Стакан несимметричной формы для литья слябов и включающая его металлургическая установка для литья металла - RU2756838C2
Код документа: RU2756838C2
Чертежи







Описание
ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
[0001] Настоящее изобретение относится к стаканам для литья слябов из металла. В частности, оно относится к стаканам для литья слябов, имеющим специфическую конструкцию, по существу улучшающую их устойчивость к эрозии в процессе непрерывного литья слябов.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
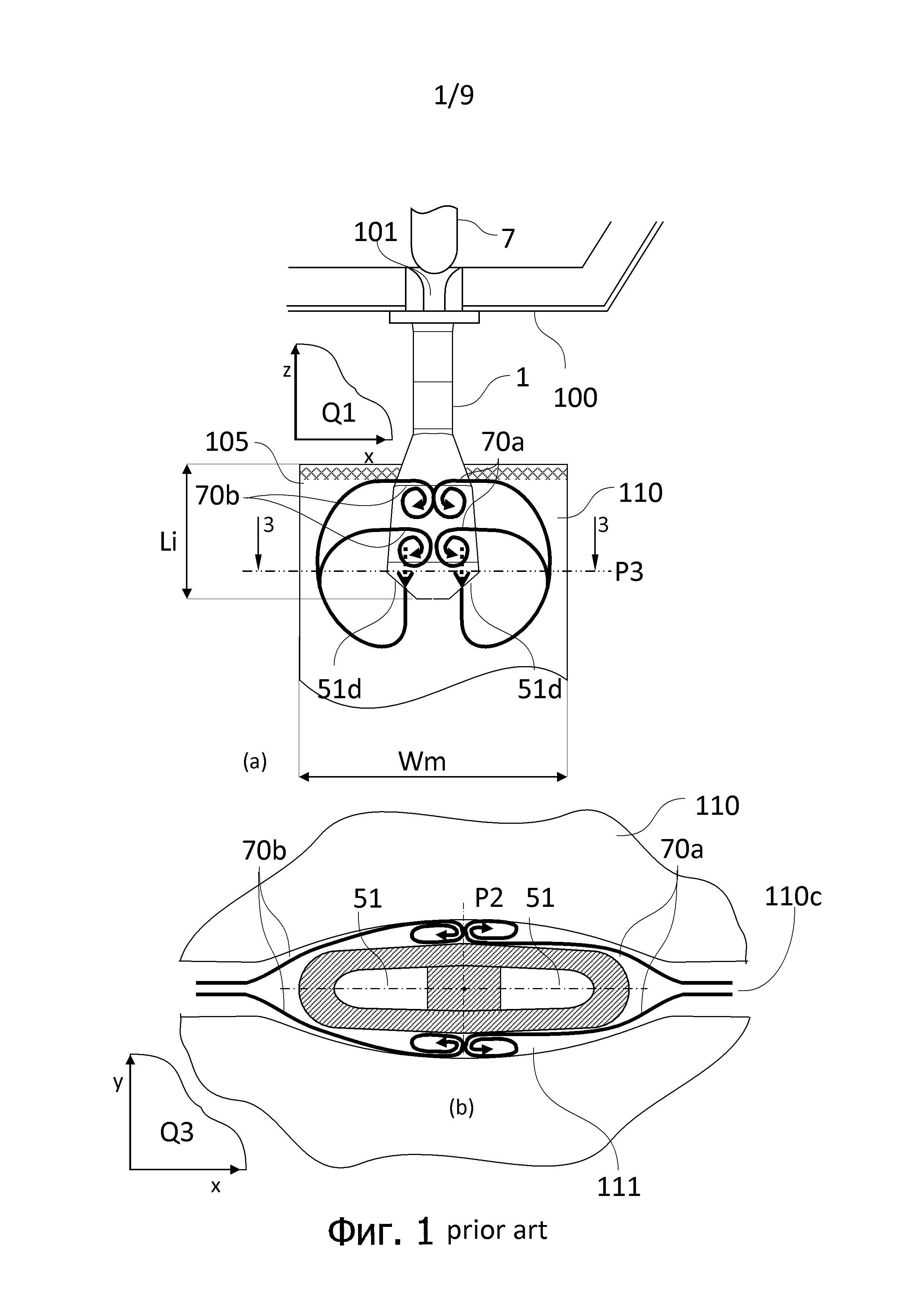
[0002] Во время процессов непрерывной металлообработки расплав металла поступает из одного металлургического сосуда в другой, в кристаллизатор или приспособление. Например, как показано на Фиг. 1, разливочный ковш (не показан) заполняют расплавом металла из печи, который затем поступает в промежуточный ковш (100) через стакан защитной трубы разливочного ковша. Затем расплав металла можно заливать через разливочный стакан (1) из промежуточного ковша в кристаллизатор (110) для формирования слябов, сортовых заготовок, балок, тонких слябов или слитков. Поток расплава металла из промежуточного ковша под действием силы тяжести проходит через разливочный стакан (1), и стопор (7) регулирует скорость потока. Стопор (7) представляет собой стержень, установленный с возможностью перемещения над выпускным отверстием (101) промежуточного ковша и расположенный коаксиально (т.е. вертикально) относительно этого отверстия в (вертикальном) сообщении по текучей среде с разливочным стаканом. Конец стопора, расположенный смежно с выпускным отверстием промежуточного ковша, представляет собой головку стопора и имеет геометрическую форму, соответствующую геометрической форме указанного выпускного отверстия, с обеспечением герметизации выпускного отверстия промежуточного ковша в случае их контакта друг с другом. Скорость потока расплавленного металла из промежуточного ковша в кристаллизатор регулируют путем постоянного перемещения стопора вверх и вниз с обеспечением регулирования пространства между головкой стопора и отверстием стакана.
[0003] Слябы отливают непрерывно, поэтому они имеют «бесконечную» длину. Их поперечное сечение может иметь отношение толщины к ширине Tm/Wm; порядка 1/4 или более. Тонкие слябы представляют собой слябы поперечного сечения с большим отношением сторон Tm/Wm по сравнению с «традиционными» слябами, которые могут иметь значения 1/8 и более. Очевидно, что полости кристаллизаторов для литья слябов должны иметь аналогичные отношения сторон. Даже если впускное отверстие кристаллизаторов для литья слябов локально может иметь воронкообразную геометрическую форму для принятия нижнего по потоку участка стакана для литья слябов, указанный нижний по потоку участок стакана для литья слябов не может иметь геометрию вращения и должен иметь отношение толщины к ширине T/W; по меньшей мере 1,5 для ввода во впускное отверстие полости кристаллизатора. Для стаканов для литья тонких слябов отношение толщины к ширине T/W; должно быть по меньшей мере 3.
