Способ непрерывного литья металла и машина для его осуществления - RU2060099C1
Код документа: RU2060099C1
Чертежи








Описание
Изобретение относится к области непрерывного литья расплавленного металла на поверхность или поверхности, вращающиеся по овалу, в частности в машинах ленточного типа с использованием одной или более относительно широких и тонких гибких металлических литейных лент, образующих движущуюся полость кристаллизатора, а именно изобретение относится к методам и приборам для электростатического нанесения изолирующего огнеупорного порошка или пудры на указаннные относительно широкие и тонкие гибкие металлические литейные ленты и на уже напыленную литейную ленту и направлено на улучшение работы ленточных машин непрерывного действия.
Известен способ непрерывного литья металла в ленточной машине, включающий подачу расплавленного металла в зону кристаллизации, образуемую двумя гибкими, охлаждаемыми водой, непрерывно движущимися литейными лентами, имеющими рабочую поверхность.
На указанную рабочую поверхность наносят два слоя покрытия: первый слой, представляющий собой базовое теплоизолирующее покрытие, фиксированно прикрепленное к рабочей поверхности литейной ленты, и второй, удаляемый расцепляющий слой, в виде сухих частиц порошка, нанесенный поверх базового. В течение каждого цикла процесса, как только кристаллизатор последовательно входит, а затем выходит из соприкосновения с отливаемым металлом, его рабочую поверхность очищают путем полного удаления ранее нанесенного временного расцепляющего порошкового слоя, и расцепляющий слой наносят заново.
Известная ленточная литейная машина непрерывного действия включает бесконечные гибкие, охлаждаемые водой, металлические литейные ленты, имеющие рабочие поверхности, образующие зону кристаллизации расплавленного металла, средства для обеспечения непрерывного движения литейных лент и два узла для нанесения временного расцепляющего покрытия. Каждый узел для нанесения порошкового покрытия представляет собой хоппер, из которого разбрасывается порошок, покрывающий поверхность литейной ленты. Удаление временного покрытия осуществляется при помощи стальных щеток.
Недостатки известных способа и устройства состоят в следующем.
В указанном изобретении отсутствует необходимое описание технических средств для его осуществления. В частности, изолирующий порошок или пудра должны наноситься очень тонким слоем, в противном случае происходит загрязнение металлической заготовки или появление дефектов на ее поверхности. Более того, наносимое тонким слоем порошковое покрытие должно иметь одинаковую толщину, иначе в процессе кристаллизации металла не обеспечивается равномерная передача тепла на различных участках литейных лент, что приводит к их деформации и соответственно ухудшению металлургических свойств отливаемого продукта.
Задачей изобретения является создание способа и устройства, позволяющих увеличить срок службы рабочей поверхности вращающегося по овалу кристаллизатора в машинах для непрерывного литья расплавленного металла и повысить качество отливаемой заготовки за счет обеспечения регулируемой равномерной теплопередачи в процессе контактов указанной поверхности с отливааемым металлом.
Поставленная задача достигается тем, что в способе непрерывного литья металла в ленточной машине нанесение изолирующего покрытия осуществляют путем подачи посредством распределителя сухих, псевдоожиженных, термически изолирующих, огнеупорных частиц порошка по всей ширине движущегося кристаллизатора в электростатическом поле, без остановки процесса литья.
А также тем, что в процессе непрерывного нанесения покрытия осуществляют максимальное удаление порошка посредством, по крайней мере, одной струи воздуха или газа без остановки процесса литья.
Кроме того, что покрытие наносят на рабочую поверхность кристаллизатора, имеющую постоянное базовое покрытие, предварительно нанесенное термическим путем, покрытие наносят на рабочие поверхности двух кристаллизаторов, в процессе нанесения покрытия осуществляют электрическое заземление движущегося кристаллизатора.
Также тем, что в качестве порошка из псевдоожиженных, термоизолирующих, огнеупорных частиц используют или пирогенную аморфную двуокись кремния, или нитрид бора, или графит.
Кроме того, размеры частиц защитного покрытия находятся в пределах от 3 до 300 мкм в наибольшем диаметре.
Поставленная задача достигается также тем, что в устройстве для осуществления способа (литейной машине непрерывного действия) узел для нанесения покрытия включает, по крайней мере, один проводящий электрод, соединенный с источником генерирования коронного разряда и установленный поперек рабочей поверхности кристаллизатора, и средства для подачи псевдоожиженных частиц порошка в область действия электрода, содержащие распределитель порошка, выполненный в виде перфорированного трубчатого элемента, при этом указанный движущийся кристаллизатор электрически заземлен, кроме того, машина содержит два движущихся кристаллизатора, кристаллизатор выполнен в виде гибкой металлической ленты.
Также тем, что электрод выполнен в виде, по крайней мере, одного провода или одной сетки, или одной пластины, или одного трубчатого распределителя. Электрод и трубчатый распределитель размещены в распылительном коробе, имеющем открытый торец, обращенный к рабочей поверхности кристаллизатора, с образованием между кромками открытого торца короба и рабочей поверхностью кристаллизатора очистительного зазора для предотвращения попадания частиц порошка в атмосферу воздуха. Размеры указанного очистительного зазора находятся в пределах от 2 до 8 мм.
