Способ формирования герметичных огнеупорных стыков в емкости для металла, и емкость, имеющая такие стыки - RU2542038C2
Код документа: RU2542038C2
Чертежи








Описание
Область техники, к которой относится изобретение
Изобретение относится к конструкциям для содержания расплавленного металла, используемым для передачи, обработки или хранения расплавленных металлов, и, в частности, к конструкциям, в состав которых входят огнеупорные или керамические емкости (сосуды) для размещения металла, выполненные из двух или более частей или секций. Точнее, изобретение относится к способам создания герметичных стыков между такими частями или секциями для предотвращения утечек расплавленного металла из сосудов в местах указанных стыков.
Уровень техники
Сосуды для содержания металла, такие как лотки, каналы и т.п., часто используются при литейных операциях, операциях обработки и аналогичных операциях для передачи расплавленного металла из одного места, например металлоплавильной печи, в другое место, например к литейной форме или литейному столу. При других операциях такие сосуды используются для обработки металла, такой как фильтрация металла, дегазация металла или транспортирование металла. Сосуды такого типа часто строят из двух или более секций заданной формы, выполненных из огнеупорных и/или керамических материалов, которые обладают стойкостью к высоким температурам и к воздействию расплавленных металлов, которые предполагается содержать в указанных сосудах. Секции сосудов приводят в плотный взаимный контакт, и при этом они могут быть расположены внутри наружного металлического кожуха или аналогичной оболочки, которая обеспечивает опору, совмещение и защиту секций от повреждения. Иногда такие сосуды оснащают источниками тепла, чтобы предотвратить чрезмерное охлаждение расплавленных металлов или их кристаллизацию, пока они находятся в указанных сосудах. Источником тепла могут служить расположенные над сосудами или под сосудами электрические нагревательные элементы, или оболочки, по которым вдоль внутренних или наружных поверхностей указанных сосудов передается горячая текучая среда (например, топочный газ).
Естественно, важно обеспечить, чтобы расплавленный металл не вытекал из сосудов на стыках двух примыкающих друг к другу секций независимо от того, нагреты сосуды или нет. Однако особенно важно исключить утечки металла, когда предусмотрены источники нагревания сосудов, поскольку расплавленный металл может привести к серьезному повреждению электрических нагревательных элементов или других средств нагрева. Поэтому обычно предусматривают уплотнение стыка соседних секций сосуда, например, прокладывая между соседними секциями слой огнеупорной бумаги, чтобы парировать теплое расширение или сокращение секций. В зазор между прилегающими поверхностями соседних секций может быть также запущен огнеупорный герметик. Известен способ, при котором на примыкающих поверхностях секций предусматривают охватывающую указанные поверхности канавку, в которую вкладывают огнеупорный жгут, покрытый пластичным огнеупорным герметиком, который должен заполнить стык, чтобы между секциями сосуда получилась гладкая связывающая поверхность. Однако все такие соединения в ходе эксплуатации со временем теряют свои свойства из-за циклического изменения температуры, особенно в случае подогреваемых сосудов, и в конце концов между секциями сосуда образуются ходы, допускающие прямую утечку металла.
Поэтому существует потребность в других способах обеспечения герметичности стыков сосудов для содержания и передачи металла.
Раскрытие изобретения
В соответствии с одним аспектом изобретения предлагается способ формирования армированного огнеупорного стыка между огнеупорными секциями сосуда, используемого для содержания или передачи расплавленного металла. Способ содержит этапы, на которых вводят металлический сетчатый проволочный каркас (предпочтительно из металла, обладающего стойкостью к агрессивному воздействию расплавленного металла, который содержится в сосуде) в промежуток между поверхностями, контактирующими с расплавленным металлом и принадлежащими соседним огнеупорным секциям сосуда для содержания металла, так чтобы сетчатый каркас расположился под поверхностями, контактирующими с расплавленным металлом, и покрывают сетчатый каркас слоем пластичного огнеупорного материала (предпочтительно в виде вязкой пасты) для герметизации промежутка между указанными поверхностями, контактирующими с расплавленным металлом.
Сетчатый каркас образует гибкую и сжимаемую опору для пластичного огнеупорного материала. Более того, если в огнеупорном материале возникают трещины или изломы, сетчатый каркас удерживает фрагменты материала на месте и сохраняет герметичность стыка. Сетчатый каркас должен иметь просветы ячеек предпочтительно такого размера (например, 1-5 мм, а лучше 2-3 мм), который будет создавать сопротивление проникновению расплавленного металла за счет поверхностного натяжения (мениска металла или угла смачивания), а также такую толщину или число слоев, которые для расплавленного металла, который все же пройдет сквозь поверхность сетчатого каркаса, образуют сложный и искривленный путь и делают маловероятным полное проникновение расплавленного металла сквозь сетчатый каркас. Также предпочтительно использовать для сетчатого каркаса такой металл, который плохо смачивается расплавленным металлом, т.е. подвергается неполному смачиванию. Хотя желательно использовать металлы, которые вообще не смачиваются, но они могут не обладать другими требуемыми характеристиками, например, стойкостью к агрессивному воздействию расплавленного металла.
