Слоистый материал, используемый в качестве петельчатого компонента застежки - RU2196047C2
Код документа: RU2196047C2
Чертежи




Описание
Область техники
Изобретение
относится к композиционным материалам, которые могут быть разработаны таким образом, что они найдут применение в качестве пропускающего воздух и барьерного для жидкости материала, и которые могут быть
в особенности полезны в качестве компонента крючково-петельчатой застежки, которая сама по себе широко известна, коммерчески доступна, например от фирмы ВЭЛКРО ИНТЕРНЭШНЛ (VELCRO INTERNATIONAL), и
которая в настоящее время производится целым рядом производителей и применяется в самых разных вариантах от застежек для ботинок до перчаток для гольфа, и во многих других областях, где требуется
непостоянное соединение. В таких застежках, в общем случае, используется элемент-крючок и элемент-петелька, которые при совместном прижатии соединяются таким образом, что это соединение противостоит
соединяющим силам, но может быть соединено, когда прикладывается достаточный уровень рассоединяющей силы. Конструкция этих элементов в настоящее время стала достаточно сложной и обладает целым
диапазоном свойств, которые получаются при изменении факторов, таких как форма крючков, их размер и гибкость, а также аналогичных свойств петелек. Для многих видов применения, таких как обладающие
низкой стоимостью застежки для одежды однократного использования или, например, подгузники для детей или для взрослых, страдающих недержанием, стало необходимым разработать недорогую технологию
производства и недорогие материалы для таких застежек, которые, тем не менее, удовлетворяли бы эксплуатационным требованиям. В частности, для таких применений, когда петельчатый компонент также служит
как материал подложки, чрезвычайно желательно, чтобы он мог пропускать воздух для создания комфортных условий, а также чтобы он служил в качестве барьера для жидкости. Настоящее изобретение направлено
на создание композиционного материала, состоящего из пленки и нетканой материи, который использовался бы как идеальный петельчатый компонент застежки и, в частности, пригодный для использования в
такого рода изделиях, как изделия однократного использования.
Предшествующий уровень техники
В данной области техники имеется большое количество ссылок на застежки
крючково-петельчатого типа и на компоненты таких застежек, предназначенных для использования в изделиях одноразового использования, таких как подгузники одноразового использования и т.п. Всего лишь
для примера может быть сделана ссылка на совместно уступленный патент США 5614281, авторы - Джексон и др. (Jackson et al.), в котором содержится большое количество информации в рамках предшествующего
уровня техники, и с этой целью он полностью приводится здесь как прототип. Другие материалы, используемые в качестве петелек в таких застежках, описаны, например, в патенте США 4761318, авторы - Отт и
др. (Ott et al.), в патенте США 5032122, авторы - Ноэл и др. (Noel et al.), патенте США 5326612, авторы - Гулет (Goulait), в патенте США 5595567, авторы - Кинг и др. (King et al.), и в патенте США
5647864, авторы - Эллен и др. (Allen et al. ). Вкратце, особенно экономичный петельковый компонент может быть сформирован с использованием нетканых технологий производства материи, таких как процесс
формования с эжектированием высокоскоростным потоком воздуха, который позволяет получить значительные области волокон между точками образования связей, в которых волокна не связаны друг с другом и они
могут соединяться с крючками элемента взаимодополняющих крючков. Такие факторы, как конфигурация, количество и охватываемая область связей в нетканой материи, а также выбор конкретного вида крючка,
могут варьироваться для того, чтобы получить требуемый уровень рассоединяющей силы и других свойств в пределах определенного диапазона стоимости. Кроме того, выбор полимера или других композиционных
ингредиентов нетканой материи и/или крючкового компонента могут оказать влияние на эксплуатационные свойства и/или стоимость застежки в данной области применения. При этом сохраняется потребность в
петельчатом компоненте застежки, который также может иметь регулируемые свойства, такие как усилие рассоединения, сопротивление сдвигу, и свойства повторного соединения, а также барьерные свойства и,
если требуется, функции, связанные с возможностью пропускания воздуха, при стоимости, соответствующей использованию в качестве крепящего компонента изделия одноразового использования. Другие области
использования пропускающих воздух барьерных материалов, имеющих атрибуты одежды, такие как, например, хирургические халаты и занавески, будут очевидны для специалистов в данной области техники.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение ставит перед собой задачу создать композиционный материал, состоящий из нетканой материи и пленки и обладающий свойствами, которые
делали бы его особенно пригодным для использования в качестве петельчатого компонента застежки, и который представлял бы собой слоистый материал из слоя пленки и слоя нетканого материала с
предварительно созданными связями, в котором связи слоистого материала отделены и независимы от связей нетканого материала с предварительно выполненными связями, при этом пряди и волокна между такими
местами связей слоистого материала могут быть как связанными, так и несвязанными. Для улучшенного комфорта и создания возможности использования в качестве крепящего компонента изделия персонального
ухода, такого, например, как подгузник одноразового использования, слоистый материал может быть выполнен таким образом, что он будет пропускать воздух со скоростью передачи паров воды выше, около, 100
г/м2/24 часа и может иметь величину гидронапора по меньшей мере 50 мбар (5 кПа). При использовании с компонентом из взаимодополняющих крючков петельчатая застежка, формируемая из этого
композиционного материала, обеспечивает возможность закрепления в любом месте расположения крепящего элемента на изделии, при этом обеспечивается соответствующая возможность повторного застегивания по
истечении определенного периода времени и определенного количества циклов расстегивания и застегивания, которые пригодны для многих вариантов использования в качестве продуктов однократного
использования или продуктов ограниченного использования. Слой нетканого материала содержит узор связей, который представляет собой равномерные или неравномерные рисунки, в результате образования
которого получается площадь поверхности без связей, составляющая по меньшей мере 70% площади любого квадрата со стороной в 100 см поверхности нетканого материала. Кроме этого, частота расположения
связей позволяет получить плотность узора, лежащую в диапазоне от около 50 до около 200 связей/дюйм2 (7,8-31 связей/см2), при этом они занимают площадь поверхности от около 5% до
около 30%, предпочтительно от около 10% до около 25%. Слой пленки представляет собой либо многослойную структуру, либо совместно выпрессованную структуру с открытым слоем из мягкого аморфного полимера,
либо монослойную структуру, и в любом случае, по существу, является микропористым барьером для жидкости и который удобен для ношения и совместим с нетканым материалом. Создание слоистой структуры
может быть выполнено путем приложения тепла и/или давления, с использованием полезных свойств аморфного полимера или в многослойной пленке, или в виде отдельно накладываемого связующего слоя, например,
в варианте воплощения с монослойной пленкой. Выбирается независимый узор связей слоистого материала таким образом, что области между связями слоистого материала содержат отдельные связи нетканого
материала, которые дополнительно собирают волокна или пряди на поверхности нетканого материала. Например, узоры связей слоистого материала могут покрывать менее 50% площади поверхности слоистого
материала, предпочтительно менее около 30%, могут образовывать равномерную или неравномерную форму, и/или могут быть сконфигурированы в общем случае таким образом, что количество этих связей будет
составлять существенно меньшее количество, чем количество предварительно созданных связей нетканого материала. Для улучшения эстетического визуального восприятия предметов одежды и для облегчения
соединения с крючковыми элементами при применении в качестве петельчатого компонента вытянутый слоистый материал может быть сформирован с помощью растягивания пленки перед соединением ее с нетканым
материалом с последующим осуществлением отпуска слоистой структуры или ее сжатием, что приводит к формированию подушкообразной, в высокой степени пушистой слоистой структуры, состоящей из пленки и
нетканого материала в зонах между связями, в зонах которых пленка и нетканый материал остаются прочно соединенными. Настоящее изобретение также предусматривает способ изготовления такого
композиционного материала.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Определения
В настоящем описании используются термины со следующим значением, если только контекст не
потребует или не будет выражено другое значение; кроме этого, единственное число, в общем случае, включает множественное число, и множественное число, в общем случае, включает единственное число, если
только не будет обозначено другое.
"Нетканый материал" означает полотно из волокон или прядей, которое сформировано с помощью способа, не являющегося вязанием или ткачеством, и который предусматривает наличие связей между некоторыми или всеми волокнами или прядями; при этом такие связи могут быть сформованы, например, с помощью тепловых, клеящих или механических средств, таких как запутывание волокон.
"Волокно" означает удлиненную прядь определенной длины, такую как основные волокна, формируемые при обрезании непрерывной пряди на кусочки с длиной, например, от 2 до 5 см. Наборы таких волокон могут иметь одинаковую или различную длину.
"Нить" означает в общем непрерывную прядь, которая имеет очень большое отношение длины к диаметру, например 1000 или больше.
