Технологические меры в установке непрерывной разливки в начале разливки, в конце и при изготовлении переходного участка - RU2620320C2
Код документа: RU2620320C2
Чертежи



Описание
Область техники, к которой относится изобретение
Данное изобретение относится к способу работы установки непрерывной разливки в начале разливки, в конце разливки и при временном замедлении режима разливки.
С одной стороны, изобретение относится к способу работы установки непрерывной разливки в начале разливки, при этом установка непрерывной разливки содержит кристаллизатор и роликовую проводку, и роликовая проводка содержит по меньшей мере одну пару регулируемых роликов и по меньшей мере одно охлаждающее сопло, имеющему следующие стадии способа:
- введения затравки в установку непрерывной разливки;
- удерживания затравки в роликовой проводке, при этом головка затравки герметично закрывает кристаллизатор;
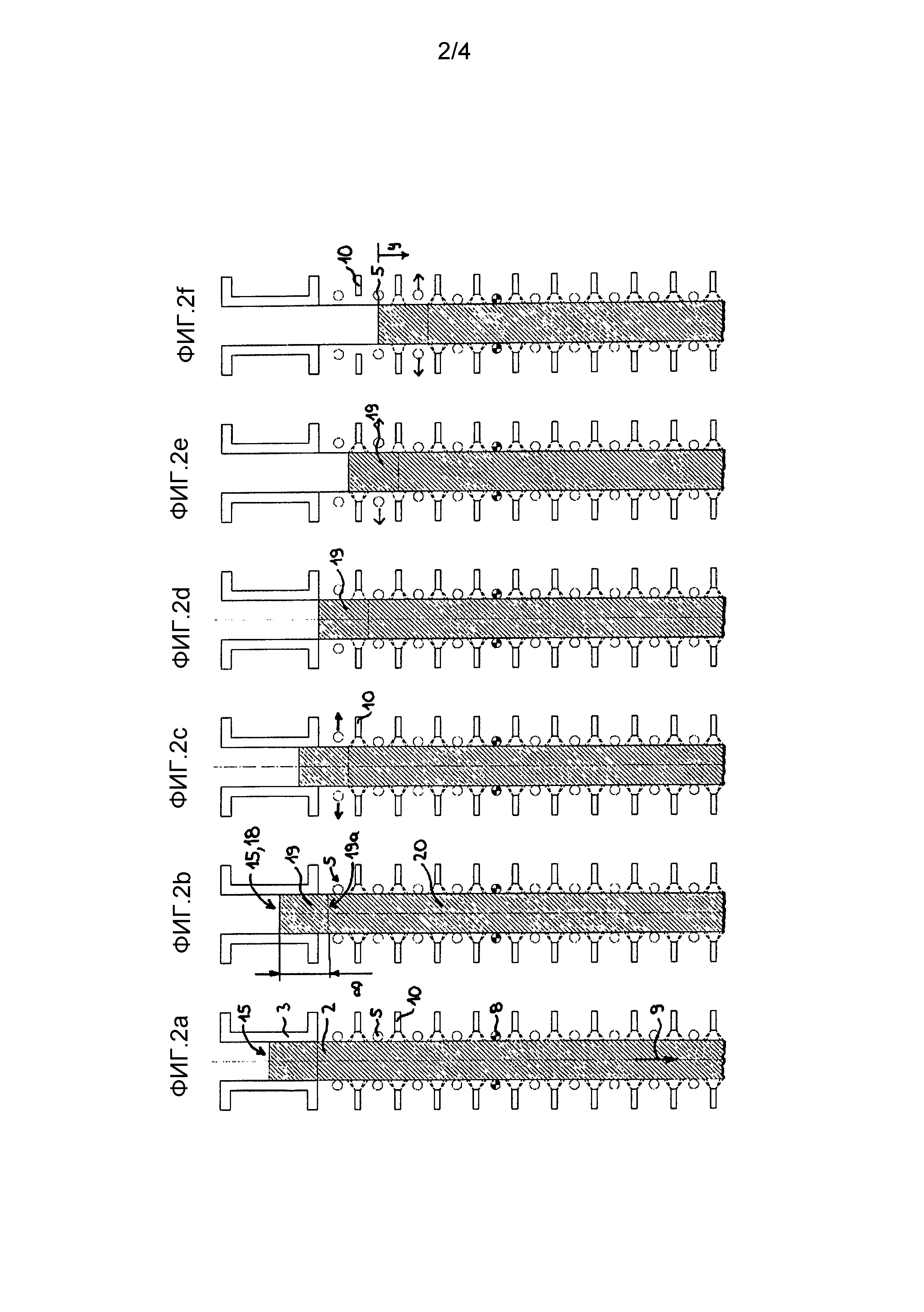
- начала разливки установки непрерывной разливки, при этом жидкую сталь наливают в кристаллизатор, и при этом образуется по меньшей мере частично затвердевшая заготовка, которая имеет начало заготовки, последующую начальную зону заготовки с длиной А, при этом 0,5 - вытягивания затравки, при этом затравку вытягивают из кристаллизатора в направлении разливки. С другой стороны, изобретение относится к способу работы установки непрерывной разливки в конце разливки, при этом установка непрерывной разливки содержит кристаллизатор и роликовую проводку, и роликовая проводка содержит по меньшей мере одну пару регулируемых роликов и по меньшей мере одно охлаждающее сопло, имеющему следующие стадии способа: - непрерывной отливки заготовки, при этом в кристаллизатор заливают жидкую сталь с образованием по меньшей мере частично затвердевшей заготовки; - остановки подачи жидкой стали в кристаллизатор, за счет чего в кристаллизаторе образуется конец заготовки, так что заготовка имеет начало заготовки, последующую концевую зону заготовки с длиной В, при этом 0,5<В<5 м, и затем основную часть заготовки; и - вытягивания заготовки, при этом заготовку вытягивают из кристаллизатора в направлении разливки. Наконец, изобретение относится к способу работы установки непрерывной разливки при временном замедлении режима разливки (например, в ходе замены разливочного ковша), при этом установка непрерывной разливки содержит кристаллизатор и роликовую проводку, и роликовая проводка содержит по меньшей мере одну пару регулируемых роликов и по меньшей мере одно охлаждающее сопло, имеющему следующие стадии способа: - непрерывной разливки заготовки, при этом в кристаллизатор заливают жидкую сталь с образованием по меньшей мере частично затвердевшей заготовки; - вытягивания заготовки со скоростью v, при этом заготовку вытягивают из кристаллизатора в направлении разливки со скоростью v, по существу равной номинальной скорости vNenn; - уменьшения скорости подачи жидкой стали в кристаллизатор, за счет чего начинается образование переходного участка; - вытягивания заготовки с v - увеличения скорости подачи жидкой стали, за счет чего завершается образование переходного участка, так что заготовка имеет нижнюю основную часть заготовки, переходной участок и верхнюю основную часть заготовки; - вытягивания заготовки с v≈vNenn. УРОВЕНЬ ТЕХНИКИ Известно, что работа установки непрерывной разливки в начале разливки, соответственно, в конце разливки требует особых мер для защиты установки от перегрузки и повреждения. Из US 6 779 587 В2 известно, в случае превышения максимальной силы установки при установке регулируемых направляющих заготовку роликов на заготовке, переключение с регулирования положения на регулирование давления. За счет этого должны предотвращаться повреждения роликовой проводки затравкой в начале разливки. Поскольку согласно публикации охлаждение в начале разливки не изменяется относительно номинального режима, то начало заготовки, соответственно, конец заготовки охлаждаются «слишком жестко» (т.