Кроме того, узел для нанесения покрытия снабжен изогнутым дефлектором, внутренняя вогнутая поверхность которого обращена к рабочей поверхности кристаллизатора и отверстиям в стенке трубчатого распределителя, установленного вдоль указанного дефлектора. Трубчатый распределитель продольно разделен экраном с образованием камеры для подачи псевдоожиженного порошка и распределительной камеры для выведения указанного порошка нануржу, причем экран и наружная стенка распределительной камеры имеют продольные отверстия.
Для предотвращения накопления порошка камера для подачи псевдоожиженного порошка и распределительная камера трубчатого распределителя продольно разделены на нижние и верхние камеры при помощи экранов из пористого материала, через которые осуществляется подача псевдоожижающего воздуха из нижних камер в верхние. Машина снабжена узлом для удаления покрытия, выполненным в виде, по крайней мере, одного воздушного скребка. Узел для удаления покрытия выполнен в виде пары воздушных скребков, разделенных зоной пониженного давления для вывода из них воздуха.
Изобретение практически решает проблему легко наносимых и сохраняемых верхних изолирующих покрытий для рабочих поверхностей движущихся кристаллизаторов, например охлаждаемых водой тонких, гибких литейных лент и боковых литейных стенок.
Согласно заявляемому способу, соответствующее тонкоизмельченное огнеупорное порошкообразное вещество периодически наносится с помощью электрических приборов высокого напряжения, которые заряжают сухие частицы порошка или пудры во время их полета, так что они отталкиваются друг от друга, распределяясь равномерно перед тем, как притянуться к рабочей поверхности кристаллизатора, например к литейной ленте, и осесть на ее поверхности. Сухие частицы равномерно прилипают к литейной ленте в виде самовыравнивающегося широкого слоя. Повторное электростатическое нанесение максимального количества порошка приводит к благотворному самозаживлению изношенных пятен. Однако все частицы порошка могут по необходимости непрерывно наноситься и удаляться.
Начальное распределение порошкового покрытия само по себе является равномерным, что визуально наблюдается, когда его пленка становится полупрозрачной. Накладываясь снова и снова, отложения пылевой подушки становятся толще и неравномернее, так как литейные ленты поворачиваются и многократно принимают на себя отливаемый продукт.
Обычный способ поддержания пылевого осадка состоит в электростатическом нанесении незначительного количества дополнительного порошкового покрытия. Такое повторяющееся электростатическое отложение частиц порошка представляет удивительное и выгодное свойство быстрого восстановления образующихся на ленте пятен износа и царапин без какого-либо прерывания процесса литья.
Если верхний слой пылевой подушки загрязняется или утолщается, то он может быть легко снят с помощью воздушных струй, создаваемых воздушными скребками. При этом пылевой покров немедленно обновляется, например, при помощи распределяющей установки, и литье желаемого продукта продолжается без остановки процесса. Воздушное удаление некоторых порошков осуществляется в обычном порядке и сразу же сопровождается их повторным нанесением.
Однако непрерывное, очень легкое повторное нанесение порошка (без его принудительного удаления) будет автоматически саморегулированно замазывать сверху и эффективно чинить даже крупное открытое пятно в течение нескольких оборотов литейной ленты. Восстановленный участок не может сразу же оказаться однородным, но эффект воздействия на продукт литья будет примерно такой же, как если бы поверхность ленты вновь стала однородной.
Для успешного выполнения требования к равномерности уровня теплопередачи или вне области повторно напыленного, ранее оголенного, пятна, очевидно, необходима такая общая отделочная операция.
Известные ранее поверхностные покрытия не обладают способностью восстанавливать равномерную теплопередачу после восстановления изношенной области литейной ленты.
В настоящем способе и устройстве можно применять многие мелкоизмельченные термостойкие керамические порошки или пудры. Порошки лии пудры должны быть стойкими к изменениям температур и не увлажнять расплавленный металл. Веществами, отвечающими данным требованиям, являются, например, циркон, нитрид бора, силикат магния и силикат алюминия.
Твердые порошки могут быть использованы, но предпочтительно должны иметь минимальные размеры частиц. Некоторые термостойкие материалы достаточно мягки и под влиянием механических воздействий при прокатке раздробляются на мельчайшие безвредные частицы.
Тальк, в основном силикат магния, не твердый и удобен в эксплуатации. Тальк, такой как продается для широкого использования, имеет слоистую структуру. При наших исследованиях под микроскопом наибольшие частицы талька имели вид тонкого хрупкого материала с трехмерными неровными пластинками, напоминающими засохшие листья.
Другим мягким веществом является пирогенная аморфная двуокись кремния. Хотя окись кремния по существу является твердым веществом, она легко размельчается в порошок.
Частицы данных двух мягких материалов прозрачные или полупрозрачные. Частицы этих веществ распознаются при 90-кратном увеличении, при котором они видны в пределах примерно от 3 до 300 мкм в их наибольшем диаметре, при подавляющем большинстве подсчитанных частиц с размерами ниже 50 мкм в их наибольшем диаметре. Когда любое из описанных мягких крупнозернистых веществ наносится электростатическим способом, то объединенные вместе верхушки частиц, которые выглядят подобно кучевым облачкам, придают расплавленному металлу шероховатость, которая, как мы полагаем, объясняет их изолирующие свойства.