"Пряжа, сформированная эжектированием высокоскоростным потоком воздуха", означает нетканый материал из прядей, которые формируются путем выдавливания из расплава полимера в пряди, которые охлаждаются обычно с помощью воздуха, подаваемого с высокой скоростью, для усиления нитей прядей, которые собираются на формующей поверхности и связываются часто с помощью приложения тепла и давления в определенном узоре. Процессы формирования пряжи эжектированием высокоскоростным потоком воздуха описаны, например, в следующих патентах, ссылка на которые может быть сделана для дополнительных деталей: патент США 4340563, авторы - Эппл и др. (Appel et al.), патент США 3802817, авторы - Матсуки и др. (Matsuki et al.) и патент США 3692618, авторы - Доршнер и др. (Dorschner et al.).
"Петелька" означает область, в которой по меньшей мере одно волокно или прядь отделено от других в нетканом материале и включает, но не ограничивается конфигурациями, в которых одно и то же волокно или прядь не обязательно пересекается сама с собой, то есть, например, формируется полный круг или овал.
"Взаимодополняющий крючок" означает структуру, приспособленную для использования в качестве компонента механической застежки и который имеет выступы с профилем, высотой, плотностью, геометрией и ориентацией такой, что они могут прикрепляться с возможностью отсоединения к материалу петелек застежки в соответствии с настоящим изобретением и обеспечивают требуемый уровень свойств крючков на разрыв и сопротивление сдвигу. Эти выступы не обязательно должны формировать "крючок", но могут иметь другие конфигурации, например форму грибка. Подходящие материалы крючков могут быть однонаправленными или, например, двунаправленными и часто содержат приблизительно от 16 до приблизительно 620 крючков на квадратный сантиметр, и высота крючков составляет приблизительно от 0,00254 см до приблизительно 0,19 см. Такие материалы поставляются, например, фирмой Вэлкро ИНТЕРНЭШНЛ, г. Манчестер, штат Нью Гемпшир (Velcro International of Manchester, NH.), и фирмой 3М, г. Сант Поул, штат Миннесота (3М of St.Paul, MN).
Термин "аморфный полимер" используется здесь для описания связующего слоя, применяемого в качестве компонента многослойной пленки или отдельно накладываемого слоя, который означает термопластический полимер, такой как некоторые полиолефины с плотностью в диапазоне приблизительно от 0,85 до приблизительно 0,89 и низкой кристалличности, например меньше чем приблизительно 30%, такой, как часто используется в качестве компонента клеев, и имеющий ограниченные свойства термоклея.
"Тепловое точечное соединение" включает прохождение тканей или материала из волокон, которые должны соединяться, между нагретым плющильным валком и упорным валком. Плющильный валок имеет определенный узор, за счет которого соединения не будут образовываться по всему материалу на всей его поверхности. В результате, для каландрового ролика был разработан целый ряд узоров с точки зрения функциональных и эстетических аспектов. Как будет понятно для специалистов в данной области, величины процента площади поверхности со связями по необходимости описаны приблизительно или в определенных диапазонах, так как места соединений обычно утончаются и с течением времени изнашиваются. Для специалистов в данной области также понятно, что обозначения "шпилек/дюйм2" и "соединений/дюйм2" являются в определенной степени взаимозаменяемыми, так как шпильки упорного валка будут создавать связи в подложке по существу с такими же размерами и взаимоотношениями площади поверхности, как и у самих шпилек, расположенных на упорном валке. Для нетканого материала один пример узора имеет точки связей с узором под названием узор Хансен Пеннингс или "Н&Р" (Hansen Pennings or "H&P"), в котором площадь связей составляет приблизительно 30% с приблизительно 200 связями на дюйм2 (31 связь/см2), как описано в патенте США 3855046, авторы - Хансен и Пеннингс. Узор H&P имеет квадратные области точек связей или шпилек, в которых каждая шпилька может иметь размер стороны, равный 0,038 дюймов (0,965 мм), что, например, позволяет получить узор, имеющий площадь поверхности связей приблизительно 30%. Другой типичный узор соединения в точках представляет собой расширенный узор связей Хансена и Пеннингса или "ЕНР" (Expanded Hansen and Pennings), который позволяет получить площадь поверхности связей приблизительно от 15 до 18%, которые могут быть образованы с использованием квадратной шпильки, имеющей, например, размер стороны, равный 0,037 дюймов (0,94 мм), и плотность шпилек приблизительно 100 шпилек/дюйм2 (15,5 соединений/см2). Другой типичный узор точечного соединения, обозначаемый как "714", имеет области точек связи с квадратными шпильками, в которых каждая шпилька может иметь размер стороны, равный, например, 0,023 дюймов (0,58 мм), с площадью поверхности связей от 15 до 20% и приблизительно 270 шпилек/дюйм2 (42 соединений/см2). Другие общеиспользуемые узоры включают алмазный узор "Рамиш" ("Ramisch") с повторяющимся узором в форме алмаза, имеющим площадь поверхности связей от 8 до 14% и 52 шпильки/дюйм2 (8,1 соединений/см2), а также узор ткацкой сетки, который выглядит, как это понятно из названия, например, как сетка на окне и имеет площадь связей от 15 до 20% и 302 шпильки/дюйм2 (46,8 шпилек/см2). Обычно процент площади поверхности связей широко меняется от приблизительно 10% до приблизительно 30% площади поверхности слоистой ткани, и количество шпилек/дюйм2 также может изменяться в широком диапазоне. Из фактически безграничного количества комбинаций конфигураций связей, однако только некоторые узоры связей могут использоваться в соответствии с настоящим изобретением. Они будут иметь площадь поверхности связей в диапазоне от приблизительно 5% до приблизительно 30%, предпочтительно в диапазоне от приблизительно 10% до приблизительно 25% и плотность шпилек в диапазоне приблизительно от 50 до приблизительно 200 шпилек на квадратный дюйм (7,8-31 шпилек на квадратный сантиметр), предпочтительно в диапазоне от приблизительно 75 до приблизительно 125 шпилек на квадратный дюйм (11,6-19,4 шпилек на квадратный сантиметр). При использовании в данном описании термин "нетканый материал" с предварительно созданными связями означает такой нетканый материал, в котором связи были созданы с узором, определенным как используемый в соответствии с этими параметрами. Как хорошо известно в данной области техники, связь в пятнах позволяет удерживать слои слоистой структуры вместе, а также придает целостность каждому из отдельных слоев, благодаря связыванию прядей и/или волокон в каждом из слоев.
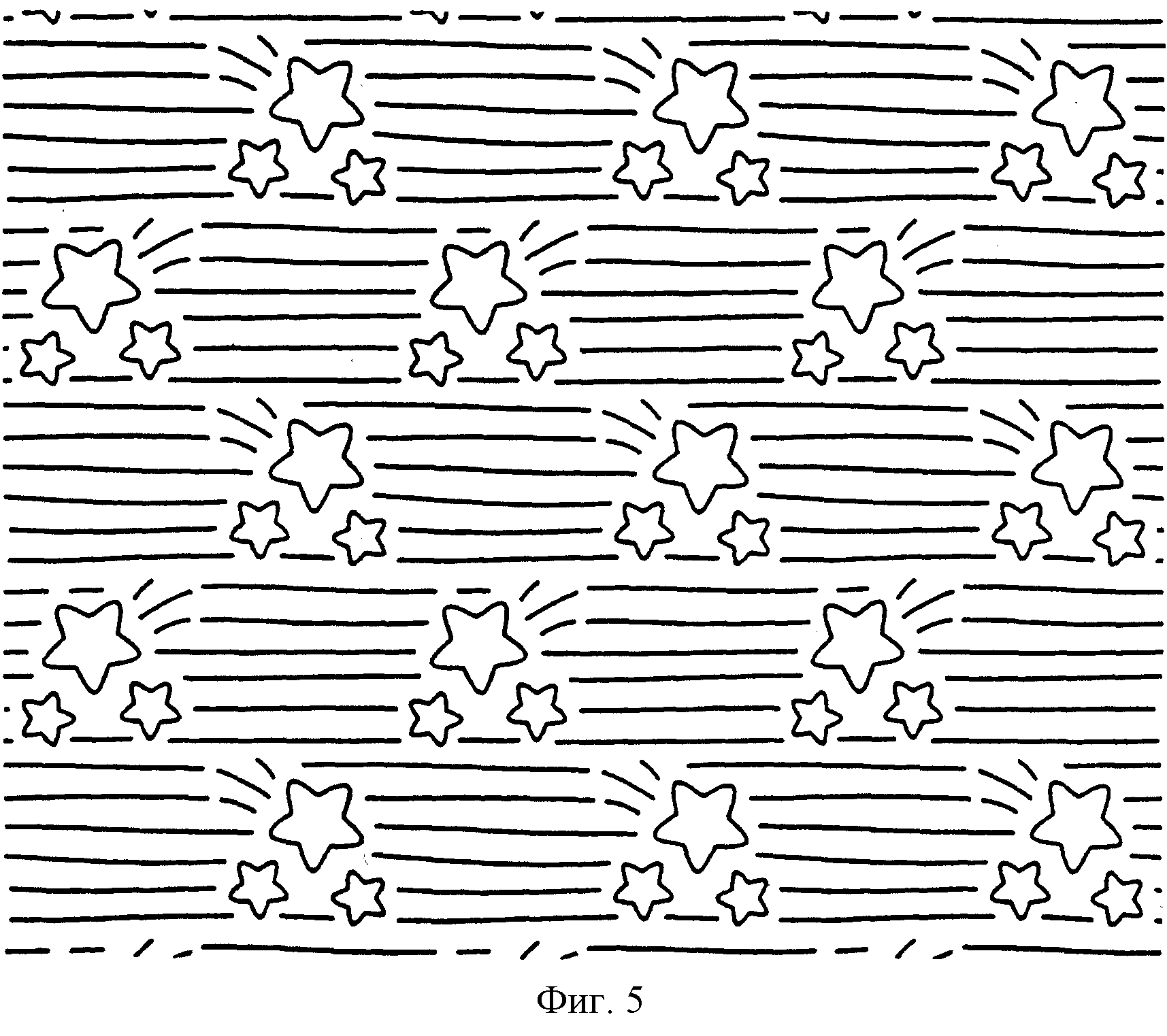
Примерами декоративных узоров, используемых для связывания слоистой структуры, которые используются для создания вторичных связей или для соединения нетканого материала с предварительно созданными связями с пленкой, являются узоры "С-Звездочки" или "Детские предметы" (C-Stars or Baby Objects), которые изображены на фиг. 5 и 6. Узор "С-Звездочки представляет собой поперечный линейный узор или узор в виде рубчатого "вельвета", который прерывается летящими звездами и в общем имеет процент площади поверхности связей приблизительно 17%, а узор "Детские предметы" (который также описан в совместно переданном патенте США на промышленный образец 356688, авторы - Уитенбрук и др. (Uitenbroek et al.) от 28 марта 1995 г.) имеет площадь поверхности связей в диапазоне приблизительно от 12% до приблизительно 20%.
