Компонент кристаллизатора для непрерывной разливки и способ его изготовления - RU2417858C2
Код документа: RU2417858C2
Чертежи
Описание
Изобретение относится к компоненту кристаллизатора для непрерывной разливки, такому как водяная рубашка, переходная плита и подобное, на котором закреплена медная плита, и к способу изготовления такого компонента.
Чтобы воздействовать на характер течения расплава в кристаллизаторе, в частности в зоне зеркала ванны жидкого металла, в кристаллизаторе при непрерывной разливке используются электромагнитные тормоза или устройства электромагнитного перемешивания. Электромагнитные тормоза или устройства перемешивания состоят из магнитных сердечников из ферромагнитного материала, которые полностью или частично обмотаны магнитными катушками. Магнитные сердечники и катушки могут быть установлены различным образом и соединены между собой, чтобы добиться желательного воздействия на течение расплава в кристаллизаторе.
Известные конструктивные решения предусматривают использовать детали кристаллизатора, например водяную рубашку, для направления и воздействия магнитного поля. Это происходит, в частности, тогда, когда магнитный поток должен оказывать воздействие лишь в отдельных зонах кристаллизатора.
Кроме того, в кристаллизаторе необходимо поддерживать минимально возможное расстояние между ферромагнитным сердечником и расплавом, так как напряженность магнитного поля уменьшается непропорционально расстоянию.
Из документа WO 2004/022264 А1 известно, например, электромагнитное тормозящее устройство для поступающей в кристаллизатор при непрерывной разливке расплавленной жидкой стали. Оно содержит, по меньшей мере, одну магнитную катушку с сопрягаемым с широкими сторонами кристаллизатора ферромагнитным сердечником. При этом сердечник состоит, с одной стороны, из принимающей магнитную катушку, перемещающейся на расстоянии относительно стенок широких сторон основной части, и, с другой стороны, из неподвижно установленных в водяных рубашках дополнительных частей, при этом части сердечника в сдвинутом рабочем положении образуют U-образные ярма для формирования закрытого магнитного потока, а в раздвинутом положении прерывают магнитный поток.
Устройство для непрерывной или полунепрерывной разливки металлов с электромагнитным тормозом известно из публикации ЕР 1124165 В1. При этом тормоз содержит, по меньшей мере, два магнитных сердечника, которые расположены с одной стороны формы и закреплены на ней, и ярмо, которое соединено разъемно с обоими магнитными сердечниками и соединяет их, причем ярмо содержит, по меньшей мере, одну обмотку по существу между соединенными ярмом двумя магнитными сердечниками. Обмотка вокруг ярма намотана таким образом, что центральная ось обмотки по существу параллельна продольной оси формы, при этом центральная ось обмотки по существу простирается в форме под прямым углом относительно направления вытягивания заготовки, а магнитные сердечники постоянно прикреплены к форме, и магнитные сердечники по существу покрывают всю ширину формы, за исключением центрального участка формы.
В этих известных конструктивных вариантах ферромагнитные сердечники установлены в водяной рубашке таким образом, что по ширине кристаллизатора создается магнитное поле различной напряженности.
В публикации ЕР 0679115 В2 описан способ непрерывной разливки расплавленного жидкого металла в сортовые заготовки и блюмы при помощи устройства, имеющего литейную форму, в которую расплавленный металл подается в процессе разливки жидкого металла открытой струей. Осуществление индукционного перемешивания в ванне жидкого металла включает электромагнитное индуцирование перемешивания расплавленного жидкого металла с интенсивностью, которая обычно приводит к турбулентности в расплавленном металле, в том числе на его свободной поверхности, за счет наложения вращающегося магнитного поля на ванну жидкого металла, и наложения второго вращающегося магнитного поля, создаваемого источником, отдельным от источника, питающего первое магнитное поле, и на месте, расположенном выше перемешивания, при этом второе вращающееся магнитное поле вращается в том же направлении, что и направление вращения первого поля, с целью усиления перемешивающего движения в зоне свободной поверхности, но создает вращающий момент на ванну жидкого металла, который ниже, чем вращающий момент, создаваемый первым полем.
Этот документ описывает различные магнитные поля по высоте кристаллизатора для осуществления электромагнитного перемешивания.
