Способ и устройство для смазывания валков установки для непрерывного литья металлических полос - RU2288068C2
Код документа: RU2288068C2
Чертежи







Описание
Изобретение касается непрерывного межвалкового литья металлических полос, в частности полос из алюминия или алюминиевого сплава. Более конкретно, оно касается способа и устройства для смазывания указанных валков в процессе литья.
Уровень техники
Непрерывное межвалковое литье является хорошо известной технологией, применяемой для получения металлических полос путем литья из источника жидкого металла. Обычно жидкий металл льют под давлением в межвалковое пространство, разделяющее вращающиеся металлические валки, где он затвердевает при соприкосновении с валками и выходит в твердом состоянии в виде полосы.
Как правило, если не принимать специальных мер предосторожности, затвердевший металл частично сцепляется с поверхностью валков, что приводит к ухудшению качества полосы и даже к остановке процесса литья. Чтобы избежать этого явления, называемого «прилипанием», которое тем больше проявляется, чем больше возрастает производительность установки, из предшествующего уровня техники известно «смазывание» (т.е. нанесение антиадгезионного покрытия) рабочей поверхности валков путем распыления жидкого смазочного продукта (называемого также просто «смазкой») при помощи форсунок или пистолетов-распылителей. Смазочный продукт часто готовят в виде смеси воды и частиц графита. Смазывание производят непрерывно, то есть смазочный продукт на рабочую поверхность цилиндров наносят по существу непрерывно.
Известные устройства для смазывания содержат одно или несколько средств распыления для каждого валка, которые могут быть выполнены подвижными или неподвижными.
В публикациях французских заявок FR 2498099 (соответствует американскому патенту US 4501315) и FR 2621839 (соответствует американскому патенту US 4892133) описаны устройства для смазывания с регулируемым расходом, содержащие смазочно-распределительные рампы, оснащенные средствами распыления, расположенными в линию вдоль валков.
В публикации международной заявки на патент WO 95/09707 описано устройство для смазывания, оборудованное форсунками для распыления смазочного продукта, расположенными в ряд вдоль валков и сгруппированными по зонам, при этом питание каждой зоны смазочным продуктом происходит отдельно в зависимости от ширины металлической полосы. Части форсунок может придаваться колебательное движение параллельно оси валков.
Техническая задача
В ходе постоянных поисков усовершенствования установок и способов непрерывного межвалкового литья металлических полос заявитель установил, что известные способы и устройства для смазывания не позволяют избежать явлений прилипания во всех условиях промышленного производства металлических полос.
В связи с этим заявитель поставил перед собой задачу разработать техническое решение, обеспечивающее улучшение смазывания валков установки для непрерывного литья металлических полос.
Сущность изобретения
Объектом настоящего изобретения является способ смазывания валков (т.е. нанесения антиадгезионного покрытия на валки) установки для непрерывного межвалкового литья, включающий в себя нанесение по меньшей мере одного смазочного продукта на указанные валки с использованием средств распыления, формирующих по меньшей мере одну струю смазочного продукта, причем этот смазочный продукт содержит разделительную смазку (такую как графитовая суспензия) и жидкий носитель, отличающийся тем, что он включает в себя коррекцию состава указанного смазочного продукта во время его нанесения на указанные валки без изменения расхода в средствах распыления.
Объектом настоящего изобретения является также способ непрерывного межвалкового литья металлических полос (например, из алюминия, алюминиевого сплава, меди или медного сплава), в который входит способ смазывания в соответствии с настоящим изобретением.
Объектом настоящего изобретения является также устройство для смазывания валков установки для непрерывного межвалкового литья, содержащее средства нанесения по меньшей мере одного смазочного продукта на указанные валки с использованием средств распыления, формирующих по меньшей мере одну струю смазочного продукта, отличающееся тем, что оно содержит средства коррекции состава указанного смазочного продукта во время его нанесения на указанные валки без изменения расхода в средствах распыления.
Объектом настоящего изобретения является также установка для непрерывного межвалкового литья металлических полос, оборудованная устройством для смазывания в соответствии с настоящим изобретением.