е., что концы заготовки значительно холоднее, чем лежащая между ними заготовка). За счет этого снижается качество обоих концов заготовки, так что эти части обычно необходимо отделять перед последующим процессом прокатки. В конечном итоге это приводит к уменьшенной производительности установки непрерывной разливки и дополнительным затратам при дальнейшей обработке заготовки. Из US 4 317 482 известно непрерывное контролирование сил вытягивания заготовки в установке непрерывной разливки с целью предотвращения повреждений установки непрерывной разливки, соответственно, выхода жидкого металла (spill-out) из частично затвердевшей заготовки. Хотя за счет этого операторы получают информацию о непосредственно предстоящих проблемах в установке непрерывной разливки, однако как можно превентивно предотвращать эти потери, в публикации не указано. Из ЕР 1 967 070 В1 известны меры при замене распределителя, с целью удерживания минимальным попадание посторонних частиц в заготовку. Кроме того, при замене распределителя уменьшается скорость разливки, при этом образуется так называемый переходной участок. Конкретных указаний, какие меры необходимо принимать для защиты установки непрерывной разливки в начале разливки, в конце разливки, соответственно, при образовании переходного участка, в указанных выше публикациях нет. СУЩНОСТЬ ИЗОБРЕТЕНИЯ ТЕХНИЧЕСКАЯ ЗАДАЧА Задачей изобретения является преодоление недостатков уровня техники и создания соответствующего способа работы в начале разливки, в конце разливки и при замедлении работы установки, с помощью которых - улучшается качество концов заготовки (начала заготовки и конца заготовки) и - установка непрерывной разливки при применении способа превентивно защищается от повреждений. ТЕХНИЧЕСКОЕ РЕШЕНИЕ Эта задача решена с помощью способа, согласно п. 1 формулы изобретения. Предпочтительные действия изобретения являются предметом зависимых пунктов формулы изобретения. Пункт 1 формулы изобретения относится к способу работы установки непрерывной разливки указанного в начале вида в начале разливки, содержащему дополнительные стадии способа: - измерения положения начала заготовки в роликовой проводке; - после прохождения начала заготовки, предпочтительно верхнего конца начальной зоны заготовки, через пару регулируемых роликов роликовой проводки, подвода пары к заготовке, так что пара соприкасается с заготовкой; - охлаждения начальной зоны заготовки с Q - охлаждения основной части заготовки при Q≈QNenn, при этом охлаждающее сопло выдает на основную часть заготовки количество Q охлаждающей среды, по существу равное номинальному количеству QNenn охлаждающей среды. Под понятие установка непрерывной разливки подпадают все установки разливки, которые подходят для непрерывного изготовления из стального расплава заготовки с длинным или плоским поперечным сечением изделия. В основе изобретения лежит понимание того, что концы заготовки, т.е. начало заготовки и конец заготовки, являются более холодными, чем лежащая между ними заготовка (называемая в последующем также основной частью заготовки), которая непрерывно отливается при номинальных условиях разливки. Это вызывается, прежде всего, уменьшенной скоростью разливки в начале разливки и в конце разливки. Дополнительно к этому, тепло отводится через затравку, соответственно, через воду, которая дополнительно попадает на конец заготовки, соответственно, концевую плиту заготовки, т.е. торцевую поверхность конца заготовки. Из-за более низкой температуры концы заготовки обычно полностью насквозь затвердевают. При транспортировке этих обоих холодных и насквозь затвердевших концов заготовки через установку, это может приводить, прежде всего, в зоне изгиба и в зоне правки заготовки (т.