гомогенности и равномерности распределения температуры.
Рядом с дном желоба 22 размещают ракель 23, который регулирует количество материала зубца, наносимого на печатающий валик 19. Когда печатающий валик 19 вращается, ракель 23 и желоб 22 поддерживают в неподвижном состоянии, давая возможность ракелю 23 протирать периферию печатающего валика 19 и снимать любое количество материала зубца, которое не разместилось в отдельных ячейках 21 валика 19, давая возможность рециркулировать материал. Такое устройство позволяет наносить материал зубца из ячеек 21 на подложку 1 в виде требуемой матрицы в соответствии с геометрией ячеек 21 на периферии печатающего валика 19. Как видно из фиг. 4, предпочтительно размещать ракель 23 в горизонтальной плоскости, в частности, у горизонтальной оконечности печатающего валика 19, которая находится перед зоной захвата 18.
После нанесения на подложку 1 зубцы 2 отделяются от печатающего валика 19 и средства для нанесения 21 с помощью отрезного средства 24 для отделения зубцов 2 с образованием средства зацепления 5 элемента крепления и пятна. Используемый здесь термин "пятно" относится к любому материалу, отделенному от зубца 2 и не образующему часть элемента крепления.
Отрезное средство 24 должно быть регулируемым для обеспечения различных размеров зубцов 2 и горизонтальных проекций 7 средства зацепления 5, а также обеспечения однородности в направлении, поперечном обработке матрицы. Термин "отрезное средство" относится к любому устройству, которое в продольном направлении отделяет пятно от элемента крепления, как описано выше, термин "отделяет" относится к действию отделения пятна от материала с зубцами.
Отрезное средство 24 также должно быть чистым и не должно ржаветь, окислять или привносить вещества, вызывающие коррозию, и загрязняющие вещества (например, материал пятна) в зубцы 2. Приемлемым отрезным средством является проволока, располагаемая, как правило, параллельно оси валиков 19 и 20 и размещенная от подложки 1 на расстоянии, которое немного больше протяженности перпендикуляра от наивысшей точки отвердевшего зубца 2 до подложки 1.
Предпочтителен электрический нагрев проволоки 24 для предотвращения наслоения расплавленного материала зубца на отрезном средстве, для компенсации любого охлаждения зубцов 2, которое происходит с момента, когда материал зубца выходит из нагретого питателя, до момента, когда происходит отделение, и для того, чтобы способствовать растягиванию в горизонтальном направлении средства зацепления 5. Нагрев отрезного средства 24 также должен обеспечить равномерное распределение температуры в направлении, поперечном направлению обработки, чтобы получать матрицу зубцов 2, имеющих по существу одинаковые геометрические параметры.
Как правило, когда температура материала зубца увеличивается, возможна относительно более низкая температура горячей проволоки 24 отрезного средства. Также при уменьшении скорости подложки 1 происходит менее частое охлаждение горячей проволоки 24, когда отделяются каждый зубец 2 и пятно, делая более приемлемым использование относительно менее мощной горячей проволоки 24 при тех же температурах. Необходимо отметить, что, когда температура горячей проволоки 24 увеличивается, это приводит к получению зубца 2, имеющему, как правило, более короткое тело 4. И наоборот, длина тела 4 и горизонтальная протяженность средства зацепления 5 будут увеличиваться в обратно пропорциональной зависимости, когда температура горячей проволоки 24 уменьшается. Нет необходимости, чтобы отрезное средство 24 фактически контактировало с зубцом 2 для осуществления отделения. Зубец 2 может быть отделен с помощью тепла, излучаемого отрезным средством 24.
Для описываемого здесь варианта осуществления установлено, что приемлемой является нихромовая проволока 24 круглого поперечного сечения, имеющая диаметр, равный приблизительно 0,51 мм, нагреваемая до температуры приблизительно 343o-416oC. Очевидно, что заменой описанной выше горячей проволоки 24 может служить нож, лазер или другое отрезное средство.
Важно, чтобы отрезное средство 24 располагалось в положении, которое позволяет растягивать материал зубца до отделения зубца 2 от пятна. Если отрезное средство 24 размещено слишком далеко от плоскости подложки 1, то материал зубца будет проходить под отрезным средством 24 и не захватываться им, образуя очень длинное средство зацепления 5, которое не будет удалено от подложки 1 или от смежных зубцов 2 на достаточное расстояние. И наоборот, если отрезное средство 24 размещено слишком близко к плоскости подложки 1, то отрезное средство 24 будет срезать верхушку тела 4 и средство зацепления не сможет быть сформировано.
Для описываемого здесь способа изготовления установлено, что при должном размещении горячая проволока отрезного средства 24 находится приблизительно на расстоянии 14-22 мм, предпочтительно приблизительно 18 мм, в направлении обработки от зоны захвата на расстоянии приблизительно 4,8-7,9 мм, предпочтительно приблизительно 6,4 мм, в радиальном направлении наружу от опорного валика 20 и на расстоянии приблизительно 1,5-4,8 мм, предпочтительно примерно 3,3 мм, в радиальном направлении наружу от печатающего валика 19.
При использовании подложку 1 перемещают в первом направлении относительно средства для нанесения 21. В частности, подложку 1 перемещают через захват 18, предпочтительно протягивают оттягивающим валиком (на фиг. не показан). Это обеспечивает чистую область подложки 1 при непрерывном нанесении зубцов 2 и удаляет части подложки 1, имеющие зубцы 2, нанесенные на нее. Направление, как правило, параллельное основному направлению перемещения подложки 1, когда она проходит через захват 18, называют "направление обработки". Направление обработки, как указано стрелкой 25 на фиг. 4, является, как правило, ортогональным осевой линии печатающего валика 19 и опорного валика 20. Направление, ортогональное направлению обработки и параллельное плоскости подложки 1, называют "направлением, поперечным направлению обработки".