Объектом настоящего изобретения является также способ регулирования установки для непрерывного межвалкового литья металлических полос, включающий в себя нанесение по меньшей мере одного смазочного продукта на указанные валки с использованием средств распыления, формирующих по меньшей мере одну струю смазочного продукта, причем этот смазочный продукт содержит разделительную смазку и жидкий носитель, при этом способ включает в себя коррекцию состава указанного смазочного продукта во время его нанесения на указанные валки без изменения расхода в средствах распыления.
Указанную коррекцию предпочтительно осуществляют в зависимости от конкретных условий эксплуатации установки.
Указанное непрерывное литье может быть горизонтальным, наклонным по отношению к горизонтальной плоскости или вертикальным (восходящим или нисходящим).
Для того чтобы обеспечить оптимальную эффективность смазывания, заявитель решал задачу управления количеством и распределением смазочного продукта, наносимого на рабочую поверхность валков. Однако во время испытаний он заметил, что, в отличие от общепринятого мнения, изменение расхода в средствах распыления меняет не только количество смазочного продукта, наносимого на валки, но также и распределение указанного смазочного продукта по их рабочей поверхности, вследствие чего, в частности, происходят неконтролируемые колебания качества смазывания, что, в частности, сказывается на устойчивой работе установки для литья и на качестве получаемой полосы. Он заметил в частности, что изменения расхода смазочного продукта, распыляемого на рабочую поверхность валка при помощи средства распыления, может привести к изменению распределения разделительной смазки внутри распылительного конуса или «струи» и на обрабатываемой поверхности, тогда как изменение состава смазочного продукта, как правило, существенно не сказываются на указанном распределении.