Из документа ЕР 0 820 824 В1 известна установка непрерывной разливки с магнитным полем, созданным в зоне кристаллизатора, при этом каждый центральный сердечник магнита окружен катушечными обмотками и центральные сердечники соединены между собой окружающим кристаллизатор ярмом. При этом каждый магнит из используемых магнитов имеет центральный сердечник, который делится со стороны кристаллизатора по меньшей мере на один верхний сердечник для верхнего магнитного поля и один нижний сердечник для нижнего магнитного поля, вследствие чего возникающее во время работы магнитное поле делится в отношении кристаллизатора по меньшей мере на одно верхнее и одно нижнее магнитное поле.
Аналогичное устройство с расположенными на расстоянии магнитами известно из документа ЕР 0922512 А1.
Во всех этих конструктивных вариантах жидкая сталь затормаживается магнитным полем в направлении вытягивания заготовки лишь в отдельных зонах.
Как для обычных слябовых установок, так и для УНРС для отливки тонких слябов существуют конструктивные решения, в которых медные плиты кристаллизатора крепятся не непосредственно на водяной рубашке, а закреплены на переходной плите. Для воронковых кристаллизаторов CSP это описано в публикации DE 19581604 Т1. В этом случае медная плита и переходная плита могут быть собраны вместе и выполнены в виде кассеты. Во всяком случае переходная плита должна иметь определенную толщину, чтобы быть достаточно устойчивой и не слишком деформироваться медной плитой. Предусматриваемая толщина переходной плиты увеличивает расстояние между магнитным сердечником и жидкой сталью. Для установок с электромагнитным тормозом известные переходные плиты изготовлены из немагнитной, аустенитной нержавеющей стали.
Задача изобретения состоит в том, чтобы известные компоненты кристаллизатора непрерывной разливки, такие как водяная рубашка, переходная плита и подобное, выполнить и упростить таким образом, чтобы увеличить напряженность магнитного поля и повысить воздействие магнитного поля, а также устранить вышеупомянутые недостатки.
Эта задача согласно изобретению решается тем, что компонент согласно ограничительной части пункта 1 формулы изобретения изготовлен, по меньшей мере, из двух различных материалов, при этом один материал магнитный, а второй немагнитный.
Другие варианты выполнения такого компонента представлены в соответствующих зависимых пунктах формулы изобретения.
Кроме того, изобретение относится к способу изготовления указанного компонента. Компонент изготовляют согласно изобретению при помощи сварки, при этом соединяют отдельные элементы, по меньшей мере один магнитный и один немагнитный.
Другие варианты выполнения представлены в соответствующих зависимых пунктах формулы изобретения.
Важнейшее преимущество способа согласно изобретению заключается в том, что при помощи сварки из веществ с различными магнитными свойствами могут быть изготовлены также толстостенные компоненты. При этом важно то, что во время сварки при последующей обработке деталей и в процессе разливки остаточные напряжения не приводят к тому, что происходит коробление компонентов. Также не должны допускаться в сварном шве дефектные места, раковины и трещины.
Согласно модифицированному варианту изобретения используется электрошлаковая сварка. При этом способе сварки между обоими свариваемыми отдельными элементами, расположенными друг от друга на расстоянии нескольких мм, создается сварочная ванна. Соответствующие поверхности отдельных элементов при контакте с расплавом становятся частично жидкотекучими. Дополнительно в сварочную ванну вводят сварочную проволоку. В соответствии с величиной введенной сварочной проволоки объем между отдельными элементами медленно заполняется снизу вверх. При этом сварочная ванна непрерывно затвердевает. При изготовлении детали сваривают в продольном направлении шва.
В качестве материалов для отдельных элементов могут быть предусмотрены, например, ферромагнитные углеродистые стали и немагнитная аустенитная сталь.
Особенно подходящими считаются материалы X6CrNiMoTi17-12-2 и S355.
Ниже описывается более подробно пример выполнения изобретения на основании очень схематичных чертежей.
Фиг.1 - вид спереди компонента (переходной плиты) согласно изобретению.