Подложка 1 может быть протянута через захват 18 со скоростью, которая приблизительно на 2-10% больше линейной скорости валиков 19 и 20. Это делают для того, чтобы свести к минимуму образование средством для нанесения материала зубцов на подложку 1 сборок или складок на ней вблизи средства отделения 24 зубцов. Подложку 1 перемещают через захват 18 в первом направлении со скоростью, равной приблизительно 3-31 м/мин.
Скорость перемещения подложки 1 после захвата 18 может оказывать влияние на угол тела 4. Если требуется, чтобы зубцы 2 имели угол α наклона тела 4 к подложке, более близкий к прямому, выбирают более медленную скорость перемещения подложки 1 в первом направлении. И наоборот, если скорость перемещения увеличивается, то угол a тела 4 уменьшается и средство зацепления 5 будет иметь в результате большую величину горизонтальной проекции 7.
При необходимости подложка 1 может быть отклонена на угол g, равный приблизительно 35o-55o, предпочтительно приблизительно 45o, от плоскости захвата 18 к опорному валику 20, чтобы использовать вязкоупругую природу материала зубца и, соответственно, ориентировать средство зацепления 5 в поперечном направлении так же, как в продольном. Это также обеспечивает большее усилие для извлечения материала зубца из ячейки 21 и вытягивания зубца 2 из печатающего валика 19. Угол g от плоскости захвата 18 имеет также слабое, но положительное, влияние на получение средства зацепления 5, имеющего большую горизонтальную проекцию 7.
После нанесения материала зубца из ячейки 21 по подложку 1 валики 19 и 20 продолжают вращение в направлении стрелки 25 (фиг. 4). Это приводит к периоду относительного смещения между перемещаемой подложкой 1 и ячейкой 21, в течение которого до отрезания) материал зубца образует мостики между печатающим валиком 19 и подложкой 1. При относительном смещении материал зубца вытягивается до тех пор, пока не происходит отрезание и зубец 2 отделяется от ячейки 21 печатающего валика 19. Используемый здесь термин "вытягивается" означает увеличение линейного размера, сохраняющееся долговременным в течение срока службы элемента крепления.
Как указано выше, существует также необходимость отделения отдельных зубцов 2 от печатающего валика 19, как части способа формирования средства зацепления 5. После отрезания зубец 2 делят в продольном направлении на две части: дальней конец и средство зацепления 5, которые остаются в элементе крепления, и пятно (не показано), которое остается на печатающем валике 19 и может быть при необходимости рециркулировано. После отделения зубцов от пятен элементу крепления дают застыть прежде, чем зубцы вступят в контакт с другими объектами. После отверждения зубцов можно при необходимости свернуть подложку 1 в рулон для хранения.
Установлено, что, если выбранным в качестве термоплавного клея материалом является полиэфирная смола, то приемлемой является его температура, равная приблизительно 177o-193oC, предпочтительно примерно 186oC. Если выбирают полиамидную смолу, то устанавливают температуру материала, приблизительно равную 193o-213oC, предпочтительно примерно 200oC. Подложка 1 из отбеленной с одной стороны крафт-бумаги толщиной приблизительно 0,008-0,15 мм хорошо работает с зубцами 2 на основе термоплавкого клея. Зубцы соединяются с отбеленной стороной крафт-бумаги.
Для описываемой здесь операции приемлемым является валик 19, имеющий матрицу из приблизительно 5 ячеек 21 на один сантиметр как в направлении обработки, так и в направлении, поперечном направлению обработки, с образованием сетки приблизительно 26 ячеек на один см2. Такая плотность сетки может быть использована преимущественно с печатающим валиком, имеющим диаметр приблизительно 16 см при диаметре ячеек 21 примерно 1 мм и глубине ячеек приблизительно 0,8 мм. Установлено, что с упомянутым выше печатающим валиком 19 хорошо работает опорный валик 20, имеющий диаметр приблизительно 15,2 см. Скорость перемещения подложки 1 составляет приблизительно 3 м/мин.
Нихромовая горячая проволока 24, имеющая диаметр приблизительно 0,5 мм и расположенная на расстоянии приблизительно 18 мм от зоны захвата 18 в направлении обработки, равном приблизительно 0,3 мм в радиальном направлении наружу от печатающего валика 19 и приблизительно 6,4 мм в радиальном направлении наружу от опорного валика 20, нагревается до температуры, равной приблизительно 382oC. Элемент крепления, полученный с помощью этого способа по существу подобен элементу, показанному на фиг. 1, может быть успешно использован в изделии, наглядный пример которого будет описан ниже.
Очевидно, что геометрия средства зацепления 5 определяется свойствами упругости термоплавкого клея, используемого для изготовления зубца 2, и различием в температуре между задним краем 12 и передним краем 10 зубца 2. Задний край 12 зубца 2 экранирован и изолирован от тепла, исходящего от отрезного средства 24. И наоборот, передний край 10 непосредственно открыт для тепла отрезного средства 24, что приводит к отверждению или застыванию переднего края 10 после заднего края 12. Это ведет к удлинению переднего края 10 и сокращению заднего края 12 относительно друг друга. При увеличении этой разницы в температуре формируется относительно более длинное средство зацепления 5.