Для решения технической задачи, поставленной в настоящем изобретении, заявитель решил корректировать состав смазочного продукта в ходе нанесения, что позволяет корректировать количество разделительной смазки, наносимой на поверхность валка, полностью ограничивая колебания распределения указанной разделительной смазки. При этом смазочный продукт может представлять собой суспензию, раствор или их смесь.
Настоящее изобретение будет более очевидно из нижеследующего описания и прилагаемых к нему чертежей.
Краткое описание чертежей
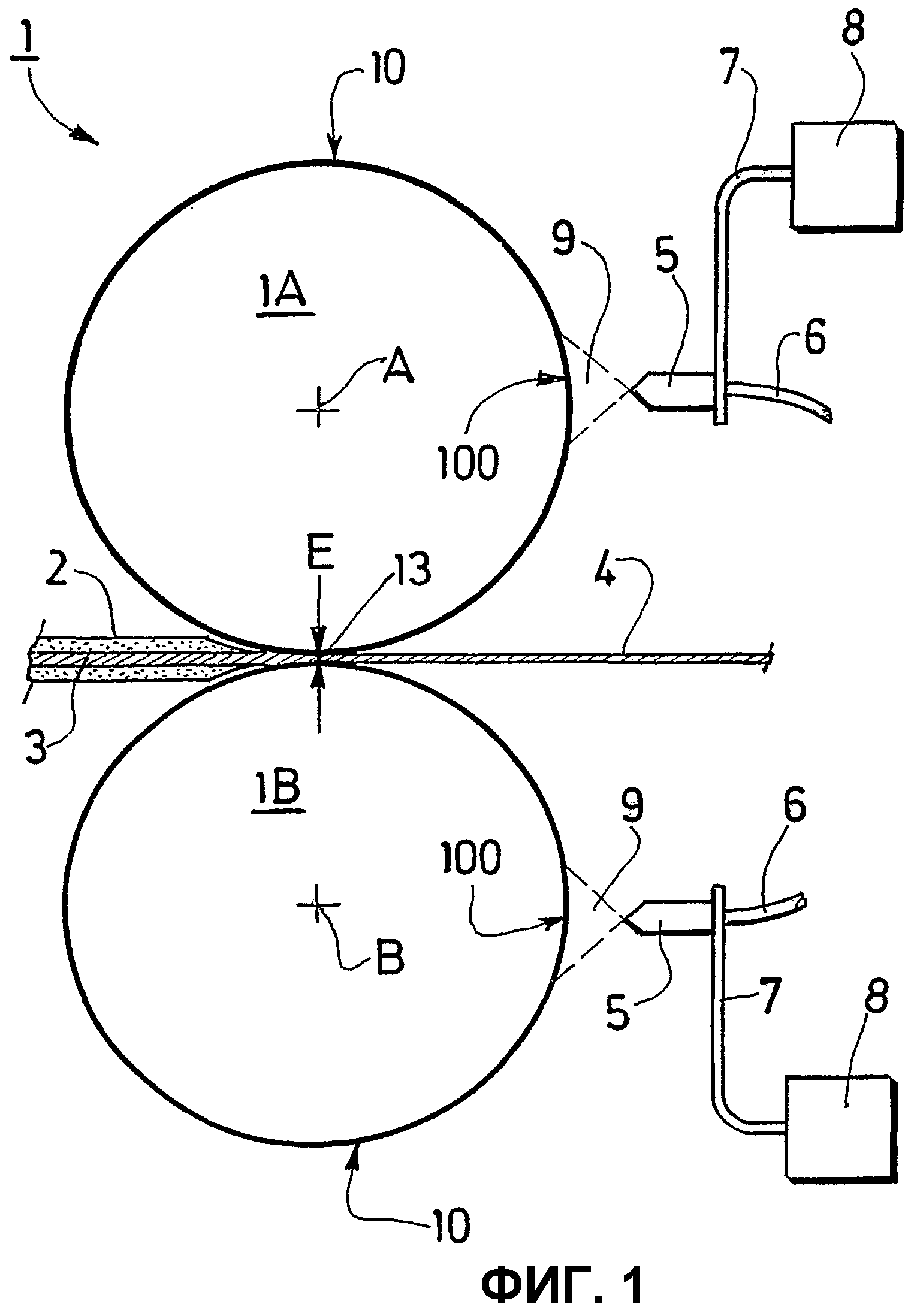
Фиг.1 - схематическое изображение в виде сбоку установки для непрерывного межвалкового литья, оборудованной средствами смазывания, известными из предшествующего уровня техники.
Фиг.2 - схематическое изображение устройства для смазывания установки для непрерывного межвалкового литья, известного из предшествующего уровня техники.
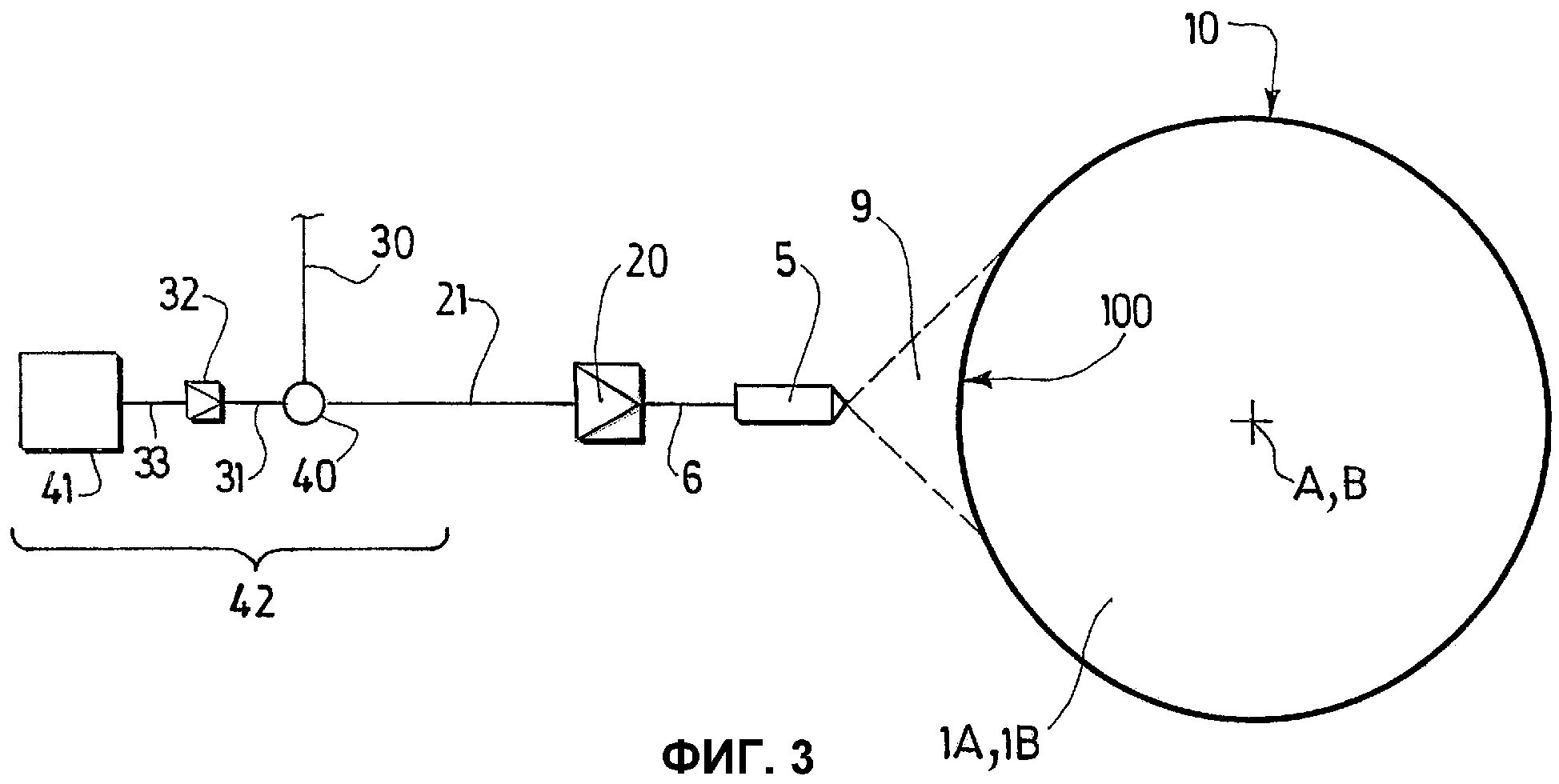
Фиг.3 - схематическое изображение предпочтительного варианта выполнения устройства для смазывания установки для непрерывного межвалкового литья в соответствии с настоящим изобретением.
Фиг.4 - схематическое изображение вариантов выполнения части устройства для смазывания установки для непрерывного межвалкового литья в соответствии с настоящим изобретением.
Фиг.5 - иллюстрация влияния изменения струи смазочного продукта, выходящей из расположенных рядом друг с другом средств распыления, на распределение смазочного продукта по поверхности валка.
Фиг.6 - иллюстрация влияния изменения струи смазочного продукта, выходящей из расположенных рядом друг с другом средств распыления, на распределение смазочного продукта по поверхности валка в случае сильного перекрывания между струями.