Другим мягким по своему воздействию веществом является порошок нитрида бора, размеры частиц которого достигают 1 мкм.
Еще одним веществом является углерод, главным образом порошок графита, размеры частиц которого составляют примерно от 5 до 1 мкм.
По сравнению с окислами углерод, а именно графит или сажа, не являются эффективными электрическими или термическими изоляторами. Однако их низкие изолирующие свойства используются при непрерывном высокоскоростном литье медной заготовки для проволоки в двухленточных машинах. При таком литье некоторое коробление ленты не приводит к отрицательным результатам, так как медная заготовка отливается не из медного сплава, а любая неровность поверхности заготовки быстро завальцовывается.
Графит является хорошим расцепляющим материалом, он предохраняет ленту от прилипания к охлаждающемуся металлу или горячему отливаемому продукту. Более того, когда графит смешан с другими более термостойкими добавками, возможно достижение любой желаемой степени термоизоляции и соответственно изменения степени теплопередачи и охлаждения в процессе литья. Сажа также используется в этом качестве, но ее транспортировка в потоке воздуха более затруднительна, чем транспортировка графита.
Электрическое нанесение указанных сухих вешеств не только удобно: в литье по гибким лентам оно обеспечивает получение более постоянного действенного результата, чем другие методы нанесения покрытий.
Обозначения будут излагаться далее с использованием терминов, применяемых для описания двухленточной литейной машины и верхней каретки такой литейной машины.
Соответствующие цифровые обозначения используются для одних и тех же узлов или деталей на всех фигурах. Большие контурные стрелки указывают "вниз по течению" относительно продольного направления (ориентации "вверх-вниз по течению") движения полости кристаллизатора и, таким образом, определяют направление потока отливаемого продукта от его входа в движущуюся полость кристаллизатора до выхода оттуда. Обычно поток охлаждающей воды также направлен "вниз по течению". Прямые одинарные стрелки показывают направление потока воздуха и порошка или пудры. Такие одинарные стрелки также показывают направление движения различных узлов литейной машины.
На фиг. 1 изображен вертикальный разрез двухленточной литейной машины (общий вид литейной машины непрерывного действия с относительно широкими, тонкими лентами); на фиг. 2 вид снизу пары камер воздушного скребка, показанного в усеченном виде; на фиг. 3 сечение А-А на фиг. 2; на фиг. 4 в разрезе частично увеличенный вид, изображающий воздушные струи камер воздушного скребка; на фиг. 5 поперечный разрез узла для нанесения покрытия на рабочую поверхность литейной ленты, включающего узел для нанесения порошка, узел для его удаления и отсасывающее оборудование; на фиг. 6 представляет собой увеличенный в поперечном сечении вид центральной части короба для нанесения порошка с одним трубчатым распределителем (сечение Б-Б на фиг. 10); на фиг. 7 то же, но с одним трубчатым распределителем, выполненным в виде четырехкамерного узла; на фиг. 8 то же, но применительно к нижней ленте; на фиг. 9 вертикальный разрез узла для нанесения покрытия, изображенного на фиг. 5; на фиг. 10 вид сверху на горизонтальную проекцию устройства, показанного на фиг. 5 и 9.
Описание предпочтительных воплощений изобретения.
На фиг. 1 показан ленточный тип машины для непрерывного литья, изображенной как двухленточная машина 1 для непрерывного литья. Разливочный ковш 2 для расплавленного металла примыкает к движущейся полости кристаллизатора 3 на его входе (вверх по течению) 4. Отливаемый металлический продукт 5 вытекает из выпускного конца направленного вниз по течению продукта (плоскость продукта 5 также обозначена отдельной линией).
Движущиеся по овалам 11 и 12 верхняя и нижняя литейные ленты 6 и 7, имеющие рабочие поверхности 6а и 7а, образуют движущийся кристаллизатор 3, поддерживаются и приводятся в движение соответственно за счет верхнего и нижнего устройств кареток. Многочисленные свободно вращающиеся поддерживающие ролики 10 в обеих каретках 8 и 9 ведут и поддерживают литейные ленты 6 и 7, перемещая их (стрелки 11 и 12) вдоль движущейся полости кристаллизаатора 3. Для ясности иллюстрации показаны только несколько этих поддерживающих роликов.
Верхняя каретка 8 включает два главных валкообразных шкива 13 (ведущий шкив) и 14 (ведомый шкив), вокруг которых в направлении стрелки 11 обращается верхняя литейная лента 6. Соответственно нижняя литейная лента вращается в направлении, обозначенном стрелкой 12, вокруг нижнего ведущего шкива 15 и ведомого шкива 16. Две расположенные по краям, состоящие из множества сочлененных брусков, вращающиеся боковые стенки 17 (видна только одна) двигаются вокруг роликов 18, входя в движущийся кристаллизатор 3. С внутренней стороны ленты 6 и 7 охлаждаются водой, которая подается в продольном направлении на внутреннюю поверхность лент 6 и 7 по ранее известному методу.