е. в зонах, где заготовка сгибается от вертикали в форму дуги, соответственно, из формы дуги обратно в горизонталь) к сильно повышенным усилиям роликов, которые обуславливаются контактом отдельных (или по меньшей мере некоторых) роликов с этими частями заготовки (вместо контакта множества роликов в одной зоне, так что происходит распределение сил). Роликовые силы могут намного превышать максимально допустимые значения для роликовых опор, и тем самым могут приводить к повреждению роликов, соответственно, положения роликов. Согласно изобретению после введения затравки, удерживания затравки и начала разливки установки непрерывной разливки измеряют непрерывно во времени или дискретно во времени положение в роликовой проводке головки затравки, соответственно, начала заготовки, которое лежит противоположно головке затравки, при вытягивании затравки (соответственно, заготовки, поскольку заготовка соединена с затравкой). После прохождения начала заготовки, соответственно, предпочтительно верхнего конца начальной зоны заготовки с длиной А, при этом 0,5 В данной заявке под регулируемым роликом роликовой проводки следует понимать как отдельный регулируемый ролик роликовой проводки (смотри, например, WO 2011/095383), ролик сегмента роликовой проводки, который устанавливается на заготовке за счет наклонного положения зажимного цилиндра сегмента, так и ролик роликовой проводки, который с помощью одного (смотри WO 01/94051) или двух установочных цилиндров подводится к заготовке. Предпочтительно количество QNenn охлаждающего средства зависит от скорости разливки или особенно предпочтительно от зависящей от места температуры заготовки. При зависимом от скорости разливки количестве охлаждающего средства, QNenn при низкой скорости разливки меньше, чем при более высокой скорости разливки. При номинальном количестве QNenn охлаждающего средства температуру заготовки можно определять либо посредством измерения (например, с помощью пирометра), либо посредством онлайнового моделирования температуры заготовки (например, с помощью пакета программного обеспечения Dynacs, соответственно, Dynacs 3D). Предпочтительно, что подаваемое из охлаждающего сопла на начальную зону заготовки количество Q охлаждающего средства повышается в зависимости от расстояния между началом заготовки и охлаждающим соплом, при этом справедливо Q≤QNenn. Увеличение количества охлаждающего средства приводит к тому, что температура начала заготовки, соответственно, начальной зоны заготовки более или менее равномерно согласовывается с температурой основной части заготовки, которая отливается непрерывно при номинальных условиях разливки. Увеличение количества охлаждающего средства можно осуществлять либо постоянно, либо дискретными ступенями. Под расстоянием следует понимать разницу так называемых металлургических длин. Для предотвращения, в частности, сегрегации в заготовке предпочтительно, когда заготовка подвергается уменьшению своей толщины за счет подвода пары регулируемых роликов роликовой проводки к заготовке. Особенно предпочтительно, когда заготовка при уменьшении ее толщины имеет жидкий сердечник. За счет этого, среди прочего, уменьшаются также усилия при обжатии. Задача изобретения решена также с помощью способа согласно п. 5 формулы изобретения. Предпочтительные действия изобретения являются предметом зависимых пунктов формулы изобретения. Пункт 5 формулы изобретения относится к способу работы установки непрерывной разливки указанного в начале вида в конце разливки, дополнительно содержащему стадии способа: - измерения положения конца заготовки в роликовой проводке; - перед прохождением конца заготовки, предпочтительно нижнего конца концевой зоны заготовки, пары регулируемых роликов роликовой проводки: отвода назад пары регулируемых роликов роликовой проводки, так что пара не соприкасается с заготовкой; - охлаждения основной части заготовки с Q≈QNenn, при этом охлаждающее сопло выдает на основную часть заготовки количество Q охлаждающего средства, по существу равное номинальному количеству QNenn охлаждающего средства; - охлаждения концевой зоны заготовки с Q - охлаждения конца заготовки с Q≥QNenn, при этом охлаждающее сопло подает на конец заготовки количество Q≥QNenn, охлаждающего средства. За счет инициирования конца разливки