При необходимости может быть получен элемент крепления, имеющий относительно очень маленькие зубцы 2 (не показаны) с помощью формирования естественного рисунка из печатающего валика 19. Используемый здесь термин "естественный рисунок" относится к матрице зубцов 2, полученных из печатающего валика 19, который не имеет расположенных на нем ячеек 21, а вместо этого используются поверхность валика 19 в качестве средства для нанесения 21. Таким образом, рисунок зубцов 2 формируется с помощью зазора между ракелем 23 и печатающим валиком 19 и в меньшей степени отделкой поверхности печатающего валика 19.
Ракель 23 должен быть отрегулирован для обеспечения радиального зазора с печатающим валиком 19, равного приблизительно 0,03-0,08 мм. Зубцы 2 малого размера естественного рисунка, получаемые с помощью такого печатающего валика 19, успешно используют с приемной поверхностью сетчатого пенопласта, которая не имеет прядей и отверстий, а скорее подвергается локализованным упругим деформациям, которые оказывают сопротивление отделению системы крепления.
Из фиг. 5 видно, что, если требуется элемент крепления с более близким к изотропному сопротивлением отрыву, то такой может быть получен путем модификации элемента крепления, изображенной на фиг. 1, в течение второй стадии процесса приложения разности температур. Как показано на фиг. 5, элемент крепления, изображенный на фиг. 1, дополнительно обрабатывают для получения тел 4 со средством зацепления 5, которые простираются вдоль радиуса от тела 4 в различных боковых направлениях, как правило, произвольной ориентации. Выражение "произвольная ориентация" означает наличие значительных отклонений направлений горизонтальных проекций 7 и профильных изображений соседних зубцов 2.
Очевидно, что такая конструкция формируется путем установления разности температур между профильными поверхностями или передней поверхностью 10 и задней поверхностью 12 зубцов 2 элемента крепления и что такая разность температур может быть увеличена с помощью излучения или предпочтительно конвекции.
Также представляется, что в качестве результата достижения разности температур передней поверхности 10 или профильных поверхностей относительно задней поверхности 12 средства зацепления 5 существенно изменяют ориентацию или даже получают обратную ориентацию горизонтальной проекции 7, создавая зубец 2, который ориентирован в другом направлении, чем то, которое он имел сразу же после остывания или застывания. Разность температур может быть установлена с помощью любого устройства 26, известного специалистам в этой области техники, например нагреваемой проволокой или металлическим элементом, предпочтительно нагнетателем воздуха, размещаемым над зубцами 2 и способным обеспечить направленную разность температур в элементе крепления.
При необходимости этот источник 26 направляет поток воздуха на систему крепления в пределах приблизительно ±90o от первого направления перемещения подложки 1, которое является направлением обработки. Используемое здесь выражение "±90o от первого направления" означает направление, имеющее векторную составляющую, как правило, перпендикулярную к первому направлению перемещения подложки 1 или обратную ему, включая направление, как правило, противоположное первому направлению перемещения.
Если источник 26 расположен под углом приблизительно 180o относительно первого направления перемещения подложки 1, то он направлен на передние поверхности 10 зубцов 2 элемента крепления, как правило, противоположно направлению обработки описываемого и заявляемого здесь способа. Направление источника 26 непосредственно на переднюю поверхность 10 зубца 2 приведет к повороту горизонтальной проекции 7 средства зацепления 5, изменяя ориентацию горизонтальной проекции приблизительно на 180o. Зубцы 2, смещенные несколько вбок, т.е. в направлении, поперечном направлению обработки от источника 26, не будут иметь средства зацепления 5, повернутые на 180o, а вместо этого средства зацепления 5 этих зубцов 2 повернутся приблизительно на 90o. Таким образом, очевидно, что источник 26, ориентированный в направлении, поперечном направлению обработки, обеспечит элемент крепления, имеющий зубцы 2 с различными горизонтальными ориентациями в направлении, поперечном направлению обработки в соответствии с положением зубца 2 относительно источника 26 разности температур.
Нагнетатель воздуха 26, подающий воздух при температуре приблизительно 88oС на расстояние примерно 46 см от подложки 1, является приемлемым источником разности температур. Тепловой нагнетатель, ориентированный под углом приблизительно 45o к плоскости подложки 1 и расположенный на расстоянии приблизительно 46 см от зубцов, воздает рисунок элемента крепления, по существу, подобный показанному на фиг. 5. Очевидно, что одна или более горячих проволок, расположенных над зубцами 2 и ориентированных в направлении обработки, дадут элемент крепления, имеющий средства зацепления 5, ориентированные в направлении, поперечном направлению обработки, и создающие регулярный немного полосатый рисунок.
Очевидно, что изменение ориентации средств зацепления 5 происходит вследствие охлаждения профильных поверхностей или передней поверхности 10 относительно задней поверхности 12 зубца 2, которое может иметь место, если температура воздуха, подаваемого источником 26, меньше, чем температура периферии таких профильных поверхностей или передней поверхности 10. Разность температур вследствие охлаждения приводит к сокращению части зубца 2, на которую направлен источник 26 перепада температур. Такое сокращение может привести к изменению средства зацепления 5 и горизонтальной проекции 7 вследствие разности температур передней поверхности 10 относительно задней поверхности 46. Очевидно, что уменьшение остаточных напряжений, которые имеют место в процессе охлаждения, может повлиять на изменение ориентации горизонтальной проекции 7.