Предпочтительно, чтобы на поверхности, соприкасающейся с металлом, или вблизи этой поверхности, по меньшей мере у одной из секций сосуда была сформирована расширенная канавка, чтобы сформировать часть промежутка между соседними секциями. Такая канавка обеспечивает однозначность положения сетчатого каркаса, причем без такой канавки зазор между секциями пришлось бы делать чересчур большим, чтобы дать место для сетчатого каркаса. Канавка может быть выполнена так, чтобы расстояние между ее боковыми сторонами было меньше диаметра или ширины сетчатого каркаса, независимо от того, как используется сетчатый каркас - с пропиткой огнеупорной пастой или без пропитки. Предпочтительно, чтобы ширина канавки была на 0-15% меньше номинальной ширины (в несжатом состоянии) сетчатого каркаса перед его закладкой в канавку, хотя в предпочтительном случае канавка может быть шире сеточного каркаса на величину до 15% или может быть уже сеточного каркаса на величину до 50% (или же, выражаясь иначе, сетчатый каркас в несжатом состоянии предпочтительно должен быть на 0-15% шире канавки и т.д.). Обычно канавку создают в секции желоба в процессе его литья, или же канавка может быть получена посредством шлифования или резания торцевой области уже готовой секции желоба, например, во время сборки или ремонта сосуда. Канавка может быть выполнена прямоугольного сечения (включая квадратное), частично кругового сечения или может иметь сечение любого другого профиля. Канавка может быть выполнена на поверхности, контактирующей с металлом, или под поверхностью с заглублением в область зазора. В последнем случае, сетчатый каркас будет фактически полностью охвачен канавкой со всех сторон, исключая зазор, причем пластичную огнеупорную пасту используют для герметизации зазора над сетчатым каркасом, при этом паста может фактически контактировать с сетчатым каркасом, а может и не доходить до последнего. Кроме того, канавку можно расположить целиком в пределах одной из секций сосуда, или, в ином варианте, части канавки можно сформировать на обеих соседних секциях пары, при этом при сборке сосуда производится выставка секций в линию, чтобы получить указанную канавку.
Согласно одному варианту осуществления изобретения, определенное количество пластичного огнеупорного материала втирают в сетчатый каркас перед вводом сетчатого каркаса в промежуток между соседними огнеупорными секциями.
Согласно другому варианту осуществления изобретения, предлагается сосуд для содержания расплавленного металла, образованный двумя или более расположенными торцом к торцу огнеупорными секциями, и содержащий между соседними торцами секций герметичный стык. Герметичный стык содержит металлический сетчатый проволочный каркас, введенный в промежуток между соседними секциями сосуда, и слой пластичного огнеупорного материала, покрывающего сетчатый каркас в указанном промежутке, и герметизирующего промежуток, препятствуя проникновению расплавленного металла между огнеупорными секциями. Сетчатый каркас сам по себе может содержать определенное количество огнеупорной пасты.
Согласно еще одному аспекту изобретения, предлагается секция сосуда для содержания расплавленного металла, включающая тело из огнеупорного материала, имеющее сформированную на нем поверхность для контакта с металлом и поперечную канавку на одном торце тела, причем канавка содержит металлический сетчатый жгут, заранее вложенный в последнюю так, что в канавке остается место для покрывающего слоя пластичного огнеупорного материала.
Согласно предпочтительному варианту, форму и размер сосуда выбирают из расчета применения сосуда в качестве: удлиненного, контактирующего с металлом и содержащего канал желоба, контейнера для фильтра расплавленного металла, контейнера для устройства дегазации расплавленного металла, тигля или подобной емкости.
Сосуд главным образом предназначен для размещения расплавленного алюминия или алюминиевых сплавов, но он может быть применен для размещения других расплавленных металлов, в частности, тех, у которых температура плавления близка к температуре расплавленного алюминия, например, магния, свинца, олова и цинка (температуры плавления которых ниже температуры плавления алюминия), а также меди и золота (у которых температуры плавления выше). Для использования с конкретным расплавленным металлом, который предположительно будет содержаться или передаваться в сосуде, предпочтительно, чтобы металл, выбираемый для изготовления сетки, был пассивен в отношении данного расплавленного металла, или по меньшей мере существенно пассивен, чтобы ограниченный контакт с расплавленным металлом не приводил к чрезмерной эрозии или растворению сетки, и чтобы расплавленный металл не впитывался сеткой. Титан является хорошим вариантом для использования с расплавленным алюминием, но его недостаток - высокая цена. Менее затратные варианты (помимо других возможных) включают: Ni-Cr сплавы (например, Inconel®) и нержавеющую сталь.
Когда сосуд представляет собой желоб, то желоб может содержать открытый канал для передачи металла, который от верхней поверхности вдается в тело желоба или секции желоба. С другой стороны канал может быть полностью заключен в тело желоба, например, в виде трубчатого отверстия, проходящего через тело желоба от одного торца к другому.