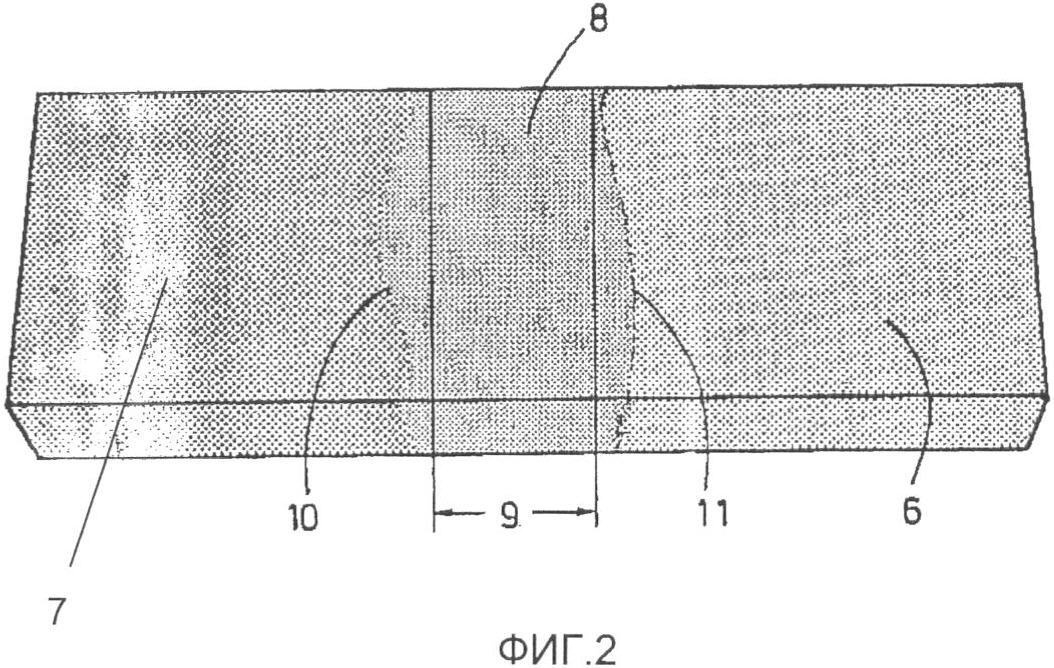
Фиг.2 - вид в разрезе микрофотографии среза и шлифа двух соединенных сваркой отдельных элементов.
На фиг.1 представлен вид спереди компонента согласно изобретению, например переходной плиты 1. Неразъемная переходная плита 1, если смотреть в направлении 12 вытягивания заготовки, образована из отдельных элементов 2, 3, 4, которые соединены, например, при помощи сварки. Отдельные элементы 2 и 4 изготовлены из немагнитной стали, а отдельный элемент 3 - из ферромагнитной стали. Ширина отдельных элементов 2, 3, 4 зависит от желательного положения зеркала ванны жидкого металла в кристаллизаторе (не показан). После сваривания отдельных элементов 2, 3, 4 устанавливают переходную плиту 1 со сквозными отверстиями или резьбовыми отверстиями 5, чтобы затем на ней закрепить медную плиту (не показана).
На фиг.2 на микрофотографии среза и шлифа показаны три различные зоны переходной плиты согласно изобретению. На правой стороне можно видеть, например, отдельный элемент 6 из немагнитной, аустенитной высококачественной стали (X6CrNiMoTi17-12-2), а на левой стороне - отдельный элемент 7 из ферромагнитной углеродистой стали (S355). Между правым отдельным элементом 6 и левым отдельным элементом 7 находится широкая зона, собственно сварной шов 8. Установленный изначально зазор 9 между обоими отдельными элементами 6, 7 меньше образовавшегося сварного шва 8, и первоначальная прямоугольная геометрия шва между отдельными элементами 6, 7 расширилась бочкообразно. Линии раздела 10, 11 между сварным швом 8 и отдельными элементами 6, 7 имеют с обеих сторон аналогичную конфигурацию.
Вся зона сварного шва 8 имеет идентичные магнитные свойства, что и аустенитная нержавеющая сталь. В механических характеристиках сварного соединения присутствуют свойства обеих основных сталей.
Перечень позиций на чертежах
1 Переходная плита
2 Отдельный элемент
3 Отдельный элемент
4 Отдельный элемент
5 Отверстия
6 Правый отдельный элемент
7 Левый отдельный элемент
8 Сварной шов
9 Расстояние
10 Линия раздела
11 Линия раздела
12 Направление вытягивания заготовки
Реферат
Компонент (1) кристаллизатора, в частности водяная рубашка, переходная плита и подобное, на котором закрепляется медная плита, выполнен по меньшей мере из двух отдельных, сваренных между собой элементов (2, 3, 4, 6, 7). Один элемент выполнен из магнитного материала, другой - из немагнитного. Элементы (2, 3, 4, 6, 7) расположены в направлении вытягивания заготовки. За счет увеличения напряженности магнитного поля обеспечивается повышение воздействия магнитного поля на расплав в кристаллизаторе. 2 н. и 10 з.п. ф-лы, 2 ил.
Формула
Документы, цитированные в отчёте о поиске
Литейная машина для получения вертикальной непрерывной заготовки в магнитном поле и способ охлаждения заготовки с ее использованием
Комментарии