Ботинок и способ его изготовления - RU2370191C2
Код документа: RU2370191C2
Чертежи





Описание
Область техники, к которой относится изобретение
Изобретение относится к способу изготовления ботинка, при этом указанный ботинок содержит:
верхнюю часть с внутренней стелькой,
внутреннюю стельку, выполненную, по меньшей мере, в зоне пятки ботинка и образующую так называемый пяточный клин, и наружную подошву, отлитую на внутреннюю стельку и на окружной нижней зоне верхней части вблизи внутренней стельки, и при этом внутренняя стелька и наружная подошва отлиты в виде единого целого из пластмассового материала,
при этом согласно способу
а) выполняют колодку, имеющую нижнюю поверхность, которая, по меньшей мере, в зоне пятки снабжена клиновидным углублением, образованным по бокам и сзади имеющим по существу U-образную форму выступающим ребром,
b) располагают верхнюю часть, имеющую внутреннюю стельку, на колодке, при этом в зоне пятки указанная внутренняя стелька снабжена, по меньшей мере, одним сквозным отверстием,
c) выполняют литейную форму для подошвы, имеющую две половины формы, выполненные с возможностью бокового перемещения относительно друг друга между открытым положением и закрытым положением,
d) располагают нижнюю часть колодки, снабженную верхней частью ботинка и внутренней стелькой, в литейной форме в ее открытом положении,
e) закрывают литейную форму с образованием закрытой полости между колодкой, снабженной верхней частью ботинка и внутренней стелькой, и половинами литейной формы,
f) инжектируют пластмассовый материал в закрытую полость литейной формы, за счет чего указанная полость и углубление колодки, соединенное с ней через отверстие внутренней стельки, заполняются инжектируемым материалом,
g) обеспечивают затвердевание инжектированного материала, за счет чего ребро колодки образует соответствующую канавку между пяточным клином внутренней подошвы и внутренней поверхностью верхней части ботинка,
h) открывают литейную форму и снимают верхнюю часть ботинка с отлитыми внутренней подошвой и наружной подошвой с колодки.
С точки зрения внешнего вида может быть желательным изготовление ботинок с литыми подошвами, имеющими небольшую высоту подошвы в пяточной зоне при рассматривании снаружи. Небольшая высота подошвы означает, что подошва является низкой особенно в пяточной зоне при рассматривании снаружи. Обычно это достигается посредством литья наружной подошвы на верхнюю часть ботинка с помощью обычной колодки и последующего размещения отдельно изготовленной внутренней подошвы или так называемого пяточного клина внутрь ботинка. Внутренняя подошва обеспечивает желаемую разницу по высоте между пяточной зоной ступни и передней зоной ступни. В этом способе можно использовать обычную колодку, изготовленную из твердой пластмассы, которая обычно армирована, однако изготовление отдельной внутренней подошвы и расположение ее в ботинке увеличивает стоимость изготовления.
Уровень техники
Однако из GB 2027581 известная отливка внутренней подошвы в виде единого целого с наружной подошвой.
Кроме того, известно использование способа указанного выше типа для отливки наружной подошвы в виде единого целого с внутренней подошвой на верхней части ботинка для получения ботинка с низкой подошвой. В известном способе используют колодку, имеющую очень тонкое ребро, задающее клиновидное углубление, образующее внутреннюю подошву с обеспечением возможно близкого примыкания внутренней подошвы к внутренней поверхности верхней части ботинка. Однако использование очень тонкого выступающего ребра предполагает выполнение колодки из твердого металла, такого как сталь или твердый алюминий, для предотвращения деформации ребра при воздействии на него давления закрывания литейной формы для подошвы. Однако изготовление обувных колодок из твердого металла является значительно более дорогим, чем изготовление обувных колодок из пластмассового материала, так что использование металлических колодок значительно повышает стоимость изготовления обуви. Кроме того, как показывает практика, трудно полностью исключить деформацию тонкого выступающего ребра на колодке.
Сущность изобретения
Целью изобретения является создание способа указанного выше типа, который обеспечивает использование неметаллической колодки и тем самым снижение стоимости изготовления как колодки, так и изготавливаемой обуви.
Способ согласно изобретению характеризуется тем, что
j) выполняют отдельно сформированную вставку, имеющую опорную часть и ребристую часть, имеющую форму, по существу соответствующую форме канавки, и
k) располагают вставку в ботинке с размещением ребристой части в канавке.