Хотя, согласно примерам осуществления изобретения, герметичный стык может быть сформирован лишь между поверхностями, соседних секций сосуда, которые контактируют с металлом, такой стык может быть сформирован между всеми частями соседних секций желоба.
Согласно примерам осуществления изобретения, герметичный стык может быть сформирован между секциями сосуда, например секциями желоба, либо подогреваемыми, либо неподогреваемыми. Если таким образом стыкуются подогреваемые секции желоба, то они могут образовывать часть конструкции подогреваемого желоба, раскрытой в патенте США 6973955, выданном 13 декабря 1995 г., или в находящейся на рассмотрении заявке на патент США 12/002989, опубликованной 10 июля 2008 г. под номером 2008/0163999 (содержание патента и указанной заявки специально включены в настоящее изобретение посредством данной ссылки). В патенте США 6973955 предусмотрен электрический нагрев снизу и с боковых сторон, а в заявке 12/002989 предусмотрен нагрев при помощи циркулирующих топочных газов. В каких-то еще вариантах осуществления средства нагрева могут быть расположены над огнеупорным сосудом или внутри самого огнеупорного сосуда.
Термин «огнеупорный материал», так как он использован в настоящем описании в отношении сосудов для содержания металла, включает все материалы, обладающие сравнительной стойкостью к расплавленным металлам, и способные сохранять свою прочность при высоких температурах, предусмотренных для таких сосудов. В число таких материалов (помимо других возможных) входят керамические материалы (неорганические неметаллические твердые и термостойкие стекла) и неметаллы. Неполный перечень подходящих материалов включает следующие: оксиды алюминия (глинозем), кремний (двуокись