Способ изготовления трехмерных изделий с гибкими стенками - RU2741310C2
Код документа: RU2741310C2
Чертежи















Описание
Область техники изобретения
Настоящее изобретение относится к способу изготовления трехмерных изделий с гибкими стенками, таких как обувь, сумки, предметы одежды, мягкая мебель и т.п., а в целом - всех типов изделий с гибкой наружной стенкой, изготовленной из гибких слоистых частей, соединенных вместе по противолежащим краям.
Способ по настоящему изобретению может быть применен для изготовления изделий с гибкой стенкой, у которой может иметься внутренняя обкладка, которая также может быть гибкой и изготовленной из слоистых и неслоистых частей.
Способ по настоящему изобретению также может быть применен для изготовления изделий, включающих гибкую наружную стенку, которые также могут включать внутреннюю стенку или полужесткую центральную часть для изготовления, например, мягкой мебели, приборных панелей транспортных средств и т.п.
Конкретнее, способ по настоящему изобретению предназначен для изготовления изделий такого типа, которые подвергаются обработке с помощью формы и противоположной формы, между которыми образуется объем, соответствующий получаемому изделию, и это изделие состоит из гибких слоистых частей, установленных на гибком шаблоне, который прикреплен к внутренней поверхности формы; при этом слоистые части соединены друг с другом клейким веществом, которое в жидком состоянии вводится через сеть желобов, образующихся между формой, гибким шаблоном и краями противолежащих слоистых частей.
Уровень техники изобретения
Стандартное изготовление трехмерных изделий с гибкими стенками, таких как обувь, автомобильные сиденья, сумки и т.п., выполняется за счет последовательного соединения частей, составляющих единое целое, одной за другой путем шитья, тепловой склейки и т.п., что требует больших трудовых ресурсов и не обеспечивает устойчивость получаемого изделия в трех плоскостях. Кроме того, конструкция и комфорт получаемого изделия ограничены вследствие того, что соединения между последовательными частями либо путем шитья, либо путем склейки, требуют нахлеста краев соединяемых частей.
В дополнение к этому, для швов требуются отверстия для пропускания нити, которые обеспечивают возможность проникновения воды. Если получаемое изделие должно быть герметичным, необходимо использовать обкладки со специальными мембранами, внутреннюю уплотнительную ленту и т.д., что влечет повышенные затраты на изготовление.
Из документа PCT/ES2012/070139 известен способ получения гибких трехмерных изделий посредством формы и противоположной формы, между которыми образуется камера, имеющая очертания и объем получаемого изделия. Это изделие изготавливается из слоистых частей, стыковые края которых немного разделены. Слоистые части размещаются между формой и противоположной формой, отделенных друг от друга расстоянием, приблизительно равным толщине слоистых частей. Между краями прилегающих противолежащих слоистых частей форма и противоположная форма образуют желоба и полости, через которые вводится пластичный материал в жидком состоянии, который, затвердевая, служит для соединения слоистых частей. Для упрощения размещения слоистых частей, составляющих получаемое изделие, можно использовать гибкий слоистый шаблон, на котором будут закрепляться эти детали, размещаемые соответствующим образом, после чего за счет свободной поверхности слоистых частей этот шаблон крепится к поверхности формы.
Использование гибкого слоистого шаблона упрощает размещение слоистых частей, которые будут составлять изделие, получаемое за счет формы, а тот факт, что он гибкий, позволяет ему деформироваться, упрощая введение противоположной формы.
Как правило, крепление слоистых частей на шаблоне выполняется с помощью клейкого вещества. Такая система крепления требует большой точности при размещении слоистых частей на шаблоне и значительного времени.
С другой стороны, при использовании клейкого вещества в качестве средства крепления слоистых частей, когда такие части пористые или негерметичные, последние пропитываются клейким веществом, что не дает возможности использования этого шаблона с такими типами слоистых частей.
Когда слоистый шаблон охватывает противоположную форму, в процессе выемки из нее первый необходимо разрезать для извлечения, что означает, что его необходимо уничтожить, тем самым исключая возможность повторного использования.
Другим недостатком использования слоистых шаблонов является возможная недостаточность уплотнения на границах желобов, через которые вводится пластичный материал в жидком состоянии.