Поскольку вставку необходимо располагать в канавке, образованной ребром колодки, то указанное ребро может в принципе иметь любую толщину, включая такую толщину, что обувную колодку можно выполнять из не металлического материала, например пластмассового материала, не обязательно армированного пластмассового материала, такого как полиэтилен высокой плотности (HDPE). Это значительно снижает стоимость изготовления колодки и, несмотря на изготовление отдельной вставки, обеспечивается уменьшение полной стоимости изготовления обуви с помощью способа согласно изобретению. В то же время, использование отдельной вставки обеспечивает различные преимущества для пользователя, такие как возможность использования колодок различной формы в соответствии с пожеланиями пользователя. Кроме того, можно использовать для вставки материал, имеющий твердость, отличную от твердости материала, используемого для наружной подошвы и внутренней подошвы. Наконец, можно получать визуальный эффект посредством изготовления вставки с цветом, отличным от цвета внутренней подошвы и наружной подошвы.
Ребристую часть вставки можно съемно размещать в канавке для обеспечения замены вставки. Однако ребристую часть вставки можно размещать в канавке не съемно, например, посредством склеивания.
Кроме того, могут быть предусмотрены взаимодействующие средства сцепления в боковой поверхности ребристой части вставки, обращенной к внутренней подошве, и в боковой поверхности внутренней подошвы для съемного удерживания вставки в канавке. В результате вставка удерживается на месте и возможна ее замена.
Кроме того, опорная часть вставки может иметь верхнюю поверхность, находящуюся по существу заподлицо с верхней поверхностью внутренней подошвы для исключения некомфортного перехода между внутренней подошвой и наружной подошвой. Однако можно также придавать вставке форму, при которой ее опорная часть находится на более высоком уровне, чем верхняя поверхность внутренней подошвы, с последующим выравниванием разницы по высоте с помощью стельки, которая приклеивается к внутренней подошве.
Кроме того, опорная часть вставки, противоположная ребристой части, может иметь верхнюю поверхность, наклоненную вверх и наружу в направлении внутренней поверхности верхней части ботинка, по меньшей мере, в пяточной зоне, с целью обеспечения боковой опоры в пяточной зоне.
Кроме того, по меньшей мере, в пяточной зоне опорная часть вставки, противоположной ребристой части, может включать окружной буртик, проходящий вверх вдоль внутренней поверхности верхней части ботинка с прилеганием к ней. В результате обеспечивается сильная боковая опора ноги.
Кроме того, опорная часть вставки может проходить в направлении внутрь за ребристую часть с образованием плитообразной зоны, которая перекрывает и упирается в верхнюю поверхность внутренней подошвы.
Кроме того, к опорной части вставки может быть прикреплена стелька, например, посредством приклеивания или пришивания.
Изобретение дополнительно относится к ботинку, включающему:
верхнюю часть с наружной поверхностью и внутренней поверхностью,
внутреннюю стельку, соединенную с верхней частью и имеющую наружную поверхность и внутреннюю поверхность и снабженную, по меньшей мере, одним сквозным отверстием в своей пяточной зоне,
наружную подошву из пластмассового материала и отлитую на наружную поверхность внутренней стельки и на окружную нижнюю зону наружной поверхности верхней части до внутренней стельки, и
внутреннюю подошву, предусмотренную, по меньшей мере, в пяточной зоне ботинка и образующую так называемый пяточный клин на внутренней поверхности внутренней стельки,
при этом указанные наружная подошва и внутренняя подошва отлиты в виде единого целого, за счет чего пластмассовый материал проходит через, по меньшей мере, одно отверстие внутренней стельки, и
предусмотрена канавка, имеющая по существу U-образную форму на виде сверху, между пяточным клином и внутренней поверхностью верхней части ботинка, при этом указанная канавка проходит между боковой поверхностью внутренней подошвы и внутренней поверхностью верхней части ботинка.
Известен ботинок указанного выше типа, в котором канавка между боковой поверхностью внутренней подошвы и внутренней поверхностью верхней части является очень узкой. Это оказывает отрицательное влияние на стоимость изготовления и может приводить к указанным выше проблемам при изготовлении.
Таким образом, целью данного изобретения является устранение недостатков известного ботинка и изготовление ботинка, который обеспечивает дополнительные преимущества для пользователя по сравнению с известной обувью.
Согласно изобретению ботинок характеризуется отдельно изготавливаемой вставкой, имеющей U-образную ребристую часть, имеющую форму, по существу соответствующую форме канавки, и опорную часть, противоположную ребристой части, при этом указанная ребристая часть размещена с плотной посадкой в канавке.
В результате, как указывалось выше, обеспечиваются преимущества изготовления и финансовые преимущества вместе с различными преимуществами для пользователя.
За счет съемного размещения ребристой части вставки в канавке, можно располагать вставки различной формы или вставки различной твердости в один и тот же ботинок, например, в соответствии с пожеланием пользователя.