кремния, в частности плавленый кварц), магний (оксид магния), кальций (известь), цирконий (двуокись циркония), бор (оксид бора), карбиды металлов, бориды, нитриды, силициды, такие как карбид кремния, карбид кремния с нитридкремниевой связью (SiC/Si3N4), карбид бора, нитрид бора, алюминосиликаты, например алюмосиликат кальция, композитные материалы (например, композиты оксидов и неоксидных материалов), стекла, включая стекла, предназначенные для станочной обработки, минеральная вата из волокон или смешанные материалы, углерод или графит и т.п.
Краткое описание чертежей
Фиг.1 в перспективной проекции изображает секцию огнеупорного желоба, содержащую на одном торце канавку, пригодную для формирования герметичного стыка.
Фиг.2 изображает боковую проекцию секции желоба фиг.1, показывающую торец желоба с выполненной на нем канавкой.
Фиг.3 представляет вид сверху соединенных впритык торцов двух секций желоба такого типа, какой изображен на фиг.1 и 2, с герметичным стыком, образованным между секциями.
Фиг.4 изображает поперечное сечение герметичного стыка фиг.3 по линии IV-IV, показывающее внутреннее устройство стыка.
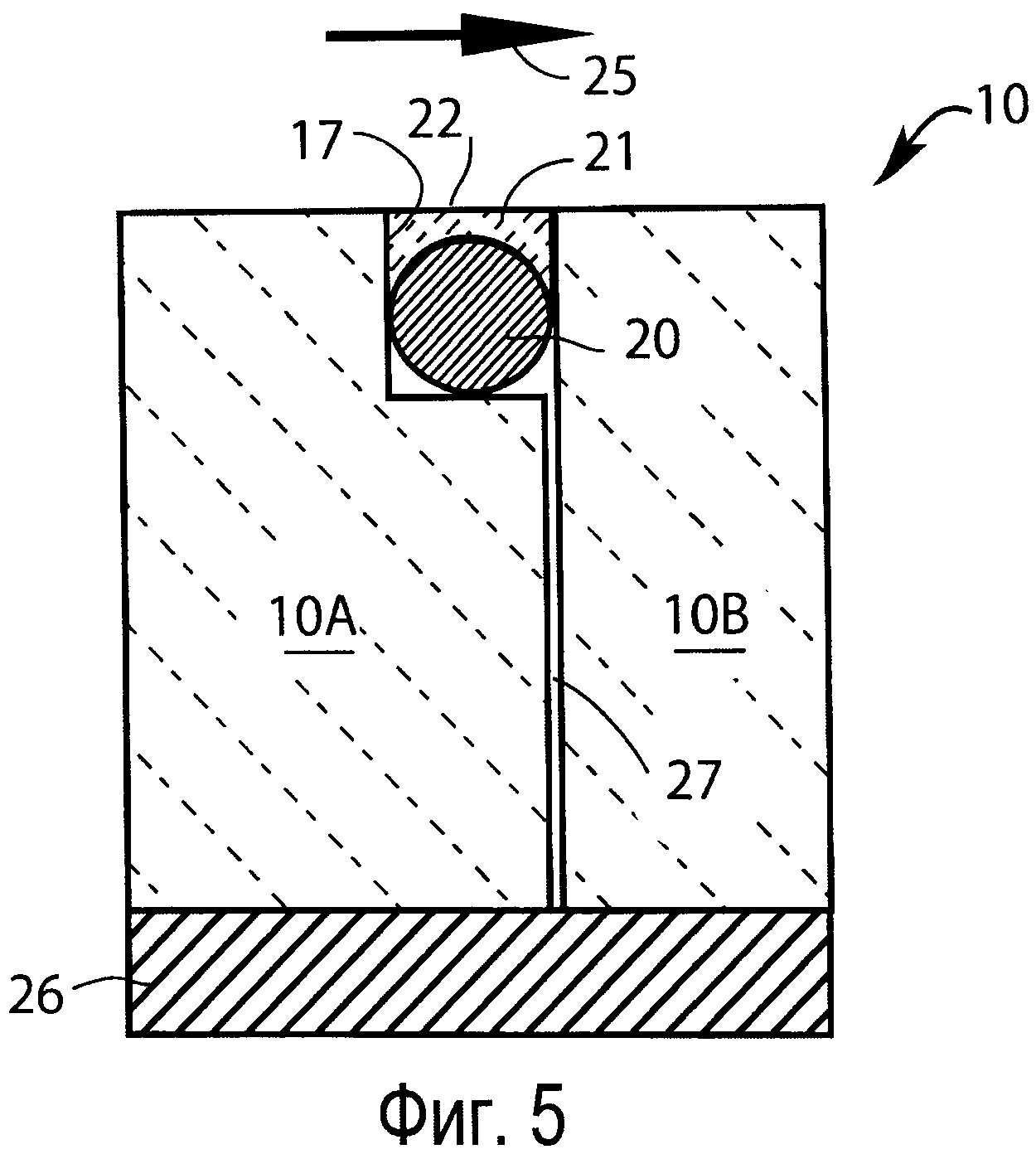
Фиг.5 изображает продольное сечение герметичного стыка одного типа, сформированного между соседними секциями желоба.
Фиг.6 изображает продольное сечение, аналогичное фиг.5, но показывающее стык другого типа, сформированный между соседними секциями желоба.
Фиг.7 изображает продольное сечение аналогичное фиг.5, но показывающее стык еще одного типа, сформированный между соседними секциями желоба.
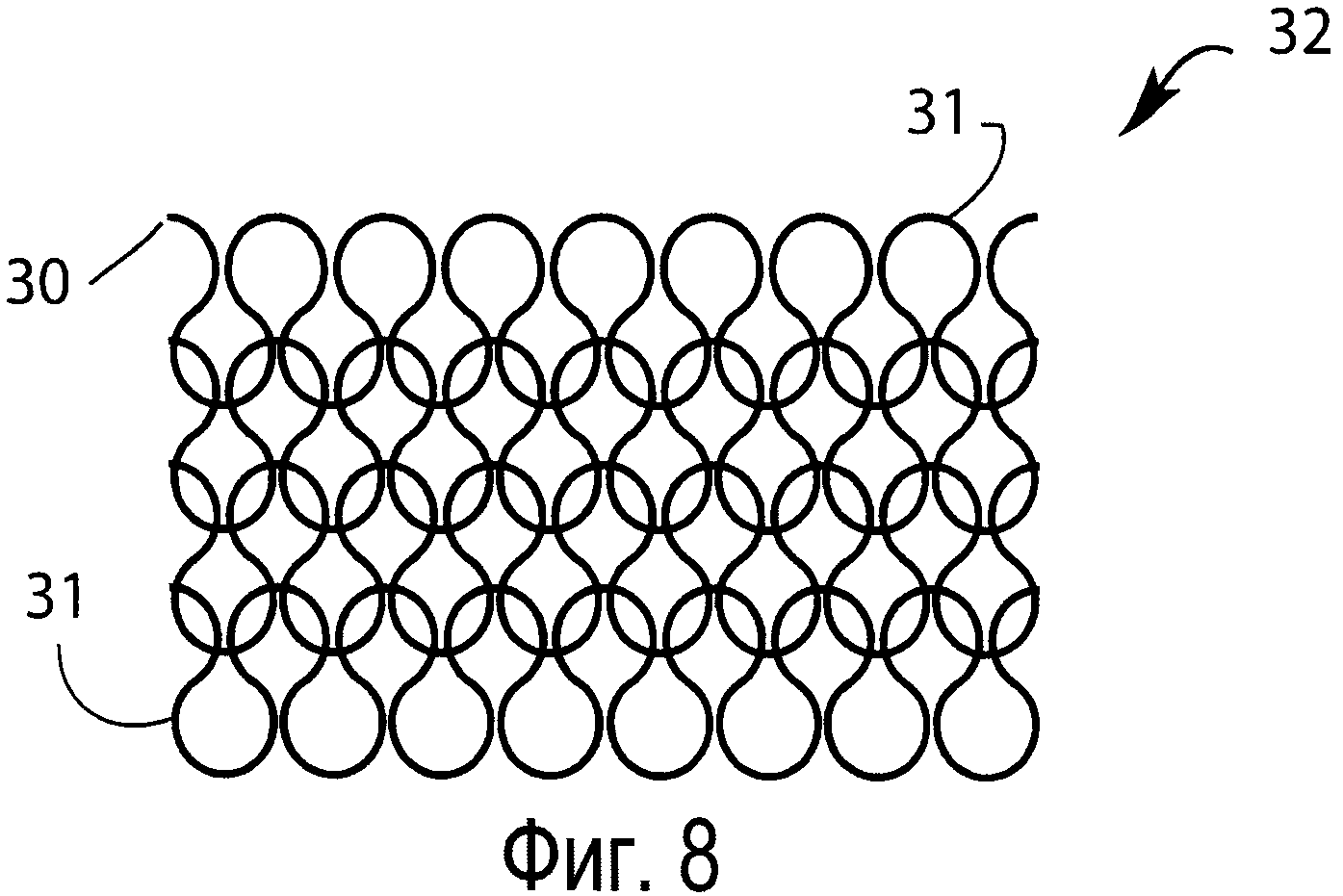
Фиг.8 в увеличенном виде изображает слой плетеной сетки, пригодной для использования в вариантах осуществления изобретения.