Данное обстоятельство означает, что при закрытии формы слоистый шаблон не обеспечивает герметичности и полного закрытия разрезаемых частей. Вследствие этого вводимый материал в жидком состоянии может проникать между шаблоном и разрезанными частями, приводя к загрязнению поверхности этих частей.
Описание изобретения
Цель настоящего изобретения заключается в устранении вышеприведенных проблем посредством способа изготовления трехмерных изделий с гибкими стенками ранее приведенного типа, что включает использование трехмерного гибкого шаблона из эластичного деформируемого материала, который при сжатии шаблона между формой и противоположной формой обеспечивает возможность полной герметизации на краях или границах желобов, через которые вводится пластичный материал в жидком состоянии.
В рамках вышеприведенной конструкции шаблон может деформироваться устанавливаемой противоположной формой, тем самым упрощая монтаж узла.
Другим преимуществом является то, что шаблон будет служить средством фиксации слоистых частей между формой и противоположной формой.
Согласно настоящему изобретению шаблон имеет трехмерную конфигурацию и воспроизводит (по крайней мере, на поверхности, на которой расположены слоистые части) форму изготавливаемого изделия, причем этот шаблон получают формованием из эластичного деформируемого материала, такого как силикон.
Стенка вышеприведенного шаблона будет иметь толщину, превосходящую расстояние между поверхностью формы и противолежащей поверхностью гибких слоистых частей как минимум на тех участках, которые ограничивают каналы, по которым будет вводиться пластичный материал в жидком состоянии, так, чтобы за счет установки противоположной формы края гибких слоистых частей прижимались к форме, тем самым герметизируя желоба.
Шаблон с вышеприведенной конструкцией может иметь канавки на поверхности, обращенные в сторону слоистых частей, и совпадающие с каналами, через которые будет вводиться пластичный материал в жидком состоянии (предпочтительно, чтобы они были шире каналов). Противолежащие каналы и канавки образуют желоба с увеличенным поперечным сечением, которые позволяют получать соединительные корды с большим поперечным сечением между противолежащими краями прилегающих слоистых частей, и эти края смыкаются в указанных кордах, причем предпочтительно, чтобы эти края имели выемки.
Согласно другому варианту осуществления на поверхности шаблона, предназначенной для приема слоистых частей, могут быть ребра, ограничивающие каналы, образующиеся между противолежащими краями прилегающих слоистых частей - ребра, которые за счет установки противоположной формы будут сжиматься, обеспечивая герметизацию желобов, через которые будет подаваться пластичный материал в жидком состоянии.
Таким же образом и с той же целью канавки шаблона также могут ограничиваться продольными ребрами.
При описанной конструкции шаблон с гибкими слоистыми частями на нем может быть установлен на противоположной форме, и за счет муфтового соединения с формой может быть достигнуто уплотнение сети желобов вдоль его краев, предотвращающее выход материала, вводимого в жидком состоянии, за пределы этой сети.
В способе по настоящему изобретению гибкий слоистый шаблон, преимущественно получаемый за счет горячего формования, заменяется шаблоном с неслоистой структурой трехмерной конфигурации и, предпочтительно, полученный путем формования эластичного деформируемого материала, который может обладать разной текстурой на поверхности для достижения различных эффектов в вводимом пластичном материале по затвердевании последнего.
Более того, этот шаблон может отличаться конструкцией своих внутренних и наружных поверхностей.
За счет использования описываемого трехмерного шаблона гибкие слоистые части, составляющие стенку получаемого изделия, удерживаются между шаблоном и противоположной формой, за счет чего обеспечивается их положение при введении материала в жидком состоянии без необходимости предварительной фиксации этих частей на шаблоне, например, посредством клейкого вещества, как в случае с гибким слоистым шаблоном на предыдущем уровне техники.
Благодаря возможности образования смычки краев гибких слоистых частей в кордах, соединяющих прилегающие части, особенно в приведенном случае, когда шаблоны оснащены канавками, совпадающими с каналами, отделяющими противолежащие края прилегающих слоистых частей, размещение этих слоистых частей на шаблоне требует меньшей точности, чем в случае, если бы шаблон имел слоистую структуру, поскольку края этих частей были бы скрыты в соединительных кордах.
Изготовление шаблона, состоящего из эластичного деформируемого материала, позволяет получать углы, края и общую форму с более высокой точностью, чем при использовании слоистых шаблонов.