Здесь и далее применяются одни и те же условные обозначения для обеих верхней 8 и нижней 9 кареток. Описание будет даваться в основном с использованием терминов, характеризующих оборудование верхней каретки 8, с учетом того, что то же самое оборудование имеется в нижней каретке 9. Что касается оборудования, которое взаимодействует с нижней кареткой, то поддерживающие конструкции будут отличаться от тех, которые показаны для верхней каретки, частично потому, что нижняя лента 7 провисает, когда она не натянута, и необходимо обеспечить свободное прохождение ненатянутой ленты мимо нижнего напыляющего оборудования 19, когда ненатянутая нижняя лента снимается с целью ее периодической замены.
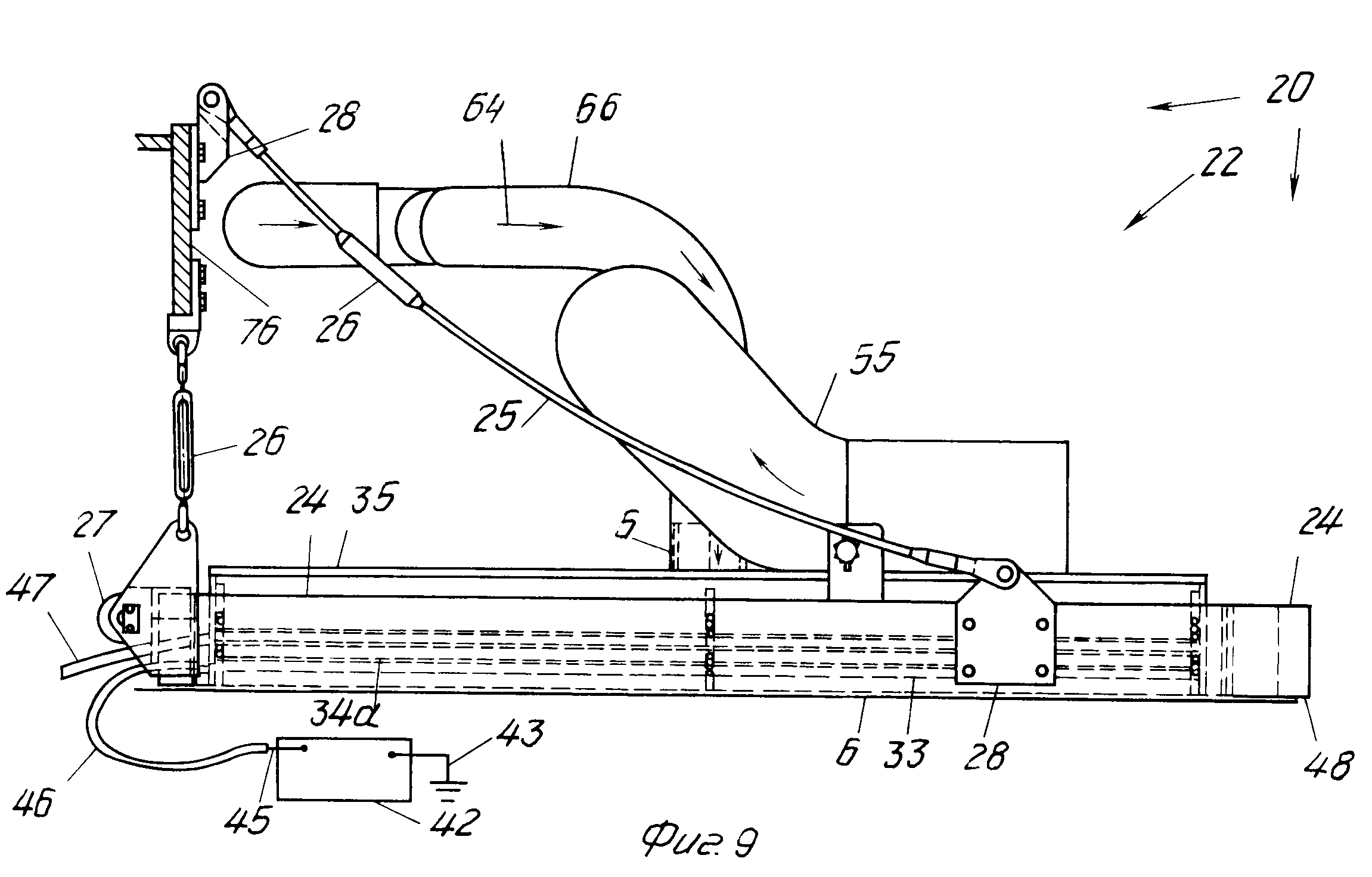
На фиг. 1, 5, 9 и 10 изображены: как агрегат 20 для верхней каретки, так и агрегат 19 для нижней, включающие верхний и нижний узлы для удаления покрытия 21а для верхней ленты 6 и 21b для нижней ленты 7, а также узел 22 для нанесения покрытия на верхнюю ленту 6 и узел 23 для нанесения покрытия на нижнюю ленту 7.