Методики
испытаний
Гидронапор: Измерение барьерных свойств ткани на степень проникновения жидкостей представляет собой гидронапорное испытание. Гидронапорное испытание определяет высоту воды (в
миллибарах), при которой ткань будет удерживать жидкости прежде, чем определенное количество жидкости пройдет через нее. Более высокие значения гидронапора указывают, что данная ткань представляет
собой лучший барьер для проникновения жидкости, чем ткань с более низким значением гидронапора. Испытание на гидронапор выполняют в соответствии с Федеральным Стандартом по методике испытаний 191А,
способ 5514.
Испытания на разрыв при захвате: Испытания на разрыв при захвате представляет собой меру усилия на разрыв и удлинение или деформацию ткани, которая подвергается воздействию однонаправленного напряжения. Это испытание известно в данной области техники и соответствует техническим данным способа 5100 Федерального Стандарта способов испытаний 191А. Результаты выражаются в фунтах или граммах, требуемых для разрыва и в процентах удлинения перед разрывом. Более высокие величины указывают на более прочную и в большей степени растяжимую ткань. Термин "нагрузка" означает максимальную нагрузку или усилие, выраженные в единицах веса, требуемых для разлома или разрыва образца при испытаниях на разрыв. Термин "общая энергия" означает общую энергию под нагрузкой в зависимости от кривой удлинения и выражается в единицах веса-длины. Термин "удлинение" означает увеличение длины образца во время испытаний на разрыв. При испытаниях на разрыв при захвате используют два зажима, каждый из которых имеет две губки, причем каждая из губок имеет площадь, находящуюся в контакте с образцом. Зажимы удерживают материал в определенной плоскости, обычно вертикально, на расстоянии 3 дюйма (76 мм) и передвигаются в направлении друг от друга с указанной скоростью растяжения. Величины усилия на разрыв при захвате и удлинения при захвате получаются при использовании образца размером 4 дюйма (102 мм) на 6 дюймов (152 мм), с размерами площади губок 1 дюйм на 1 дюйм (25 мм) и при постоянной скорости растяжения 300 мм в минуту. Используется более широкий образец, чем губки зажимов для получения репрезентативных результатов эффективной прочности на разрыв волокон в зажатой ширине, совместно с дополнительной прочностью, которая создается дополнительными волокнами в ткани. Образец зажимается, например, в тестер типа Синтек 2 (Sintech 2), поставляемый фирмой Синтэк Корпорэйшн (Sintech Corporation), 1001 Шелдон Драйв, г. Кэри, штат Северная Каролина 27513, модель типа Инстрон Модэл ТМ (1001 Sheldon Dr., Cary, NC 27513, an Instron Model ТМ), поставляемой фирмой Инстрон Корпорэйшн 2500, Вашингтон ст. , г. Кантон, Массачусетс 02021 (Instron Corporation, 2500 Washington St. , Canton, MA 02021) или модель Твинг-Альберт ИНТЕЛЛЕКТ II, (Thwing-Albert Model INTELLECT II) производства Компании Твинг-Альберт Инструмент Ко. , 10960 Дуттон Роуд, г. Филадельфия, штат Пенсильвания 19154 (Thwing-Albert Instrument Co. , 10960 Dutton Rd., Phila., PA 19154). Эта методика близко имитирует условия напряжения ткани при реальном использовании. Приведенные в данном описании результаты представляют собой среднюю величину, полученную при испытаниях трех образцов, и испытания могут выполняться с образцами в поперечном направлении (ПН) или в машинном направлении (МН).
Разрыв полоски: Испытания на разрыв полоски аналогичны испытаниям на разрыв при захвате и в них измеряется пиковая и разрывающая нагрузки и пиковое и разрывающее процентное удлинение ткани. При этом испытании измеряются нагрузка (усилие) в граммах и удлинение в процентах. В испытаниях на разрыв полоски два зажима, каждый из которых имеет две губки, причем каждая губка имеет плоскость, находящуюся в контакте с образцом, удерживают материал в одной обычно вертикальной плоскости на расстоянии 3 дюйма друг от друга и движутся в направлении друг от друга с определенной скоростью растяжения. Величины усилия на разрыв полоски и удлинение полоски получаются при использовании образца размером 3 дюйма на 6 дюймов (76 мм•152 мм), причем размер плоскости губок составляет 1 дюйм в высоту на 3 дюйма в ширину (25 мм•76 мм), и постоянная скорость растяжения составляет 300 мм/мин. При этих испытаниях могут использоваться тестер Синтэк 2 фирмы Синтэк Корпорэйшн, 1001 Шелдон Др. , г. Кэри, штат Северная Каролина 27513, Инстрон Модел ТМ фирмы Инстрон Корпорэшн 2500 Вашингтон ст., г. Кэнтон, штат Массачусетс 02021 или Твинг-Альберт Модел ИНТЕЛЛЕКТ II фирмы Твинг-Альберт Модел Ко., 10960 Дуттон Роуд, г. Филадельфия, штат Пенсильвания 19154 (Sintech Corporation, 1001 Sheldon Dr. , Cary, NC 27513, the Instron Model TM, available from the Instron Corporation, 2500 Washington St., Canton, MA 02021, or a Thwing-Albert Model INTELLECT II available from the Thwing-Albert Instrument Co., 10960 Dutton Rd., Phila., PA 19154). Приведенное в данном описании значение представляет собой среднюю величину трех испытанных образцов, и испытания могут выполняться с образцами в поперечном направлении (ПН) или в машинном направлении (МН).