в кристаллизаторе образуется конец заготовки, к которому примыкают в направлении разливки концевая зона заготовки с длиной В и основная часть заготовки. По меньшей мере после инициирования конца разливки и остановки подачи жидкой стали в кристаллизатор, например, посредством закрывания пробки распределителя снова измеряют положение конца заготовки в роликовой проводке. Для предотвращения повреждения пары регулируемых роликов роликовой проводки пару регулируемых роликов роликовой проводки отводят от заготовки перед прохождением конца заготовки, предпочтительно перед прохождением через пару нижнего конца концевой зоны заготовки, так что оба ролика роликовой проводки больше не соприкасаются с заготовкой (точнее, оба ролика роликовой проводки имеют расстояние от поверхности заготовки). Основная часть заготовки охлаждается по существу с помощью номинального количества QNenn охлаждающего средства; концевая зона заготовки охлаждается с помощью количества Q Для достижения возможно более равномерной температуры концевой зоны заготовки предпочтительно, когда при охлаждении концевой зоны заготовки выдаваемое охлаждающим соплом количество Q охлаждающего средства уменьшается в зависимости от расстояния между концом заготовки и охлаждающим соплом, при этом справедливо 0 Для предотвращения выхода жидкого металла в конце разливки предпочтительно, когда при охлаждении конца заготовки охлаждающее сопло выдает на заготовку максимальное количество Q=QMax охлаждающего средства. За счет этого на концевую плиту, по меньшей мере в первых трех зонах охлаждения роликовой проводки, подается максимальное количество охлаждающей воды, так что надежно предотвращается выход жидкого металла. Для уменьшения расхода воды, соответственно, для предотвращения нежелательного охлаждения заготовки падающими вниз каплями охлаждающей воды, предпочтительно заканчивать охлаждение после прохождения конца заготовки мимо охлаждающего сопла. Задача изобретения решена также с помощью способа согласно п. 9 формулы изобретения. Предпочтительные действия изобретения являются предметом зависимых пунктов формулы изобретения. Пункт 9 формулы изобретения относится к способу работы установки непрерывной разливки указанного в начале вида при временном замедлении режима разливки, дополнительно содержащему стадии способа: - измерения положения нижнего конца и верхнего конца переходного участка в роликовой проводке; - перед прохождением нижнего конца переходного участка пары регулируемых роликов роликовой проводки: отвода назад пары регулируемых роликов роликовой проводки от заготовки, так что пара не соприкасается с переходным участком; - после прохождения верхнего конца переходного участка пары регулируемых роликов роликовой проводки: подвода пары регулируемых роликов роликовой проводки к заготовке, так что пара соприкасается с заготовкой; - охлаждения основной части заготовки с Q≈QNenn, при этом охлаждающее сопло выдает на основную зону заготовки количество Q охлаждающего средства, по существу равное номинальному количеству QNenn охлаждающего средства; - охлаждения переходного участка с Q За счет уменьшения подаваемого количества жидкой стали и обусловленного непрерывностью уменьшения скорости вытягивания заготовки в заготовке возникает так называемый переходной участок, который значительно холоднее основной части заготовки. Повреждение роликовой проводки предотвращается тем, что пару регулируемых роликов роликовой проводки отводят назад перед прохождением переходного участка, так что ролики роликовой проводки не соприкасаются с переходным участком. После прохождения переходного участка пару снова подводят к заготовке, так что ролики пары снова соприкасаются с заготовкой. За счет этого переходной участок охлаждается менее сильно («мягче»), чем основная часть заготовки, температуры переходного участка и основной части заготовки по меньшей мере частично согласовываются друг с другом. За счет этого повышается качество переходного