Устройство для предохранения обуви от скольжения - RU2722710C1
Код документа: RU2722710C1
Чертежи





Описание
Изобретение относится к области обувного производства, а именно, к конструкции устройства для предохранения обуви от скольжения.
Известна полезная модель патента RU 42400. Устройство этого патента выполнено в виде плоской фигурной пластины из эластичного материала с петлевыми фиксаторами для охвата носочной и пяточной частей обуви. На внутренней средней части пластины выполнены рифления. На наружной поверхности пластины с закрепленными шипами выполнены дугообразные выступы в виде подковы.
Расположенные в средней части устройства шесть шипов быстро стираются.
Прототипом предлагаемого изобретения выбрана полезная модель CN 201337018, которая состоит из подошвы, пластин фонаря, фиксирующих пряжек для обуви и фиксаторов обуви. На подошвах выполнены отверстия, из которых сформированы треугольные гвозди. Треугольные гвозди и поверхность подошвы составляют угол 90 градусов. Прокол противоскользящей ноги является безопасным и надежным. Полезную модель прототипа предложено использовать в режиме соответствия с хлопчатобумажными туфлями, чтобы подняться людям на горы зимой.
Необходимость проколов треугольными гвоздями исключает передвижение по мерзлому грунту.
Задачей, решаемой предлагаемым изобретением, является разработка универсальной конструкции устройства для предохранения обуви от скольжения, которое приклеивается к подошве обуви.
Технический результат заключается в повышении надежности и доступности предлагаемого устройства.
Указанный результат достигается тем, что устройство для предохранения обуви от скольжения, приклеенное к подошве обуви, содержит полукруглые и прямоугольные листоштампованные изделия с частями бортов вокруг отбортованных отверстий, выполняющих функцию шипов. Наружная поверхность частей борта цилиндрическая, а форма трапециевидная.
Описание чертежей:
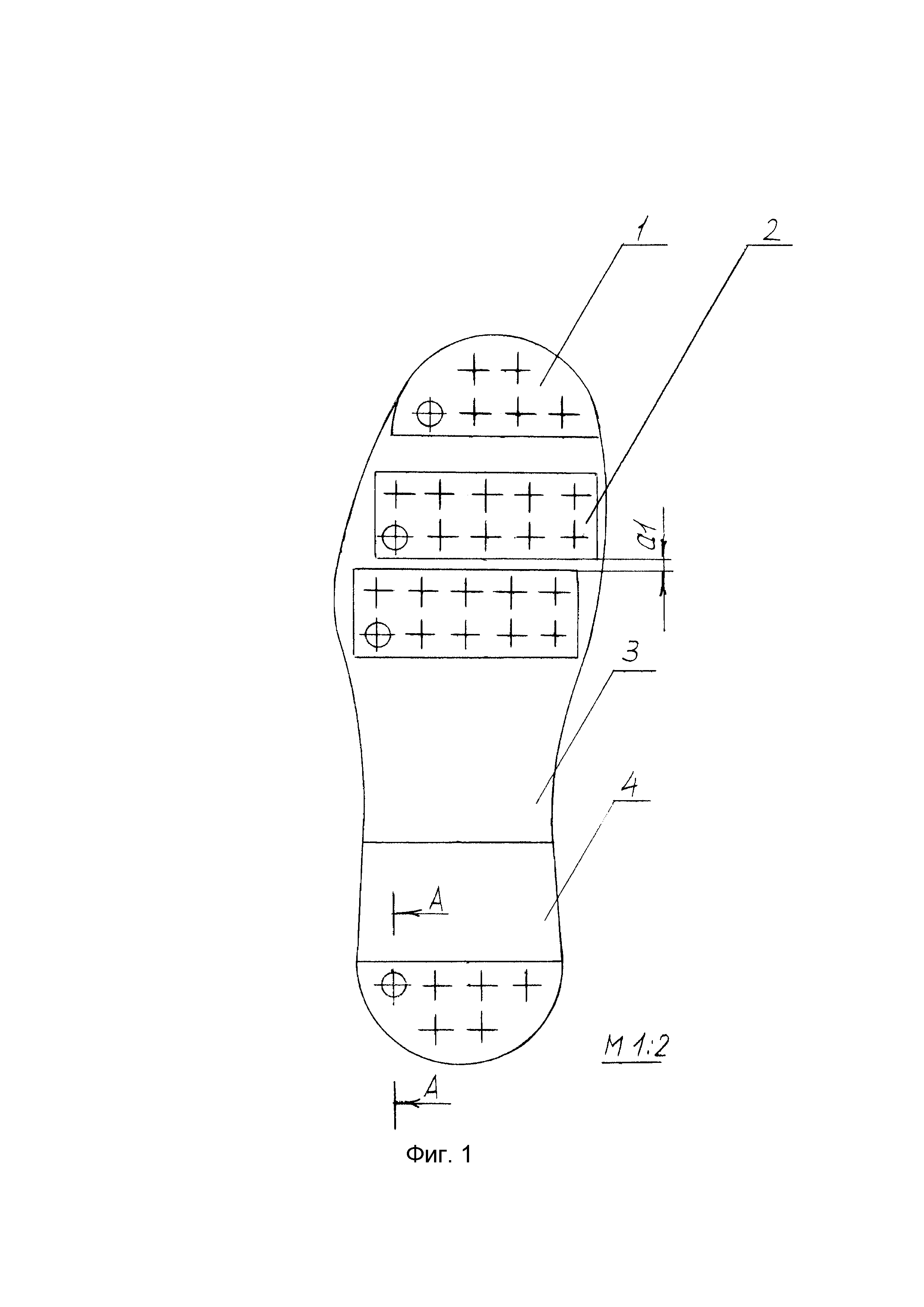
Фиг. 1 - закрепление листоштампованных изделий на подошве обуви;
Фиг. 2 - разрез А-А фиг. 1;
Фиг. 3 - полукруглое листоштампованное изделие;
Фиг. 4 - выносной элемент "I" фиг. 3;
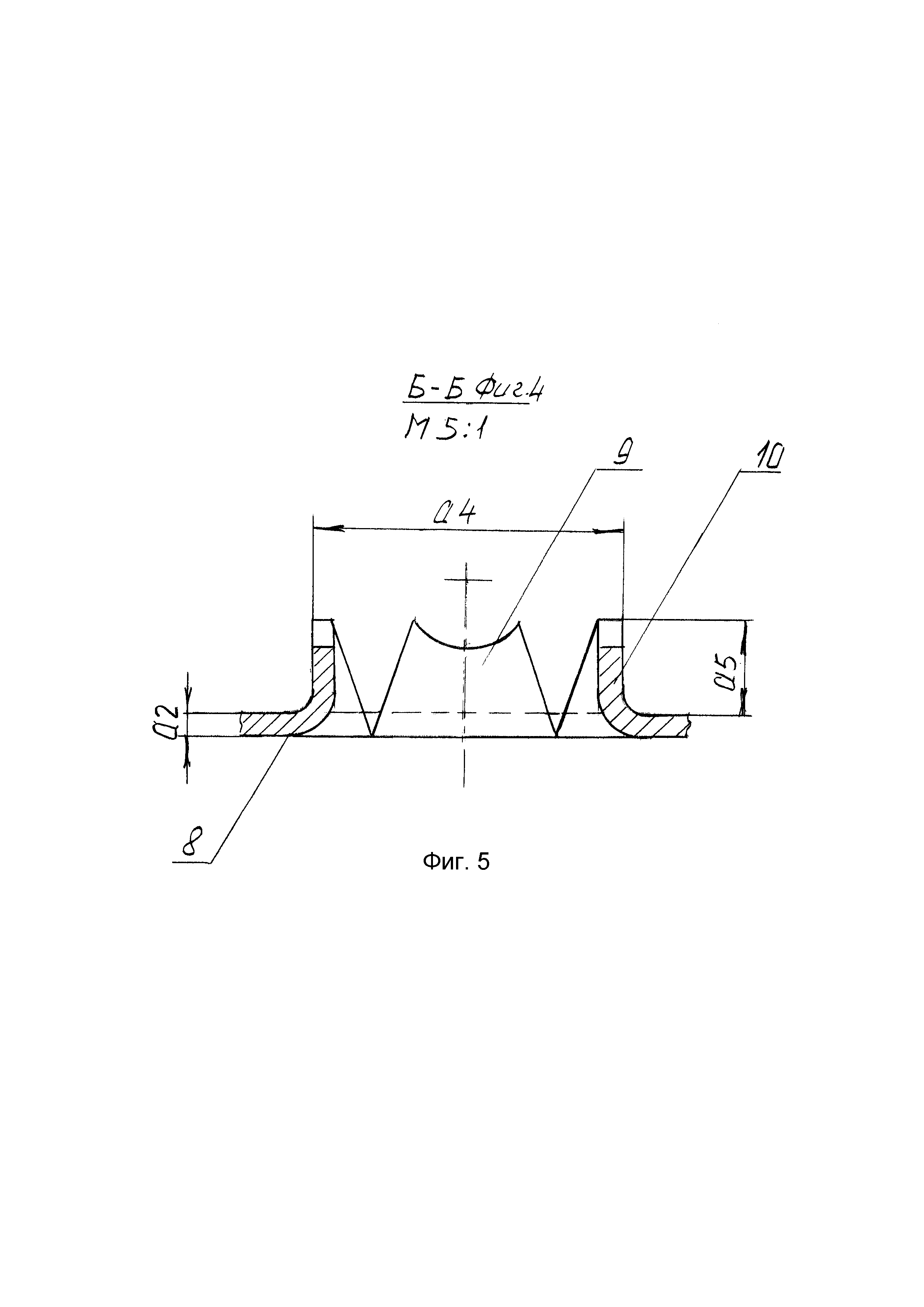
Фиг. 5 - разрез Б-Б фиг. 4;
Фиг. 6 - выполнение предварительных операций;
Фиг. 7 - выносной элемент "II" фиг. 6;
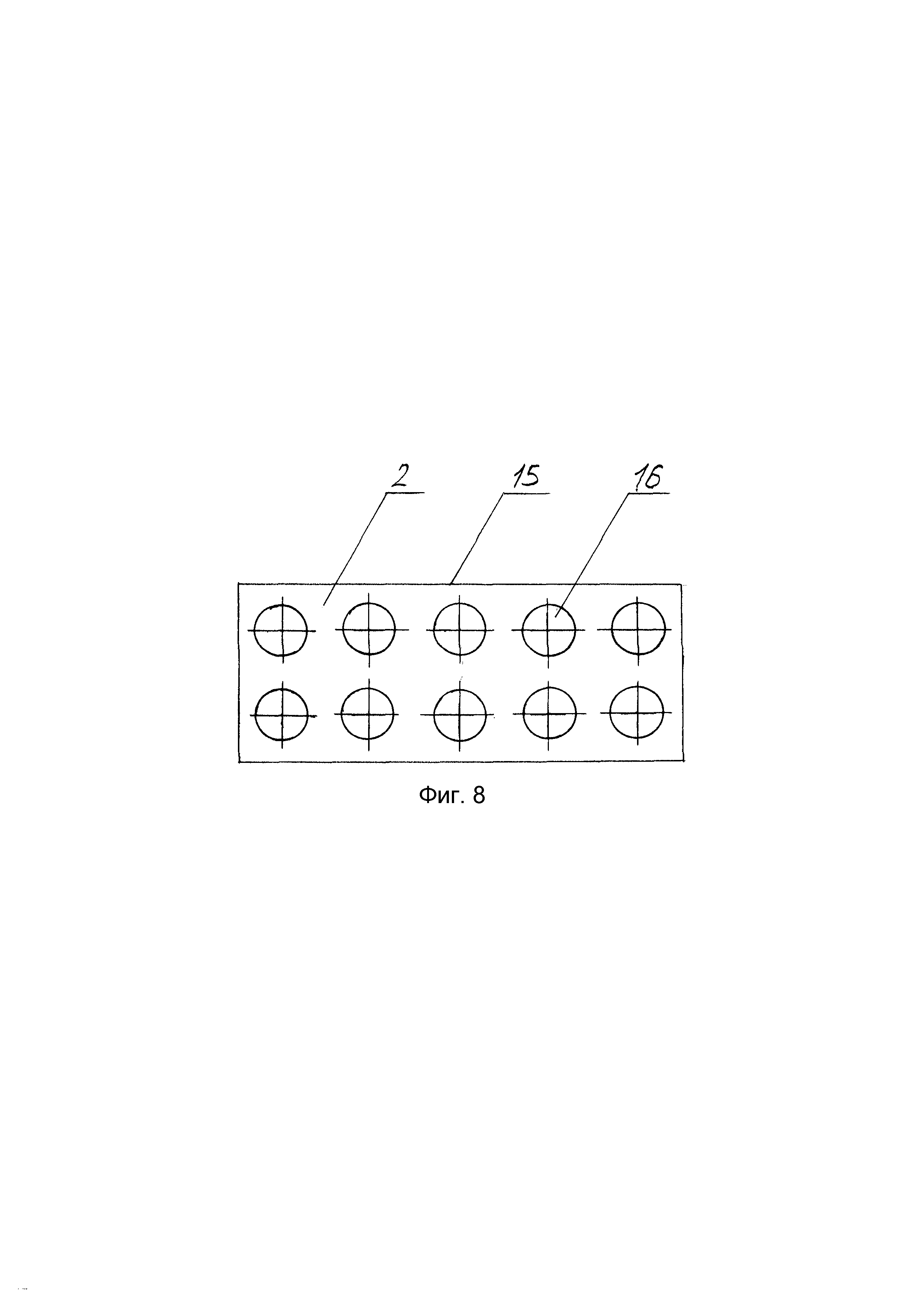
Фиг. 8 - прямоугольное листоштампованное изделие;