Кроме того, могут быть предусмотрены взаимодействующие средства сцепления в боковой поверхности ребристой части вставки, которая обращена к боковой поверхности внутренней подошвы, и в боковой поверхности внутренней подошвы для съемного удерживания вставки в канавке.
Кроме того, опорная часть вставки может иметь верхнюю поверхность, находящуюся по существу заподлицо с верхней поверхностью вставки.
Кроме того, по меньшей мере, в пяточной зоне опорная часть вставки, противоположная ребристой части, может иметь верхнюю поверхность, наклоненную вверх и наружу в направлении внутренней поверхности верхней части ботинка.
Кроме того, по меньшей мере, в пяточной зоне опорная часть вставки, противоположная ребристой части, может включать окружной буртик, проходящий вверх вдоль внутренней поверхности верхней части ботинка с прилеганием к ней.
Кроме того, опорная часть вставки может проходить в направлении внутрь за ребристую часть с образованием плитообразной зоны, которая перекрывает и упирается в верхнюю поверхность внутренней подошвы.
Кроме того, к опорной части вставки может быть прикреплена стелька, например, посредством приклеивания или пришивания.
Наконец, вставка может быть выполнена из пластмассового материала, имеющего твердость, отличную от твердости пластмассового материала наружной подошвы и внутренней подошвы.
Следует также отметить, что для специалистов в данной области техники очевидно предусмотрение подходящих материалов для отливаемых в виде единого целого наружной подошвы и внутренней подошвы. Примеры подходящих пластмассовых материалов включают термопластичный или термореактивный полиуретан (PU) и PVC (поливинилхлорид). Множество пластмассовых материалов, очевидных для специалистов в данной области техники, можно использовать для выполнения вставки, включая указанные выше материалы и EVA (сополимер этилена и винилацетата).
Краткое описание чертежей
Ниже приводится подробное описание изобретения со ссылками на чертежи, на которых изображено:
фиг.1 - центральный продольный разрез части ботинка согласно изобретению, в изометрической проекции;
фиг.2 - вертикальный разрез ботинка, показанного на фиг.1, снабженного стелькой;
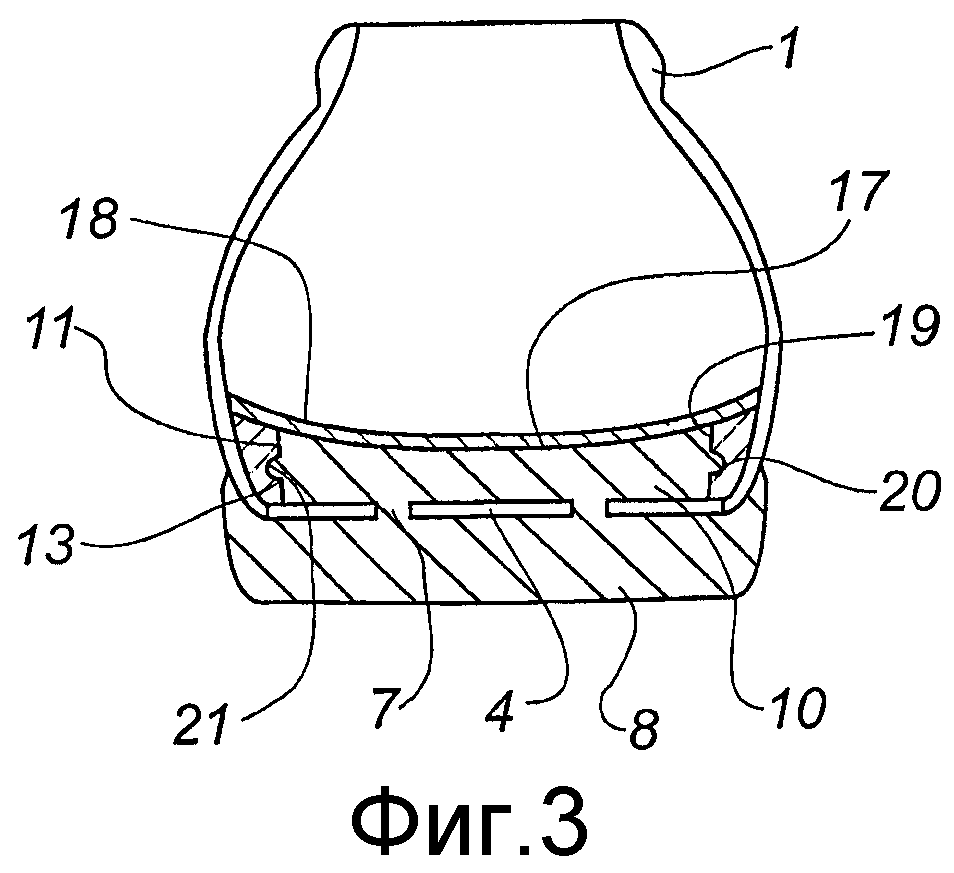
фиг.3 - поперечный разрез пяточной зоны модификации ботинка, показанного на фиг.2;