Фиг.7 - схематическое изображение в виде сбоку установки для непрерывного межвалкового литья, оборудованной средствами смазывания согласно возможному варианту выполнения настоящего изобретения.
Фиг.8 - упрощенное изображение в виде сверху установки для непрерывного межвалкового литья, оборудованной средствами смазывания согласно возможному варианту выполнения настоящего изобретения.
Фиг.9 - упрощенное изображение в виде сверху установки для непрерывного межвалкового литья, оборудованной средствами смазывания согласно другому возможному варианту выполнения настоящего изобретения.
Подробное описание изобретения
Как показано на фиг.1, установка (1) для непрерывного межвалкового литья обычно содержит два горизонтальных валка (1А, 1В) и литейную насадку (инжектор) (2). Валки (1А, 1В) обычно выполняют из металла, и они, как правило, имеют одинаковый диаметр. Оси вращения (А, В) валков (1А, 1В), как правило, по существу параллельны друг другу. Валки разделены межвалковым пространством (13) и выполнены с возможностью вращения в противоположных направлениях относительно друг друга.
Жидкий металл (3) поступает с одной стороны межвалкового пространства (13) через литейную насадку (2) и выходит с другой стороны в твердом состоянии в виде полосы (4), имеющей номинальную толщину Еo, практически равную зазору Е межвалкового пространства (13). Поверхность (10) валков непрерывно охлаждают, как правило, с помощью охлаждающей жидкости, циркулирующей внутри валков.
Литье называют горизонтальным, когда межосевое расстояние А-В между валками (1А) и (1В) является по существу вертикальным. Его называют наклонным, когда указанное межосевое расстояние А-В наклонено по отношению к вертикали. Его называют вертикальным, когда указанное межосевое расстояние А-В является по существу горизонтальным.