Высокая деформационная способность трехмерного шаблона по настоящему изобретению, изготовленного из эластичного деформируемого материала, упрощает как его установку, так и демонтаж без необходимости выполнения разрезов, что представляет собой значительное усовершенствование относительно известных слоистых шаблонов.
Представляя собой трехмерный шаблон, а иными словами, обладая определенной толщиной, гибкостью и эластичной деформацией, он позволяет применять давление (например, за счет смыкания форм друг с другом) к слоистым частям в перпендикулярном направлении относительно, что, помимо обеспечения уплотнения между шаблоном и слоистыми частями, обеспечивает и сохраняет положение этих частей без риска их сдвига.
Характер шаблона из эластичного деформируемого материала позволяет повторно использовать его без переработки, а также возможного нежелательного отрицательного воздействия на окружающую среду.
Посредством способа по настоящему изобретению могут быть получены изделия, в которых соединения между слоистыми частями, образующие разрез, служат декоративными элементами благодаря своим контурам и цвету.
Способ по настоящему изобретению также получать изделия с трехмерной памятью формы, что обеспечивает превосходную приспособляемость и комфорт для пользователя.
Краткое описание чертежей
Пример осуществления представлен на прилагаемых чертежах, при этом:
- На фигуре 1 представлен перспективный вид слоистого шаблона, изготовленного по настоящему изобретению для изготовления обуви.
- На фигуре 2 представлен продольный вид слоистого шаблона на фигуре 1 в поперечном разрезе, соединенного с формой для изготовления обуви.
- Фигура 3 соответствует детали А на фигуре 2 в большем масштабе.
- На фигуре 4-7 представлены виды, аналогичные фигуре 3 с отображением возможных вариантов осуществления.
- На фигуре 8-11 представлены поперечные сечения возможных конструктивных деталей.
- На фигуре 12-15 представлен вид сверху и вид в поперечном разрезе для других возможных вариантов осуществления.
- На фигуре 16 представлен вид, аналогичный фигуре 2 с отображением другого варианта осуществления.
- На фигуре 17 представлено поперечное сечение формы обуви, изготовленной посредством метода по настоящему изобретению.
- На фигуре 18 представлен вид, аналогичный фигуре 16 с отображением другого варианта осуществления.
- Фигура 19 соответствует детали А на фигуре 18 в большем масштабе.
- На фигуре 20 представлено поперечное сечение для варианта осуществления вакуумной системы крепления слоистых частей.