участка. КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ Другие преимущества и признаки данного изобретения следуют из приведенного ниже описания не имеющих ограничительного характера примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено: фиг. 1 – схема способа согласно изобретению в начале разливки, при этом различные фазы показаны на фиг. 1а–1d; фиг. 2 – схема способа согласно изобретению в конце разливки, при этом различные фазы показаны на фиг. 2а–2f; фиг. 3 – график распределения охлаждающего средства в начальной зоне заготовки; фиг. 4 – график распределения охлаждающего средства в концевой зоне заготовки; и фиг. 5 – схема способа согласно изобретению при временном замедлении режима разливки, при этом фазы показаны на фиг. 5а–5f. ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ На фиг. 1 показана схема способа согласно изобретению в начале разливки, при этом стадии способа показаны более подробно на фиг. 1а–1d. Установка 1 непрерывной разливки выполнена в данном случае в виде вертикальной установки непрерывной разливки с охлаждаемым проходным кристаллизатором 3, которая предназначена для непрерывной разливки жидкой стали с образованием заготовки 2 с сортовым или фасонным профилем поперечного сечения. Роликовая проводка имеет несколько пар устанавливаемых противоположно друг другу на заготовке 2 роликов 5 роликовой проводки и несколько охлаждающих сопел 10. При непрерывном режиме разливки жидкая сталь с помощью не изображенной погружной трубы заполняется в кристаллизатор 3, где стальной расплав охлаждается с помощью так называемого первичного охлаждения, и при этом образуется частично затвердевшая заготовка 2 с тонкой оболочкой заготовки. На фиг. 1а показана ситуация перед началом разливки, которое в данной заявке называется стартом разливки. После введения сверху в кристаллизатор 3 затравки 6 затравка 6 удерживается в роликовой проводке 4, например, с помощью приводных роликов 8 роликовой проводки, так что головка затравки (головка 7 затравки) герметично закрывает кристаллизатор. На фиг. 1b показана ситуация в начале разливки установки 1 непрерывной разливки. Неизображенный распределитель разливки заполняет стальным расплавом через погружную трубу (в английском SEN) кристаллизатор 3, при этом в кристаллизаторе устанавливается уровень разливки (так называемый мениск 15). За счет охлаждения расплава в кристаллизаторе 3 образуется частично затвердевшая заготовка 2, которая имеет начало 16 заготовки, начальную зону 17 заготовки с длиной А и основную часть 20 заготовки. На поверхности контакта между головкой 7 затравки и заготовкой 2 образуется начало 16 заготовки, которое сварено с головкой 7 затравки. Противоположно направлению 9 разливки за началом 16 заготовки следует начальная зона 17 заготовки, а за начальной зоной 17 основная часть 20 заготовки. По меньшей мере частично затвердевшую заготовку 2 вытягивают из кристаллизатора 3 и охлаждают с помощью охлаждающих сопел 10 вторичного охлаждения. В данном примере выполнения начальная зона заготовки имеет длину А, равную 3 м. На фиг. 1с показана ситуация при вытягивании затравки 6 из кристаллизатора 3. Уровень 15 разливки удерживается примерно постоянным за счет подачи стального расплава, так что за счет вытягивания в направлении 9 разливки затравки 6, которая соединена с заготовкой 2, с помощью приводных роликов 8 роликовой проводки вытягивается из кристаллизатора также заготовка. Для дальнейших стадий способа решающим является то, что измеряют положение головки 7 затравки, соответственно, положение начала 16 заготовки в роликовой проводке. Это осуществляется, например, с помощью датчика вращения, который соединен с установленным приводным роликом 8 роликовой проводки. Естественно, что для специалистов в данной области техники известны также другие возможности измерения, соответственно, отслеживания положения головки затравки. После прохождения начала 16 заготовки пары регулируемых роликов 5 роликовой проводки, пара противоположных роликов 5 роликовой проводки