Установка для непрерывного межвалкового литья обычно оборудована средствами смазывания, содержащими средства (5) распыления смазочного продукта (24), средства (7, 8) крепления указанных средств распыления, источник (22) смазочного продукта (24), мешалку (23), патрубки (6, 21) для подвода смазочного продукта (24) и средство (20) регулирования расхода смазочного продукта. В качестве источника (22) смазочного продукта обычно используют резервуар с емкостью порядка от 100 до 200 литров.
Согласно изобретению способ смазывания валков (1А, 1 В) установки для непрерывного межвалкового литья содержит нанесение по меньшей мере одного смазочного продукта (24) на указанные валки, причем этот смазочный продукт содержит разделительную смазку и жидкий носитель и отличается тем, что содержит коррекцию состава указанного смазочного продукта (24) в ходе нанесения на указанные валки.
Настоящее изобретение основано на идее изменения (варьирования) состава смазочного продукта для того, чтобы избежать колебаний размера струй и колебаний распределения разделительной смазки внутри распылительного конуса или «струи» (9, 91, 92) и на обрабатываемой поверхности (100, 101, 102), которые могут проявляться при изменении расхода в средствах (5, 51, 52) распыления.
Разделительная смазка предпочтительно содержит графит, обычно в форме микронных частиц. Жидкий носитель предпочтительно содержит воду. Графит находится в жидком носителе в виде суспензии, возможно, в виде коллоидной суспензии с концентрацией, обычно находящейся в пределах от 0,2 до 4% по массе.
В предпочтительном варианте выполнения настоящего изобретения указанная коррекция состава включает в себя коррекцию содержания разделительной смазки в смазочном продукте, то есть концентрации разделительной смазки в указанном смазочном продукте. Так, можно изменять количество распыляемой на валки разделительной смазки путем изменения содержания этой смазки в смазочном продукте, не меняя при этом расхода в средствах распыления: содержание разделительной смазки увеличивают, когда хотят распылять большее количество разделительной смазки по поверхности (10) валка, и уменьшают, чтобы добиться обратного результата.
Предпочтительно, коррекция состава содержит разведение концентрата разделительной смазки в жидком носителе (разбавление). Указанный концентрат может быть «маточной суспензией», концентрированным раствором или их смесью. Указанный концентрат предпочтительно выбирают из концентрированных суспензий графита, нитрида бора, коллоидного оксида кремния, оксида магния (магнезии), органических веществ (таких как органические масла или сложные полиэфиры) или их смеси. Обычно можно использовать маточную суспензию, являющуюся концентратом графитовых частиц в виде суспензии в геле с процентным содержанием графита, обычно составляющим от 20 до 30% по массе. В этом случае жидкий носитель, как правило, является водой. Содержание маточной суспензии, добавляемой в жидкий носитель, обычно составляет от 1% до 8%.
На практике предпочтительно, чтобы способ в соответствии с настоящим изобретением содержал также коррекцию расхода смазочного продукта для установления стабильности струи во времени, в частности, между моментом настройки пистолетов-распылителей относительно валков вне процесса литья и во время литья.
Коррекция состава может осуществляться с обратной связью в зависимости от измерений, производимых на установке (1) для литья (обычно при помощи контура регулирования), и/или автоматически. Указанные измерения, как правило, содержат оптические, лазерные, инфракрасные измерения, измерения вибрации или измерения механического напряжения. Например, количество разделительной смазки, присутствующей на поверхности (10) валков, может быть определено при помощи датчика (такого как оптический датчик, лазерная система, камера или инфракрасный датчик), выдающего сигнал, который можно использовать в качестве обратной связи для регулирования состава смазочного продукта. Указанная коррекция состава в этом случае может соответствовать регулированию. Способ в соответствии с настоящим изобретением может быть составной частью способа регулирования установки для непрерывного межвалкового литья.
Согласно изобретению устройство для смазывания валков (1А, 1В), выполненное с возможностью применения в установке для непрерывного межвалкового литья, содержит средства нанесения (5, 51, 52, 6, 61, 62, 7, 8, 20, 21), предназначенные для нанесения по меньшей мере одного смазочного продукта (24) на указанные валки, и отличается тем, что содержит средства (30-41) коррекции состава смазочного продукта во время нанесения на указанные валки.