[0004] Как показано на Фиг. 1, по мере вытекания металла из выпускных отверстий стакана для литья слябов он не льется прямо вниз к нижнему по потоку концу кристаллизатора, а задерживается медленно перемещающимся металлическим слябом по мере его затвердевания. Таким образом, расплав металла течет обратно вверх и снова вниз, образуя два завихрения, которые сначала отдаляются друг от друга с каждой стороны стакана для литья слябов, следуя геометрии внутренней полости кристаллизатора для литья слябов. По мере достижения завихрениями боковых стенок полости кристаллизатора они заворачиваются вверх и назад, будучи обращенными друг к другу, текут друг к другу и встречаются в каналах, сформированных на каждой стороне стакана для литья слябов стенками полости кристаллизатора для литья слябов. При встрече двух потоков в ограниченном пространстве образуются сильные турбулентности, как показано на Фиг. 1 (b). За счет этих турбулентностей в таком ограниченном пространстве возрастает темп эрозии наружной стенки нижнего по потоку участка стакана для литья слябов из-за явлений кавитации и т.п. Поэтому срок службы стакана для литья слябов сокращается, соответственно увеличивая производственные расходы.
[0005] В DE 19505390 описана погружная разливочная труба с длинным и узким поперечным сечением, имеющая уплощенную концевую секцию с выпускными отверстиями. Поперечное сечение прохода трубы в пределах концевой области разделено распределителем на ряд каналов. Под широкими стенками трубы и вниз до самых выходных отверстий каналы (9) открыты с одной стороны.
[0006] WO 2013004571, WO 9814292, US 2002063172 и CN 103231048 относятся к погружному входному стакану для направления потока расплава металла из промежуточного ковша в кристаллизатор со множеством (три или четыре) передних отверстий, имеющих различные ориентации и отношения размеров поперечных сечений.
[0007] В настоящем изобретении предложен стакан для литья слябов, имеющий новую геометрическую форму, которая по существу продлевает срок его службы за счет гораздо меньшей и более медленной эрозии наружной стенки нижнего по потоку участка стакана для литья слябов. Это и другие преимущества настоящего изобретения более подробно представлены ниже.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0008] Настоящее изобретение определено в приложенных независимых пунктах формулы изобретения. Предпочтительные варианты осуществления определены в зависимых пунктах формулы изобретения. В частности, настоящее изобретение относится к стакану для литья слябов из металла, причем указанный стакан для литья слябов имеет геометрическую форму, определяемую наружной стенкой, проходящей по длине L стакана вдоль продольной оси z от верхнего по потоку конца до нижнего по потоку конца. Наружная стенка содержит нижний по потоку участок, проходящий вдоль продольной оси z, от нижнего по потоку конца и включая его, причем
• верхний по потоку конец стакана для литья слябов содержит впускное отверстие, ориентированное параллельно указанной продольной оси z, и при этом
• нижний по потоку участок стакана для литья слябов содержит одно или более выпускных отверстий прохода, причем указанный нижний по потоку участок определяется шириной W, измеренной вдоль первой поперечной оси х, которая по меньшей мере в 1,5 раза, предпочтительно по меньшей мере в три раза больше толщины Т нижнего по потоку участка, измеренной вдоль второй поперечной оси у, при этом первая поперечная ось х перпендикулярна продольной оси z, и при этом вторая поперечная ось у перпендикулярна как первой поперечной оси х, так и продольной оси.
Стакан для литья слябов дополнительно содержит центральный канал, начинающийся на указанном впускном отверстии, проходящий от него вдоль продольной оси z и пересекающий один или более передних проходов, причем каждый из них переходит в одно или более выпускных отверстий прохода.
Стакан для литья слябов настоящего изобретения отличается тем, что на виде в разрезе стакана для литья слябов вдоль поперечной плоскости Р3 и предпочтительно на видах в разрезе стакана для литья слябов вдоль любой поперечной плоскости Pn наружная стенка стакана для литья слябов определяется контуром наружной стенки, который содержит:
• центральный участок (Ах), причем контур наружной стенки симметричен относительно центральной точки с, определяемой как точка пересечения продольной оси z с поперечной плоскостью Р3, и предпочтительно симметричен относительно как первой, так и второй поперечных осей х, у, и при этом указанный центральный участок окружен
• первым и вторым боковыми участками (Ac1, Ас2), расположенными по обеим сторонам центрального участка (Ах) вдоль первой поперечной оси х, и при этом наружная стенка симметрична исключительно относительно центральной точки с,
• контур наружной стенки нижнего по потоку участка вписан в воображаемый прямоугольник, первая и вторая грани которого параллельны первой поперечной оси х, а третья и четвертая грани параллельны второй поперечной оси у, и при этом малое расстояние dt от контура наружной стенки до первого и второго диагонально противоположных углов из четырех углов воображаемого прямоугольника по меньшей мере в 1,5 раза меньше расширенного расстояния df от контура наружной стенки до двух других диагонально противоположных углов воображаемого прямоугольника, причем расстояние от контура наружной стенки до угла определяется как расстояние между указанным углом и точкой контура, ближайшей к указанному углу.
[0009] Система осей х, у, z формирует систему координат, определяющую базовые плоскости отсчета Q1=(х, z), Q2=(у, z) и Q3=(х, у). Поперечная плоскость Р3 представляет собой плоскость, перпендикулярную продольной оси z и пересекающую одно или более выпускных отверстий прохода, причем расстояние L3 до нижнего по потоку конца является самым большим. Поперечная плоскость Pn представляет собой плоскость, перпендикулярную продольной оси z и пересекающую продольную ось z на расстоянии Ln до нижнего по потоку конца, которое составляет не более 60% длины L стакана, предпочтительно не более 50% L. Все поперечные плоскости Pn параллельны плоскости отсчета Q3, а поперечная плоскость Р3 представляет собой конкретную поперечную плоскость Pn.
[0010] В предпочтительном варианте осуществления на виде в разрезе вдоль поперечной плоскости Pn, и в частности вдоль поперечной плоскости Р3, контур наружной стенки нижнего по потоку участка вписан в воображаемый прямоугольник, первая и вторая грани которого параллельны первой поперечной оси х, а третья и четвертая грани параллельны второй поперечной оси у. Малое расстояние dt может быть по меньшей мере в два раза, предпочтительно по меньшей мере в три раза меньше расширенного расстояния df от контура наружной стенки до двух других диагонально противоположных углов воображаемого прямоугольника (2 dt ≤ df). Расстояние от контура наружной стенки до угла определяют как расстояние между указанным углом и точкой контура, ближайшей к указанному углу. Малое расстояние dt предпочтительно не более чем в десять раз, более предпочтительно не более чем в восемь раз меньше расширенного расстояния df.
[0011] Другим способом определения геометрической формы контура стакана для литья слябов является определение, с одной стороны, первой и второй малых областей At, заключенных между контуром наружной стенки и гранями воображаемого прямоугольника, соединяющимися в первом и втором диагонально противоположных углах соответственно, и, с другой стороны, первой и второй расширенных областей Af, заключенных между контуром наружной стенки и гранями воображаемого прямоугольника, соединяющимися в двух других диагонально противоположных углах. Каждая из первой и второй малых областей At имеет площадь, составляющую предпочтительно не более 80%, предпочтительно не более 67%, более предпочтительно не более 50% площади первой и второй расширенных областей Af (5 At ≤ 4 Af).
