Способ изготовления подошвы для обуви, состоящей из протекторной подошвы, изготовленной из вулканизированного каучука, соединенной с полиуретановой промежуточной подошвой - RU2277366C2
Код документа: RU2277366C2
Чертежи
Описание
Настоящее изобретение относится к способу изготовления подошвы для обуви, состоящей из протекторной подошвы, изготовленной из вулканизованного каучука, соединенной с полиуретановой промежуточной подошвой.
Настоящее изобретение также относится к использованию конкретной смеси для вулканизуемого каучука, которая подходит для очень прочного соединения с полиуретаном, и к устройству для осуществления способа.
Среди способов изготовления подошвы для обуви, состоящей из протекторной подошвы, изготовленной из вулканизованного каучука, известен способ изготовления подошвы для обуви, состоящей из протекторной подошвы, изготовленной из вулканизованного каучука, присоединенной к полиуретановой промежуточной подошве, в которой дозированное количество упомянутой смеси вводят в первую полость формы, которая образована цилиндрической боковой стенкой, внутри которой поршень основания подошвы способен производить поступательное движение, и закрыта в верхней области первой сменной модельной колодкой; осуществляют поступательное движение основания подошвы со сцепленной с ним протекторной подошвой таким образом, чтобы образовалась вторая полость, а модельную колодку заменяют второй модельной колодкой или же колодкой с прикрепленным верхом обуви, дозированное количество двухкомпонентного полиуретана инжектируют в упомянутую вторую полость (см. патент Франции №1546866А, кл. А 43 В, опубл. 20.11.1967).
Кроме того, известно устройство для изготовления подошвы для обуви, состоящей из протекторной подошвы, изготовленной из вулканизованного каучука, присоединенной к полиуретановой промежуточной подошве, содержащее форму, в которой имеется основание, состоящее из головки подвижного поршня, способного производить поступательное движение, причем головка поршня имеет форму и тисненый рисунок получаемой протекторной подошвы, сменная модельная колодка и средства регулирования нагрева основания формы и модельной колодки (см. патент США №5946755А, кл. A 43 D 11/00, опубл. 07.09.1999 г.).
Однако при соединении вулканизованного каучука и полиуретана возникают определенные проблемы.
Так, два материала, по меньшей мере, те, которые использовались до настоящего времени, по существу несовместимы друг с другом и для того, чтобы их соединить, вулканизованный каучук необходимо подвергнуть холодной обработке праймером, которая сделает его пригодным для принятия залитого или инжектированного полиуретана.
При изготовлении подошв для обуви или самой обуви это влечет за собой необходимость создания протекторных подошв, изготовленных из вулканизованного каучука с предварительно подготовленной поверхностью, которые впоследствии должны быть размещены в формах, в которые будут производить инжектирование или заливку полиуретана.
Вместо обработки праймером применялись и другие решения, которые сводились к размещению между вулканизованным каучуком и полиуретаном войлока, а данный войлок должен быть совместим с обоими материалами.
При наличии данных проблем очевидно, что протекторную подошву из вулканизованного каучука нельзя изготовить в том же самом производственном цикле, что и подошву или обувь, а необходимо изготавливать ее заранее и отдельно, давать ей возможность остыть и после этого подвергать ее поверхность обработке или что необходимо использовать вспомогательный компонент.
Поэтому изготовление обуви с протектором из вулканизованного каучука и полиуретановой промежуточной подошвой едва ли удобно и чрезвычайно дорого.
С другой стороны, преимущества подошвы с протектором, изготовленным из вулканизованного каучука, и с остальной частью (промежуточной подошвой), изготовленной из полиуретана, были бы значительны, поскольку протектор из вулканизованного каучука обладает чрезвычайно высокой стойкостью к износу и к истиранию при нагревании, а полиуретановая промежуточная подошва очень легка и комфортна.
Таким образом, основной технической задачей настоящего изобретения стало создание способа, который дает возможность изготавливать в одном и том же рабочем цикле подошву с протектором из вулканизованного каучука, соединенную с полиуретановой промежуточной подошвой.
Дополнительной технической задачей настоящего изобретения стало создания способа, который не требует простоев между изготовлением подошвы из вулканизованного каучука и ее последующим соединением с полиуретановой промежуточной подошвой, получаемой в форме.
Еще одной технической задачей изобретения стало создание способа и устройства для его реализации, где перед инжектированием или заливкой в полиуретановую форму не требуется проведения обработки подошвы из вулканизованного каучука.
Еще одной технической задачей изобретения стало получение продуктов, которые могли бы быть пригодными для реализации способа.