Кроме того, очевидно, что возможны другие изменения. Например, зубец 2, имеющий средство зацепления 5, выступающее более чем в одном направлении, может быть сформирован или свободно сформированные зубцы 2 могут быть получены другими общеизвестными способами, а не только способом глубокой печати. При необходимости в процессе производства может быть использован только один валик, обеспечивая контактирование подложки 1 по меньшей мере приблизительно на 180o боковой поверхности этого валика.
Часто желательно иметь элемент крепления согласно изобретению с максимальной горизонтальной проекцией 7 зубцов 2, ориентированной в другом направлении, чем направление обработки. Например, при использовании настоящего изобретения для изготовления элемента крепления одноразовой салфетки желательно, чтобы максимальная горизонтальная проекция 7 зубцов 2 была ориентирована в направлении, по существу перпендикулярном направлению перемещения одноразовой салфетки на производственной линии. Линия производства салфеток требует сложного и дорогого оборудования для разрезания, изменения ориентации и нанесения элемента крепления, если максимальные горизонтальные проекции 7 зубцов 2 ориентируются в направлении обработки. Однако система крепления согласно настоящему изобретению, получаемая с максимальной горизонтальной проекцией 7 зубцов 2, ориентированных в направлении, поперечном направлению обработки, не потребует переориентации перед нанесением на одноразовую салфетку. Поэтому в производстве элемента крепления настоящего изобретения очень выгодно использовать способность получения максимальных горизонтальных проекций 7 зубцов 2, ориентированных в других направлениях, чем направление обработки.
Имеются два угла, которые образованы телами 4 зубцов 2, полученных этим способом. Как указывалось выше, тело 4 составляет полярный угол А (фиг. 7) относительно направления обработки подложки 1. Используемый здесь термин "полярный угол" относится к углу максимальной горизонтальной проекции 7 относительно направления обработки подложки на виде сверху. Используемое здесь выражение "вид сверху" относится к изображению зубцов 2 в направлении, перпендикулярном плоскости подложки 1. Термин "направление обработки" относится к направлению, как правило, параллельному основному направлению перемещения подложки 1, когда она проходит через захват 18, и это направление показано стрелкой 25 на фиг. 7. Как указано ранее, для измерения полярного угла сначала определяют максимальную горизонтальную проекцию 7 зубца 2. Как показано на фиг. 7, полярный угол А есть угол относительно направления обработки, которое задано линией 27 параллельно максимальной горизонтальной проекции 7 на виде сверху. Полярный угол A может быть измерен относительно направления обработки либо по, либо против часовой стрелки, но он не будет более 180o. Элемент крепления, приемлемый для использования на салфетке одноразового пользования, будет предпочтительно иметь зубцы 2 с полярным углом, так что максимальная горизонтальная проекция 7 будет иметь ориентацию в направлении, имеющем векторную составляющую, перпендикулярную направлению обработки подложки 1. Таким образом, зубцы 2 могут иметь полярный угол более 0o, между приблизительно 1o и примерно 180o, как правило, полярный угол будет больше приблизительно 20o (20o-180o), больше 45o (45o-180o), или больше 60o (60o-180o). При использовании описываемого здесь способа предпочтителен полярный угол A зубцов 2 от приблизительно 20o до примерно 160o, более предпочтителен полярный угол от приблизительно 45o до примерно 135o, а наиболее предпочтителен полярный угол от приблизительно 60o до примерно 120o. В предпочтительном варианте осуществления, показанном на фиг. 7, полярный угол зубцов 2 будет равен приблизительно 90o.
Способ придания элементу крепления полярного угла заключается в отклонении его зубцов 2, когда они находятся частично или полностью в жидком состоянии. Используемый здесь термин "отклонение" относится к обеспечению усилия или влияния в направлении, имеющем векторную составляющую, перпендикулярную направлению обработки подложки 1. Зубцы 2 могут быть отклонены, когда они вновь сформированы, еще не охлаждены и не отверждены, и еще способны деформироваться, или зубцы 2 могут быть отклонены после того, как они были охлаждены и отверждены путем повторного нагрева зубцов 2 так, чтобы они были способны деформироваться и поворачиваться при отклонении. Имеется ряд способов, приемлемых для отклонения зубца 2 с целью придания полярного угла.
Приемлемым способом придания полярного угла является отклонение зубцов 2 с помощью гравитационных сил, воздействующих на зубцы 2, когда они частично или полностью находятся в жидком состоянии, так что гравитационные силы будут поворачивать зубцы на требуемый полярный угол. Это можно осуществить путем наклона подложки 1 так, что плоскость подложки 1, если смотреть в направлении обработки, не будет составлять 90o с отвесной линией, а скорее будет образовывать с ней другой угол. При печати и отделении зубцов 2 угол H (фиг. 8) подложки 1 относительно горизонтали позволяет гравитационным силам воздействовать на дальние концы тел 4 и средств зацепления 5 и оттягивать зубцы 2 к продольной стороне подложки 1, имеющей меньшую высоту. Предпочтительно, чтобы печатающий валик 19 и опорный валик 20 вместе были наклонены или приподняты на одном конце от горизонтали, как показано на фиг. 8, чтобы, когда подложка 1 проходит через захват 18 валиков, продольные края подложки 1 были на неодинаковой высоте и гравитационные силы, обозначенные на фиг. 8 буквой G, действовали на зубцы 2, сообщая телу 4 угол a к подложке 1 и полярный угол А (ни угол a ни угол A на фиг. 8 не показаны). Подложка 1 должна быть наклонена так, чтобы ее плоскость образовывала с горизонталью угол, равный по меньшей мере приблизительно 15o. Предпочтительно, чтобы плоскость подложки 1 была под углом, равным по меньшей мере 30o .