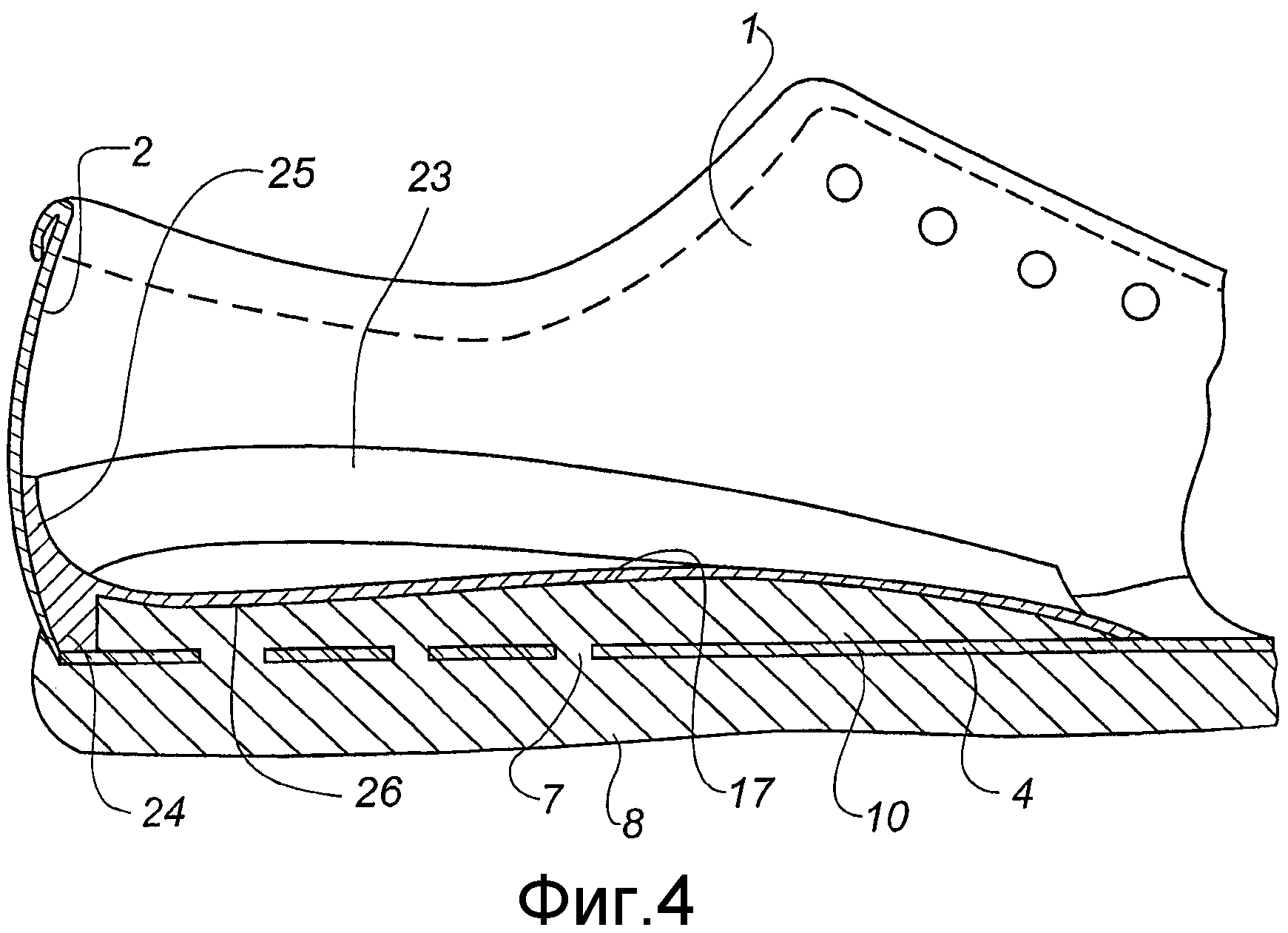
фиг.4 - центральный продольный разрез варианта выполнения ботинка согласно изобретению, в изометрической проекции;
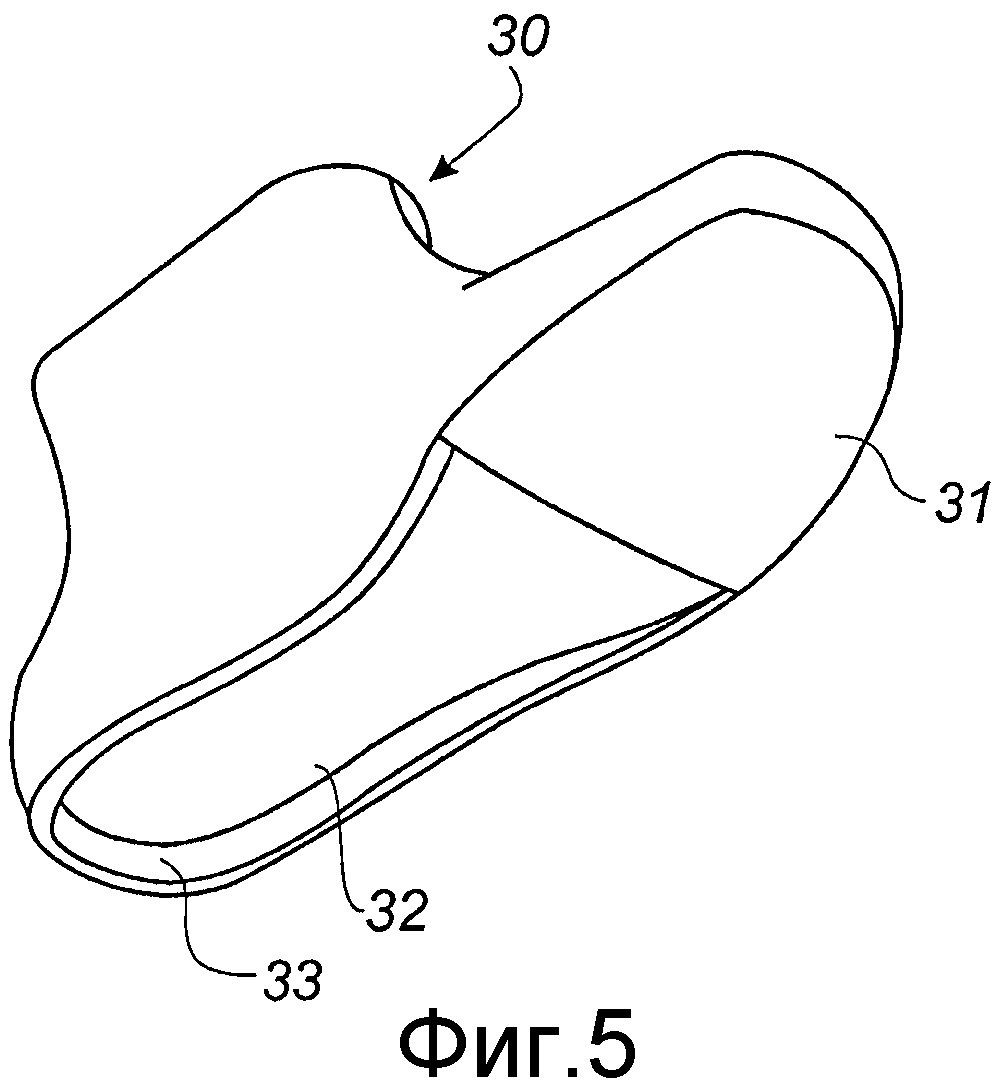
фиг.5 - колодка для использования при изготовлении ботинка, показанного на фиг.1, 2 и 4, в способе согласно изобретению, в изометрической проекции на виде сверху;
фиг.6 - вертикальный разрез колодки, показанной на фиг.5;
фиг.7 - вертикальный поперечный разрез пяточной зоны литейной формы для выполнения способа согласно изобретению, при этом литейная форма показана в открытом положении, и
фиг.8 - литейная форма согласно фиг.7, при этом литейная форма показана в закрытом положении.
Предпочтительные варианты выполнения изобретения
Вариант выполнения ботинка согласно изобретению, показанный на фиг.1, включает верхнюю часть 1 с внутренней поверхностью 2 и наружной поверхностью 3. Внутренняя стелька 4 соединена с верхней частью, например, посредством сшивания. Внутренняя стелька 4 имеет внутреннюю поверхность 5 и наружную поверхность 6. Несколько сквозных отверстий предусмотрено в пяточной зоне внутренней стельки 4.