подводится к заготовке 2. На фиг. 1с это оба самых верхних ролика 5 роликовой проводки, при этом их подвод к заготовке 2 обозначен соответствующей стрелкой. Кроме того, на фиг. 1с показано, что самая верхняя пара 10 охлаждающих сопел выдает уменьшенное количество Q На фиг. 1d показана другая ситуация в начале разливки, при этом заготовка 2 вытянута дальше из кристаллизатора 3. А именно начало 16 заготовки прошло мимо обоих самых верхних пар роликов 5 роликовой проводки, так что обе пары подведены к заготовке 2. Изображена также начальная зона 17 заготовки с длиной А=3 м, которая охлаждена с помощью уменьшенного количества охлаждающего средства. Самое верхнее охлаждающее сопло 10 лежит уже вне начальной зоны 17 заготовки, так что основная часть 20 заготовки 2 охлаждается с помощью номинального количества QNenn охлаждающего средства, которое в конкретном случае зависит от скорости разливки. Подача номинального количества охлаждающего средства изображена на фигурах с помощью широкой струи охлаждающего средства. Согласно одному альтернативному варианту выполнения регулируемые ролики 5 роликовой проводки подводятся к заготовке не непосредственно после прохождения начала 16 заготовки, а лишь после прохождения верхнего конца 17а мимо роликов 5, соответственно, после достижения началом 16 заготовки положения, которое находится на расстоянии А от ролика 5 роликовой проводки. Согласно другому способу подаваемое на начальную зону 17 заготовки количество Q охлаждающего средства увеличивается в зависимости от расстояния 11 между началом 16 заготовки и охлаждающим соплом 10, при этом 0 На фиг. 3 показано подаваемое охлаждающим соплом 10 на начальную зону 17 заготовки длиной А количество Q охлаждающего средства в зависимости от расстояния х (на фиг. 1d обозначено позицией 11, при этом х увеличивается противоположно направлению 9 разливки) между началом 16 заготовки и охлаждающим соплом. Сплошной линией показано распределение количества охлаждающего средства, при этом количество Q охлаждающего средства задано уравнением Q=(QNenn/А)х. В противоположность этому распределение количества охлаждающего средства изображено штриховой линией в соответствии с уравнением Q=[(QNenn-QMin)/А]х+QMin, при этом QMin обозначает минимальное количество охлаждающего средства для начала 16 заготовки. На фиг. 2, а именно на фиг. 2а–2f, показаны стадии способа в конце разливки также для вертикальной установки непрерывной разливки для изготовления длинного изделия согласно фиг. 1. На фиг. 2а показан непрерывный режим работы установки 1 непрерывной разливки, при этом все ролики 5, 8 роликовой проводки установлены на заготовке 2, и заготовка 2 охлаждается с помощью охлаждающих сопел 10 с количеством QNenn охлаждающего средства (изображено с помощью широкой струи охлаждающего средства). На фиг. 2b показана остановка подачи жидкой стали в кристаллизатор 3, за счет чего уровень разливки, соответственно, мениск 15 немного понижается относительно стационарного положения на фиг. 1а. За счет охлаждения стального расплава в кристаллизаторе образуется конец 18 заготовки, за которым следует в направлении 9 разливки концевая зона 19 заготовки длиной В, равной, например, 3 м, и основная часть 20 заготовки неопределенной длины. Затем заготовка 2 вытягивается в направлении 9 разливки из кристаллизатора 3, при этом измеряется положение конца 18 заготовки в роликовой проводке 4. Поскольку самые верхние охлаждающие сопла лежат вне концевой зоны 19 заготовки, то охлаждающие сопла 10 еще подают номинальное количество QNenn охлаждающего средства на заготовку 2. На фиг. 2с показано положение заготовки 2, при этом непосредственно перед прохождением нижнего конца концевой зоны 19 заготовки мимо самой верхней пары регулируемых роликов 5 роликовой проводки пару отводят назад от заготовки 2, так что пара не соприкасается с концевой зоной заготовки, т.