Указанные агрегаты поддерживаются на машине 1 вблизи верхней и нижней литейных лент 6 и 7 при помощи скрепленного болтами и скобами металлического каркаса 24 (фиг. 5, 9 и 10). Верхний агрегат 20 прикреплен к конструкции 76 верхней каретки 8 машины 1 при помощи системы тросов 25, винтовых стяжных муфт 26, подвесок 28 и роликовой пары 27 (фиг.10).
Относительная высота узла для нанесения покрытия 22 и узлов для удаления покрытия 21а и 21b регулируется при помощи пазов 44 (фиг.5) в металлическом каркасе 24, в то время как весь агрегат 20 устанавливается вниз или вверх, вперед или назад по отношению к литейной ленте при помощи винтовых стяжных муфт 26. Роликовая пара 27 (фиг.10) обеспечивает верхнюю и нижнюю установку агрегата. Такой же нижний агрегат 19 поддерживается цилиндром 29 и рычагом 30 с коромыслом 31, поворачивающим ось вращения 32.
Каждый узел для нанесения покрытия 22 или 23 содержит, по крайней мере, один электрод коронного типа 33, трубчатый распределитель порошка 34а, 34b или 34с, распылительный короб 35 с открытым торцом, обращенным к рабочей поверхности кристаллизатора, установленный с зазором 48 по периметру указанного короба.
Литейные ленты, которые подготовлены к напылению в соответствии с изобретением, могут быть или без покрытия, или в значительной степени загрунтованы огнестойкими материалами, которые называют "базовыми", напыленными термическим способом.
Такие термически нанесенные основы подстилают временное недолговечное покрытие, представляющее собой пылевую подушку из сухих, термически изолирующих частиц. Однако, согласно изобретению, возможно достижение ограниченного эффекта при использовании поверхностного напыления и без какой-либо подстилающей основы, то есть непосредственнно на металлическую литейную ленту.
Согласно предпочтительному воплощению изобретения, продольно ориентированный, коронирующий электрод, например, один или более коронирующих проводов 33 установлен возле изогнутого дефлектора 37 на расстоянии от рабочей поверхности литейной ленты на пути частиц порошка (стрелка 38), которые поступают с воздухом из трубчатого распределителя 34а или из четырехкамерного трубчатого распределителя 34b или 34с.
Провод 33 диаметром 0,3 мм выполнен из аустенитной нержавеющей стали. Коронирующий провод 33 вытянут по длине изогнутого дефлектора 37 таким образом, чтобы приближающиеся частицы порошка 38 и 39 прилипли к проходящей близ него литейной ленте. Провод 33 лежит возле вогнутой поверхности 40 вблизи ее выпускной кромки 41, направляющей порошок, как показано на фиг. 6-8, и размещен на расстоянии около 8 мм от кромки 41. Этот длинный коронирующий провод 33 заряжен от линии высокого напряжения 42.
Ток постоянного напряжения или, по крайней мере, неизменной полярности, подается по кабелю 45, имеющему изолирующую оболочку 46. Создаваемый коронный разряд является ключом к зарядке частиц порошка. При этом возможно использование тока любой полярности. Для порошков, которые мы предпочтительно используем, отрицательная полярность воздействует лучше, чем положительная.
Рабочие поверхности 6а и 7а литейных лент 6 или 7, где осуществляется напыление, заземлены, как обозначено позицией 43 на фиг. 6-8, в противном случае отталкивающий порошок заряд аккумулируется на лентах, и оператор может получить электрошок.
Коронирующий провод (или провода) 33 может быть убран, и на его место установлены (одна или более) электропроводящие сетки или пластины в качестве электродов другого вида, однако наиболее предпочтительной формой электрода является провод 33. При этом напряжение постоянного тока, которое используют, составляет около 30000 В.
В соответствии с электростатической теорией, проволочный электрод 33 наименьшего диаметра давал бы возможность использовать наиболее низкое напряжение. В любом случае напряжение электрода, используемое для электростатического нанесения термически изолирующего, огнеупорного порошка или пудры на литейную ленту, является напряжением, воздающим коронный разряд.
Порошок или пудра подаются на каждую ленту при помощи одного псевдоожижающего хоппера (не показан) и всасывающего насоса (не показан). Воздух или газ, который псевдоожижает и транспортирует порошок, должен быть сухим и не содержать масло. Шланг 47 для транспортировки порошка входит в отверстие 58а трубчатого распределителя 34а или непосредственно в камеру для подачи псевдоожиженного порошка 58 четырехкамерного трубчатого распределителя 34b (фиг. 6 и 7) или 34с (фиг.8), который может быть выполнен из электропроводного или диэлектрического материала, однако его не следует заземлять, чтобы генерирующий коронный разряд сверхмощный ток чрезмерно не нагружал питающую линию 42.
Давление воздуха или газа внутри трубчатого распределителя 34а или внутри распределительной или выпускной камеры 59 трубчатого распределителя 34b или 34с не должно быть выше, чем примерно 25 мм вод.ст. относительно атмосферного давления.
Шланг 47, по которому поступает поток воздуха с заряженными частицами порошка, входит в отверстие 58а. В верхней каретке 8 огнеупорный порошок направляется из узла 22 вниз,образуя покрытие 49 на литейной ленте 6. В нижней каретке 9 указанный порошок направляется из узла 23 вверх и прилипает к литейной ленте 7.