- На фигуре 21- 24 представлена другая группа примеров осуществления.
- На фигуре 25 представлен вид в поперечном разрезе для возможного варианта осуществления.
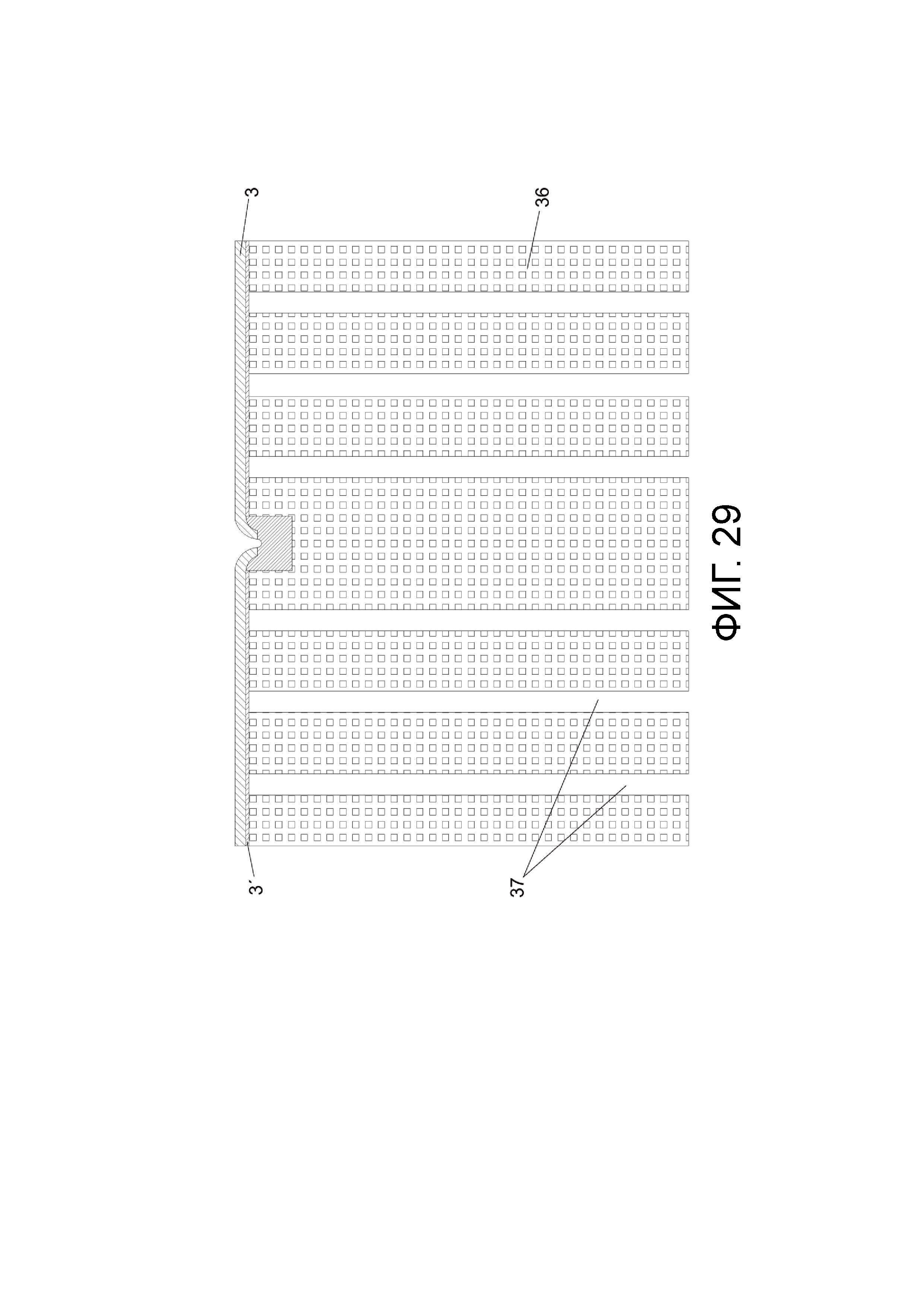
- На фигуре 26-29 представлены последовательные этапы изготовления сиденья посредством метода по настоящему изобретению.
Подробное описание варианта осуществления изобретения
На фигуре 1 представлен трехмерный шаблон (1) для изготовления обуви с помощью формы и противоположной формы, между которыми образуется объем, соответствующий получаемому изделию. Рассматриваемый случай относится к изготовлению обуви.
Как показано на фигуре 2, шаблон (1) накладывается на вогнутую поверхность формы (2), после его размещения, на его внутренней поверхности слоистые части (3) образуют вырез обуви, части отделены друг от друга для разграничения каналов (4) между краями. Как минимум на поверхности, на которую накладываются слоистые части (3), шаблон (1) будет воспроизводить форму получаемого изделия.
Шаблон (1) изготовлен из упруго деформируемого материала и может быть получен, например, с помощью силиконовой формы.
После получения шаблона (1) с формой изделия, подлежащего изготовлению, слоистые части (3), которые будут образовывать вырез обуви, разрезаются, размещаются на внутренней поверхности шаблона (1), при этом края прилегающих частей обращены друг к другу и разделены для разграничения каналов (4) между ними. Затем шаблон (1) соединяется со слоистыми частями (3) в форме (2), которые могут состоять из одной, двух или более частей. В заключение, противоположная форма (не изображена) соединена в шаблоне (1) на слоистых частях (3). В данном случае, противоположная форма принимает форму последнего и закрывает форму.
Форма или противоположная форма также может удерживать силиконовый шаблон как минимум в определенных областях, в которых необходимо или удобно для поверхности слоистых частей, направленных к противоположной форме, для эффективного уплотнения указанной противоположной формы. С другой стороны, расположение упруго деформируемого шаблона на форме и противоположной форме устраняет риск загрязнения или проникновения жидкости, введенной в части, из которых будет получено изделие, особенно, когда указанные части являются проницаемыми для введенной жидкости.
Каналы (4) закрыты снаружи шаблоном (1), а внутри - посредством противоположной формы (5), фигура 3, образующей сеть желобов (6), через которые клейкое вещество вводится в жидком состоянии, которое при затвердевании служит средством соединения противолежащих краев прилегающих слоистых частей (3).