Фиг.9 представляет вид сверху плетеного слоя фиг.8, демонстрирующий трубчатый характер плетеного слоя.
Фиг.10 изображает боковую проекцию свернутого жгута, полученного из трубчатого плетеного куска, соответствующего фиг.8 и 9.
Фиг.11 представляет фронтальную проекцию жгута фиг.10, демонстрирующую, как жгут может быть покрыт трубчатым плетеным рукавом для удержания жгута в свернутом виде и получения законченного гибкого жгута.
Осуществление изобретения
На фиг.1 и 2 изображена одна секция 10А сосуда для содержания расплавленного металла в виде удлиненного желоба 10 для передачи металла (см. фиг.3). Желоб 10 образован постановкой торцом к торцу двух или более таких секций, чтобы получить желоб любой желаемой длины. Хотя на данных проекциях это и не показано, секции обычно закрепляют в металлическом кожухе с открытым верхом, являющемся частью конструкции для содержания или раздачи расплавленного металла, так что кожух фиксирует указанные секции, предотвращая их взаимное смещение и защищая секции от повреждения. Секция 10А содержит U-образный канал 11, образованный внутренней поверхностью 12. В процессе эксплуатации канал 11 бывает частично заполнен расплавленным металлом до максимального уровня 14 (фиг.2), когда производится передача расплавленного металла через желоб. Таким образом, участки 12А поверхности 12, лежащие ниже уровня 14, при эксплуатации установки находятся в контакте с расплавленным металлом. Секция желоба образована телом 15, которое представляет собой сплошной литой блок огнеупорного материала, обладающего стойкостью как в отношении высокой температуры, так и агрессивного воздействия расплавленного металла. Например, тело желоба может быть выполнено из одного из огнеупорных материалов, примеры которых приводились ранее, при условии, что такому материалу можно придавать форму, и из него можно выполнить секцию сосуда надлежащего вида. В частности, предпочтительными материалами являются: оксид алюминия, карбид кремния, карбид кремния с нитридкремниевой связью (NBCS, Nitrid-Bonded Silicon Carbide), плавленый кварц, а также сочетания данных материалов. Один торец 16 секции желоба снабжен расширенной канавкой 17 прямоугольного сечения, которая проходит в теле 15 секции желоба от внутренней поверхности 12 непрерывно от одной стороны секции желоба до другой. Когда две такие секции желоба располагают в продольном направлении, совмещая так, чтобы один торец с канавкой примыкал к торцу без канавки, канавка 17 оказывается закрытой со всех сторон, кроме стороны внутренней поверхности 12. В ином варианте, каждый торец секции желоба 10 может быть оснащен канавкой половинной ширины, так что канавка 17 полной ширины образуется между такими секциями желоба, когда торцы с канавками оказываются сведенными вместе. Последний вариант имеет преимущество, состоящее в том, что остаточный зазор между секциями желоба (т.е. участок, находящийся ниже канавки 17) расположен непосредственно под осевой линией канавки, а не с одной ее стороны, и поэтому он в большей степени защищен от утечек по причинам, которые станут понятными ниже.
На фиг.3 и 4 показаны прилегающие части двух секций 10А и 10В желоба. Указанные секции расположены торцом к торцу и оборудованы стыком 24 уплотнения, соответствующим одному предпочтительному варианту осуществления настоящего изобретения. Фиг.3 представляет вид сверху, а фиг.4 - поперечное сечение по линии IV-IV фиг.3. Канавка 17 прямоугольного сечения заполнена и герметично закрыта сочетанием металлического сетчатого каркаса в виде гибкого, сжимаемого жгута 20 и пластичной огнеупорной пасты 21. Гладкая поверхность 22 в предпочтительном случае образована пастой 21 на наружной поверхности канавки 17 по меньшей мере в области участка 12А поверхности секции желоба, которая при эксплуатации контактирует с расплавленным металлом. Этим обеспечивается плавное ламинарное течение металла через герметичный стык 24, и тем самым уменьшается эрозия стыка.