Устройство для предохранения обуви от скольжения состоит из двух полукруглых листоштампованных изделий 1 фиг. 1, 2, 3 и двух прямоугольных листоштампованных изделий 2 фиг. 1, 8. Полукруглые листоштампованные изделия 1 фиг. 1, 2, 3 приклеены к носочной части подошвы 3 фиг. 1 и к каблуку 4 фиг. 1, 2. Прямоугольные листоштампованнын изделия 2 фиг. 1, 8 приклеены к средней части подошвы 3 фиг. 1 на расстоянии a1 фиг. 1 между кромками изделий. Для приклеивания к подошве 3 фиг. 1 или к каблуку 4 фиг. 1, 2, гладкая поверхность 5 фиг. 2 каждого листоштампованного изделия проходит механообработку и гуммировку 6 фиг. 2. При механообработке толщина листа а2 фиг. 2 листоштампованного изделия 1 фиг. 1 уменьшается до а3 фиг. 2.
Полукруглое листоштампованное изделие 1 фиг. 3, 4. 5 изготовлено холодной штамповкой из стального листа. Вокруг отверстий 7 фиг. 3.4, перпендикулярно к поверхности 8 фиг. 5 расположены четыре части борта 9 фиг. 4,5, выполняющие функцию шипов. Наружная поверхность 10 фиг. 4, 5 частей борта 9 фиг. 4, 5 - цилиндрическая, диаметром а4 фиг. 5, а форма трапециевидная. Высота бортов 9 фиг. 5 равна а5 фиг. 5. Изделие 1 фиг. 3, 4. 5 получено операцией отбортовка (1). Отбортовка выполнена после предварительных операций - пробивка отверстий 11 фиг. 6, 7 диаметром а6 фиг. 7, надрезка 12, 13 фиг. 7 (2) в двух направлениях под углом "α1" фиг. 7. Надрезка 12, 13 фиг. 7 листа вокруг отверстий 11 фиг. 6, 7 исключает растяжение и утонение кромок частей борта при отбортовке.
Заключительные операции - из заготовки листа 14 фиг. 6 вырубается круглое листоштампованное изделие, которое разрезается на два полукруглых изделия 1 фиг. 1.
Прямоугольное листоштампованное изделие 2 фиг. 8 имеет прямоугольный контур 15 фиг. 8. На поверхности изделия выполнены отбортованные отверстия 16 фиг. 8, изготовленные по той же технологии, что и полукруглое листоштампованное изделие 1 фиг. 3.
Устройство для предохранения обуви от скольжения работает следующим образом. Нагрузка от веса тела передается на листоштампованные изделия 1, 2. Отогнутые части бортов 9 вокруг отбортованных отверстий 7 изделий 1, 2 выполняют функцию шипов. При наличии 6-10 отбортованных отверстий 7 на одном изделии 1, 2, количество отогнутых частей бортов 9, выполняющих функцию шипов составит 24-40 штук, что гарантирует равномерное распределение нагрузки на изделие. Симметричное расположение отогнутых частей бортов 9 с цилиндрической боковой поверхностью 10 вокруг каждого отверстия 7 делает их устойчивыми к нагрузкам при передвижении по обледенелой, наклонной или пересеченной поверхности.