[0012] При наличии стакана для литья слябов в соответствии с настоящим изобретением, и в частности при наличии описанных выше геометрических форм, определяемых малыми и расширенными расстояниями и/или малыми и расширенными областями, поток расплавленного металла, текущий к стакану для литья слябов в направлении, перпендикулярном базовой плоскости отсчета Q2, предпочтительно будет протекать через зазор, образованный между стаканом для литья слябов и кристаллизатором для литья слябов, который находится на стороне расширенного расстояния df и/или расширенной области Af, и будет ограничен на стороне малого расстояния dt и/или малой области At, создавая при этом эффект обхода, при котором два потока текут в противоположных направлениях на двух противоположных сторонах стакана для литья слябов, благодаря чему удается избежать какого-либо столкновения двух потоков в пределах одного такого зазора.
[0013] Центральный участок (Ах) контура наружной стенки предпочтительно занимает по меньшей мере 33%, предпочтительно по меньшей мере 50% ширины W первой и второй граней воображаемого прямоугольника, и предпочтительно занимает не более 85%, более предпочтительно не более 67% ширины W первой и второй граней воображаемого прямоугольника (33% W ≤ Ах ≤ 85% W).
[0014] Выступы могут быть распределены по наружной стенке нижнего по потоку участка стакана для литья слябов. Выступы позволяют рассеивать кинетическую энергию потока металла, протекающего через зазор. Для дополнительного усиления эффекта обхода выступы размещают на первом и втором заблокированных участках наружной стенки нижнего по потоку участка, причем указанные первый и второй заблокированные участки соответствуют участку контура наружной стенки на разрезе вдоль плоскости Pn, или в частности вдоль плоскости Р3, который заключен в двух диагонально противоположных четвертях воображаемого прямоугольника, включая малое расстояние dt или малую область At.
[0015] Выступы могут иметь множество геометрических форм. Например, выступы могут иметь форму кругов, эллипсов, прямых или кривых линий, шевронов, дуг окружностей, многоугольников. Выступы предпочтительно выступают из поверхности наружной стенки нижнего по потоку участка по меньшей мере на 3 мм, предпочтительно по меньшей мере на 4 мм и предпочтительно не более чем на 20 мм, более предпочтительно не более чем на 15 мм. Если выступы представляют собой отдельные выступы, их предпочтительно распределяют в шахматном порядке на наружной стенке нижнего по потоку участка стакана для литья слябов, предпочтительно на его первом и втором заблокированных участках.
[0016] Один или более передних проходов предпочтительно расширяются при их переходе в соответствующие выпускные отверстия прохода. Стакан в соответствии с настоящим изобретением предпочтительно содержит первый и второй передние проходы, которые переходят в соответствующие первое и второе выпускные отверстия прохода. Первый и второй передние проходы предпочтительно отделены друг от друга разделителем, проходящим в центральном канале от нижнего по потоку конца вдоль продольной оси z и разделяющим канал на первый и второй передние проходы. На виде в разрезе стакана для литья тонких слябов вдоль поперечного стакана Pn, и в частности вдоль поперечной плоскости Р3, первый и второй передние проходы предпочтительно определяются контурами первого и второго проходов, причем каждый из них содержит боковой участок, удаленный от разделителя, который симметричен исключительно относительно центральной точки и предпочтительно по существу параллелен соответствующим первому и второму боковым участкам (Ac1, Ас2) контура наружной стенки.
[0017] Настоящее изобретение также относится к металлургической установке для литья металлических слябов, причем указанная металлургическая установка содержит:
• металлургический сосуд, содержащий донную часть, снабженную выпускным отверстием,
• кристаллизатор для литья слябов, проходящий вдоль продольной оси z, определяемый шириной W, измеренной вдоль первой поперечной оси х, и толщиной Tm, измеренной вдоль второй поперечной оси у, где х ⊥ у ⊥ z, и содержащий полость кристаллизатора, определяемую стенками полости и отверстием на верхнем по потоку конце полости, и
• стакан для литья слябов по любому из предшествующих пунктов, в котором верхний по потоку конец стакана для литья слябов соединен с донной частью металлургического сосуда таким образом, что выпускное отверстие (101) находится в сообщении по текучей среде с впускным отверстием (50u), и при этом нижний по потоку участок стакана для литья слябов вставлен в полость кристаллизатора для литья слябов на вставляемую длину Li, измеренную от верхнего по потоку конца полости кристаллизатора до нижнего по потоку конца стакана для литья слябов, и выровнен по продольной оси z и первой и второй поперечным осям х, у.
[0018] На виде в разрезе металлургической установки вдоль поперечной плоскости Pm, и в частности вдоль поперечной плоскости Р3, предпочтительно содержит
• первый малый зазор между контуром стенки полости и первыми боковыми участками (Ac1) контура наружной стенки, имеющий ширину Gt1 первого малого зазора, измеренную на первой стороне первой поперечной оси х вдоль сегмента т, параллельного второй поперечной оси у, и проходящий мимо точки пересечения первых боковых участков (Ac1) контура наружной стенки с первой поперечной осью х, который составляет не более половины, предпочтительно не более трети ширины Gf1 первого расширенного зазора, первого расширенного зазора между контуром стенки полости и первыми боковыми участками (Ac1) контура наружной стенки, измеренной на второй стороне первой поперечной оси х вдоль сегмента m (2 Gt1 ≤ Gf1), при этом
• второй малый зазор между контуром стенки полости и вторыми боковыми участками (Ас2) контура наружной стенки имеет ширину Gt2 второго малого зазора, измеренную на второй стороне первой поперечной оси х вдоль сегмента n, параллельного второй поперечной оси у, и проходит мимо точки пересечения вторых боковых участков (Ас2) контура наружной стенки с первой поперечной осью х, который составляет не более половины, предпочтительно не более трети ширины Gf2 второго расширенного зазора, второго расширенного зазора между контуром стенки полости и вторыми боковыми участками (Ас2) контура наружной стенки, измеренной на первой стороне первой поперечной оси х вдоль сегмента n (2 Gt2 ≤ Gf2),
• ширина Gt1 первого малого зазора по существу равна ширине Gt2 второго малого зазора (Gt1=Gt2), и Gt1 и Gt2 предпочтительно находятся в диапазоне от 10 до 70% максимальной толщины контура наружной стенки стакана для литья слябов, измеренной вдоль второй поперечной оси у; и
• ширина Gf1 первого расширенного зазора по существу равна ширине Gf2 второго расширенного зазора (Gf1 = Gf2).
[0019] Поперечная плоскость Pm представляет собой плоскость, перпендикулярную продольной оси z и пересекающую нижний по потоку участок стакана для литья слябов по меньшей мере на 40%, предпочтительно по меньшей мере на 50%, более предпочтительно по меньшей мере на 75% вставляемой длины Li. Поперечная плоскость Р3 представляет собой конкретную поперечную плоскость Pm, и все они параллельны базовой плоскости отсчета Q3.