Примеры других способов формирования стыка приведены на фиг.5-7. Как изображено на фиг.5, металлический сетчатый жгут 20 вначале вводят в канавку 17 и задвигают на дно канавки, например, посредством ручного инструмента, такого как тупое зубило, или при помощи тонкого набивочного инструмента (не показан). Металлический сетчатый жгут 20 затем покрывают слоем пластичного огнеупорного материала 21, который вдавливают в канавку и разглаживают на поверхности 22 при помощи ручного инструмента, такого как шпатель (не показан). В предпочтительном случае металлическая сетка жгута не должна быть видна на поверхности 22, а должна быть покрыта слоем огнеупорной пасты толщиной до 1,9 см. Затем, пластичному огнеупорному материалу 21 дают возможность высохнуть и затвердеть, а возможно выдерживают до полного отверждения, прежде чем использовать секции желоба для передачи расплавленного металла (что показано стрелкой 25). Секции 10А и 10В закрепляют над электрическим нагревательным элементом 26 внутри наружного металлического кожуха (не показан), хотя нагревательный элемент такого же типа может быть в ином варианте или дополнительно установлен вдоль боковых сторон секции желоба. В горизонтальном направлении металлический сетчатый жгут 20 занимает всю канавку 17, также как и пластичный огнеупорный материал 21, и поэтому расплавленный металл не может проникнуть в канавку 17 и вниз в зазор 27 между соседними секциями 10А и 10В желоба. Следовательно, нагревательный элемент 26 оказывается защищенным от контакта с расплавленным металлом изнутри желоба, и, таким образом, защищенным от повреждения и разрушения расплавленным металлом. Пластичный огнеупорный материал 21 при высыхании и отверждении сцепляется с металлическим сетчатым жгутом 20, и таким образом металлическая сетка обеспечивает пластичному огнеупорному материалу 21 долговечную поддержку и армирование. Это позволяет использовать более мягкий и пластичный огнеупорный материал, чем в случае, если бы канавку приходилось заполнять только самим пластичным огнеупорным материалом. Металлическая сетка дает возможность герметичному стыку 24 расширяться и сокращаться во время циклического теплового воздействия, и также позволяет пластичному огнеупорному материалу 21 расширяться и сокращаться аналогичным образом при минимальной вероятности образования трещин. Однако, если все же возникнет трещина или разрыв в пластичном огнеупорном материале 21, расплавленный металл из секции желоба не проникнет глубоко в канавку 17, поскольку металлический сетчатый каркас жгута 20 будет оказывать сопротивление такому проникновению, особенно, если просветы ячеек металлической сетки сравнительно малы, например, 1-5 мм, а предпочтительно 2-3 мм или мельче, так что мениск расплавленного металла будет перекрывать просветы сетки и оказывать сопротивление прохождению металла. Проникновению металла можно также воспрепятствовать, если сетчатый каркас выполнить из двух или более слоев, так чтобы для полного прохождения через жгут 20 расплавленному металлу пришлось бы пройти по запутанному, извилистому пути.
В варианте осуществления, изображенном на фиг.6, металлический сетчатый жгут 20 вначале пропитывают пластичным огнеупорным пастообразным материалом 28, который может быть таким же, что и пластичный огнеупорный материал 21, накладываемый поверх жгута, или может отличаться от материала 21. Пропитку пастой металлического сетчатого жгута можно осуществить, например, если взять плоскую полосу плетеного сетчатого материала, втереть пластичную огнеупорную пасту 28 в просветы сетки, а затем свернуть плоскую полосу в виде валика, чтобы получился жгут 20. Затем жгут с огнеупорной пропиткой используют таким же образом, как и на фиг.5, чтобы сформировать герметичный стык 24. При пропитке жгута огнеупорной пастой, согласно варианту осуществления, показанному на фиг.6, в стык вносится больше огнеупорного материала, что способствует более эффективному связыванию жгута с пластичным огнеупорным материалом 21, а также с боковыми стенками и дном канавки 17. В обоих вариантах осуществления, изображенных на фиг.5 и 6, какое-то количество пластичного огнеупорного материала, если требуется, может быть введено в канавку 17 перед укладкой жгута 20, чтобы под жгутом 20 создать слой огнеупорного материала. В то время как на фиг.5 и 6 такой вариант укладки не показан, он изображен на фиг.4.
Еще один пример конструкции герметичного стыка приведен на фиг.7. В данном варианте осуществления канавка 17 образована соответственно двумя углублениями 17А и 17В полуцилиндрической формы в торцевых поверхностях секций 10А и 10В желоба. Жгут 20 вкладывают в канавку 17, когда производится сборка желоба 10 из секций 10А и 10В, при этом жгут почти полностью охвачен телами указанных секций за исключением зазора 27 между секциями (который предпочтительно должен быть минимальным). Зазор над канавкой затем заполняют пластичным огнеупорным материалом 21. Предпочтительно, чтобы данный огнеупорный материал был введен глубоко в зазор, так чтобы он вошел в канавку 17 и вошел в контакт с металлическим сетчатым жгутом 20 по меньшей мере в верхней части жгута. Однако огнеупорный материал может просто заполнить зазор над канавкой 17, уплотнив таким образом желоб против проникновения металла. Благодаря тому, что канавка 17 расположена ниже поверхностей секций желоба, которые соприкасаются с металлом, зазор, который необходимо заполнить огнеупорной пастой оказывается минимальным, при этом вероятность образования трещин и их распространения сквозь данный материал уменьшается. Расплавленному металлу, который все же проникнет в канавку 17, придется проходить сквозь жгут 20, прежде чем металл дойдет до нижних участков зазора 27, причем, как говорилось ранее, характеристики жгута сделают такое проникновение трудным и маловероятным.