Устройство для смазывания в соответствии с настоящим изобретением выполнено с возможностью осуществления способа смазывания в соответствии с настоящим изобретением.
Средства нанесения предпочтительно содержат средства (20) управления расходом в средствах (5, 51, 52) распыления, такие как дозирующий насос.
Трубопроводы (6, 21) могут быть выполнены из различных материалов, совместимых со смазочным продуктом и с условиями окружающей среды вокруг установки для непрерывного литья. Если средства распыления выполнены подвижными, то часть (6) трубопроводов предпочтительно выполняют гибкими (в виде шлангов).
Средства нанесения могут быть размещены в различных местах по периферии валков. Вместе с тем, предпочтительно размещать их со стороны выхода, то есть со стороны металлической полосы, чтобы избежать контакта с жидким металлом, в результате которого может произойти взрыв.
Очень часто, когда смазочный продукт содержит жидкий носитель, такой как вода, и твердую разделительную смазку, такую как графит, средства смазывания в соответствии с настоящим изобретением могут содержать активные или пассивные средства (38, 39), такие как мешалка (38) или отражательную перегородку (39), для гомогенизации смазочного продукта. Средства смазывания в соответствии с настоящим изобретением в случае необходимости могут содержать средства (38) поддержания частиц разделительной смазки в состоянии суспензии.
В предпочтительном варианте выполнения настоящего изобретения, показанном на фиг.3, указанные средства (30-41) коррекции состава смазочного продукта содержат смеситель (40), источник (41) разделительной смазки, средство (32) регулирования подачи разделительной смазки и источник (30) жидкого носителя.
Средство (32) регулирования обеспечивает контроль и регулирование количества разделительной смазки, поступающей в смеситель (40) и наносимой на валки средствами нанесения. Средство (32) регулирования может содержать, например, дозирующий насос.
Указанный смеситель (40) может быть выполнен также в виде трубки Вентури, буферной емкости или цилиндра. Смеситель (40) предпочтительно имеет очень небольшую емкость (например, от 1 до 2 литров), что, в частности, позволяет быстро менять концентрацию разделительной смазки в смазочном продукте. Смеситель (40) может быть общим для нескольких средств распыления.
На фиг.4 показаны два варианта выполнения указанных средств (30-41) коррекции. В варианте выполнения, показанном на фиг.4а), средства (30-41) коррекции содержат резервуар (34), выполненный с возможностью содержания указанного концентрата (35), средство (32) регулирования подачи разделительной смазки, средства (31, 33) подачи, источник (30) жидкого носителя, буферную емкость (36), выполненную с возможностью содержания смазочного продукта (24), зону (37) смешивания и мешалку (38). В варианте выполнения, показанном на фиг.4b), средства (30-41) коррекции содержат резервуар (34), выполненный с возможностью содержания указанного концентрата (35), средство (32) регулирования подачи разделительной смазки, средства (31, 33) подачи, источник (30) жидкого носителя, цилиндр (36), выполненный с возможностью содержания смазочного продукта (24), зону (37) смешивания, отражательные перегородки (39) и мешалку (38).
Заявитель пришел к выводу, что разведение концентрата разделительной смазки в жидком носителе в смесителе (40), в частности, когда последний имеет небольшую емкость, может позволить избежать проблем осаждения разделительной смазки, которые часто наблюдаются в известных устройствах (которые, как правило, работают по принципу «замесов» (т.е. периодически) с использованием резервуаров (22) большой емкости, обычно от 100 до 200 литров, и приводят к возникновению флуктуации реального состава смазочного продукта по отношению к его номинальному значению. Использование одного или нескольких смесителей (40) небольшой емкости позволяет также уменьшить их объем и, следовательно, размер установок для литья. Это позволяет также упростить средства управления.
Когда разделительную смазку используют в виде концентрата (35) с возможностью его разведения в жидком носителе, источником (41) разделительной смазки предпочтительно является резервуар (34), из которого можно осуществлять регулируемое питание смесителя (40).