Кроме того, ботинок включает наружную подошву 8 из упругого, предпочтительно вспененного материала, например полиуретана, которая отлита на верхнюю поверхность 6 внутренней стельки и на окружную нижнюю зону 9 наружной поверхности 3 верхней части 1 вблизи внутренней стельки 4, и внутреннюю подошву 10, проходящую от пяточной зоны ноги к передней зоне ноги. Указанная внутренняя подошва 10 показана в виде пяточного клина или просто клина, служащего для подъема пяточной зоны ноги относительно передней части ноги и одновременно для опоры свода стопы. Внутренняя подошва 10 прилита к внутренней поверхности 5 внутренней стельки 5 и дополнительно отлита в виде единого целого с наружной подошвой 8, за счет чего пластмассовый материал проходит через отверстия 7 внутренней стельки 4.
По существу U-образная на виде сверху канавка 12 предусмотрена между боковой поверхностью 11 внутренней подошвы 10 и внутренней поверхностью 2 верхней части, при этом указанная канавка задана снизу внутренней поверхностью 5 внутренней стельки. Глубина канавки 12 изменяется в соответствии с контуром внутренней подошвы 10 и, таким образом, по существу не имеет глубины в зоне, в которой заканчивается внутренняя стелька в передней зоне ноги, т.е. плавно переходит в нее.
Ребристая часть 14 вставки 13, выполненная из упругого пластмассового материала, например вспененной пластмассы, расположена в канавке 12. На виде сверху ребристая часть 14 вставки 13 имеет U-образную форму, по существу одинаковую с формой канавки 12. Вставка 13 дополнительно снабжена опорной частью 15, противоположной ребристой части 14 и имеющей верхнюю поверхность 16, плавно переходящую в верхнюю поверхность 17 внутренней подошвы 10. На фиг.1 вставка 13 имеет по существу форму клина в поперечном сечении, за счет чего обеспечивается ее надежное удерживание в канавке.
Ботинок, показанный на фиг.2, отличается от ботинка, показанного на фиг.1, тем, что он снабжен стелькой 18. Стелька 18 проходит по всей зоне внутренней подошвы ботинка, т.е. она покрывает вставку 13, внутреннюю подошву 10 и внутреннюю стельку 4 в передней зоне стопы. Стелька 18 может быть расположена съемно, но может быть также прикреплена к наружной поверхности 16 вставки 13, например, посредством приклеивания или пришивания, так что вставка 13 удаляется из ботинка вместе со стелькой 18.
На фиг.3 показан вертикальный продольный разрез пяточной зоны модификации ботинка, показанного на фиг.2. Модифицированный ботинок, показанный на фиг.3, отличается от ботинка, показанного на фиг.2, лишь боковой поверхностью 11 внутренней подошвы 10 и боковой поверхностью 19 вставки 13, обращенной к боковой поверхности 11 внутренней подошвы, имеющими взаимодействующие средства сцепления, которые дополнительно обеспечивают надежное удерживание вставки 13 в канавке. В данном случае средства сцепления имеют форму выступов 20 на боковой поверхности 11 внутренней подошвы 10, которые входят в зацепление с углублением 21 в боковой поверхности 19 вставки 13. Естественно, что средства сцепления могут быть расположены наоборот или же выполнены в виде множества отдельных выступов и соответствующего числа отдельных углублений.
На фиг.1-3 дополнительно показано, что упомянутый выше внешний вид с низкой подошвой в пяточной зоне при рассматривании снаружи обеспечивается с помощью наружной подошвы 8, проходящей меньше вверх к наружной поверхности 3 верхней части, чем до уровня верхней поверхности 17 внутренней подошвы 10.
Вариант выполнения ботинка согласно изобретению, показанный на фиг.4, отличается от вариантов выполнения, показанных на фиг.1 и 2, лишь конструкцией вставки 23. Ребристая часть 24 вставки 23 соответствует ребристой части 13, показанной на фиг.1 и 2. Однако опорная часть вставки 23 образована в виде окружного буртика, проходящего вверх вдоль внутренней поверхности верхней части для обеспечения боковой опоры ноги. Кроме того, опорная часть 25 вставки проходит в направлении внутрь за ребристую часть 24 с образованием имеющей форму плиты зоны, которая перекрывает и упирается в верхнюю поверхность 17 внутренней подошвы 10.
Ниже приводится описание способа согласно изобретению изготовления ботинок со ссылками на фиг.5-8. Для выполнения способа согласно изобретению используется колодка 30 с нижней поверхностью 31 (см. фиг.5 и 6). В нижней поверхности 31 предусмотрено имеющее форму клина углубление 32, при этом указанное углубление задано по бокам и сзади выступающим ребром 33, имеющим по существу U-образную форму при рассматривании в направлении нижней поверхности 31 колодки 30. Форма клиновидного углубления 32, которая задана выступающим ребром 33, соответствует по существу форме внутренней подошвы 10, при этом углубление образует внутреннюю подошву в последующем процессе литья. Аналогичным образом форма выступающего ребра 33 колодки 30 соответствует по существу форме канавки 12 ботинка.