Металлический сетчатый жгут 20 может представлять собой кусок металлической сетки любого вида, но предпочтительно, жгут должен быть такого типа, какой изображен на фиг.8-11 прилагаемых чертежей. Тонкая, гибкая металлическая проволока 30 может быть сплетена так, чтобы образовалась ткань открытого плетения из простых нитей основы и утка, расположенных под прямым углом друг к другу, но предпочтительно, чтобы плетение сетки было выполнено открытыми круговыми петлями 31, как показано на фиг.8, чтобы получился плетеный кусок сетки. Такой плетеный кусок может быть выполнен любого подходящего размера, однако предпочтительно, чтобы он был сплетен, как показано на фиг.9, в форме трубы 33, которая в продольном направлении, между своими открытыми концами имеет любую подходящую длину. Плетеную трубу затем можно расплющить, как показано стрелками на фиг.9, а затем, начиная с одного конца открытой расплющенной трубы, свернуть в виде трубчатого жгута 34, как показано на фиг.10 (хотя трубчатый жгут в общем должен быть свернут гораздо плотнее, чем показано на фиг.10). Если требуется еще больший сетчатый массив, то можно свить вместе две или более сплющенных плетеных труб, чтобы образовался жгут. Как показано на фиг.11, трубчатый жгут 34 предпочтительно сверху покрыть плетеным металлическим рукавом 35, который будет удерживать жгут в свернутом состоянии, чтобы получился окончательный жгут 20, используемый способом, применяемым в ранее описанных вариантах осуществления, как, например, на фиг.5. Предпочтительно, чтобы жгут такого типа имел толщину (диаметр) 5-19 мм. Просветы сетки плетеного металлического рукава 35 предпочтительно должны иметь такой же размер, что и просветы сетки слоев, образующих трубчатый жгут 34, или меньший размер. Трубчатый рукав 35 не дает жгуту 34 развернуться, сохраняя при этом эластичность жгута. Если требуется жгут 20 такого типа, какой показан на фиг.6, т.е. жгут, пропитанный пластичной огнеупорной пастой, то жгут 34, изображенный на фиг.10, можно развернуть, и втереть в просветы сетки пластичную огнеупорную пасту. Затем жгут можно снова свернуть и в таком виде использовать, или даже снова надеть наружный рукав 35 (если это позволит сделать размер жгута, который увеличится после втирания пластичной огнеупорной пасты). Плетеные металлические изделия такого типа можно приобрести, например, в корпорации Davlyn, Spring City, PA 19475, USA. В частности, предпочтительным изделием от компании Davlyn является гибкий сетчатый жгут диаметром 1 см, конструкция которого аналогична описанной на фиг.8-11. В жгуте использована проволока из материала Inconel® - сплава на основе Ni-Cr. Данный сплав, в частности, обладает стойкостью к высоким температурам, и особенно подходит для герметизации стыков секций желобов с наружным нагревом, расчетная температура которых может достигать высоких значений, например около 900°С. Также имеется вариант указанного изделия, выполненный из нержавеющей стали, который более подходит для необогреваемых желобов, где единственным источником тепла является сам расплавленный металл.
Пластичная огнеупорная паста 21, которая используется в примерах осуществления изобретения, может представлять собой пасту любого вида, изготовленную из огнеупорного материала, который твердеет и обладает стойкостью к агрессивному воздействию расплавленного металла и стойкостью к истиранию. В качестве такой пасты можно, например, использовать предлагаемый на рынке продукт, повсеместно используемый для ремонта огнеупоров, например, пасту на основе оксида алюминия/кремния Pyroform EZ Fill®, поставляемую компанией Rex Materials Group, P.O. Box 980, 5600 E. Grand River Ave., Fowlerville, Ml 48836, USA, или пасту, содержащую волокна алюмосиликата - Fiberfrax LDS Pumpable®, поставляемую компанией Unifrax LLC, Corporate Headquarters, 2351 Whirlpool Street, Niagara Falls, New York, USA. Такие материалы следует использовать в соответствии с инструкциями производителя, причем их отверждение, как правило, осуществляется с применением внешнего дополнительного источника тепла (например, газовой горелки), или с использованием тепла, создаваемого самим желобом, когда он введен в эксплуатацию. Наполнитель EZ при отверждении в конечном счете образует твердую и сравнительно хрупкую массу, но металлический сетчатый каркас препятствует образованию в указанной массе сплошных трещин, пронизывающих весь стык. Материал LDS Pumpable при отверждении образует более волокнистую и эластичную массу, при этом металлический сетчатый каркас помогает сохранению достаточной цельности, чтобы оказывать сопротивление эрозии, вызываемой расплавленным металлом. Мягкость массы позволяет ей парировать некоторое тепловое расширение и сокращение желоба. В то время как вышеуказанные материалы являются предпочтительными, можно использовать пасты на основе любых огнеупорных материалов, примеры которых приводились ранее, когда они могут быть приготовлены в виде пластичной пасты.