Согласно настоящему изобретению шаблон (1) получен из упруго деформируемого материала, такого как силикон, и имеет большую толщину, чем расстояние «D» между формой (2), фигура 3, и слоистыми частями (3), как минимум на краях указанных слоистых частей, таким образом, что указанные края прижимаются к противоположной форме (5), тем самым обеспечивая герметичность желобов (6) на всем протяжении. Данная характеристика может быть обеспечена путем увеличения толщины шаблона только в областях, которые характеризуются ограничением желобов (6). Например, с помощью ребер (7), фигура 4, которые расположены на одной стороне и на другой стороне указанных желобов, а также которые путем прижатия к слоистым частям (3) посредством сжатия шаблона благодаря герметичности между формой (2) и противоположной формой (5) обеспечивают продольное уплотнение для желобов (6).
Как представлено на фигуре 5, шаблон (1) может иметь канавки (8), которые расположены соосно с каналами (4), ограниченными между противолежащими краями прилегающих слоистых частей (3), указанными канавками (8) с большей толщиной в сравнении с каналами (4), тем самым увеличивая поперечное сечение соединительного корда (9), образованное клейким материалом, введенным посредством желобов (6) после затвердевания. Более того, противолежащие края (10) прилегающих слоистых частей (2) могут иметь выемки и смыкаться в корде (9), который будет соответствовать введенному материалу, что позволит увеличить клейкую поверхность и скрыть указанные края. В этом случае края с выемкой будут прижиматься к шаблону (1), при этом вакуумная система крепления слоистых частей (2) имеет важное значение в этот момент, как минимум, в областях вблизи этих краев с выемкой или посредством временного крепления с помощью клейкого вещества с целью обеспечения соединения слоистых частей с шаблоном в процессе введения.
Как представлено на фигуре 6, канавка (8) шаблона (1) может ограничиваться ребрами (7'), обладающими той же функцией, что и ранее описанные ребра (7).
В варианте осуществления на фигуре 7 слоистые части (3) располагаются между трехмерным шаблоном (1), изготовленным из упруго деформируемого материала, и противоположной формой (5'), образованной, например, листом из пластичного материала. Эта противоположная форма в положении, совпадающем с расстоянием между противолежащими краями (10) слоистых частей (3) образует канал (8'). В свою очередь, трехмерный шаблон (1) имеет ребра (7') возле краев (10'). В рамках настоящей конструкции посредством обработки или затвердевания введенного клейкого вещества формируются соединительные корды (9') с большим поперечным сечением и сильным сопротивлением, которые будут выступать за заднюю стенку полученного изделия. В то же время, посредством закрытия формы и противоположной формы ребра (7') прижимают края слоистых частей (3) к противоположной форме (5), обеспечивая надежное смыкание между этими компонентами и предотвращая вытекание между ними введенного материала в расплавленном состоянии.
На поверхности слоистых частей (3) могут применяться декоративные корды (8'), фигура 8, изготовленные из клейкого материала, аналогичного вводимому через канавки (8), фигура 5, в шаблон (1).
Соединение противолежащих краев прилегающих слоистых частей (3) может усиливаться, например, посредством расположения вспомогательного листа (11), фигура 9, совмещая его с желобами (6) по скрытой поверхности получаемого изделия. Вспомогательный лист может располагаться только соосно с желобами (6) или полностью накрывать поверхность частей (2), таких как внутренняя обкладка (12), фигура 10; такая обкладка может иметь выемку (13), совпадающую с вышеупомянутыми желобами.
Также, как показано на фигуре 11, на слоистых частях (3) может применяться лист ткани (12') четко по краям, который в областях (13'), прилегающих к желобам (6), будет пропитываться клейким веществом, вводимым по указанным каналам, чтобы выполнить функцию соединительных средств между листами ткани (12').
Как показано на фигурах 12 и 13, слоистые части (3) могут иметь отверстия (3') рядом с краями (10), которые связываются с канавками (8), совпадающими с каналами (4). Таким образом, вводимый клейкий материал, который образует корд (9), попадает в отверстия (3'), и после затвердевания будет выполнять функцию заклепок в качестве механических соединительных средств между слоистыми частями (1).
В качестве одного из вариантов, фигуры 14 и 15, края (10) слоистых частей (1) могут иметь противолежащие прорези (10'), которые увеличивают длину противолежащих краев, соединяемых с прилегающими слоистыми частями (1).