В неограничивающем примере осуществления способа можно использовать полиэфирный термоплавкий клей, нагретый до температуры приблизительно 197oC, печатающий валик 19, имеющий ячейки 21 диаметром 0,102 см и глубиной 0,046 см, нагретый до температуры приблизительно 177oC, подложку в виде белой крафт-бумаги, имеющей вес 0,08 мг/м2, перемещающуюся со скоростью 4,266 м/мин; печатающий валик 19 и опорный валик 20 будут наклонены к горизонтали под углом 30o.
Другим приемлемым способом придания полярного угла является отклонение зубцов 2 приложением разности давлений по плоскости подложки 1, когда зубцы 2 частично или полностью находятся в жидком состоянии, так, чтобы зубцы 2 были вынуждены повернуться на требуемый полярный угол. Это можно осуществить с помощью потока жидкости или газа через плоскость подложки 1 в направлении, имеющем векторную составляющую, перпендикулярную направлению обработки. Разность давлений заставит зубцы 2 повернуться или переориентироваться в направлении стороны подложки, к которой приложено более низкое давление. Предпочтительно, чтобы разности давлений по подложке 1 достигали созданием высокого давления от одной стороны подложки 1 с помощью воздушных сопел, воздушных игл или других хорошо известных в технике средств. Однако разность давлений на подложке 1 может также быть достигнута созданием низкого давления (т.е. вакуума) на одной стороне подложки 1 или созданием высокого давления на одной стороне подложки 1 и в то же самое время созданием низкого давления на другой стороне подложки 1. Сторона подложки 1, на которой создано высокое давление, или сторона низкого давления и угол относительно направления обработки, под которым движется текучая среда, зависят от требуемого полярного угла. Предпочтительно, чтобы текучей средой потока был воздух, хотя также могут быть использованы другие газы и жидкости. Используемый здесь термин "высокое давление" относится к давлению, большему, чем давление окружающего воздуха или другой текучей среды, окружающей зубцы 2, когда им придают полярный угол. Используемый здесь термин "низкое давление" относится к давлению меньшему, чем давление окружающего воздуха или другой текучей среды, которая окружает зубцы 2, когда им придают полярный угол.
Должно быть понятно, что было бы полезно иметь высокое давление и/или низкое давление от других источников, чем стороны подложки 1. Т.е. источник высокого давления и/или источник низкого давления могут быть расположены так, чтобы зубцы 2 поворачивались или вытягивались в более чем одном направлении, придавая элементу крепления более изотропное сопротивление отрыву. В качестве примера, источник вакуума может быть расположен вблизи сторон подложки 1, а источник давления может быть размещен вблизи середины подложки 1 так, чтобы максимальные горизонтальные проекции зубцов 2 были направлены по существу от середины подложки 1 к ее боковым сторонам.
Когда для придания зубцам 2 полярного угла используют разность давлений, турбулентность выбранной текучей среды зачастую будет приводить к разрушению некоторых зубцов 2 или к приданию нежелательного полярного угла. Для минимизации разрушения зубцов 2 желательно свести к минимуму турбулентное течение текучей среды и поддерживать более спокойное или ламинарное течение. Имеется ряд доступных способов получения по существу ламинарного потока.
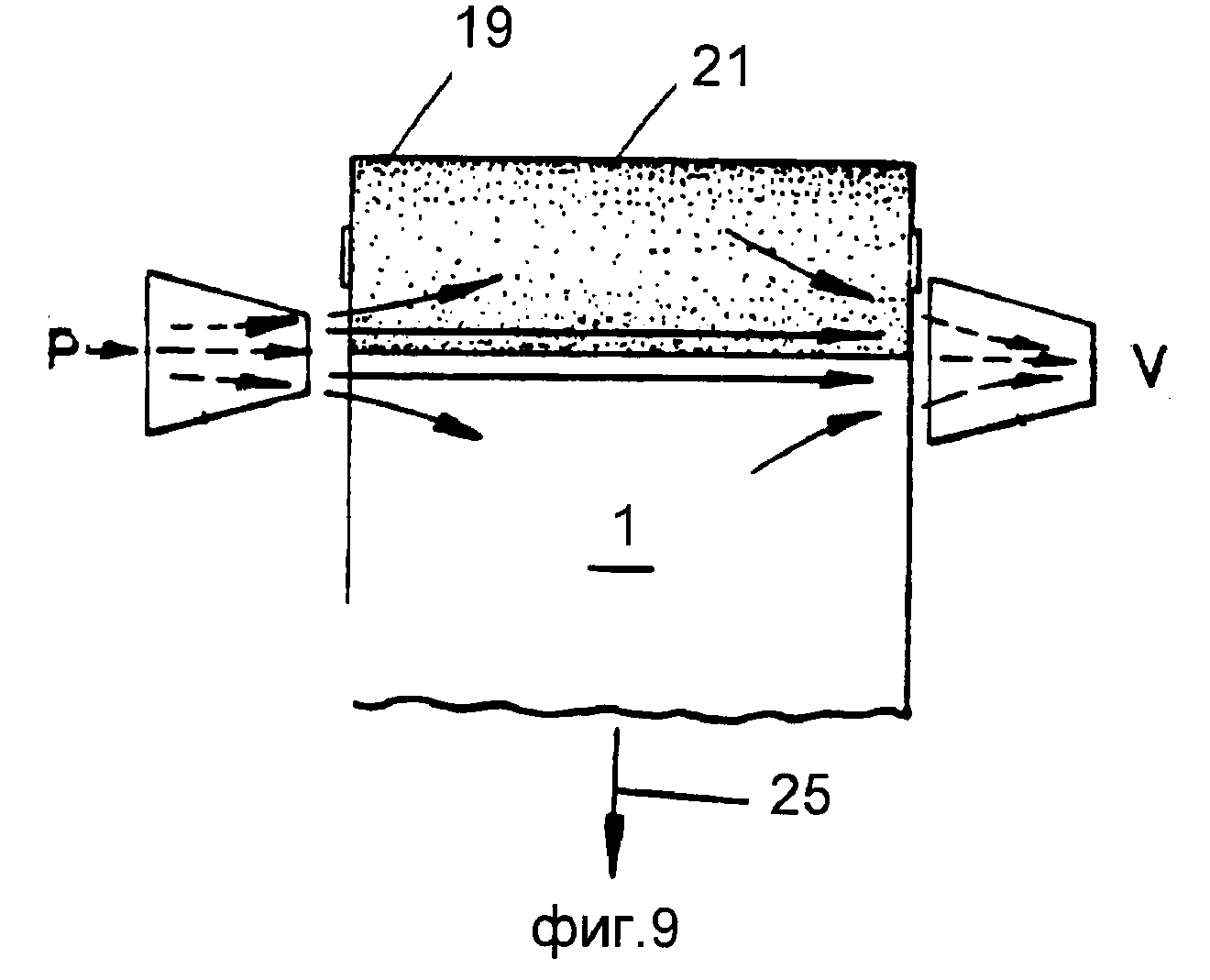