Средства (30-41) коррекции состава смазочного продукта могут образовать устройство (42) коррекции, которое предпочтительно выполняют в виде отдельного съемного и/или разборного узла, что облегчает его техническое обслуживание.
Устройство для смазывания в соответствии с настоящим изобретением может содержать средства управления с обратной связью указанной коррекцией состава в зависимости от измерений, производимых на установке для литья, например, при помощи контура регулирования. Оно может также содержать средства автоматического управления указанной коррекцией состава.
Средства (5, 51, 52) распыления обычно выбирают из группы, включающей в себя форсунки и пистолеты-распылители. Средства нанесения могут содержать только одно средство (5) распыления на один валок (фиг.1) или несколько средств (51, 52) распыления на один валок (фиг.7 и 9). В последнем случае средства распыления могут быть совмещены друг с другом (как показано на фиг.7), т.е. расположены друг над другом или сбоку друг от друга в зависимости от их положения и направления литья (горизонтальное или вертикальное), или распределены вдоль валка (как показано на фиг.9). Средства нанесения могут также содержать средства перемещения средств распыления вдоль валка, как правило, с приведением в колебательное движение или возвратно-поступательное движение от одного конца (11) валка к другому концу (12).
Согласно предпочтительному варианту выполнения настоящего изобретения указанные средства нанесения содержат одно средство (5) распыления для каждого валка (1А, 1В) и средства (80-84) перемещения указанного средства (5) распыления вдоль каждого валка, как правило, с приведением в возвратно-поступательное движение.
Согласно другому предпочтительному варианту выполнения настоящего изобретения указанные средства нанесения содержат по меньшей мере два средства (51, 52) распыления для каждого валка (1А, 1В), при этом указанные средства распыления образуют единый блок, и средства (80-84) перемещения каждого такого блока вдоль каждого валка, обычно - при возвратно-поступательном движении.
Средства распыления каждого из указанных блоков предпочтительно располагают друг над другом (как показано на фиг.7), если требуется производить полосы большой ширины (что обычно вызывает затруднения в связи с ограниченной максимальной скоростью средств перемещения средств распыления).
Средства (80-84) перемещения, как правило, содержат подвижный суппорт или каретку (80), рельс (81) и средства (82, 83, 84) привода, такие как двигатель. Предпочтительно, указанные средства (80-84) перемещения обеспечивают перемещение средств распыления с приведением в возвратно-поступательное движение вдоль оси, параллельной оси (А, В) валка.
Согласно другому предпочтительному варианту выполнения настоящего изобретения указанные средства нанесения содержат по меньшей мере два средства (5) распыления для каждого валка, и указанные средства распыления расположены в линию, приблизительно параллельную оси (А, В) каждого из указанных валков (1А, 1В). Средства распыления, как правило, выполняют равноудаленными.
Направление средств распыления может быть фиксированным или меняющимся. Устройство в соответствии с настоящим изобретением может также содержать средства придания средствам распыления колебательного движения относительно определенной оси, что позволяет увеличить поверхность обработки средствами распыления и, в случае необходимости, уменьшить их число. Ось колебаний, как правило, является вертикальной.
Преимущество настоящего изобретения наиболее явно проявляется в случае, когда используют по меньшей мере два средства распыления на один валок. Действительно, в таких случаях перекрывание распылительных конусов (9, 91, 92) и поверхностей обработки (100, 101, 102) может привести к значительным колебаниям общего распределения смазочного продукта многочисленными средствами распыления. Например, как схематически показано на фиг.5, где D является поверхностной плотностью разделительной смазки, общая поверхность обработки двумя расположенными рядом друг с другом средствами распыления может претерпевать не только радиальные изменения плотности, как это происходит в случае использования только одного средства распыления, но также значительные изменения плотности в зоне контакта между распылительными конусами и обрабатываемыми поверхностями, причем даже в том случае, когда смазывание может быть очень близким к номинальному значению N в зонах S, где обрабатываемые поверхности не перекрываются. Фиг.5а) соответствует случаю, когда две струи образуют относительно закрытый (малый) угол по отношению к требуемому оптимальному значению; перекрывание между распылительными конусами и двумя обрабатываемыми поверхностями в этом случае очень незначительно или ничтожно, что приводит к образованию зон Е недостаточного смазывания по отношению к номинальному значению N. Фиг.5b) соответствует случаю, когда две струи образуют относительно открытый (большой) угол по отношению к требуемому оптимальному значению; перекрывание между распылительными конусами и двумя обрабатываемыми поверхностями в этом случае является ощутимым и даже значительным, что приводит к образованию зон R чрезмерного смазывания по отношению к номинальному значению N. На фиг.6 показано, что подобный эффект может проявляться даже при значительных зонах перекрывания между обрабатываемыми поверхностями. В этом последнем случае количество разделительной смазки, наносимой в некоторых зонах, может флуктуировать весьма значительно, меняясь от недостаточного смазывания в некоторых. зонах Т, когда угол струй является относительно закрытым по отношению к требуемому оптимальному значению (фиг.6а), до чрезмерного смазывания в тех же зонах Т, когда угол струй является относительно открытым (фиг.6b).