[0020] На том же виде в разрезе металлургической установки вдоль поперечной плоскости Pm, и в частности вдоль поперечной плоскости Р3,
• внутренняя полость кристаллизатора для литья слябов определяется контуром стенки полости, который содержит

• контур наружной стенки стакана для литья слябов:
при этом отношение Tmx/Тх толщины кристаллизатора к толщине стакана для литья слябов составляет от 1,2 до 2,7, предпочтительно от 1,5 до 2,1.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0021] Для более полного понимания сути настоящего изобретения даны ссылки на следующее подробное описание в сочетании с сопроводительными рисунками.
На Фиг. 1 показан стакан для литья слябов с предшествующего уровня техники, соединенный с промежуточным ковшом и частично вставленный в кристаллизатор; черные стрелки указывают основной путь потока, которым следует расплав металла, протекающий в кристаллизатор: (а) вид спереди, (b) вид в разрезе вдоль 3-3 (= плоскость Р3), которая перпендикулярна продольной оси z стакана.
На Фиг. 2 показан стакан для литья слябов в соответствии с настоящим изобретением, соединенный с промежуточным ковшом и частично вставленный в кристаллизатор; черные стрелки указывают основной путь потока, которым следует расплав металла, протекающий в кристаллизатор: (а) вид спереди, (b) вид в разрезе вдоль 3-3 (= плоскость Р3), которая перпендикулярна продольной оси z стакана.
На Фиг. 3 показан стакан для литья слябов в соответствии с настоящим изобретением, соединенный с промежуточным ковшом и частично вставленный в кристаллизатор, с различными размерами и плоскостями разреза Pm и Р3.
На Фиг. 4 показаны различные виды вдоль плоскостей Q1=(х, z), Q2=(у, z), и Р3 (|| Q3=(х, у)) стакана для литья слябов в соответствии с настоящим изобретением с различными размерами.
На Фиг. 5 показаны различные виды вдоль плоскостей Q1, Q2 и Р3 стакана для литья тонких слябов в соответствии с настоящим изобретением с различными размерами, с двумя альтернативными геометрическими формами нижнего по потоку участка на разрезе вдоль плоскости Р3.
На Фиг. 6 показаны различные виды вдоль плоскостей Q1, Q2 и двух параллельных плоскостей Pn и Р3 стакана для литья слябов в соответствии с настоящим изобретением с различными размерами.
На Фиг. 7 показаны два вида в разрезе вдоль плоскости Р3, определяющей геометрическую форму контура наружной стенки стакана для литья слябов в соответствии с настоящим изобретением.
На Фиг. 8 показаны виды в разрезе вдоль плоскости Р3 стакана для литья слябов, вставленного в два разных кристаллизатора для литья слябов.
На Фиг. 9 показан стакан для литья слябов в соответствии с настоящим изобретением, снабженный выступами на частях наружной стенки, с различными геометрическими формами выступов, представленными на (b)-(j).
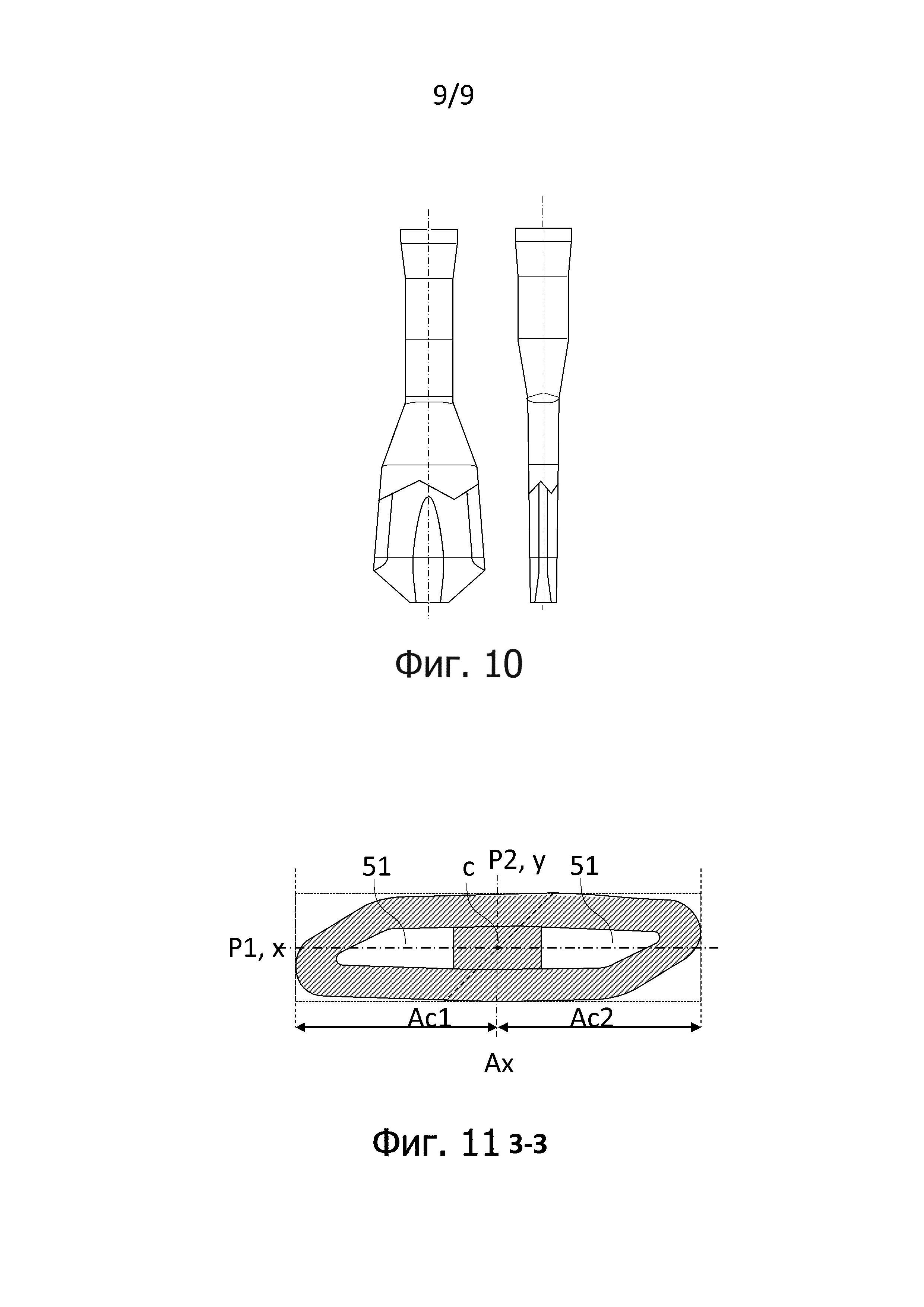
На Фиг. 10 показан стакан для литья слябов в соответствии с настоящим изобретением, снабженный разделителем, который разделяет первое и второе выпускные отверстия.