Верхнюю часть 1 с внутренней стелькой 4, которая снабжена одним или несколькими сквозными отверстиями 7 в пяточной зоне, располагают на колодке 30. Отверстия 7 предусмотрены в зоне колодки 30 с клиновидным углублением 32.
Для выполнения способа используют литейную форму 34, показанную на фиг.7 и 8. Эта литейная форма 34 содержит две половины 35, 36 литейной формы, выполненные с возможностью бокового перемещения между открытым положением (показано на фиг.7) и закрытым положением (показано на фиг.8). Литейная форма 34 дополнительно содержит нижнюю часть или нижний поршень 37, перемещаемый вертикально между открытым положением литейной формы, показанным на фиг.7, и закрытым положением литейной формы, показанным на фиг.8. В закрытом положении литейной формы, показанном на фиг.8, части 35, 36, 37 задают полость, соответствующую внешней форме наружной подошвы 8, подлежащей отливке на верхней части 1, при этом внутренняя стелька 4 расположена на колодке 30.
Для отливки наружной подошвы 8 и внутренней подошвы 10 нижнюю часть колодки 30, снабженную верхней частью 1 и внутренней стелькой 3, помещают в литейную форму в ее открытом положении, показанном на фиг.7. Затем половины 35 и 36 литейной формы перемещают в закрытое положение, показанное на фиг.8, за счет чего краевые части 38, 39 герметично прилегают к верхней части 1 вдоль ее периферийной зоны. В результате образуется закрытая полость между частями 35, 36 и 37 литейной формы.
Жидкий материал для отливки подошвы затем впрыскивают в полость через вход 40, образованный из входных канавок 40а, 40b, предусмотренных в закрывающих поверхностях 41, 42 половин 35, 36 литейной формы, при этом указанные поверхности образуют продольную закрывающую плоскость литейной формы в ее закрытом положении.
После впрыска литейного материала перемещают нижнюю часть 37 вверх в положение, показанное на фиг.8, которое является закрытым положением литейной формы. В этом закрытом положении части 35, 36 и 37 совместно с колодкой 30 задают закрытую полость 43 с формой, соответствующей форме наружной подошвы 8 и внутренней подошвы 10.
В данном примере, в котором используют вспененный материал, например полиуретан, в качестве литейного материала, указанный материал расширяется и заполняет полость 43 и через сквозные отверстия 7 затекает также в углубление 32 колодки 30. В результате литейный материал прочно приливается к наружной поверхности и внутренней поверхности внутренней стельки и к нижней части верхней части 1 после затвердевания.
После затвердевания впрыснутого литейного материала литейную форму открывают и извлекают колодку 30 с наружной подошвой 8 и внутренней подошвой 10, отлитой на ней, из литейной формы. Затем верхнюю часть 1 с внутренней подошвой и наружной подошвой удаляют с колодки 30.
Затем обеспечивают отдельно изготовленную вставку, например вставку 13, показанную на фиг.1, которая имеет опорную часть 15 и ребристую часть 14 с формой, по существу соответствующей форме канавки 12, которая образована выступающим ребром 33 колодки 30 в указанном выше процессе литья.
Затем вставку помещают в ботинок, при этом ее ребристая часть размещается в канавке. После этого в ботинке может быть расположена, например, стелька 18, показанная на фиг.2.
Что касается конструкции литейной формы 34, то следует отметить, что в зависимости от используемого литейного материала не обязательно использовать вертикально перемещаемую нижнюю часть 37. Таким образом, можно отливать подошвы с помощью литейной формы, состоящей лишь из двух перемещаемых в боковом направлении относительно друг друга половин литейной формы, за счет чего получают вариант выполнения половин литейной формы, показанный штриховыми линиями на фиг.8, при этом перемещаемые половины литейной формы имеют нижние части, которые в закрытом положении половин литейной формы задают внизу полость 43. Естественно, что в этом варианте выполнения литейной формы вход расположен так, что он открывается в полость 43.