Следующее изоложение процесса нанесения порошкового покрытия, в основном, приводится в терминах, используемых при описании устройства 22 для нанесения порошка на верхнюю литейную ленту 6, изображенного на фиг. 6 и 7, а также фиг. 1, 5, 9 и 10.
Как показано на фиг. 6-8, первоначально воздушная струя с порошокм 38 испускается через распределяющие выходные отверстия 63а, 63b, 63с с последующим конвергентным распределением порошка по всей рабочей поверхности соответствующей электрически заземленной металлической литейной ленты 6.
Изображенный на фиг. 6 и 7 дефлектор 37 направляет этот нисходящий воздушный поток 38 с частицами порошка в область действия электрода 33, и далее уже заряженные частицы 39 направляются на рабочую поверхность 6а литейной ленты.
На фиг. 7 выходные отверстия 63b, расположенные в верхней части распределителя 59b, также направлены в сторону изогнутого дефлектора 37. В результате практически весь перенацеленный воздушный поток с заряженными частицами порошка 39 спускается под углом около 45о к рабочей поверхности.
Как изображено на фиг.6,7 и 8, прктически все заряженные частицы 39 направляются конвергентно к рабочей поверхности под углом около 60о, что на чертеже изображено в виде точек, представляющих собой свободно движущиеся заряженные частицы 39, приближающиеся более или менее направленно к рабочей поверхности 6а соответствующей литейной ленты.
Если не предотвратить влияние силы тяжести, действующей на частицы порошка, то они будут оседать и скапливаться в нижней части трубчатого распределителя 34а, 34b или 34с. Поэтому с момента, когда начнется преждевременное накопление порошка с образованием неровных отложений, его необходимо ограничить. Кроме того, накопившийся застоявшийся порошок 56, 57 иногда оказывает нежелательное электрическое влияние на вновь поступающие частицы.
Для решения проблемы осаждения порошка создан четырехкамерный трубчатый расределитель 34b, 34с, который является предпочтительной конструкцией.
Данная конструкция выполнена в виде присоединенной при помощи болтов 58b к боковым стенкам 59а узла 22 основы 59d с надставкой (или кровлей) 59b (верхняя каретка) или той же основы 59d с надставкой 59с (нижняя каретка).
Как показано на фиг. 7 и 8 стрелкой 62, воздушный поток с порошком направляется из камеры 58 в распределительную камеру 59, разделенных между собой экраном 60. Общая площадь ряда или рядов расположенных на одинаковом расстоянии друг от друга отверстий или апертур 61 в экране 60 равна общей площади выходных отверстий 63, также расположенных на одинаковом расстоянии друг от друга. Равенство общих площадей, занимаемых апертурами экрана 61 и выходными отверстиями 63, обеспечивает равномерность распределения порошка независимо от расположения входного отверстия 58а для шланга 47.
Для предотвращения оседания порошка в камере 58 и распределительной камере 59, под каждой из них соответственно расположены два псевдоожижающих пленума 56 и 57. Установленные внутри указанных пленумов 56 и 57 пористые перегородки 56а и 57а обеспечивают наличие внутри пленумов небольшого противодавления воздуха, которое поддерживает во взвешенном состоянии частицы порошка, не позволяя им оседать на поверхности пористых экранов 56а и 57а. Данные экраны выполнены из полиэтиленового пластического материала толщиной 5 мм и с размером пор, равным 30 мкм.
Учитывая воздействие гравитационных вил при напылении порошка на нижнюю ленту 7, соответствующий узел имеет конструктивные отличия.
Четырехкамерная распределяющая трубка 34b, изображенная на фиг. 7, не может быть просто перевернута под нижнюю ленту 7. В этом случае пористые перегородки 56а и 57а не обеспечат поддержание частиц порошка во взвешенном состоянии, т. к. поток огнеупорного порошка 38 или 39 должен быть направлен не вниз, а вверх на литейную ленту 7.
Решение этой задачи обеспечивается конструкцией четырехкамерной распределяющей трубки 34с в узле 23, изораженной на фиг.8. В этом случае изогнутый дефлектор 37 установлен так, чтобы взаимодействовать с выходными отверстиями 63с в верхней части 59с распределителя для направления потока порошка 38 и 39 вверх к рабочей поверхности 7а литейной ленты.
Трубчатый распределитель 34а, 34b или 34с испускает заряженный порошок или пудру в пределах внутреннего пространства, образованного сплошными стенками открытого с одного торца распылительного короба 35 (фиг. 5,9 и 10). Ширина этого короба 35 в направлении 11 или 12 составляет около 165 мм, а длина его равна "ширине литья" на напыляемую литейную ленту 6 или 7. Данный короб 35 установлен поперек подвергаемой напылению движущейся литейной ленты 6. Общая ширина литейной ленты 6, по меньшей мере, на 200 мм больше, чем "ширина литья".