На Фиг. 11 показан вид в разрезе вдоль плоскости Р3 стакана для литья слябов в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ
[0022] На Фиг. 4 и 5 представлены варианты осуществления стакана для литья слябов в соответствии с настоящим изобретением. Стакан для литья слябов имеет геометрическую форму, определяемую наружной стенкой, проходящей по длине L стакана вдоль продольной оси z от верхнего по потоку конца до нижнего по потоку конца. Верхний по потоку конец стакана для литья слябов содержит впускное отверстие (50u), ориентированное параллельно указанной продольной оси z.
[0023] Наружная стенка содержит нижний по потоку участок, проходящий вдоль продольной оси z, от нижнего по потоку конца и включая его, и содержит одно или более выпускных отверстий прохода (51d). Стакан для литья слябов, как правило, содержит по меньшей мере первый и второй передние отверстия проходов (51), переходящие в соответствующие первое и второе выпускные отверстия прохода. Первый и второй передние проходы могут быть отделены друг от друга разделителем (10), проходящим в центральном канале от нижнего по потоку конца вдоль продольной оси z, как показано на Фиг. 10. Стакан для литья слябов может также содержать передний проход, параллельный и по существу коаксиальный продольной оси z (не показан). В предпочтительном варианте осуществления один или более передних проходов расширяются при переходе в первое и второе выпускные отверстия прохода, как показано на Фиг. 10.
[0024] Нижний по потоку участок определяется шириной W, измеренной вдоль первой поперечной оси х, которая по меньшей мере в 1,5 раза больше максимальной толщины Тх нижнего по потоку участка, измеренной вдоль второй поперечной оси у, причем первая поперечная ось х перпендикулярна продольной оси z, и при этом вторая поперечная ось у перпендикулярна как первой поперечной оси х, так и продольной оси z. Такое отношение сторон W/Tx необходимо для вставки нижнего по потоку участка стакана для литья слябов в полость кристаллизатора для литья слябов, ширина которой, естественно, намного больше ее толщины. Для так называемых стаканов для литья тонких слябов отношение сторон W/Tx составляет по меньшей мере 3, предпочтительно по меньшей мере 4 или 5.
[0025] Стакан для литья слябов дополнительно содержит центральный канал (50), начинающийся на указанном впускном отверстии (50u), проходящий от него вдоль продольной оси z и пересекающий один или более передних проходов (51), каждый из которых переходит в одно или более выпускных отверстий прохода. Когда верхний по потоку конец стакана для литья слябов соединен с донной частью металлургического сосуда (100), такого как промежуточный ковш, центральный канал стакана для литья слябов находится на одной линии и в сообщении по текучей среде с выпускным отверстием (101), обеспеченным на донной части промежуточного ковша, таким образом, что расплав металла может вытекать из промежуточного ковша через выпускное отверстие и через центральный канал и вытекать из стакана для литья слябов через выпускные отверстия прохода.
[0026] Нижний по потоку участок стакана для литья слябов вставляют в полость (110с) кристаллизатора для литья слябов. Полость кристаллизатора для литья слябов имеет ширину Wm, измеренную вдоль первой поперечной оси х, и толщину Tm, измеренную вдоль второй поперечной оси у, которая является постоянной для прямоугольных полостей (см. также Фиг. 8(b)), и при этом Wm по меньшей мере в четыре раза больше Tm (Wm ≥ 4 Tm), и даже по меньшей мере в восемь раза больше Tm (Wm ≥ 4 Tm) для кристаллизаторов для литья тонких слябов. В кристаллизаторе для литья слябов к металлу добавляют смазывающее вещество для предотвращения прилипания и для улавливания любых частиц шлака, которые могут присутствовать в металле, и для переноса их в верхнюю часть расплава с образованием плавающего слоя шлака (105). Защитная труба установлена так, чтобы горячий металл выходил из нее ниже поверхности слоя шлака в кристаллизаторе, и поэтому называется погружным входным стаканом (SEN).
[0027] Как показано на Фиг. 1 и 2, расплав металла, вытекающий из выпускных отверстий стакана для литья слябов, следует по кольцевому пути вдоль ширины Wm полости кристаллизатора на двух противоположных сторонах продольной оси z. Путь потока ограничен в нижней части металлом, текущим с более низкой скоростью, поскольку он застывает в полости кристаллизатора для литья слябов и поэтому разделяется на два расходящихся потока, которые отклоняются в стороны. Полость кристаллизатора для литья слябов такая тонкая, что поток невозможно отклонить по существу в направлении второй поперечной оси у, и он должен протекать вдоль направления первой поперечной оси х по обе стороны от продольной оси z, пока он не достигнет боковых стенок на соответствующих сторонах полости. На этом этапе потоки отклоняют вверх, пока они не будут ограничены плавающим слоем шлака в верхней части расплава. Затем металл отклоняют по направлению внутрь сходящихся потоков, текущих по направлению друг к другу по обе стороны от стакана для литья слябов. После достижения двумя сходящимися потоками стакана для литья слябов каждый из них разделяют на два потока (70а, 70b), протекающих на каждой стороне наружной стенки нижнего по потоку участка стакана для литья слябов таким образом, что потоки выглядят как передняя кромка крыла. Если два потока (70а, 70b) расплавленного металла, протекающих в противоположных сходящихся направлениях, встречаются в узких каналах (111), сформированных между стенкой полости кристаллизатора и наружной стенкой на каждой из сторон стакана для литья слябов, формируются сильные турбулентности. Как описано выше, эти турбулентности по существу ускоряют эрозию стакана для литья слябов и негативно влияют на его срок службы.
[0028] Наружную стенку стакана для литья слябов, рассматриваемую со стороны потока металла, текущего в направлении стакана для литья слябов на уровне выпускных проходов, можно охарактеризовать контуром наружной стенки в виде разреза вдоль поперечной плоскости Р3, причем поперечная плоскость Р3 представляет собой плоскость, перпендикулярную продольной оси z и пересекающую одно или более выпускных отверстий прохода, при этом расстояние L3 до нижнего по потоку конца является самым большим. Таким образом, поперечная плоскость Р3 параллельна плоскости Q3=(х, у).
[0029] В традиционных стаканах для литья слябов, как показано на Фиг. 1(b), нижний по потоку участок по существу симметричен по меньшей мере относительно плоскости Q1=(х, z) и относительно плоскости Q2=(у, z). Таким образом, соответствующий вид в разрезе контура наружной стенки вдоль плоскости Р3 симметричен по меньшей мере относительно первой поперечной оси х и относительно второй поперечной оси у. Таким образом, поток расплава металла, встречающийся с симметричной передней кромкой, сформированной одним боковым профилем такого стакана для литья слябов, разделяется на два потока (70а, 70b) с по существу идентичными скоростями течения, текущих в по существу идентичных каналах, сформированных на каждой из сторон стакана для литья слябов со стенкой полости кристаллизатора. Разумеется, то же самое происходит с расплавленным металлом, протекающим в направлении второго, противоположного бокового профиля стакана для литья слябов. В каждом канале (111), сформированном на каждой из сторон стакана для литья слябов со стенкой полости кристаллизатора, два потока, протекающих в противоположных направлениях, встречаются примерно в средней части стакана для литья слябов, т.е. приблизительно в положении плоскости Q2=(у, z). В очень ограниченном пространстве образуются сильные турбулентности, вызывающие эрозию наружной стенки стакана для литья слябов.