Когда формирование герметичных стыков производится в соответствии со способами, описанными в примерах осуществления настоящего изобретения, указанные стыки могут быть легко разобраны, если пробить верхний слой пластичного огнеупорного материала, а затем вынуть заполняющий металлический сетчатый жгут. Это позволяет секцию желоба, даже среднюю секцию, извлечь из рабочего желоба, когда это необходимо для технического обслуживания или ремонта. Затем секция может быть возвращена в желоб или заменена, а стык снова сформирован вышеуказанным способом.
Также возможно предварительно готовить секции желоба с металлическими сетчатыми жгутами, вложенными в торцовые канавки, при этом жгуты можно удерживать на месте, например, посредством тонкого подстилающего слоя пластичной огнеупорной пасты. При использовании такой секции желоба ее можно просто поставить торцом к торцу с другими секциями желоба, а затем завершить стыки, заполнив их пластичной огнеупорной пастой и загладив поверхность стыка.
В вышеописанных вариантах осуществления изобретения желоб 10 может представлять собой удлиненный желоб для расплавленного металла такого типа, какие используют в системах раздачи расплавленного металла, применяемых для передачи расплавленного металла из одного места (например, металлоплавильной печи) в другое место (например, к литейной форме или литейному столу). Однако, в соответствии с другими примерами осуществления изобретения, могут быть использованы другие виды сосудов для содержания и раздачи металла, например сосуды со встроенным керамическим фильтром (например, фильтром из пенокерамики), применяемые для задержания частиц в струе расплавленного металла, когда последний проходит, например, от металлоплавильной печи к литейному столу. В таком случае сосуд содержит канал для передачи расплавленного металла и установленный в канале фильтр. Примеры таких сосудов и систем для содержания расплавленного металла раскрыты в патенте США 5673902, выданном 7 октября 1997 г., и в РСТ международной заявке 2006/110974 А1, опубликованной 26 октября 2006 г. Материалы указанного патента и РСТ публикации специально включены в настоящее изобретения посредством данной ссылки.
Согласно другому варианту, рассматриваемый сосуд действует как контейнер, в котором осуществляется дегазация расплавленного металла, например, как в известной «компактной установке дегазации Alcan», что описано в международной патентной заявке 95/21273, опубликованной 10 августа 1995 г. (описание которой включено в настоящее изобретение посредством ссылки). В процессе дегазации происходит удаление водорода и других примесей из струи расплавленного металла, когда металл движется из печи к литейному столу. Такой сосуд включает в себя внутренний объем для содержания расплавленного металла, в который сверху выступают вращающиеся роторы дегазатора. Сосуд может использоваться для поточной обработки или он может являться частью системы раздачи металла, соединенной с сосудами, предназначенными для передачи металла. В общем, рассматриваемый в изобретении сосуд может представлять собой любой огнеупорный сосуд для содержания металла, расположенный в металлическом кожухе. По конструкции такой сосуд может также быть выполнен в виде тигля из огнеупорной керамики для размещения больших объемов расплавленного металла для его переноса из одного места в другое. Все такие варианты сосудов могут быть использованы в сочетании с рассмотренными вариантами осуществления настоящего изобретения, при условии, что сосуды выполнены из двух или более секций, соединенных друг с другом торцом к торцу.
Реферат
Изобретение относится к способу формирования армированного огнеупорного стыка между огнеупорными секциями сосуда, используемого для содержания или передачи расплавленного металла, например, желоба, предназначенного для контакта с металлом. Способ включает в себя этапы, на которых вводят металлический сетчатый проволочный каркас в промежуток между поверхностями, контактирующими с расплавленным металлом и принадлежащими соседним огнеупорным секциям сосуда для содержания металла, так чтобы сетчатый каркас расположился под поверхностями, по которым передается расплавленный металл, и покрывают сетчатый каркас слоем пластичного огнеупорного материала для герметизации промежутка между указанными поверхностями, контактирующими с расплавленным металлом. Раскрыты также сосуд, изготовленный указанным способом, и секции сосуда с заранее вложенным в промежуток сетчатым каркасом, пригодным для формирования герметичного стыка с другими аналогичными секциями. Обеспечивается повышение герметичности стыков между частями и секциями для предотвращения утечки расплавленного металла из желоба в местах указанных стыков. 3 н. и 31 з.п. ф-лы, 11 ил.
Формула
вводят металлический сетчатый проволочный каркас в промежуток между поверхностями, контактирующими с расплавленным металлом и принадлежащими соседним огнеупорным секциям сосуда для содержания металла, с обеспечением расположения сетчатого каркаса под поверхностями, контактирующими с расплавленным металлом, и
покрывают сетчатый каркас слоем пластичного огнеупорного материала для герметизации промежутка между указанными поверхностями, контактирующими с расплавленным металлом.
Комментарии