При ходьбе нагрузка от веса тела вначале шага передается на каблук 4, затем на всю поверхность подошвы 3, а при отталкивании - на носовую часть подошвы. Наличие на каждой части подошвы листоштампованных изделий 1, 2 обеспечивает безопасность ходьбы. Зазоры между изделиями 2 сохраняют гибкость подошвы. Трапециевидная форма опорной части отогнутых бортов 9 увеличивает срок их износа по сравнению с остроконечными шипами за счет большей площади опоры.
Выбор размеров определяется следующими факторами.
Для изготовления листоштампованных изделий с механообработкой толщина листа а2 может составлять 1-2 мм. Припуск на механообработку поверхности листа для гуммировки заложен в размере 0.5-1,0 мм. После механообработки толщина листа а3 составит 0,5-1,0 мм. При изготовлении листоштампованных изделий для обуви больших размеров, наружный диаметр отбортованных отверстий а4 может составить 14-20 мм. Величина диаметра предварительно пробитого отверстия а6 - 4-6 мм, высота бортов а5 - 3-5 мм. Минимальная величина зазора между кромками листоштампованных изделий a1 - 2-4 мм. Угол "α" между двумя надрезками выбран равным 90 градусов, что позволяет получить четыре части борта вокруг каждого отверстия.
Количеством частей бортов вокруг отбортованных отверстий листоштампованных изделий можно варьировать. При выполнении надрезки под углом 120 градусов, вокруг предварительно пробитого отверстия, получим три борта. При выполнении надрезки под углом 60 градусов - получим после отбортовки шесть частей борта.
Листоштампованные изделия изготавливают из стального листа с содержанием углерода 0,5-0,65%. После штамповки изделие должно пройти термообработку - улучшение, что позволяет выполнять механообработку.
Полукруглая и прямоугольная форма листоштампованных изделий позволяют изготавливать устройства для предохранения обуви от скольжения разного размера и назначения. При необходимости наружная кромка формы листоштампованных изделий может совпадать с наружной кромкой подошвы. Количество индивидуальных по форме листоштампованных изделий на одной подошве может достигать 10 и более штук.
Листоштампованные изделия с отбортованными отверстиями в качестве устройства для предохранения обуви от скольжения могут применяться после закрепления их к фигурной пластине из эластичного материала с петлевыми фиксаторами. При выборе заклепочного крепления в каждом листоштампованном изделии необходимо выполнить не менее двух отверстий. Механообработка и гуммировка для таких изделий не требуется.
В итоге предложена конструкция устройства для предохранения обуви от скольжения со следующими положительными результатами:
- устройство состоит из однотипных листоштампованных изделий для разных размеров, что упрощает конструкцию;
- листоштампованные изделия после гуммировки можно приклеить к подошве или без гуммировки закрепить их к фигурной пластине из эластичного материала с петлевыми фиксаторами, что делает конструкцию универсальной:
- технология изготовления позволяет получить на каждом листоштампованном изделии десятки элементов, выполняющих функцию шипов, что повышает надежность конструкции;
- симметричное групповое расположение частей борта, выполняющих роль шипов, обеспечивает безопасность передвижения по пересеченной местности и в зимнее время;
- трапециевидная форма опорной части отогнутых бортов увеличивает срок их износа по сравнению с остроконечными шипами за счет большей площади опоры;
- технология изготовления листоштампованных изделий состоит из типовых операций листовой штамповки, что приведет к доступной их стоимости.
Литература
1. Романовский В.П. Справочник по холодной штамповке. Машиностроение. 1979 г.
2. ГОСТ 18910-84.
Реферат
Изобретение относится к устройству для предохранения обуви от скольжения, которое приклеено к подошве обуви, содержит полукруглые и прямоугольные листоштампованные изделия с частями бортов вокруг отбортованных отверстий, выполняющих функцию шипов, причем наружная поверхность частей борта цилиндрическая, а форма трапециевидная. Технический результат заключается в обеспечении надежного сцепления со скользкой поверхностью. 8 ил.
Комментарии