[0030] Сущность настоящего изобретения заключается в предотвращении столкновения двух потоков (70а, 70b) расплавленного металла в узких каналах (111), сформированных на каждой из сторон стакана для литья слябов со стенкой полости кристаллизатора. Принцип заключается в создании обходного пути вокруг стакана для литья слябов таким образом, чтобы, подобно автомобилям на дороге, каждый противоположный поток (70а, 70b) протекал по своему собственному каналу (111) только на одной стороне стакана для литья слябов. Как показано на Фиг. 2(b), поток (70а), текущий справа налево, вынужден протекать слева от стакана для литья слябов по нижнему каналу (111), показанному на фигуре. Аналогичным образом поток (70b), текущий слева направо, вынужден протекать слева от стакана для литья слябов по верхнему каналу (111), показанному на фигуре. Таким образом, два потока (70а, 70b) встречаются и сталкиваются не в каналах (111), а ниже по потоку после каналов, на удалении от наружной стенки стакана для литья слябов, где имеется больше пространства для расширения и рассеивания энергии, благодаря чему оборудованию наносится меньший ущерб. Такого эффекта «обхода» достигают за счет выбора геометрической формы нижнего по потоку участка стакана для литья слябов следующим образом.
[0031] Как показано на Фиг. 4(h), 5(c) и (d) и 11 (вид в разрезе стакана для литья слябов вдоль поперечной плоскости Р3), контур наружной стенки стакана для литья слябов содержит:
• центральный участок (Ах), причем контур наружной стенки симметричен относительно центральной точки с, определяемой как точка пересечения продольной оси z с поперечной плоскостью Р3, и при этом указанный центральный участок окружен
• первым и вторым боковыми участками (Ac1, Ас2), расположенными по обеим сторонам центрального участка (Ах) вдоль первой поперечной оси х, и при этом наружная стенка симметрична исключительно относительно центральной точки с.
[0032] Важно, чтобы контур наружной стенки содержал боковые участки (Ac1, Ас2), не имеющие осевой симметрии относительно первой поперечной оси х, для создания благоприятных условий для течения потока расплавленного металла вдоль одной стороны наружной стенки стакана для литья слябов и предотвращения течения потока по противоположной стороне относительно оси х. В одном варианте осуществления, показанном на Фиг. 11, контур наружной стенки на центральном участке (Ах), как и на первом и втором боковых участках, симметричен исключительно относительно центральной точки с. В этом случае центральный участок (Ах) геометрически сводится ко второй поперечной оси у и практически исчезает. Однако, как показано на Фиг. 3(h) и 4(c) и (d), контур наружной стенки на центральном участке (Ах) был предпочтительно симметричен относительно первой и/или второй поперечных осей х, у, предпочтительно относительно обеих осей х и у. Например, центральный участок (Ах) контура наружной стенки может занимать по меньшей мере 33%, предпочтительно по меньшей мере на 50% ширины W нижнего по потоку участка стакана для литья слябов. Центральный участок (Ах) предпочтительно занимает не более 85%, более предпочтительно не более 67% длин первой и второй граней воображаемого прямоугольника (33% W ≤ Ах ≤ 85% W).
[0033] Для поддержания по существу постоянной толщины наружной стенки на виде в разрезе стакана для литья тонких слябов вдоль поперечной плоскости Р3 первый и второй передние проходы предпочтительно определяются контурами первого и второго передних проходов, причем каждый из них содержит боковой участок, удаленный от разделителя, который симметричен исключительно относительно центральной точки с, и предпочтительно по существу параллелен соответствующим первому и второму боковым участкам (Ac1, Ас2) контура наружной стенки. Иными словами, одну и ту же асимметрию предпочтительно применяют к геометрической форме передних проходов и к наружной стенке так, чтобы стенка стакана имела по существу постоянную толщину. Таким образом, отсутствует риск получения слабой зоны со слишком тонкой стенкой или неоправданного расхода огнеупорного материала из-за излишнего локального увеличения толщины наружной стенки.
[0034] В предпочтительном варианте осуществления, показанном на Фиг. 6, на видах в разрезе стакана для литья слябов вдоль любой поперечной плоскости Pn наружная стенка стакана для литья слябов определяется контуром наружной стенки, который содержит центральный участок и первый и второй боковые участки, как определено выше в отношении поперечной плоскости Р3. Поперечная плоскость Pn представляет собой плоскость, перпендикулярную продольной оси z и пересекающую продольную ось z на расстоянии Ln до нижнего по потоку конца, которое составляет не более 60% длины L стакана, предпочтительно не более 50% L, более предпочтительно не более 40% L. Расстояние Ln предпочтительно составляет по меньшей мере 1% L, более предпочтительно по меньшей мере 2% L, наиболее предпочтительно по меньшей мере 5% L. Поперечная плоскость Р3 представляет собой одну конкретную плоскость Pn.
[0035] На виде в разрезе вдоль поперечной плоскости Р3 и предпочтительно вдоль любой поперечной плоскости Pn контур наружной стенки нижнего по потоку участка вписан в воображаемый прямоугольник, первая и вторая грани которого параллельны первой поперечной оси х, а третья и четвертая грани параллельны второй поперечной оси y.
[0036] В соответствии с настоящим изобретением, показанном на Фиг. 7(а), эффект «обхода» получают за счет обеспечения малого расстояния dt от контура наружной стенки до первого и второго диагонально противоположных углов из четырех углов воображаемого прямоугольника по меньшей мере в 1,5 раза, предпочтительно по меньшей мере в два раза (т.е. 2 dt ≤ df), более предпочтительно по меньшей мере в три раза (т.е. 3 dt ≤ df) меньше расширенного расстояния df от контура наружной стенки до двух других диагонально противоположных углов воображаемого прямоугольника, причем расстояние от контура наружной стенки до угла определяется как расстояние между указанным углом и точкой контура, ближайшей к указанному углу. Например, расстояния dt и df могут составлять 14 мм и 42 мм соответственно, давая отношение df/dt = 3, или в альтернативном варианте осуществления расстояния dt и df могут составлять 15 и 38 соответственно, давая отношение df/dt = 2,5. При такой геометрической форме канал (или «пролив», если использовать морские термины), сформированный между наружной стенкой стакана для литья слябов и стенкой полости кристаллизатора, шире на стороне расширенного расстояния df, определяющей «сторону течения» стакана для литья слябов с формированием широкой стороны воронки, где расплавленный металл может течь легче, чем на стороне малого расстояния dt, определяющей «заблокированную сторону» стакана для литья слябов с формированием узкой стороны воронки, где течение затруднено.