В одном способе получения ламинарного потока используют одно или более сопел или усилителей потока для придания потоку регулируемого направления. В качестве примера могут быть использованы два расположенных последовательно усилителя потока воздуха. Первый усилитель потока воздуха P (фиг. 9) выпускает поток из своего выпускного отверстия, направленного поперек подложки 1. Второй усилитель потока воздуха V всасывает поток своим впускным отверстием в направлении, поперечном направлению подложки 1. Выпускаемый поток первого усилителя потока воздуха P всасывается во впускное отверстие второго усилителя потока воздуха V, создавая по существу линейную тягу воздуха. Усилители потока воздуха ориентированы относительно подложки 1 в направлении, поперечном направлению обработки, с целью создания линейной тяги воздуха малой скорости. Предпочтительное место приложения линейной тяги воздуха непосредственно под потоком отрезной горячей проволоки 24 (на фиг. 9 не показано). Посторонний поток воздуха можно исключить с помощью кожуха (на фиг. не показан), окружающего область приложения линейной тяги воздуха. Требуемое давление воздуха может изменяться, но приемлемым является давление воздуха приблизительно 1-10 psi.
Другим подходящим способом придания зубцам 2 полярного угла является отклонение зубцов 2 механически посредством поворота или физически посредством вытягивания зубцов 2, когда они частично или полностью находятся в жидком состоянии. Другим примером является использование вибрирующего или вращающегося отрезного средства, например горячей проволоки (не показана), для поворота или вытягивания зубцов 2 с целью получения требуемого полярного угла при отделении зубцов. Существуют другие способы выполнения этой операции.
Необходимо также указать, что можно придать зубцам 2 полярный угол с помощью сочетания способов отклонения зубцов 2. Примером использования сочетаний способов является применение сочетания гравитационных сил и разности давлений по плоскости подложки 1 для придания зубцам 2 полярного угла. Другим примером является использование гравитационных сил в сочетании с вращающимся отрезным средством для придания зубцам 2 полярного угла. Специалисту в этой области очевидны многие другие способы придания зубцам 2 полярного угла, а также сочетания способов.
Например, известно, что механические системы крепления не так легко загрязняются маслами и порошками, как системы крепления на основе адгезивной ленты и, кроме того, могут быть использованы повторно. Все эти признаки обеспечивают преимущества, когда применяется одноразовая пеленка 28, предназначенная для детей. Кроме того, система крепления, выполненная с возможностью повторного соединения, обеспечивает то преимущество, что можно проверить испачкал ли ребенок одноразовую пеленку 28 за то время, в течение которого он ее носит.
На фиг. 6 показана одноразовая пеленка 28, предназначенная для того, чтобы ее носил ребенок внизу туловища. Используемое здесь выражение "абсорбирующее одноразовое изделие" относится к покровам, которые носят, как правило, маленькие дети или лица, страдающие недержанием, и которые, размещаются между ног, крепятся вокруг талии того, кто их носит, и должны быть выброшены после одного использования, а не подвергаться стирке или восстановлению. "Одноразовая пеленка" является особым одноразовым изделием, предназначенным для того, чтобы его носил маленький ребенок.
Предпочтительно пеленка 28 содержит влагопроницаемый верхний слой 29, влагонепроницаемый нижний слой 30 и размещенный между ними абсорбирующий слой 31. Верхний слой 29 и нижний слой 30 по меньшей мере частично соединены по периферии, чтобы гарантировать удержание в нужном положении слоя 31. Хорошо известно, что элементы пеленки 28 могут быть собраны в различные конструкции.
Как отмечено выше, верхний слой 29 и нижний слой 30 пеленки 28 по меньшей мере частично соединены по периферии, например, с помощью термоплавкого клея. Слой 31 может иметь длину и ширину, как правило, меньше, чем у верхнего слоя 29 и нижнего слоя 30. Слой 31 размещается между верхним и нижним слоями 29 и 30 в зафиксированном положении.