Реферат
Группа изобретений относится к способу изготовления ботинка и к конструкции ботинка. Ботинок имеет внутреннюю подошву и наружную подошву, отлитые в виде единого целого к верхней части внутренней стельки. В способе изготовления ботинка используют колодку, имеющую в зоне пятки клиновидное углубление, заданное выступающим ребром. Располагают верхнюю часть заготовки обуви с внутренней стелькой на колодке, при этом внутренняя стелька имеет отверстие в пяточной зоне. Располагают нижнюю часть колодки, снабженной верхней частью и внутренней стелькой, в литейной форме. Затем инжектируют пластмассовый материал в закрытую полость литейной формы, образованной колодкой и литейной формой. Обеспечивают затвердевание инжектированного материала, за счет чего ребро колодки образует соответствующую канавку между внутренней подошвой и внутренней поверхностью верхней части заготовки обуви. Снимают верхнюю часть заготовки обуви с отлитыми подошвами с колодки, выполняют отдельно сформированную вставку, имеющую форму, по существу соответствующую форме канавки, и располагают вставку в канавке. Технический результат, который достигается при использовании способа по изобретению, заключатся в том, что он обеспечивает использование неметаллической колодки, и соответственно в снижении стоимости изготовления как самой колодки, так и изготавливаемой обуви. 2 н. и 8 з.п. ф-лы, 8 ил.
Формула
верхнюю часть (1) с внутренней стелькой (4),
внутреннюю подошву (10), выполненную, по меньшей мере, в пяточной
зоне ботинка и образующую так называемый пяточный клин, и
наружную подошву (8), отлитую на внутреннюю стельку (4) и на окружную нижнюю зону (9) верхней части (1) вблизи внутренней стельки (4), и при этом внутренняя подошва (10) и наружная подошва (8) отлиты в виде единого целого из пластмассового материала,
при этом согласно способу
а. изготавливают колодку, имеющую нижнюю поверхность (31), которая, по меньшей мере, в зоне пятки имеет клиновидное углубление (32), образованное по бокам и сзади имеющим, по существу, U-образную форму выступающим ребром,
b. выполняют верхнюю часть (1), имеющую внутреннюю стельку (4), на колодке (30), при этом указанная внутренняя стелька (4) снабжена, по меньшей мере, одним сквозным отверстием (7),
с. выполняют литейную форму (34) для подошвы, содержащую две половины (35, 36) формы, выполненные с возможностью бокового перемещения относительно друг друга между открытым положением и закрытым положением,
d. располагают нижнюю часть колодки (30), снабженную верхней частью (1) и внутренней стелькой (4), в литейной форме в ее открытом положении,
е. закрывают литейную форму с образованием закрытой полости между колодкой (30), снабженной верхней частью (1) и внутренней стелькой (4), и половинами литейной формы,
f. инжектируют пластмассовый материал в закрытую полость литейной формы, в результате чего указанная полость и углубление (32) колодки, соединенное с ней через отверстие (7) внутренней стельки (4), заполняются инжектируемым материалом,
g. обеспечивают затвердевание инжектированного материала, при этом ребро (33) колодки (30) образует соответствующую канавку (12) между внутренней подошвой и внутренней поверхностью верхней части (1),
h. открывают литейную форму и снимают верхнюю часть (1) с отлитыми подошвами (8, 10) с колодки (30), отличающийся тем, что
j. выполняют отдельно сформированную вставку (13; 23), имеющую опорную часть (15; 25) и ребристую часть (14; 24), имеющую форму, по существу, соответствующую форме канавки (12), и
k. располагают вставку (13; 23) в ботинке с размещением ребристой части в канавке (12).
верхнюю часть (1) с наружной поверхностью (3) и внутренней поверхностью (2),
внутреннюю стельку (4), соединенную с верхней частью, имеющую наружную поверхность (6) и внутреннюю поверхность (5) и снабженную, по меньшей мере, одним сквозным отверстием (7) в своей пяточной зоне, наружную подошву (8) из пластмассового материала и отлитую на наружную поверхность (6) внутренней стельки (4) и на окружную нижнюю зону (9) наружной поверхности (3) верхней части (1) вблизи внутренней стельки (4),
внутреннюю подошву (10), выполненную, по меньшей мере, в пяточной зоне ботинка и образующую так называемый пяточный клин на внутренней поверхности (5) внутренней стельки (4),
при этом указанные наружная подошва и внутренняя подошва отлиты в виде единого целого, за счет чего пластмассовый материал проходит через, по меньшей мере, одно отверстие внутренней стельки (4), и
в котором предусмотрена канавка, имеющая, по существу, U-образную форму на виде сверху, между пяточным клином (10) и внутренней поверхностью верхней части (1), при этом указанная канавка проходит между боковой поверхностью внутренней подошвы (10) и внутренней поверхностью (2) верхней части,
отличающийся тем, что предусмотрена отдельно изготавливаемая вставка (13; 23), имеющая U-образную ребристую часть (14; 24), имеющую форму, по существу, соответствующую форме канавки, и опорную часть (15; 25), противоположную ребристой части, при этом указанная ребристая часть (14; 24) размещена в канавке (12).
Комментарии