е. что ролики пары имеют расстояние поперек направления 9 разливки до заготовки. Отвод назад изображен с помощью стрелки. На фиг. 2d показано другое положение заготовки 2, при этом концевая зона 19 заготовки охлаждается самыми верхними охлаждающими соплами 10 с уменьшенным количеством Q На фиг. 2е показано другое положение заготовки 2 в конце разливки, при этом самые верхние две пары роликов 5 роликовой проводки отведены назад от заготовки. Второй ряд охлаждающих сопел 10 охлаждает концевую зону 19 заготовки снова с уменьшенным количеством охлаждающего средства. Однако после достижения концом 18 заготовки положения, в котором зона охлаждения самого верхнего ряда охлаждающих сопел 10 уже захватывает конец заготовки, конец заготовки охлаждается с максимальным количеством Q=QMax охлаждающего средства. Наконец, на фиг. 2f показан случай, в котором конец 18 заготовки уже прошел мимо самого верхнего ряда охлаждающих сопел 10, так что охлаждение с помощью этих охлаждающих сопел 10 завершено. В показанном положении третий ряд регулируемых роликов 5 отведен назад от заготовки 2. В способе для конца разливки также возможно, что при охлаждении концевой зоны 19 заготовки отдаваемое охлаждающим соплом 10 количество Q охлаждающего средства уменьшается в зависимости от расстояния 11 между концом 18 заготовки и охлаждающим соплом 10, при этом 0 На фиг. 4 показано, как регулируется отдаваемое охлаждающим соплом 10 на концевую зону 19 длины В и на конец 18 заготовки длины Е количество Q охлаждающего средства в зависимости от расстояния у (смотри фиг. 2f, при этом у проходит в направлении 9 разливки) между концом 18 заготовки и охлаждающим соплом 10. Сплошная линия показывает распределение охлаждающего средства, при этом для расстояния 0<у<Е количество Q охлаждающего средства составляет QMax, т.е. Q=QMax, а для расстояния у На фиг. 5 показан способ работы установки непрерывной разливки согласно фиг. 1 при временном замедлении режима разливки. На фиг. 5а показан непрерывный режим работы установки непрерывной разливки, при этом в кристаллизаторе 3 отливают жидкую сталь в частично затвердевшую заготовку 2 с сортовым профилем. Заготовка направляется в роликовой проводке 4 с помощью регулируемых роликов 5 роликовой проводки и охлаждается с помощью охлаждающих сопел 10 охлаждающей водой. При этом заготовка непрерывно вытягивается из кристаллизатора в направлении 9 разливки со скоростью vNenn вытягивания с помощью приводных роликов 8 роликовой проводки. На фиг. 5b показана ситуация при уменьшении скорости подачи жидкой стали в кристаллизатор 3. За счет уменьшения подаваемого в кристаллизатор 3 количества стали слегка снижается мениск 15. Одновременно, соответственно, непосредственно после уменьшения, уменьшается также скорость v вытягивания заготовки, так что v На фиг. 5с сохраняется уменьшенная скорость подачи и уменьшенная скорость v вытягивания, как на фиг. 5b, за счет чего образуется дальше переходной участок 21. Следующая за переходным участком в направлении 9 разливки часть заготовки называется нижней основной частью 20а заготовки. На фиг. 5d показан непрерывный номинальный режим работы установки 1 непрерывной разливки, при этом скорость подачи и скорость вытягивания заготовки снова повышены на номинальные значения. При этом образуется верхний конец 21b переходного участка 21, за счет чего завершается образование переходного участка 21. Положения верхнего конца 21b и нижнего конца 21а переходного участка измеряются, например, с помощью приводных роликов 8 роликовой проводки, так что их положения можно применять для последующей установки регулируемых роликов 5 роликовой проводки и охлаждающих сопел 10. На фиг. 5е показано, как заготовка 2 с нижней основной частью 20а заготовки, переходным участком 21 и верхней основной частью 20b заготовки, которая следует за переходным участком, вытягивается из кристаллизатора 3 со скоростью vNenn. Самая верхняя пара роликов 5 роликовой проводки непосредственно перед прохождением нижнего конца 21а переходного участка пары 5, отводится назад от заготовки 2 (изображено с помощью стрелок), так что