Установка (1) для непрерывного межвалкового литья в соответствии с настоящим изобретением может содержать по меньшей мере один датчик для определения количества разделительной смазки, присутствующей на поверхности (10) валков, выдающий сигнал с возможностью его использования в качестве сигнала обратной связи для коррекции состава смазочного продукта. Указанный датчик обычно выбирают из оптических датчиков, лазерных систем, камер, инфракрасных датчиков, датчиков вибрации и датчиков механического напряжения.
В способе регулирования в соответствии с настоящим изобретением указанную коррекцию можно производить в зависимости от условий эксплуатации указанной установки (1). Ее можно также производить с обратной связью в зависимости от измерений, производимых на указанной установке для литья, например, при помощи контура регулирования. Указанные измерения могут содержать оптические, лазерные, инфракрасные измерения, измерения вибрации или измерения механического напряжения. Указанная коррекция состава может также производиться автоматически.
Настоящее изобретение касается преимущественно производства полос из цветных металлов, в частности из алюминия или алюминиевого сплава, или из меди или медного сплава.
Примеры
Полосы из алюминиевого сплава серии 1100 согласно номенклатуре Алюминиевой ассоциации («Aluminium Association») толщиной 3 мм и шириной 1800 мм были отлиты в соответствии с настоящим изобретением при скоростях, достигающих 3,5 мм/мин, при усилиях сжатия 1000 т на сторону с использованием 21%-ой маточной суспензии графита, разведенной в воде, с коррекцией содержания графита примерно от 2% до 3%. Качество поверхности полос проверялось макрографическим травлением образцов по всей ширине. Заявитель отметил значительное повышение качества поверхности полос, гораздо большую воспроизводимость этого качества и повышение производительности примерно на 10% по сравнению с процессами литья, осуществляемыми при смазывании в режиме замесов с резервуарами большой емкости и с простым регулированием расхода смазочного продукта. Данные улучшения заявитель относит на счет более равномерного и более управляемого распределения разделительной смазки.
Преимущества изобретения
Настоящее изобретение, которое может быть интегрировано в известные способы и устройства для непрерывного межвалкового литья, позволяет повысить качество получаемых полос и стабильность нанесения разделительной смазки на валки. Качество, в частности, повышается за счет регулирования струй, которые могут оставаться неизменными независимо от режима эксплуатации установки. Для данного режима эксплуатации стабильность нанесения позволяет существенно ограничить количество смазочного продукта, необходимого для получения полос определенного качества.
Реферат
Изобретение относится к металлургии, в частности к способу и устройству для смазывания валков при непрерывном межвалковом литье металлических полос. Способ смазывания валков установки для непрерывного межвалкового литья содержит нанесение по меньшей мере одного смазочного продукта на указанные валки. Смазочный продукт содержит разделительную смазку и жидкий носитель. Во время нанесения на валки осуществляют коррекцию состава смазочного продукта без изменения его расхода. Устройство для смазывания валков установки для непрерывного межвалкового литья содержит средства нанесения по меньшей мере одного смазочного продукта на валки и средства коррекции состава смазочного продукта во время нанесения. Техническим результатом является повышение качества металлических полос, стабильность нанесения смазки на валки. 5 н. и 37 з.п. ф-лы, 9 ил.
Комментарии