Испытание на отрыв: При испытаниях на отрыв или испытаниях на расслоение слоистого материала слоистый материал испытывается на величину разрывающего усилия, которое разрывает слои слоистого материала. Величины разрывающего усилия получаются при использовании определенной ширины образца ткани, ширины губок зажимов и постоянной скорости расширения. Для образцов, имеющих сторону пленки, сторона пленки образца покрывается пленкой маски или каким-либо другим подходящим материалом, с тем, чтобы пленка не разрывалась во время теста. Пленка маски наносится только на одну сторону слоистой структуры и не способствует усилию на отрыв образца. В этом тесте используется два зажима, каждый из которых имеет две губки, причем каждая из губок имеет сторону, находящуюся в контакте с образцом, с тем, чтобы удерживать материал в одной плоскости, обычно вертикально, с расстоянием 2 дюйма (51 мм) в начале разрыва. Образец размером 4 дюйма (102 мм) в ширину и при такой длине, которая необходима для определения достаточной длины образца. Сторона губки имеет размер 1 дюйм (25 мм) в высоту, по меньшей мере 4 дюйма (102 мм) в ширину и постоянную скорость расширения 300 мм/мин. Образец разделяется вручную на достаточную длину с тем, чтобы можно было зажать его разделенные концы в определенном положении, и зажимы двигаются по направлению друг от друга с указанной скоростью расширения с тем, чтобы разорвать слоистый материал. Образец разрывается при 180o разделения между двумя слоями, и усилие на отрыв, приведенное здесь, представляет собой среднее значение трех испытаний, причем пиковая нагрузка выражена в граммах. Измерение усилия начинается, когда 16 мм слоистого материала было оторвано друг от друга, и продолжается до тех пор, пока все 170 мм слоистой структуры не будут разделены. Используется тестер Синтэк 2 фирмы Синтэк Корпорэйшн, 1001 Шелдон драйв, г. Кэри, штат Северная Каролина 27513, модель Инстрон ТМ производства фирмы Инстрон Корпорэйшн, 2500 Вашингтон ст., г. Кэнтон, штат Массачусетс 02021, или Твинг-Альберт Модел ИНТЕЛЛЕКТ II, производства Компании Твинг-Альберт Инструмент Ко., 10960 Дуттон Роуд, г. Филадельфия, штат Пенсильвания 19154. Данные испытания могут выполняться с образцом в поперечном направлении (ПН) или в машинном направлении (МН).
Тест Мартиндейла на абразивный износ: В этом тесте измеряется относительное сопротивление истиранию ткани. Результаты теста представлены по шкале значений от 1 до 5, причем 5 означает наименьший износ и 1 наибольший, после 120 циклов при нагрузке 1,3 фунтов на квадратный дюйм (0,09 кг/см2). Тест выполняется с использованием тестера Мартиндейла на истирание и абразивный износ, модель номер 103 или модель номер 403, которые поставляются фирмой Джеймс X. Хил энд Компани, LTD, г. Вэст Йоркшир, Англия (James H. Heal & Company, Ltd. Of West Yorkshire, England). Используется абразивный материал, который представляет собой колесо из силиконовой резины размерами 36 дюймов на 4 дюйма и толщиной 0,05 дюйма (91 см • 10,2 см • 1,27 мм), усиленное стекловолокном, имеющий твердость резиновой поверхности исмеренную Дюрометром 81А по Шору А 81 ± 9. Абразивный материал поставляется компанией фирмы Флайт Инсулейшн Инк. (Flight Insulation Inc.), которая является дистрибьютором компании Коннектикут Хард Раббер, 925 Индастриал Парк, NE, г. Мариетта, штат Джорджия 30065 (Connecticut Hard Rubber 925 Industrial Park, NE, Marietta, GA 30065).
Вес единицы площади: Значения веса единицы площади различных материалов, описанных здесь, были определены в соответствии с способами Федеральных испытаний 191А/5041. Размер образца материала составлял 15,24 • 15,24 сантиметров, и для каждого материала были получены три значения, и затем было определено их среднее значение. Приведенные ниже значения представляют собой средние величины.
Отрыв крючков: Тест на разрывное усилие под углом 180o предназначен для измерения того, насколько хорошо компоненты крючков и петелек соединяются друг с другом, и он содержит соединение материала крючков с материалом петелек системы застежки из крючков и петелек и затем отрыва материала крючков от материала петелек под углом 180o. Максимальная нагрузка записывается в граммах как средняя величина трех наибольших величин пиковой нагрузки, необходимой для отсоединения или отрыва этих двух материалов. Для выполнения этого теста требуется приложение непрерывно нарастающего усилия в тестере с полной шкалой нагрузки 5000 грамм, такого как Синтэк Систем 2 Компьютер Интегрэйтд Тэстинг Систем, производства компании Синтэк, Инк., которая имеет офисы по адресу Рисерч Трайангл Парк, штат Северная Каролина (Sintech System 2 Computer Integrated Testing System, available from Sintech, Inc., Research Triangle Park, N.C.). При этом используется образец материала петелек размером 3 дюйма (7,6 см) на 6 дюймов (15,2 см). Образец материала крючков размером 2,5 дюйма (6,3 см), который склеен и соединен ультразвуком с, по существу, неэластичным нетканым материалом, помещается стороной, на которой расположены крючки, вниз поверх него и накладывается на верхнюю поверхность так, что он покрывает образец материала петелек с перекрытием примерно на один дюйм (25 мм). Для того чтобы обеспечить адекватное и равномерное соединение материала крючков с материалом петелек, используется обжимный ролик, модель LW 1, часть номер 14-9969 производства компании Атлас Электрик Дивайсес Ко. , г. Чикаго, штат Иллинойс (Model LW 1, part number 14-9969 from Atlas Electric Divices Co., Chicago, IL), для сдавливания соединенных материалов крючков и петелек за один цикл, при этом один цикл пропуска через обжимный ролик использует вес 40 фунтов (18 кг). Один конец материала язычка для захвата пальцами, который закреплен на материале крючков, зажимается верхними губками тестера на разрыв, в то время как конец материала петелек, направленный к верхним губкам, складывается по направлению вниз и зажимается нижними губками тестера на разрыв. Расположение соответствующих материалов в губках тестера на разрыв должно быть отрегулировано таким образом, чтобы в соответствующих материалах было минимальное провисание, и длина шаблона составляла 3 дюйма (7,6 см) перед включением тестера на разрыв. Элементы крючков материала крючков ориентируются в направлении, обычно перпендикулярном предполагаемому направлению движения губок тестера на разрыв. Тестер на разрыв включается при постоянной скорости разделения 500 мм в минуту, и максимальная нагрузка в граммах, необходимая для разделения или разрыва материала крючков от материала петелек под углом 180o, записывается на основании среднего значения трех пиковых величин.
Сопротивление сдвигу при отрыве: Тест на динамическое усилие сопротивления сдвигу включает соединение материала крючков с материалом петелек системы застежки крючков и
петелек и затем отрыв материала крючков от поверхности материала петелек. Максимальная нагрузка, требуемая для отделения крючков от петелек, измеряется в граммах. Для выполнения этого теста требуется
применение тестера на разрыв с постоянной скоростью приращения усилия с полной нагрузкой 5000 грамм, такого как Синтэк 2 Компьютер Интегрейтд Тэстинг Систем. Образец материала петелек размером 3 дюйма
на 6 дюймов (76 мм • 152 мм) присоединяется с лентой маски на плоскую поверхность держателя. Образец материала крючков размером 2,5 дюйма • 0,75 дюймов (63,5 мм • 19 мм), который
склеен и соединен ультразвуком с, по существу, неэластичным нетканым материалом, располагается поверх и прикладывается на верхнюю поверхность образца материала петелек по центру в более коротком
направлении и на 2 дюйма (51 мм) глубже от края среза. Для обеспечения адекватного и равномерного соединения материала крючков с материалом петелек используется обжимный ролик, модель LW 1, часть
номер 14-9969 производства компании Атлас Электрик Дивайсис Ко., г. Чикаго, штат Иллинойс (Model LW 1, part number 14-9969 from Atlas Electric Devices Co., Chicago, IL), для сжатия соединенных
материалов крючков и петелек за один цикл, при этом один цикл равен проходу в направлении МН (более длинный размер) через обжимный ролик с использованием общего веса 40 фунтов (18 кг). Один конец
нетканого материала, который удерживает материал крючков, закрепляется в верхних губках тестера
на разрыв, и конец материала петелек, направленный к нижним губкам, закрепляется в нижних
губках тестера на разрыв. Размещение соответствующих материалов в губках тестера на разрыв должно быть отрегулировано таким образом, чтобы было минимальное провисание в соответствующих материалах
перед включением тестера на разрыв. Элементы крючков материала крючков ориентируются в направлении, в общем, перпендикулярном требуемому направлению движения губок тестера на разрыв. Тестер на разрыв
включается при длине шаблона в 3 дюйма (76 мм) и скорости ползуна 250 мм в минуту, при этом пиковая нагрузка в граммах, требуемая для отсоединения материала крючков от материала петелек, записывается
в граммах как средняя величина наибольшей пиковой нагрузки для трех образцов.