Способ по настоящему изобретению применяется для получения трехмерных изделий, которые могут состоять из гибкого наружного слоя или стенки и жесткого или полужесткого слоя или наполнителя, а также могут представлять собой предметы мебели, приборной панели транспортных средств и т.п.
С этой целью, как показано на фигуре 16, на внутренней поверхности формы (2') применяется шаблон (1') из упруго деформируемого материал, который будет удерживать слоистые части (3'), образующие наружную стенку изготовляемого изделия и разделенные специальными линиями (4'). Противоположная форма (5') прижимается к форме (2'), а между ними и слоистыми частями (3') располагается камера (14), в которую вводится материал в жидком состоянии, который после затвердевания образует опору (14'), которая соединяет слоистые части (3'), образующие наружную стенку изделия. Противоположная форма (5') может даже образовывать часть готового изделия. При использовании этой системы для соединения слоистых частей (3') на получаемом изделии будут отсутствовать выступы или наружные ребра, а также расстояние между слоистыми частями.
Форма (2') может образовывать камеру (15), внутренняя стенка которой, так же как и шаблон (1'), может иметь совпадающие отверстия (16), которые будут использоваться для крепления частей (3') к шаблону (1') посредством вакуума, создаваемого с помощью наконечника (17).
Шаблон (1') может иметь разную конструкцию внутренних и нижних поверхностей; также он поддается деформации; это упрощает как установку, так и демонтаж формы, а также установку противоположной формы без необходимости повреждения шаблона.
При изготовлении определенных типов изделий, например, обуви, могут использоваться различные материалы. На фигуре 17 показана узкая часть (18) обуви из того же материала, что и слоистые части, образующие разрез, который покрывает часть из пены (19) и, в свою очередь, остается внутри шаблона (1), имеющего ребра (20), которые ограничивают отверстие (21), в которое будет вводиться клейкий материал, закрывающий узкую часть, предотвращая контакт с пеной (19).
В заключение, следует указать, что как минимум на части поверхности противоположной формы, независимо от изготовляемого изделия, может располагаться шаблон из эластичного деформируемого материала.
Аналогично описанию в ссылке на фигуру 11, на фигуре 18 показана форма (2'), на которую установлен трехмерный шаблон (1') из эластичного деформируемого материала, удерживающий части (3'), образующие разрез.
Шаблон (1'), фигуры 18 и 19, может предусматриваться с отверстиями (15), посредством которых может применяться вакуум в качестве средства для крепления частей (3'). В свою очередь, форма (2') может включать сеть небольших каналов (16), с которыми будут совпадать отверстия (15). Небольшие каналы (16) будут взаимодействовать с источником вакуума, например, через камеру (18) с соединительным наконечником (19). Таким образом, воздействие вакуума равномерно применяется на все части (3'), обеспечивая крепления указанных частей к шаблону (1').
На фигуре 20 показан поперечный разрез возможного варианта, в котором в шаблоне (1') вокруг сужения отверстий (15) формируется периферийная полость (15'), в которую помещаются части из микроволокна (11'), посредством которых выполняется аспирация, применяемая через отверстия (15) с помощью вакуума. Таким образом, достигается большая область аспирации слоистых частей (3) и улучшенное закрытие, предотвращающее потери.
На фигурах 21 и 22 представлено изготовление портфеля (22) посредством способа по настоящему изобретению. На внутренней поверхности формы (2) установлен трехмерный шаблон (1), который удерживает слоистые части (3), образующие видимую поверхность портфеля. На эти слоистые части применяется усиливающий лист (23), например, из пластичного материала, на котором располагается внутренняя обкладка (24), поддерживаемая противоположной формой (5). В каналах (4), ограниченных между последовательными слоистыми частями (3) вводится клейкий материал, который образует соединительные корды (25). Также показано расположение застежки-молнии (26) в качестве средства закрытия портфеля.
Аналогичным образом на фигурах 23 и 24 изображен способ получения автомобильной приборной панели (27). На внутренней поверхности формы (2) установлен трехмерный шаблон (1), например, из силикона, который удерживает слоистые части (3), образующие видимую поверхность приборной панели. На эти слоистые части нанесен слой пены (28) или ее аналога, например, ячеистого пенопласта, за которым следует жесткая или полужесткая опора (29) с выступами или ребрами (30), прижимающимися к слоистой части (3) и шаблону (1), за счет чего образуется уплотнение, предотвращающее загрязнение как слоистых частей, так и слоя пены (28) вводимым материалом, образующим корды (25) для соединения слоистых частей (3). Процесс завершается с помощью противоположной формы (5).