Периферия пеленки 28 содержит расположенные друг против друга первый и второй концы 32 и 33. Пеленка 28 имеет первую поясную часть 34 и вторую поясную часть 35, простирающиеся, соответственно, из первого конца 32 и второго конца 33 периферии пеленки 28 в направлении горизонтальной осевой линии пеленки 28 на расстоянии от примерно одной шестой до примерно одной трети длины пеленки 28. Поясные части 34 и 35 являются частями пеленки 28, которые при ношении опоясывают талию того, кто ее носит, и являются самыми высокими местами пеленки, когда тот, кто ее носит, стоит. Промежность 36 пеленки является частью пеленки, расположенной между первой и второй поясными частями 34 и 35, находящейся при ношении салфетки между ног того, кто ее носит.
Абсорбирующий слой 31 является любым средством, поглощающим и удерживающим жидкие экссудаты тела. Абсорбирующий слой является, как правило, сжимаемым, удобным и нераздражающим кожу того, кто ее носит. Предпочтительно слой 31 имеет первую и вторую противоположные стороны и может при желании быть дополнительно обернут слоями ткани. Одна противоположная сторона слоя 31 обращена к верхнему слою 29, а другая к нижнему слою 30.
Абсорбирующий слой 31 наложен на нижний слой 30 и предпочтительно соединен с ним с помощью любого известного в технике средства, например с помощью клеевого соединения. В конкретном предпочтительном варианте осуществления клеевое соединение выполняют в виде продольных клеевых полос, которые соединяют слой 31 с нижним слоем 30. Нижний слой 30 является влагонепроницаемым, препятствует проникновению жидкостей, поглощенных и содержащихся в поглощающем слое 31, которые могли бы увлажнить нижнее белье, одежду, постельное белье и другие объекты, контактирующие с пеленкой 28. Используемый здесь термин "нижний слой" относится к любому противофильтрационному слою, при ношении пеленки расположенному снаружи слою 31, который удерживает жидкости, поглощенные пеленкой. Предпочтительно, чтобы нижний слой 30 был полиолефиновой пленкой толщиной приблизительно 0,012-0,051 мм. В частности, предпочтительной является полиэтиленовая пленка. При желании нижний слой 30 может иметь специальную отделку, чтобы больше походить на одежду, или снабжен каналами для обеспечения выхода испарений.
Верхний слой 29 является податливым, принятым на ощупь и нераздражающим кожу того, кто носит салфетку. Верхний слой 29 препятствует контакту поглощающей сердцевины 31 и жидкости в ней с кожей того, кто носит салфетку. Верхний слой 29 является влагопроницаемым, позволяющим жидкости легко проходить через него. Используемый здесь термин "верхний слой" относится к любому влагопоглощающему слою, который при ношении контактирует с кожей того, кто носит пеленку, и препятствует контакту слоя 31 с кожей того, кто носит пеленку. Верхний слой 29 может быть изготовлен из тканых, нетканых, спряденных или причесанных материалов. Предпочтительный верхний слой 29 получают известным способом прочесывания и термосоединения нетканых материалов. В частности, предпочтительный верхний слой 29 имеет вес приблизительно 18-25 г/м2, минимальную прочность на разрыв в сухом состоянии приблизительно 400 г/см в направлении обработки, а прочность на разрыв во влажном состоянии, по меньшей мере, приблизительно 55 г/см в направлении, поперечном направлению обработки.
Пеленка 28 снабжена элементом крепления 37 и приемной поверхностью 38 для поддержания первой поясной части 34 и второй поясной части 35 в перекрывающемся положении при размещении салфетки так, чтобы пеленка 28 была закреплена на теле того, кто ее носит. Таким образом, пеленка облегает того, кто ее носит, и образуется боковое прикрытие, когда система крепления 37 закреплена на приемной поверхности 38.
Элемент крепления 37 должен выдерживать воздействие сил отделения, которые прикладываются во время ношения. Термин "силы отделения" относится к воздействующим на элемент крепления 37 и приемную поверхность 38 усилиям, которые стремятся вызвать отделение, освобождение или удаление элемента крепления 37 из приемной поверхности 38. Силы отделения включают в себя как силы сдвига, так и силы отрыва. Термин "силы сдвига" относится к распределенным силам, действующим, как правило, по касательной к приемной поверхности 38, и которые могут быть представлены действующими, как правило, параллельно плоскости подложки элемента крепления 37. Термин "силы отрыва" относится к распределенным силам, действующим, как правило, в продольном направлении и перпендикулярно к плоскости приемной поверхности 38 и подложкам элемента крепления 37.
Силы сдвига измеряют путем растягивания элемента крепления 37 и приемной поверхности 38 в противоположных направлениях, как правило, параллельно плоскостям соответствующих подложек.
Силы отрыва измеряют растяжением элемента крепления 37 от приемной поверхности 38 при входном угле приблизительно 135o.
Силы отделения обычно образуются когда тот, кто носит салфетку, двигается или пытается расстегнуть пеленку 28. Как правило, ни ребенок не должен суметь расстегнуть или удалить пеленку, которую он носит, ни пеленка не должна расстегиваться при наличии обычных сил отделения, которые имеют место при обычном ношении. Однако взрослый должен суметь удалить пеленку, чтобы заменить, когда она испачкается, или когда надо проверить, чиста ли она. Как правило, элемент крепления 37 и приемная поверхность 38 должны выдерживать силу отрыва, равную, по меньшей мере 200 г, предпочтительно по меньшей мере около 500 г, а более предпочтительно по меньшей мере около 700 г.