Краткое описание чертежей
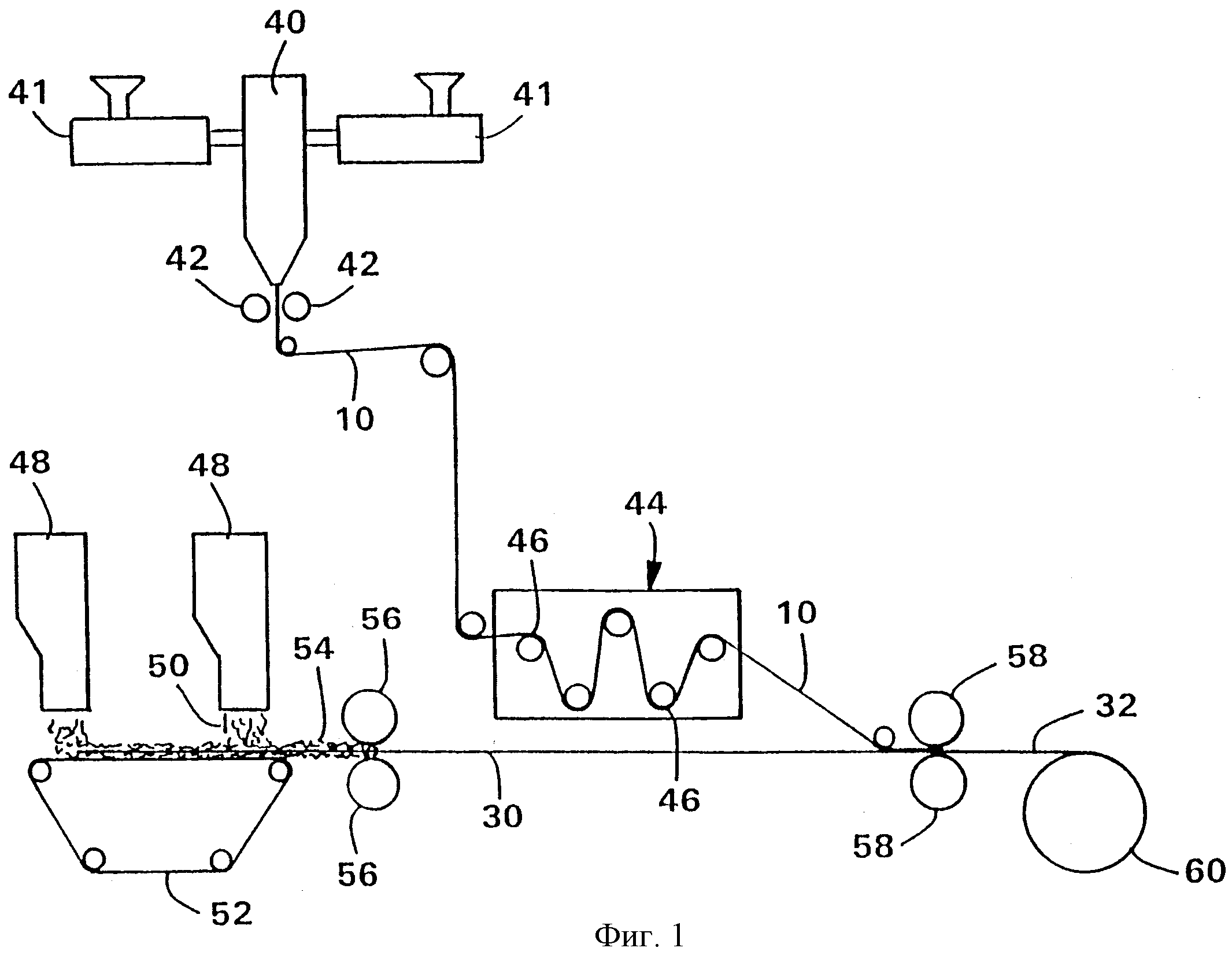
Фиг. 1 представляет собой схематическое изображение процесса
изготовления композиционного материала в соответствии с настоящим изобретением.
Фиг. 2 представляет собой поперечное сечение одного из вариантов воплощения петельчатой застежки, в котором используется композиционный материал, выполненный в соответствии с настоящим изобретением.
На фиг. 2А показано увеличенное изображение области, обведенной кружком на фиг. 2.
Фиг. 3 представляет собой изображение материала петельчатой застежки, выполненной в соответствии с настоящим изобретением, при использовании в качестве компонента подложки изделия персонального ухода.
Фиг. 4 представляет собой изображение одного из узоров связей нетканого материала, который используется в соответствии с настоящим изобретением.
Фиг. 5 представляет собой изображение узора связей слоистого материала, используемого в соответствии с настоящим изобретением.
Фиг. 6 представляет собой изображение еще одного узора связей слоистого материала, используемого в соответствии с настоящим изобретением.
Лучший вариант осуществления изобретения
Настоящее изобретение будет описано со ссылкой на
чертежи и примеры, которые иллюстрируют определенные варианты воплощения настоящего изобретения. Для специалиста в данной области техники будет понятно, что эти варианты воплощения не определяют
полный объем настоящего изобретения, которое может широко применяться в форме различных изменений и эквивалентов в соответствии с прилагаемой формулой изобретения. Предполагается, что объем формулы
изобретения распространяется на такие изменения и эквиваленты.
Рассмотрим фиг. 1, на которой изображен процесс, который начинается с экструдеров 41, которые подают материал в пленкоформовочный пресс 40, который формирует методом экструзии пленку 10 с наполнителем, которая затем направляется через направляющие ролики 42, вращающиеся вместе с опорными роликами, в секцию 44 с ориентацией в машинном направлении. Во время процесса ориентирования температура пленки 10 будет зависеть от ее состава, а также от способности пленки пропускать воздух, и других требуемых в конце процесса свойств композиционного материала. Например, в случае петелечной застежки втяги-вание будет влиять на размер снабженного подложкой нетканого материала. В большинстве случаев пленка будет выдерживаться при температуре, которая ниже ее точки плавления, но не более чем на 10oС. Необходимость в нагреве пленки обусловлена тем, что она должна быстро растягиваться без образования каких-либо дефектов в ней. Нагретая пленка растягивается в машинном направлении в секции 44, ориентирующей пленку в машинном направлении и которая содержит вращающиеся ролики 46. Ролики 46 могут вращаться при увеличивающихся скоростях, что приводит к растяжению пленки в направлении движения ("в машинном направлении" или "МН"). Величина растяжения будет зависеть от требуемых в конце процесса свойств петелечной застежки, но, в целом, пленка будет растянута по меньшей мере на 300% от ее первоначальной длины, но меньше, чем величина, которая приводит к повышению вероятности образования дефектов пленки. Для большинства случаев применения, предусматривающих использование пленок на основе полиолефинов, растяжение, например, составляет по меньшей мере 200% от первоначальной длины пленки, а часто эта величина лежит в диапазоне от около 250% до около 500%. Секция формирования нетканого материала, например секция, которая содержит формировочные аппараты 48, подающие пряди 50 волокон на подложку 52, благодаря чему формируется нетканый материал 54, который затем направляется в соединяющий зажим, образованный роликами 56. Такой предварительно снабженный связями нетканный материал 30 соединяется с образованием слоистого материала с пленкой 10, при этом производится нанесение второго узора в месте образования сжатия между роликами 58. После создания слоистого материала с применением сжатия, с нагревом или без него, эти два слоя высвобождают, затем слоистый материал наматывают с понижением скорости, например, величина которой равна от 80 до 90% от скорости в месте приложения сжатия, что позволяет пленке 10 сокращаться, вызывая образование множества складок на поверхностном слое 30. После сокращения соединенные слои могут быть подвергнуты операции отпуска за счет контакта с нагретым роликом или подобным ему элементом, который вращается приблизительно с такой линейной скоростью, которая позволяет избежать существенного дополнительного растяжения. Температура отпуска может меняться в зависимости от требуемых в конце процесса свойств материала петельчатой застежки и состава слоев, но может быть выбрана, например, в пределах 15oС от температуры, используемой при растяжении. После операции отпуска соединенные слои могут охлаждаться, например, путем контакта с воздухом из воздушного шабера или охлаждающими роликами, если это необходимо, или могут собираться непосредственно в рулон 60, или направляться на конвейерную линию для включения в изделие персонального ухода.
Как будет понятно для специалиста в данной области техники вышеприведенный процесс может быть приспособлен для производства разнообразных пленок и поверхностных слоев при получении пропускающих воздух и не пропускающих воздух барьерных материалов, применяемых в качестве петельчатой застежки, которые имеют широкий спектр свойств. Для эффективной работы в качестве материала петельчатой застежки, выполненного в соответствии с настоящим изобретением, при выборе компонентов этого материала следует учитывать целый ряд факторов. Например, пленка, обладая низким весом, должна быть достаточно прочной, чтобы она могла выдержать все этапы процесса, необходимые для получения требуемой гибкости и мягкости, а также обладать и поддерживать низкую стоимость. Кроме этого, пленка должна быть способна эффективно соединяться с лицевым слоем и сохранять барьерные свойства и скорости передачи паров влаги. Для многих случаев применения требуется, чтобы растянутая пленка придавала также композиционному материалу непрозрачные свойства.