ролики 5 пары не соприкасаются с переходным участком 21. За счет этого переходной участок 21 охлаждается охлаждаемыми роликами 5 роликовой проводки менее сильно, чем основные части 20а, 20b заготовки. Самая верхняя пара охлаждающих сопел 10 охлаждает нижнюю основную часть 20 заготовки 2 с количеством Q=QNenn охлаждающего средства. На фиг. 5f показана другая ситуация при создании переходного участка 21. Заготовка 2 вытягивается дальше, при этом самая верхняя пара роликов роликовой проводки снова подведена к заготовке 2, соответственно, верхней основной части 20b заготовки. Вторая пара роликов роликовой проводки также уже выполнила эту последовательность отвода назад от заготовки и подвода снова к заготовке. Самая верхняя пара охлаждающих сопел 10 также выполнила последовательность, в которой нижняя и верхняя основная часть 20а, 20b охлаждались при Q=QNenn, а лежащий между ними переходной участок 21 при Q Таким образом, регулируемые ролики 5 роликовой проводки перемещаются в соответствии с положением переходного участка 21, так что ролики не соприкасаются с переходным участком 21. Отвод назад может осуществляться либо непосредственно перед прохождением нижнего конца 21а, либо уже несколько метров перед собственно прохождением. Аналогичным образом, подвод пары роликов 5 можно осуществлять либо непосредственно после прохождения верхнего конца 21b переходного участка, либо лишь несколько метров после собственно прохождения переходного участка 21. Хотя изобретение представлено применительно к примерам выполнения вертикальной установки непрерывной разливки, изобретение ни в коей мере не ограничивается этим. Его можно применять без ограничений для вертикальных, дуговых и горизонтальных установок непрерывной разливки. Однако в дуговых установках следует учитывать, что расстояние между двумя элементами (например, концом заготовки и охлаждающим соплом) задается длиной дуги нейтрального волокна заготовки между этими двумя элементами. Хотя изобретение подробно иллюстрировано и пояснено с помощью предпочтительных примеров выполнения, изобретение не ограничивается раскрытыми примерами, и другие варианты выполнения могут быть выведены из них специалистами в данной области техники, без выхода за объем защиты изобретения. ПЕРЕЧЕНЬ ПОЗИЦИЙ 1 Установка непрерывной разливки 2 Заготовка 3 Кристаллизатор 4 Роликовая проводка 5 Регулируемый ролик роликовой проводки 6 Затравка 7 Головка затравки 8 Приводной ролик роликовой проводки 9 Направление разливки 10 Охлаждающее сопло 11 Расстояние 15 Мениск 16 Начало заготовки, нижний конец начальной зоны заготовки 17 Начальная зона заготовки 17а Верхний конец начальной зоны заготовки 18 Конец заготовки 19 Концевая зона заготовки 19а Нижний конец концевой зоны заготовки 20 Основная часть заготовки 20а Нижняя основная часть заготовки 20b Верхняя основная часть заготовки 21 Переходной участок 21а Нижний конец переходного участка 21b Верхний конец переходного участка А Длина Q Количество охлаждающего средства QNenn Номинальное количество охлаждающего средства QMin Минимальное количество охлаждающего средства QMax Максимальное количество охлаждающего средства х,у Расстояние
Реферат
Изобретение относится к непрерывной разливке. При прохождении заготовки через регулируемые ролики роликовой проводки в начале и в конце разливки, а также при изготовлении переходного участка заготовки, от начального, конечного и переходного участков заготовки отводят пару регулируемых роликов. При этом на указанные участки подают охлаждающее средство, количество которого ниже номинального. Обеспечивается повышение качества заготовки за счет обеспечения равномерной температуры по длине заготовки и защита регулируемых роликов роликовой проводки за счет предотвращения их контакта с затравкой, конечным и переходным участками заготовки. 3 н. и 6 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для непрерывной разливки с непосредственным обжатием металлической заготовки, вчастности стальной заготовки
Комментарии