Короб 35 выполнен из диэлектрического материала, такого как соответствующий пластик, или, по крайней мере, изнутри короб 35 облицован соответствующим диэлектрическим материалом. Для конструирования короба 35 с успехом использовали относительно жесткие листы поливинилхлоридного пластического материала. Выполненные из такого ПВХ пластика короб 35 "не конкурирует" с литейной лентой 6 или 7 с точки зрения притяжения заряженного порошка или пудры.
Очистительный зазор 48, имеющий размеры примерно от 2 до 8 мм и расположенный между движущейся (стрелки 11 и 12) напыляемой литейной лентой 6 или 7 и нижними кромками открытого с одного торца распылительного короба 35, предотвращает попадание в атмосферу находящихся в воздухе частиц. Отсутствие поступления наружу воздуха из указанного короба обеспечивает защиту окружающей среды.
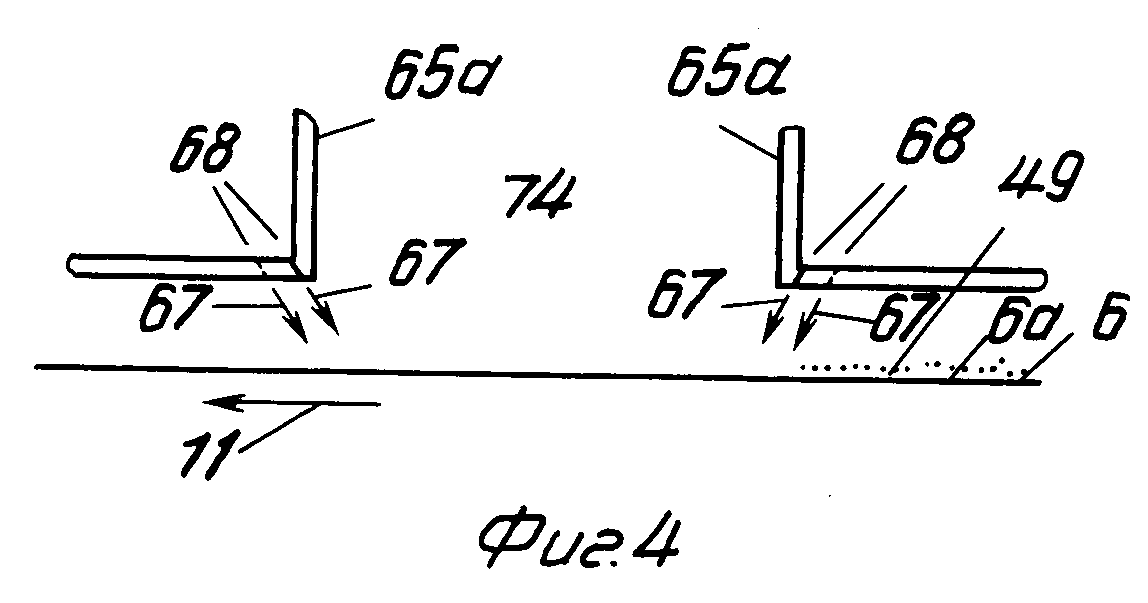
Узел для удаления порошка или пудры с ленты, выполненный в виде воздушного скребка, обозначен соответственно как 21а для верхней каретки 8 и 21b для нижней каретки 9. Воздух 64 (фиг. 3,5,9 и 10) из однофазной центробежной воздуходувки (не показана) под давлением, например, в пределах примерно от 450 до 650 мм вод.ст. поступает из воздуходувки в камеру 65а или 65b воздушного скребка, как показано на фиг.3, для верхней каретки 8 через шланги 66, образуя струи 67 (фиг.4), разрыхляющие порошок или пудру, которая до этого была нанесена на рабочие поверхности 6а или 7а, по которым уже проводилось литье.
В стенке 69 каждой камеры 65а или 65b вблизи ленты прорезаны серии наклонных щелей 68 для прохождения струй воздуха (см.фиг.3), чередующихся зигзагообразными рядами (фиг.3 и 4). Данные щели имеют ширину около 0,6 мм. Длина каждой щели примерно от 75 до 100 мм, и они расположены, перекрывая друг друга на величину около 2 мм, чтобы не допускать образования на литейной ленте стабильно держащихся полосок порошка. Камеры 65а или 65b воздушного скребка установлены над поверхностью литейной ленты с зазором 70, величина которого составляет около 6 мм. Съемные торцовые колпачки 71, закрывающие камеры 65а или 65b, дают возможность очищать их внутреннюю поверхность, а также снимать внутренние заусенцы в процессе изготовления камер.
Камеры воздушного скребка 65а и 65b заключены во всасывающий короб с открытым днищем 72 (фиг.5 и 8), выполненный из диэлектрического пластика и аналогичный по конструкции коробу 35 в узлах для нанесения порошка 22 и 23.
Для предовращения попадания разряженного и снятого с рабочей поверхности порошка в атмосферу воздуха между литейной лентой и всасывающим коробом 72 имеется зазор 73 (фиг.5), величина которого составляет примерно от 2 до 8 мм, через который воздух поступает во всасывающий короб под давлением разрежения около 305 мм вод.ст. ниже атмосферного давления внутри короба 72.