Пленки, соответствующие таким требованиям, включают полимеры, такие как полиэтилен, полипропилен, смеси, включающие полиолефины и такие сополимеры, как этилен и пропилен, например, в общем, имеющие вес единицы площади в диапазоне от около 10 грамм на квадратный метр до около 50 грамм на квадратный метр и предпочтительно для применения в качестве петельчатого компонента в диапазоне от около 15 грамм на квадратный метр до около 30 грамм на квадратный метр. Конкретные примеры включают линейные полиэтилены низкой плотности, такие как Dowlex® 2535, 3347 и 3310, Affinity® 5200, производимые компанией Доу Кэмикал Компани г. Мидлэнд, штат Мичиган (Dow Chamical Company of Midland, Michigan). В состав пленки предпочтительно входит до приблизительно 40 вес. % наполнителя, такого как карбонат кальция, а было бы предпочтительно, если бы такого наполнителя было бы от около 45 вес.% до около 65 вес.%. Образцы включают карбонат кальция марки Supercoat® производства фирмы Инглиш Чайна Клэй, г. Силакога, штат Алабама (English China Clay of Sylacauga, Alabama), который содержит покрытие в количестве около 1,5 вес.% из или стеариновой кислоты, или бегеновой кислоты для улучшения распределения наполнителя. Особенно предпочтительные примеры пленки включают совместно выпрессованные пленки, имеющие на одной или на обеих сторонах тонкий внешний слой аморфного полимера, такого как полиальфаолефиновый термополимер, обогащенный пропеном, или сополимер, который позволяет связывать внешний слой без необходимости наложения отдельного соединяющего слоя. Пример представляет собой полимер Catalloy производства компании Монтелл, США. Инк., г. Вилмингтон, штат Делавэр (Montell USA, Inc. of Wilmington, Delaware), который представляет собой изделие многоэтапной олефиновой реакции, в которой аморфный статистический сополимер этилена пропилена молекулярно распределяется в преимущественно полукристаллической непрерывной матрице высокопропиленового мономера/низкоэтиленового мономера, пример которого описан в патенте США 5300365, автор - Огейл (Ogale). Кроме того, слой аморфного полимера может также включать расплавляемые клеи или другие аморфные полиальфаолефиновые смолы, которые предпочтительно имеют вязкость расплава 100000 МПа в секунду или больше, в количестве, например, приблизительно до 100 вес.% слоя. Коммерчески доступные аморфные полиальфаолефины, такие, как используются в качестве термоклеев, являются пригодными для использования в соответствии с настоящим изобретением и включают, но не ограничиваются, REXTAC® этилен-пропилен АРАО Е-4 и Е-5 и бутилен-пропилен ВМ-4 и ВН-5, и REXTAC® 2301 производства компании Хантсман Корпорэйшн, г. Солт Лэйк Сити, штат Юта (Huntsman Corporation of Salt Lake City, Utah), и VESTOPLAST® 792 производства компании Хуле А.Г., г. Марль, Германия (Huls AG of Marl, Germany). Эти аморфные полиолефины обычно синтезируются на катализаторе Циглера-Натта (Ziegler-Natta) и на алкилалюминиевом сокатализаторе, а олефин, такой как пропилен, полимеризируется в комбинации с различным количеством этилена, 1-бутена, 1-гексана или других материалов для получения преимущественно стереобеспорядочной углеводородной цепочки. Используются также некоторые эластомерные полипропилены, такие как описаны, например, в патенте США 5539096, авторы - Янг и др. (Yang et al.) и в патенте США 5596092, авторы - Рескони и др. (Resconi et al.), которые полностью приводятся здесь в качестве ссылки, и полиэтилены, такие как AFFINITY®, EG 8200, компании Дау Кэмикал из г. Мидленд, штат Мичиган (Dow Chemical of Midland, Michigan), a также EXACT® 4049, 4011 и 4041 компании Экксон, г. Хьюстон, штат Техас (Exxon of Houston, TX), а также смеси, включающие один или большее количество веществ для повышения клейкости, а также вещество KRATON® производства компании Шэлл Кэмикал Компани, г. Хьюстон, штат Техас (Shell Chemical Company of Houston, Texas. Композиционный материал со связующим слоем с одной стороны может иметь преимущество, заключающееся в более высокой скорости передачи паров влаги, если это требуется. Такие пленки описаны более подробно в совместно переуступленной заявке на патент США, регистрационный номер 08/929562 (cсылочный номер патентного поверенного номер 13257), зарегистрированной в тот же день на имя Маккормек и Хаффнер (McCormack and Haffner) под названием "Слоистая структура из пленки с наполнителем, пропускающей воздух" ("Breathable Filled Film Laminate") (экспресс почта RB 879662575 US), содержимое которой полностью приведено здесь в качестве ссылки. Другие слои пленки будут понятны для специалистов в данной области при рассмотрении приведенных здесь описаний примеров.
Внешний слой с предварительно созданными связями выбирается таким образом, чтобы он был совместим с пленкой или связующим слоем и чтобы он имел свойства, такие как вес единицы площади, объем и прочность, соответствующие предполагаемому использованию. Прежде всего, по экономическим соображениям нетканые материалы являются предпочтительными, в особенности нетканые материалы, сформованные с эжектированием высокоскоростного потока воздуха и имеющие вес на единицу площади, лежащий в основном в диапазоне от около 10 грамм на квадратный метр до около 50 грамм на квадратный метр, а предпочтительно в диапазоне приблизительно от 15 грамм на квадратный метр до приблизительно 25 грамм на квадратный метр. Состав внешнего слоя выбирается таким образом, чтобы он был совместим со слоем пленки, обеспечивая требуемые свойства петельчатой застежки. В общем случае используются синтетические полимеры, такие как полиолефины, например полипропилен, полиэтилен, их смеси и сополимеры, включающие пропилен и этилен.
Такие нетканые материалы описаны выше, а также в приведенных ссылках, и их производство известно специалистам в данной области техники. Конкретные образцы содержат нетканый материал, сформованный эжектированием высокоскоростного потока воздуха, торговая марка - ACCORD®, производство компании Кимберли-Кларк Корпорейшн, г. Даллас, штат Техас (Kimberly-Clark Corporation, Dallas, Texas). Узор связей внешнего слоя, как указано выше, наносится для создания петелек между связями для образования областей прикрепления под взаимодополняющие крючки. Используемые в настоящее время варианты предусматривают использование расширенного узора RHT, описанного в патенте США на промышленный образец 239566, автор - Вогт (Vogt), узор ЕНР, узор Дельта Дот (Delta Dot pattern), который содержит ряды смещенных круговых связей, имеющих приблизительно 102 шпильки/дюйм2 (16 шпилек/см2) для площади поверхности связей от 9 до 20%, и узор Рамиш (Ramish), описанный выше. Один из предпочтительных узоров для материала внешнего слоя, сформованного эжектированием высокоскоростным потоком воздуха, представляет собой "S" ткацкий узор, который описан в совместно уступленной и одновременно зарегистрированной заявке на патент США (Регистрационный номер 08/929808, ссылочный номер патентного поверенного - 13324) на имя Маккормак, Фукуа и Смис (McCormack, Fuqua, and Smith) под названием "Узоры для соединения нетканого материала, позволяющие получить материал с улучшенной прочностью и износостойкостью" ("Nonwoven Bonding Patterns Producing Fabrics with Improved Strength and Abrasion Resistance") (экспресс почта номер ЕМ 331625424 US), который приведен здесь полностью в качестве ссылки. Во всех случаях процент площади области связи будет меньше чем около 30%, например от около 5% до около 30%, а предпочтительно от около 10% до около 25%, и предпочтительно в диапазоне от около 75 до около 125/дюйм2 (11,6/см2 - 19,4/см2). Плотность связей будет составлять от около 50 до около 200/дюйм2 (31/см2). Кроме этого для применения в качестве петельковой застежки покрытие предпочтительно будет иметь предел прочности на разрыв, измеряемый как это описано выше, по меньшей мере 3000 г в машинном направлении и по меньшей мере приблизительно 1500 г в направлении, поперек машинного направления, и предпочтительно износостойкость по Мартиндейлу, измеренную как описано выше, по меньшей мере приблизительно 3.
При использовании отдельно накладываемый слой аморфного полимерного соединения будет совместимым как с внешним слоем, так и со слоем пленки и обеспечит связь между ними без ухудшения способности пропускать пары влаги. Было бы предпочтительно, если бы соединительный слой налагался бы путем выдувания из расплава, например аморфного полиолефина, такого как REXTAC® 2730 или 2330, производство компании Ханстман Корпорэйшн, г. Солт Лейк Сити, Штат Юта (Hunstman Corporation, Salt Lake City, Utah). Выдуваемый из расплава слой, если он наносится с низким весом единицы площади, например менее 10 грамм на квадратный метр, предпочтительно менее чем 5 грамм на квадратный метр, пропускает воздух и является эффективным с точки зрения затрат. Другие примеры предусматривают использование материала Vestoplast® 703, 704 и 508, производство компании Хуле AG, г. Марл, Германия и Нэйшнл Старч NS 5610, производство компании Нэйшнл Старч Кэмикал Компани, г. Бриджуота, Нью Джерси (National Starch Chemical Company of Bridgewater, New Jersey), и эластомерных композиций, описанных выше.