[0037] Альтернативно или одновременно, как показано на Фиг. 7(b), каждая из первой и второй малых областей At, заключенных между контуром наружной стенки и гранями воображаемого прямоугольника, соединяющимися в первом и втором диагонально противоположных углах соответственно, имеет площадь, составляющую не более 80% (т.е. 5 At ≤ 4 Af), предпочтительно не более 67% (т.е. 3 At ≤ 2 Af), более предпочтительно не более 50% (т.е. 2 At ≤ Af) площади первой и второй расширенных областей Af, заключенных между контуром наружной стенки и гранями воображаемого прямоугольника, соединяющимися в двух других диагонально противоположных углах. Опять же, для течения потока расплавленного металла создают благоприятные условия на той стороне стакана для литья слябов, где область Af определяет широкую сторону воронки по сравнению со стороной области At, определяющей узкую сторону воронки, где течение потока затруднено.
[0038] Как описано выше, эффект обхода получают путем принудительного отклонения потока расплавленного металла, протекающего в направлении бокового профиля стакана для литья слябов, предпочтительно в сторону течения стакана для литья слябов, а не в противоположную заблокированную сторону стакана для литья слябов. Это обеспечивают за счет облегчения потока через сторону течения стакана для литья слябов путем формирования широкого входа в воронку на стороне течения и формирования узкой стороны воронки на заблокированной стороне. Применяя данную геометрическую форму с центральной симметрией на обоих боковых профилях стаканов для литья слябов, обращенных к противоположным потокам расплава металла, каждый поток отклоняют в направлении его собственной «улицы одностороннего движения» на одной стороне стакана для литья слябов (см. также Фиг. 2(b)). В отличие от автомобилей течение расплавленного металла по неверному пути невозможно принудительно предотвратить с помощью дорожного знака. Как показано на Фиг. 9, можно дополнительно затруднять течение потока расплавленного металла по неверному пути на заблокированной стороне стакана для литья слябов посредством обеспечения ряда выступов, выступающих из наружной стенки нижнего по потоку участка сляба. Указанные выступы предпочтительно распределяют по площади наружной стенки, заключенной между двумя диагонально противоположными четвертями воображаемого прямоугольника (т.е. с пересечением только в центральной точке с), содержащей заблокированные стороны контура наружной стенки стакана для литья слябов, которые можно охарактеризовать малым расстоянием dt или малой областью At.
[0039] Как показано на Фиг. 9(b)-(j), выступы (5) могут иметь различные геометрические формы, включая круги и эллипсы (см. также Фиг. 9(b)), прямые или кривые линии, которые могут быть непрерывными или прерывистыми (см. также Фиг. 9(h) и (g)), шевроны (см. также Фиг. 9(d) и (е)), дуги окружностей (см. также Фиг. 9(d) и (f)), многоугольники (не показаны) и т.п. Выступы предпочтительно выступают из поверхности наружной стенки нижнего по потоку участка по меньшей мере на 3 мм, предпочтительно по меньшей мере на 4 мм и предпочтительно не более чем на 20 мм, более предпочтительно не более чем на 15 мм. Выступы могут представлять собой непрерывные линии, как показано на Фиг. 9(g)-(j), или отдельные выступы, как показано на Фиг. 9(a)-(f). Отдельные выступы предпочтительно распределяют в шахматном порядке на первом и втором заблокированных участках наружной стенки нижнего по потоку участка. Выступы, показанные на Фиг. 9(e) и (f), содержащие вогнутую сторону, обращенную к потоку, течение которого необходимо затруднить, особенно эффективны для достижения эффекта обхода, требуемого в рамках настоящего изобретения.
[0040] Стакан для литья слябов настоящего изобретения используют в металлургической установке для отливки металлических слябов, как показано на Фиг. 2. Указанная металлургическая установка содержит:
• металлургический сосуд (100), содержащий донную часть, снабженную выпускным отверстием (101),
• кристаллизатор (110) для литья слябов, содержащий полость (110с), определяемую стенками полости и отверстием на верхнем по потоку конце полости, и
• стакан для литья слябов в соответствии с описанием выше, в котором верхний по потоку конец стакана для литья слябов соединен с донной частью металлургического сосуда таким образом, что выпускное отверстие (101) находится в сообщении по текучей среде с впускным отверстием (50u) стакана для литья слябов, и при этом нижний по потоку участок стакана для литья слябов вставлен в полость кристаллизатора для литья слябов на вставляемую длину Li, измеренную вдоль продольной оси z от верхнего по потоку конца полости кристаллизатора до нижнего по потоку конца стакана для литья слябов, и выровнен по продольной оси z и первой и второй поперечным осям х, y.
[0041] Полость кристаллизатора для литья слябов определяется стенками полости, проходящими вдоль продольной оси z. На виде в разрезе металлургической установки вдоль поперечной плоскости Р3 стенка полости определяется контуром стенки полости, как показано на Фиг. 8. Контур стенки полости содержит:
• первый и второй боковые участки полости, имеющие боковую толщину Tmc полости, которая по существу постоянна, причем указанные первый и второй боковые участки полости выровнены по первой поперечной оси х и расположены по бокам с обеих сторон,
• центральный участок полости, имеющий центральную ширину Wmx полости, толщину, равную Tmc на каждой из сторон, где он соединяется с первым и вторым боковыми участками, и плавно изменяющийся до достижения максимального значения Tmx толщины полости в точках пересечения контура стенки полости со второй поперечной осью у, и при этом Tmx может быть равна или больше Tmc (Tmx ≥ Tmc).
[0042] В одном варианте осуществления Tmx = Tmc, определяя прямоугольный контур стенки полости, как показано на Фиг. 8(b). Иными словами, данный вариант осуществления можно также определять как имеющий центральный участок шириной Wmx = 0.
[0043] В случаях, когда сляб для отливки имеет толщину по существу меньше толщины Т стакана для литья слябов, полость кристаллизатора может включать в себя участок в форме воронки, позволяющий вставить нижний по потоку участок стакана для литья слябов. Данный вариант осуществления показан на Фиг. 8(a), причем толщина стенки полости кристаллизатора на центральном участке постепенно увеличивается по сравнению с боковыми участками до достижения максимального значения Ттх>Ттс толщины полости. Этот воронкообразный центральный участок стенки полости заканчивается в направлении z под нижним по потоку концом стакана для литья слябов, и в этой точке полость кристаллизатора имеет прямоугольное поперечное сечение. Поперечные сечения воронкообразного центрального участка, перпендикулярные продольной оси z, предпочтительно имеют контур стенки полости, который симметричен относительно первой и второй поперечных осей х, у. Ширина Wmx центрального участка стенки полости, измеренная вдоль направления х, должна быть больше ширины W стакана для литья слябов. Аналогичным образом, максимальное значение Tmx толщины полости, измеренное вдоль направления у, должно быть больше максимальной толщины Тх стакана для литья слябов. В предпочтительном варианте осуществления отношение Tmx/Тх толщины кристаллизатора к толщине стакана для литья слябов находится в диапазоне от 1,2 до 2,7, предпочтительно от 1,5 до 2,1.