Как показано на фиг. 4, щели 68 конвергентно наклонены относительно поверхности ленты на величину угла около 60о, и такой наклон щелей позволяет направлять большую часть воздушных струй 67 в область пониженного давления 74, расположенную внутри всасывающего короба 72 между двумя камерами 65а воздушного скребка, откуда нагруженный порошком воздух извлекается через шланг 55 в упомянутое фильтрующее и собирающее устройство (не показано).
В таком дистанционном фильтрующем оборудовании используют сухие поверхностно обработанные фильтры, которые самоочищаются разрядом в хоппер, расположенный под фильтрами. Таким образом накопившийся на них порошок или пудра сдувается частыми, программированными воздействиями противодавления воздуха.
Машина работает следующим образом.
Расплавленный металл подается из разливочного ковша 2 в зону кристаллизации 3, образуемую верхней 6 и нижней 7 литейными лентами, обращающимися соответственно вокруг шкивов 13, 14 и 15, 16. Отливаемая заготовка 5 поступает из кристаллизатора в направлении "вниз по течению" или на выход 75. Обе литейные ленты электрически заземляются.
Псевдоожиженные частицы порошка или пудры через шланг 47 поступают в трубчатый распределитель 34а, 34b, 34с. Указанные псевдоожиженные частицы порошка равномерно распределяются через множество апертур в стенке распределителя и далее направляются вдоль внутренней поверхности дефлектора 37 в зону действия коронирующего электрода поперек литейной ленты, образуя равномерное покрытие на ее поверхности.
Подвергаемые покрытию ленты движутся вокруг шкивов 13 и 14, и расплавленный металл поступает в зону кристаллизации 3, образуемую указанными литейными лентами. У выхода ленты с нанесенным на них покрытием направляются при помощи шкивов 14 и 16 к воздушным скребкам 21а и 21b.
После удаления порошка он снова равномерно наносится на рабочую поверхность каждой литейной ленты при помощи узлов 22 и 23. Такое удаление и повторное нанесение частиц порошка или пудры осуществляется в течение каждого оборота литейной ленты. На приставшие к рабочей поверхности частицы одновременно удаляются воздушными скребками 21а и 21b.
Результаты теоретических исследований.
В процессе разработки устройства для распределения порошка обнаружили, что, покидая его в свободном полете, электростатически заряженные частицы теряют свой заряд через две или менее секунды при любых известных условиях. Такая потеря заряда происходит также, когда в качестве несущей среды вместо воздуха используется азот, аргон или углекислый газ. Повышенная влажность ускоряет потерю заряда, но по наблюдениям это происходит даже в случае уменьшения влажности на одну миллионную долю водяного пара.
Когда электростатически заряженые частицы ударяются о напыляемую ленту в пределах менее чем примерно 1 с неуправляемого полета, многие из них приклеиваются, все еще оставаясь заряженными. Такие прилипшие частицы невозможно удалить при помощи струи газа средней силы, и они остаются на поверхности ленты до тех пор, пока их не снимут механическим путем. Этот слой прилипших частиц сохраняется как на рабочих поверхностях оголенных лент, так и на лентах, имевших керамическое покрытие, нанесенное термическим напылением.
Однако, если частицы отскочили от поверхности, например, путем скобления, то они потеряли способность вновь приклеиться к ней.
Как только частицы огнестойкого порошка направляются для того, чтобы осесть на литейной ленте, обратно пропорциональная квадрату расстояния электростатическая сила становится достаточно большой, чтобы вызвать значительный высокоскоростной удар. Таким образом частица, обладающая высокоскоростным ударом, пронизала бы тонкую воздушную оболочку и так внедрилась бы в литейную ленту, что притягивающая сила Ван-дер-Ваальса стала бы в конечном счете силой сцепления.
Независимо от того, верно или нет указанное теоретичесакое заключение, описанные положительные результаты получены вследствие использования способов и устройств, являющихся предметом изобретения.
Проведенные экспериментальные исследования показывают, что данные результаты достигаются при литье алюминиевых сплавов и меди в двухленточной машине. Подобные результаты могут быть получены и при литье других металлических продуктов. (См. книгу Хугса "Электростатическое порошковое покрытие", Летчворс, Хертфордшир, Англия: Научно-исследовательское издательство, 1984 г. Глава I).
Приведенное в данной заявке детальное описание лучших воплощений изобретения не ограничивает возможности его применения, так как данный способ и устройство могут широко использоваться в машинах непрерывного литья металла с незначительными изменениями без нарушения требований.
Реферат
Способ непрерывного литья металла включает подачу расплавленного металла в зону кристаллизации, образуемую, по крайней мере, одним бесконечным, гибким, охлаждаемым водой, непрерывно движущимся кристаллизатором, на рабочую поверхность которого наносится временное изолирующее покрытие. Защитное покрытие из сухих псевдоожиженных частиц порошка подают через распределитель в зону действия, по крайней мере, одного проводящего электрода, соединенного с источником генерирования коронного разряда, при этом кристаллизатор электрически заземлен. Покрытие может удаляться с поверхности кристаллизатора при помощи воздушного скребка и наноситься вновь в течение всего процесса литья. 2 с. и 16 з. п. ф-лы, 10 ил.
Комментарии