Независимо от того, наносится ли отдельный соединяющий слой или нет, прочность соединения между внешним слоем и пленкой измеряется с помощью вышеописанного теста на разрыв слоистой структуры, при этом указанная прочность соединения должна превышать предпочтительно усилие разрыва между внешним слоем крючков и взаимодополняющими крючками, которое измеряется с помощью вышеописанного теста на отрыв крючков с тем, чтобы предотвратить нежелательное расслоение слоистой структуры. Было бы предпочтительно, чтобы разность составляла бы по меньшей мере около 100 г. Кроме этого, для многих применений, особенно в качестве подложки для изделия персонального ухода, такого как, например, подгузник, композиционный материал должен выдерживать гидравлический напор, который измеряется с помощью теста на разрыв, описанного в разделе "методики испытаний", равный по меньшей мере около 50 мбар (5 кПа) при первом падении, а предпочтительно по меньшей мере около 90 мбар (9 кПа). Особенно при использовании в качестве подложки для изделий персонального ухода одноразового использования композиционный материал должен иметь показатель истирания по Мартиндейлу, равный по меньшей мере около 3, и было бы желательно - скорость передачи паров влаги по меньшей мере около 100 г/м2/24 часа, а предпочтительно по меньшей мере около 800 г/м2/24 часа. Для этого применения усилие отрыва крючков, измеренное с помощью Федерального Стандарта Испытаний 191А, Методика 5514, предпочтительно должно находиться в диапазоне от около 100 г до около 800 г, а усилие сопротивления сдвигу крючков, измеренное в соответствии с методикой, описанной в разделе "методики испытаний", должно находиться в диапазоне от около 1000 г до около 6000 г.
Рассмотрим фиг. 2, на которой изображено поперечное сечение варианта воплощения петельчатого компонента застежки, выполненной в соответствии с настоящим изобретением. Лицевой слой 114, состоящий, например, из материала, сформованного эжектированием высокоскоростного потока воздуха, содержит узор, обусловленный наличием областей 115 (фиг. 2А) с предварительно созданными связями, который отличается от узора связей 112 слоистой структуры. Петельки 110 между областями 112 связей слоистой структуры формируются во внешнем слое 114, который сформован эжектированием высокоскоростного потока воздуха и который связан с совместно выпрессованной пленкой 116, содержащей связывающую сторону или слой 118 со связями и базовый слой 120, в каждой из связей 112 слоистой структуры. Как это изображено, области 110 петелек состоят из прядей или волокон, не связанных с совместно выпрессованной пленкой 116 и которые могут зацепляться за элементы 122 взаимодополняющих крючков 124. Как это показано, слой крючков и слой петелек разделены частично для более полного понимания. На фиг. 2А представлено увеличенное изображение области, показанной в кружке на фиг. 2, на которой изображен отдельный элемент узора предварительно заданных нетканых связей 115 и связей 112 слоистой структуры.
На фиг. 3 изображен пример выполнения - петельчатый компонент, выполненный в соответствии с настоящим изобретением и в виде материала подложки для изделия персонального ухода одноразового использования, а именно для подгузника. Подгузник 210 содержит прокладку 212, абсорбент 214 и подложку 216. Как общеизвестно, моча проходит через прокладку 212 и впитывается абсорбентом 214, в то время как подложка 216 (показана частично с вырезом, позволяющим видеть слои 118 и 120 (фиг. 2А) для ясности понимания) является непроницаемой для мочи и позволяет избежать ее протечки. В этом случае вся подложка сформирована из материала петельчатой застежки, выполненной в соответствии с настоящим изобретением, как это описано со ссылкой на фиг. 2, с расположением нетканых петелек на внешней стороне. Это обеспечивает, по существу, бесконечный уровень возможности подгонки при соединении с крючковыми элементами 218 застежки. При использовании крючковые элементы 218 могут быть вытянуты для удобной подгонки и пристегнуты в любом месте на подложке 216. После этого, если потребуется дополнительная подгонка, крючковые элементы 218 могут быть просто оторваны с начального места и снова установлены в другом месте подложки 216. В предпочтительных вариантах воплощения прокладка пропускает пары влаги для улучшения комфорта и сухости.
На фиг. 4 и 5 изображены образцы узоров слоистого материала, используемого на нетканом материале с предварительно созданными связями, выполненном в соответствии с настоящим изобретением. На фиг. 4 изображен узор "детские предметы", полученный как описано выше, с областями 400, снабженными предварительно созданными связями, а на фиг. 5 изображен узор "С-звездочки", полученными как описано выше, с областями 500, снабженными предварительно созданными связями.
Примеры
Для следующих примеров, методика, изображенная на фиг. 1, была
использована для формирования петелькового компонента застежки, если только не будет указано иное.
Пример 1
В рамках этого примера поверхностный слой представлял собой
материал сформованный эжектированием высокоскоростного потока воздуха прядей плотностью 2,0 денье, изготовленный из сополимера пропилена с 3,5% этилена (Юнион Карбайд 6D43, изготовленный компанией
Юнион Карбайд Копрорейшн, г. Дэнбури, штат Коннектикут (Union Carbide 6D43 available from Union Carbide Corporation of Danbury, Connecticut)) и который имеет вес единицы площади приблизительно 0,7
унций на квадратный ярд (приблизительно 24 грамм на квадратный метр), который был соединен с использованием узора "S-ткацкий" с плотностью связей 111 шпилек/дюйм2 (17,2 шпилек/см2
) и 17,7 реально измеренной области связей, как описано в совместно находящейся на рассмотрении и совместно переуступленной патентной заявке США, регистрационный номер 08/929808, поданной в один день
на имя Маккормак и др. под названием "Соединяющие узоры нетканых материалов, позволяющие получать ткани с улучшенной прочностью и износостойкостью" (MacCormack et al. "Nonwoven Bonding Patterns
Producing Fabrics with Improved Strength and Abrasion Resistance"), (ссылочный номер патентного поверенного 13324), все содержание которой приводится здесь как ссылка. Пленка представляет собой литую
пленку "АВ", имеющую основной слой из 45% LLDPE (Dowlex® NG3310, плотностью 0,918 г/см2, с коэффициентом расплава при 190oС, равным 3,5 г/10 мин, поставляется
компанией Дау Кэмикал Ко., г. Мидленд, штат Мичиган (Dow Chemical Co. of Midland, MI)), 50% Supercoatтм, основа, СаСО3, покрытый стеариновой кислотой (поставки компании Инглиш
Чайна Клэй Ко., г. Силакога, штат Алабама (English China Clay Co. of Sylacauga, AL. ), и 5% LDPE (Dow 4012, плотностью 0,916 г/см2, с коэффициентом расплава при 190oС, равным 12,
0 г/10 мин, поставляется компанией Дау Кэмикал Компани, г. Мидленд, штат Мичиган (Dow Chemical Co. of Midland, MI)) и связующий слой на одной стороне, содержащий 60% Supercoatтм СаСО3, 20% аморфного обогащенного пропиленом полиальфаолефина ("АРАО") (Huls Vestoplast®, плотностью 0,865 г/см3, вязкость расплава при 190oС равна 125000 МПа
в секунду, выполнен в соответствии со стандартом DIN 53019, поставляется компанией Халс Америка, Инк., г. Самерсет, штат Нью Джерси (Huls America, Inc. of Somerset, NJ)) и 20% эластомерного
полиэтилена (Dow Affinity® EG8200, катализированного со сжатой геометрией, плотностью 0,87 г/см3, индекс расплава при 190oС 5,0 г/10 мин, поставляется компанией
Дау Кэмикал Ко., г. Мидленд, штат Мичиган (Dow Chemical Co. of Midland, MI)). Основной слой составлял 90 вес.%, и связующий слой - 10 вес.%. Общий вес единицы площади совместно выпрессованной пленки
составлял 58 грамм на квадратный метр (приблизительно 1,5 мил). Растягивание пленки включало этап предварительного нагрева при температуре 50oС, растягивание производилось в одной зоне 3,8Х
в машинном направлении и при 66oС и скорости 211 футов/минуту (64 м/мин), пленка затем подвергалась отпуску при температуре 82oС. Эта растянутая пленка была затем связана при
скорости 191 футов/мин (58 м/мин) с материалом 175PLI с использованием узора связей "детские предметы" (Патент США на промышленный образец номер 356688, автор - Уитенбрук и др. (Uitenbroek et аl.) от
28 марта 1995 г. ) при температуре образования узора 92oС и температуре стального упорного валка 66oС. Слоистый материал затем высвобождали для осуществления процесса отпуска на
2,5% (скорость связывания: 191 фут/мин (58 м/мин), скорость намотки 186 фут/мин (57 м/мин)), после этого слоистый материал повторно нагревали до 92oС и высвобождали еще на дополнительные
4%. Полученный в результате слоистый материал имел вес единицы площади 43 грамм на квадратный метр, выдерживал гидронапор в 101 мбар (10,1 кПа) воды, усилие на разрыв слоев 490 г и скорость передачи
паров воды 127 г/м2/24 часа. При испытаниях с применением взаимодополняющих крючков типа Velcro 51 1003, производство компании Велкро Интернэшнл, г. Манчестер, штат Нью Гемпшир (Velcro
International of Manchester, NH) были получены значение отрыва крючков 167 г и значение сопротивления сдвигу крючков 3239 г, которые были получены как средняя величина при десяти испытаниях.