Кроме того, элемент крепления 37 и приемная поверхность 38 должны выдерживать силу сдвига, равную по меньшей мере 500 г, предпочтительно по меньшей мере около 750 г, а более предпочтительно по меньшей мере около 1000 г.
Приемная поверхность 38 может быть расположена в первом положении в любом месте пеленки, чтобы приемная поверхность могла сцепляться с элементом крепления для поддержания первой и второй поясных частей 34 и 35 в перекрывающемся положении. Например, приемная поверхность 38 может быть размещена на внешней поверхности второй поясной части 35, на внутренней поверхности первой поясной части 34 или в другом месте пеленки, на которой она расположена, чтобы сцепляться с элементом крепления 37. Приемная поверхность 38 может быть составным, дискретным элементом, соединенным с пеленкой 28, или одним куском материала, являющимся неотделимым и неотрывным от элемента пеленки, например, от верхнего слоя 29 или нижнего слоя 30.
Хотя приемная поверхность 38 может иметь различные размеры и формы, приемная поверхность 38 предпочтительно содержит один или более составных участков, расположенных по внешней поверхности второй поясной части 35 для обеспечения регулировки максимального прилегания к талии того, кто носит салфетку. Как показано на фиг. 6, приемная поверхность 38 является предпочтительно составным элементом удлиненной прямолинейной формы, крепящимся к внешней поверхности второй поясной части 35.
Приемлемой приемной поверхностью 38 является нетканый материал, простроченный материал или другой тип волокнистого или имеющего петли материала, хорошо известный в технике. Приемная поверхность 38 может быть получена из многих материалов, которые имеют элементы волокон, предпочтительно петли, которые могут быть захвачены и удержаны средствами зацепления. Приемлемые материалы включают нейлон, полиэфир, полипропилен и их сочетания. Приемная поверхность 38 содержит ряд петель волокон, выступающих из ткани. Другая приемлемая приемная поверхность 38 содержит трикотажный материал, имеющий множество нейлоновых нитяных петель, выступающих из нейлонового основания.
Элемент крепления 37 предназначен для зацепления с дополняющей приемной поверхностью 38 с целью обеспечения облегающего крепления пеленки 28. Элемент крепления 37 может содержать любые хорошо известные конструкции, используемые для достижения бокового прикрытия одноразовой пеленки 28. Подложка элемента крепления 37 соединена с пленкой 28 и сдвинута относительно приемного средства 38. Как показано на фиг. 6, элемент крепления предпочтительно расположен на обеих первой и второй продольных сторонах пеленки 28. Предпочтительная конструкция элемента крепления сводит к минимуму любую возможность контакта ее зубцов и кожи того, кто носит салфетку. Расположение предпочтительной элемента крепления имеет форму V-образной ленты.
Элемент крепления 37, изображенный на фиг. 6, имеет конец 39 и противоположно расположенный конец 40 потребителя. Конец 39 соединен с пеленкой 28 предпочтительно бок о бок с первой поясной частью 34. Конец 40 является свободным концом, прикрепленным к приемной поверхности 38, когда пеленка закреплена на том, кто ее носит.
После того, как пеленка пригнана вокруг талии того, кто ее носит, конец 40 элемента крепления 37 крепится с возможностью освобождения к приемной поверхности 38 и предпочтительно размещается на второй поясной части 35, вследствие чего пеленка охватывает талию того, кто ее носит. Теперь пеленка оказывает влияние на боковое прикрытие. Зубцы (не показаны) простираются из элемента крепления так, что средства зацепления зубцов захватывают пряди приемной поверхности 38.
Элемент крепления 37 и дополняющая приемная поверхность 38, которые обеспечивают сопротивление усилиям отрыва свыше 700 г и сопротивление силам сдвига свыше 1000 г, могут быть изготовлены в соответствии с конкретными параметрами элемента крепления, полученного описанным выше способом. Дополняющая приемная поверхность 38, используемая вместе с элементом крепления 37, является упомянутой выше простроченной, имеющей петли тканью.
Элемент крепления 37 имеет по меньшей, мере приблизительно 2,54 см в ширину и может быть любой длины, длины, которая обеспечивает удобный конец 40 пользователя, причем предпочтительной является длина по меньшей мере 3,5 см. Матрица зубцов элемента крепления 37 включает в себя матрицу, имеющую приблизительно 26 зубцов/см2. Зубцы предпочтительно ориентированы, по существу, в одном направлении и обращены к концу 40 потребителя, представляющему собой конец крепежной ленты.
При использовании пеленки 28 одевают на того, кто будет ее носить, размещая первой поясной части 34 вокруг спины носящего и протягиванием остальной пеленки между ногами носящего, так что вторая поясная часть 35 размещается спереди носящего. Затем конец 40 элемента крепления 37 крепят к приемной поверхности 38 на внешней поверхности второй поясной части 35 с целью формирования бокового прикрытия.
Реферат
Использование: производство механических систем крепления. Сущность изобретений: согласно способу изготовления материала с зубцами для элемента крепления нагревают термопластичный материал по меньшей мере до температуры его плавления, наносят его наносящим средством дискретно на движущуюся подложку, вытягивают дискретно нанесенный термопластичный материал в направлении с параллельной подложке векторной составляющей с образованием на ней тела зубцов. Затем отделяют зубцы от наносящего средства и формируют на свободном конце каждого зубца его средство зацепления. Тела зубцов в проекции на подложку располагают наклонными к направлению движения подложки под углом, составляющим 20-160o. Полученный данным способом материал с зубцами для элемента крепления используют в абсорбирующем изделии. 3 с. и 7 з.п. ф-лы, 9 ил.
Комментарии