В описываемых вариантах осуществления корды (25) могут образовывать декоративные элементы в получаемом изделии как благодаря своим контурам, так и цвету.
Использование шаблонов из эластичного деформируемого материала позволяет включать части, которые будут составлять часть разреза или видимой поверхности, и которые будут иметь толщину, превосходящую расстояние между шаблоном и противоположной формой.
Другим преимуществом использования шаблона из эластичного деформируемого материала определенной толщины является легкость, обеспечиваемая им при открытии формы и извлечении противоположной формы и сформованного изделия.
Также стоит указать на то, что, как показано на фигуре 25, противолежащие края прилегающих слоистых частей (3) могут изгибаться в соответствии с полосами (31), которые соединяются и находятся внутри канавки (32), образованной в жестком или полужестком покрытии (33), выступающим в роли противоположной формы и закрывающим сборку слоистых частей. Посредством этих канавок (32) будет вводиться клейкое вещество.
Канавки (32) могут иметь продольные уплотнения, предотвращающие вытекание вводимого клейкого вещества, или открытыми для вытекания этого материала, который, затвердев, образует слой опоры для видимого слоя, образуемого слоистыми частями.
Покрытие (33) может быть опущено с изготовлением канавок (32), следовательно, в противоположной форме.
В описываемом варианте осуществления шаблон (1) также может быть опущен при прямой опоре слоистых частей на форму (2).
Способ по настоящему изобретению может быть применен для изготовления мягких сидений, например, сидений для транспортных средств, приведенных на фигурах 26-29. На первом этапе на фигурах 26 и 27 слоистые части (3) расположены на трехмерном шаблоне (1), и этот шаблон установлен на внутренней поверхности формы (2).
Предпочтительно, чтобы края слоистых частей (3) были с выемкой и располагались в каналах (4'), образующихся в противоположной форме, в которые во время первого процесса ввода вводилось бы клейкое вещество, отвечающее за соединение противолежащих краев прилегающих слоистых частей (3). После застывания клейкого вещества противоположная форма (5) отделяется и устанавливается вторая противоположная форма (5') по фигуре 28, оснащенная иглами (34), упирающимися в слоистые части (3), вместе с которыми они образуют пространство (5), в которое посредством процесса ввода заливается пена или аналогичный ей продукт, за счет которого будет получен ударопоглощающий слой (36) в сиденье за слоистыми частями (3) по фигуре 29.
После демонтажа противоположной формы (5') в слое пены (36) останутся отверстия (37) для вентиляции, вследствие чего исключается последующий процесс перфорации.
Сзади слоистые части (3) могут удерживаться влагонепроницаемой мембраной (3'), которую необходимо убрать с краев этих частей для обеспечения возможности соединения за счет введенного клейкого вещества. Эта мембрана может быть расположена на участках, на которых требуется изолированный промежуток между слоем пены (36) и слоистыми частями (3).
Также сзади на слоистые части, на введенный на втором этапе материал (пену или ее аналог), может быть нанесен водоотталкивающий слой, с помощью которого будет получен наружный слой, отделенный от ударопоглощающего слоя (36).
Реферат
Настоящее изобретение относится к способу изготовления трехмерных изделий с гибкими стенками, таких как обувь, сумки, предметы одежды, мягкая мебель. Способ изготовления трехмерных изделий с гибкими стенками с помощью формы и противоположной формы, между которыми образуется объем, соответствующий получаемому изделию. Изделие состоит из слоистых частей (3), установленных на шаблоне (1), который прикреплен к внутренней поверхности формы. Слоистые части (3) соединяются друг с другом с помощью материала, который вводится в расплавленном состоянии через сеть желобов, ограниченных между противоположной формой, шаблоном (1) и противолежащими прилегающими краями слоистых частей. Шаблон (1) выполнен из эластичного деформируемого материала и имеет трехмерную конфигурацию. Техническим результатом является повышение герметичности изделия. 15 з.п. ф-лы, 29 ил.
Формула
Документы, цитированные в отчёте о поиске
Непромокаемая, воздухопроницаемая обувь с комбинированной структурой верха
Комментарии