Пример 2
В рамках этого примера покрытие представляло собой сформованную эжектированием высокоскоростного потока воздуха ткань из прядей плотностью 2,0 денье, изготовленных из
сополимера пропилена с 3,5% этилена (Юнион Карбайд 6D43, производства компании Юнион Карбайд Корпорейшн, г. Дэнбури, штат Коннектикут (Union Carbide of Danbury, Connecticut), имеющую вес единицы
площади приблизительно 0,7 унций на квадратный ярд (приблизительно 24 грамм на квадратный метр), которая была соединена с использованием узора "S-ткацкий" с плотностью связей 111 шпилек/дюйм2 (17,2 шпилек/см2) и 17,7 фактически измеренной поверхностью связей, как описано в совместно рассматриваемой и совместно переуступленной патентной заявке США, регистрационный номер
08/929808, поданной одновременно на имя Маккормак и др. и под названием "Узоры связей нетканых материалов, позволяющие получить ткани с улучшенной прочностью и износостойкостью" (MacCormack et al.
"Nonwoven Bonding Patterns Producing Fabrics with Improved Strength and Abrasion Resistance") (ссылочный номер патентного поверенного - 13324), все содержание которой приведено здесь как ссылка.
Пленка представляла собой литую пленку "АВ", имеющую слой
основы 45% LLDPE (Dowlex® NG3310, плотностью 0,918 г/см3, коэффициент расплава при 190o составлял 3,
5 г/10 мин, производства компании Дау Кэмикал Ко. , г. Мидленд, штат Мичиган), 50% Supercoatтм, основа, покрытая стеариновой кислотой СаСО3 (поставки компании Инглиш Чайна Клей
Ко., г. Силакога, Алабама) и 5% LDPE (Dow 4012, плотностью 0,916 г/см3, индекс расплава при 190oС составляет 12,0 г/10 мин, производство компании Доу Кэмикал Ко., г. Мидленд,
штат Мичиган) и связующий слой на одной стороне, содержащий 60% материала Supercoatтм СаСО3 (штат Нью Джерси) и 40% эластомерного полиэтилена (Dow Affinity®
EG8200, катализированного с ограниченной геометрией, плотностью 0,87 г/см3, индекс расплава при 190oС составляет 5,0 г/10 мин, производство компании Доу Кэмикал Ко., г. Мидленд,
штат Мичиган). Основной слой составлял 85 вес.% и соединительный слой 15 вес.%. Общий вес единицы площади совместно выпрессованной пленки составлял 58 грамм на квадратный метр (приблизительно 1,5
мил). Растягивание пленки включало этап предварительного нагрева при температуре 50oС, растяжение в одной зоне 3,8Х в машинном направлении при 66oС и скорости 400 футов/мин (61
м/мин) пленка была отпущена при 82oС. Эта растянутая пленка затем была связана при 370 футов/мин (113 м/мин) с материалом 175 PLI с использованием узора связи "детские предметы" (Патент США
на промышленный образец номер 356688, авторы - Уитенброк и др. от 28 марта 1995 г.) при температуре связи узора 110oС и температуре гладкого стального упорного валка 82oС.
Слоистый материал затем сокращался приблизительно на 6,7% (скорость связующего устройства: 370 футов/мин (113 м/мин) скорость намотки 345 футов/мин (105 м/мин)). Полученный в результате слоистый
материал имел вес единицы площади 43 грамм на квадратный метр, выдерживал гидронапор в 59 мбар (5,9 кПа) воды, усилие, необходимое для расслоения материала, составляло 172 г и скорость передачи паров
воды составляла 449 г/м2/24 часа. При испытаниях с взаимодополняющими крючками марки Velcro 51 1004, отрыв крючка происходил при усилии 177 г и сопротивление сдвигу крючка 1822 г; и с
крючками марки Velcro 51 1003 отрыв крючка происходил при усилии 114 г и сопротивление сдвигу крючка составляло 3236 г, причем эти значения были получены как среднее число при десяти испытаниях.
Для сравнения, образцы обычного слоистого материала подложки подгузника из нетканого материала/пленки испытывались с теми же крючками, которые были использованы в предыдущих примерах. Были получены следующие результаты: Для коммерческого продукта Кимберли-Кларк Корпорейшнс Хаггис® Ультратрим 1996 (Kimberly-Clark Corporation's Huggies® Ultratrimтм 1996), имеющего внешнее покрытие из слоистого материала, выполненного из нетканого материала - пленки (полипропилен плотностью 2,5 денье, сформованный эжектированием высокоскоростного потока воздуха и связанный с использованием сетчатого ткацкого узора: 302 шпильки/дюйм2 (47 шпильки/см2), площадь связей 18%), при испытании с крючками Velcro 858 отрыв крючка составил 29 г и сопротивление сдвигу крючка составило 171 грамм как средняя величина из числа 10 испытаний. С использованием крючков Velcro 51 1003 отрыв крючка происходил при 71 г и сопротивление сдвигу крючка 589 г как средняя величина числа из 10 испытаний. При испытаниях пользователями было определено, что требуется величина отрыва крючка по меньшей мере приблизительно 100 г и величина сопротивления сдвигу крючка по меньшей мере 1500 г для первичного закрепления изделия для активных начинающих ходить малышей.
Для специалистов в данной области техники будет понятно, что настоящее изобретение может быть использовано в различных вариантах, модификациях и эквивалентах в объеме вышеприведенного описания. Предполагается, что все такие модификации, изменения и эквиваленты включены как охватываемые прилагаемой формулой изобретения. С этой целью все эквиваленты включают функциональные, а также структурные и композиционные эквиваленты. Например, гвоздь и винт являются функциональными эквивалентами крепления, даже если они могут иметь различные структуры.
Реферат
Группа изобретений относится к композиционным материалам, которые могут найти применение в качестве пропускающего воздух и барьерного для жидкости материала, преимущественно в качестве компонента крючково-петельчатой застежки типа "Велкро", применяемой от застежек для ботинок до перчаток для гольфа и во многих других областях, где требуется непостоянное соединение. Композиционный материал содержит нетканый материал, предварительно снабженный связями и имеющий узор из разнесенных друг от друга связей с несвязанными волокнами или прядями между указанными связями, пленку, связанную с нетканым материалом в местах, содержащих разнесенные друг от друга связи слоистого материала, составляя узор, который отличается от узора связей нетканого материала из разнесенных друг от друга связей. Пленка по существу иным образом не связана с нетканым материалом, в котором последний содержит связи в области, которая по существу не связана с указанной пленкой. Способ изготовления этого материала включает изготовление нетканого материала, снабженного предварительно выполненными связями и имеющего узор из разнесенных друг от друга связей, с несвязанными волокнами или прядями между связями, изготовление пленки, пропускающей воздух, нанесение слоя аморфного полимера между нетканым материалом и пленкой и соединение материала, слоя полимера и пленки, при котором материал соединяется с пленкой с образованием узора из разнесенных друг от друга связей, отличающихся от узора материала, и который покрывает меньше 30% площади поверхности. Вышеупомянутый композиционный материал содержит изделие персонального ухода. Другое изделие персонального ухода содержит вышеупомянутый композиционный материал, в котором указанные связи слоистого материала покрывают меньше чем 30% площади поверхности слоистого материала. Механическая застежка, содержащая крючковые и петельные компоненты, в которой петельчатый компонент содержит вышеупомянутый в последнем изделии персонального ухода композиционный материал. Другая застежка того же типа содержит композиционный материал, описанный в начале реферата, в котором разнесенные друг от друга связи содержат от около 5% до около 30% площади поверхности нетканого материала, снабженного предварительно созданными связями, а частота расположения связей лежит в диапазоне от около 50 до около 200 на квадратный дюйм (7,8-31 на см2). Группа изобретений обеспечивает повышение комфорта и защитных свойств изделий, а также легко регулируемую подгонку изделий. 6 с. и 18 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Поглощающее изделие одноразового пользования
Комментарии