[0044] Как показано на Фиг. 2(b) и 8, между наружной стенкой стакана для литья слябов и стенкой полости сформированы каналы или зазоры по обе стороны первой поперечной оси х. Потоки расплавленного металла текут по существу параллельно первой поперечной оси х в противоположных сходящихся направлениях в направлении второй поперечной оси у. Эффект обхода, показанный на Фиг. 2(b), при котором каждый поток предпочтительно течет по своему собственному каналу с одной стороны от первой продольной оси х, получают путем регулирования соответствующих значений ширины Gt и Gf входов в каналы на заблокированной стороне и на стороне течения стакана для литья слябов соответственно. Соответственно, как показано на Фиг. 8, на виде в разрезе металлургической установки вдоль поперечной плоскости Р3 каналы или зазоры могут быть определены в соответствии с приведенными ниже разъяснениями.
[0045] На первой стороне второй поперечной оси у имеется первый малый зазор между контуром стенки полости и первыми боковыми участками (Ac1) контура наружной стенки, имеющий ширину Gt1, измеренную на первой стороне первой поперечной оси х вдоль сегмента т, параллельного второй поперечной оси у и проходящего мимо точки пересечения первых боковых участков (Ac1) контура наружной стенки и первой поперечной оси х. Ширина Gt1 первого малого зазора составляет не более половины, предпочтительно не более трети ширины Gf1 первого расширенного зазора, первого расширенного зазора между контуром стенки полости и первыми боковыми участками (Ac1) контура наружной стенки, измеренной на второй стороне первой поперечной оси х вдоль сегмента m (2 Gt1 ≤ Gf1).
[0046] На второй, противоположной стороне второй поперечной оси у имеется второй малый зазор между контуром стенки полости и вторыми боковыми участками (Ас2) контура наружной стенки, который диагонально противоположен первому малому зазору. Второй малый зазор имеет ширину Gt2 второго малого зазора, измеренную на второй стороне первой поперечной оси х вдоль сегмента n, параллельного второй поперечной оси у и проходящего мимо точки пересечения вторых боковых участков (Ас2) контура наружной стенки с первой поперечной осью х. Ширина Gt2 второго малого зазора составляет не более половины, предпочтительно не более трети ширины Gf2 второго расширенного зазора, второго расширенного зазора между контуром стенки полости и вторыми боковыми участками (Ас2) контура наружной стенки, измеренной на первой стороне первой поперечной оси х вдоль сегмента n (2 Gt2 ≤ Gf2),
[0047] Если не учитывать какие-либо перемещения стакана для литья слябов относительно полости кристаллизатора в ходе операций непрерывного литья, поскольку полость кристаллизатора симметрична по меньшей мере относительно центральной точки с, ширина Gtl первого малого зазора по существу равна ширине Gt2 второго малого зазора (Gt1 = Gt2), и Gtl и Gt2 предпочтительно находятся в диапазоне от 10 до 70% максимальной толщины Тх контура наружной стенки стакана для литья слябов, измеренной вдоль второй поперечной оси у (0,1 Тх ≤ Gti ≤ 0,7 Тх, при i=l или 2). Аналогичным образом, ширина Gf1 первого расширенного зазора по существу равна ширине Gf2 второго расширенного зазора (Gf1 = Gf2).
[0048] Например, полость кристаллизатора может иметь максимальную толщину Tmx = 74-162 мм в зависимости от того, содержит ли полость кристаллизатора воронкообразный центральный участок полости (т.е. равна ли величина Wmx 0 или больше 0). Для такой полости кристаллизатора можно использовать стакан для литья тонких слябов с максимальной толщиной Тх = 60 мм, и ширина Gt1, Gt2 малых зазоров может находиться в диапазоне от 6 до 42 мм, обычно около 25 мм. В случае полости кристаллизатора с максимальной толщиной Tmx = 156-251 мм можно использовать стакан для литья слябов с максимальной толщиной Тх = 130 мм. Ширина Gt1, Gt2 малых зазоров может находиться в диапазоне 13-91 мм, обычно около 40 мм.
[0049] Геометрические формы металлургической установки, определенные выше в отношении разреза вдоль поперечной плоскости Р3, предпочтительно также относятся к любому разрезу вдоль любой поперечной плоскости Pm, определяемой как плоскость, перпендикулярная продольной оси z и пересекающая нижний по потоку участок стакана для литья слябов по меньшей мере на 40%, предпочтительно по меньшей мере на 50%, более предпочтительно по меньшей мере на 75% вставляемой длины Li. Поперечные плоскости Pm предпочтительно пересекают нижний по потоку участок стакана для литья слябов над нижним по потоку концом стакана для литья слябов, предпочтительно на расстоянии над нижним по потоку концом, равном по меньшей мере 1%, более предпочтительно по меньшей мере 5% вставляемой длины Li. Например, следующие величины, определяемые по отношению к разрезу вдоль плоскости Р3 также применяют и для разрезов вдоль плоскости Pm:
• ширина Gt1, Gt2 первого и второго малых зазоров,
• ширина Gf1 Gf2 первого и второго расширенных зазоров,
• центральная ширина Wmx полости и толщина Tmc, Tmx полости,
• ширина W стакана, толщина Т, Тх стакана.
[0050] Путем предпочтительного отклонения вокруг стакана для литья слябов двух противоположных сходящихся потоков расплавленного металла, текущих к двум сторонам стакана для литья слябов, достигаемого определенной геометрической формой стакана для литья слябов настоящего изобретения, зону воздействия или столкновения между этими двумя противоположными потоками, находящуюся обычно в узких каналах между кристаллизатором и стаканом для литья слябов, сдвигают в сторону от стакана для литья слябов, и возникающие при этом турбулентности оказывают по существу меньшее воздействие на эрозию наружной стенки стакана для литья слябов. Таким образом, можно существенно продлевать срок службы стакана для литья слябов. Стакан для литья слябов в соответствии с настоящим изобретением можно использовать в любой существующей металлургической установке и получать описанные выше преимущества без каких-либо изменений в остальной части установки. Эффект обхода позволяет обеспечивать существенное снижение скорости эрозии наружной стенки стакана для литья слябов.


Реферат
Изобретение относится к стакану для литья слябов для применения в установке непрерывного литья слябов, отличающемуся специфической геометрической формой наружной стенки его нижнего по потоку участка, который вставляют в полость кристаллизатора для литья слябов. Специфическая геометрическая форма обеспечивает эффект «обхода», за счет которого каждый из сходящихся противоположных потоков расплавленного металла, текущих к двум противоположным сторонам стакана для литья слябов, предпочтительно отклоняют в направлении одной стороны стакана для литья слябов, где они могут свободно протекать по узким каналам, сформированным между стаканом для литья слябов и стенкой полости кристаллизатора для литья слябов, не сталкиваясь друг с другом. Таким образом, обеспечивается продление срока службы стакана для литья слябов за счет существенного уменьшения скорости эрозии его наружной стенки. 2 н. и 18 з.п. ф-лы, 11 ил.
Комментарии