Данные технические задачи решаются за счет создания способа изготовления подошвы для обуви, состоящей из протекторной подошвы, изготовленной из вулканизованного каучука, присоединенной к полиуретановой промежуточной подошве, при котором согласно изобретению
a) в качестве вулканизуемого каучука используют смесь, которая состоит из:
a1) вулканизуемого бутадиен-акрилонитрильного каучука;
а2) по меньшей мере, одного гидроксилсодержащего полиакрилатного полимера;
а3) по меньшей мере, одного углеводородного полимера;
а4) по меньшей мере, одного армирующего наполнителя;
a5) по меньшей мере, одного ускорителя вулканизации;
b) дозированное количество упомянутой смеси вводят в первую полость формы, которая образована по существу цилиндрической боковой стенкой, внутри которой с возможностью поступательного перемещения установлен поршень в форме основания подошвы, и закрыта в верхней области первой сменной модельной колодкой;
c) процесс осуществляют в течение времени вулканизации, поддерживая температуру поршня в форме основания подошвы в диапазоне 100-200°С и температуру модельной колодки в диапазоне 100-200°С, независимо друг от друга осуществляя их регулировку, причем таким образом, чтобы температура основания подошвы никогда не была ниже температуры модельной колодки;
d) осуществляют поступательное движение основания подошвы со сцепленной с ним протекторной подошвой таким образом, чтобы образовалась вторая полость, а модельную колодку заменяют второй модельной колодкой или же колодкой с прикрепленным верхом обуви, с закрытием ее кольцами;
e) дозированное количество двухкомпонентного полиуретана инжектируют в упомянутую вторую полость;
f) процесс поддерживают в течение времени реакции полиуретана, поддерживая температуру второй модельной колодки или колец в диапазоне 30-80°С; подошву вынимают и оставляют для вылеживания на период времени стабилизации.
Предпочтительно упомянутый бутадиен-акрилонитрильный каучук относится к типу с содержанием нитрила в диапазоне от среднего до высокого.
Предпочтительно упомянутый бутадиен-акрилонитрильный каучук имеет низкое число по Муни.
Предпочтительно упомянутый бутадиен-акрилонитрильный каучук представляет собой бутадиен-акрилонитрильный сополимер, широко известный под сокращенным наименованием СКН.
Предпочтительно упомянутый гидроксилсодержащий полиакрилатный полимер относится к семейству полиакрилатных полимеров с ОН-содержанием, меньшим 2.
Предпочтительно гидроксилсодержащий полиакрилатный полимер используют в растворителе.
Предпочтительно гидроксилсодержащий полиакрилатный полимер присутствует с концентрацией, выраженной в массовых процентах, в диапазоне от 4 до 6% от полной массы смеси.
Предпочтительно углеводородный полимер относится к семейству алифатических полимеров нефтехимического происхождения.
Предпочтительно углеводородный полимер находится в твердом агрегатном состоянии.
Предпочтительно углеводородный полимер присутствует с концентрацией, выраженной в массовых процентах, в диапазоне от 3 до 5% от полной массы смеси.
Предпочтительно углеводородный полимер представляет собой комбинацию углеводородных цепей С5 происхождения.
Предпочтительно армирующий наполнитель относится к кремнийсодержащему типу.
Предпочтительно армирующий наполнитель представляет собой осажденный аморфный диоксид кремния.
Предпочтительно армирующий наполнитель представляет собой смесь, содержащую от 85 до 90% SiO2, при значении величины Браунауэра-Эммета-Теллера в диапазоне от 150 до 200 м2/г.
Предпочтительно армирующий наполнитель присутствует в концентрации, выраженной в массовых процентах, в диапазоне от 20 до 25% от полной массы смеси.
Предпочтительно ускоритель вулканизации относится к классу меркаптанов.
Предпочтительно ускоритель активируют при помощи ультраускорителя, относящегося к классу тиурамов.
Предпочтительно ускорители присутствуют в концентрации, выраженной в массовых процентах, в диапазоне от 1 до 1,5% от полной массы смеси.
Технические задачи также решаются за счет создания устройства для осуществления описанного способа, которое согласно изобретению содержит форму, в которой имеются основание, состоящее из головки подвижного поршня, способного производить поступательное движение, причем упомянутая головка имеет форму и тисненый рисунок получаемой протекторной подошвы, сменная модельная колодка и средства регулируемого нагрева основания формы и модельной колодки.
Предпочтительно устройство содержит нагревательную плиту, расположенную в промежуточном положении в контакте с нижней и верхней частями формы.
Предпочтительно между модельной колодкой и стопорными кольцами установлены теплоизолирующие пластины.
Предпочтительно упомянутый подвижный поршень снабжен средствами нагрева, способными поддерживать его температуру в диапазоне 100-200°С.
Предпочтительно упомянутая форма закрыта первой сменной модельной колодкой, снабженной средствами нагрева, способными поддерживать ее температуру в диапазоне 100-200°С во время стадии вулканизации.
Предпочтительно нагревательные устройства выполнены с возможностью независимого регулирования.
Форма закрыта второй модельной колодкой или колодкой с верхом обуви, с закрытием кольцами.
Предпочтительно кольца снабжены кондиционирующими средствами, способными поддерживать их температуру в диапазоне 30-80°С, причем упомянутые средства образованы теплоизолирующими пластинами.
Технические задачи дополнительно решаются за счет создания вулканизуемой резиновой смеси для осуществления описанного способа.
Предпочтительно используемый в смеси вулканизуемый бутадиен-акрилонитрильный каучук относится к типу с содержанием нитрила в диапазоне от среднего до высокого.
Предпочтительно в упомянутой смеси присутствует, по меньшей мере, один гидроксилсодержащий полиакрилатный полимер.
Дополнительные характеристики и преимущества изобретения станут более очевидными из последующего подробного описания предпочтительного варианта реализации способа и устройства для его осуществления, а также с учетом сопутствующих чертежей, на которых представлено:
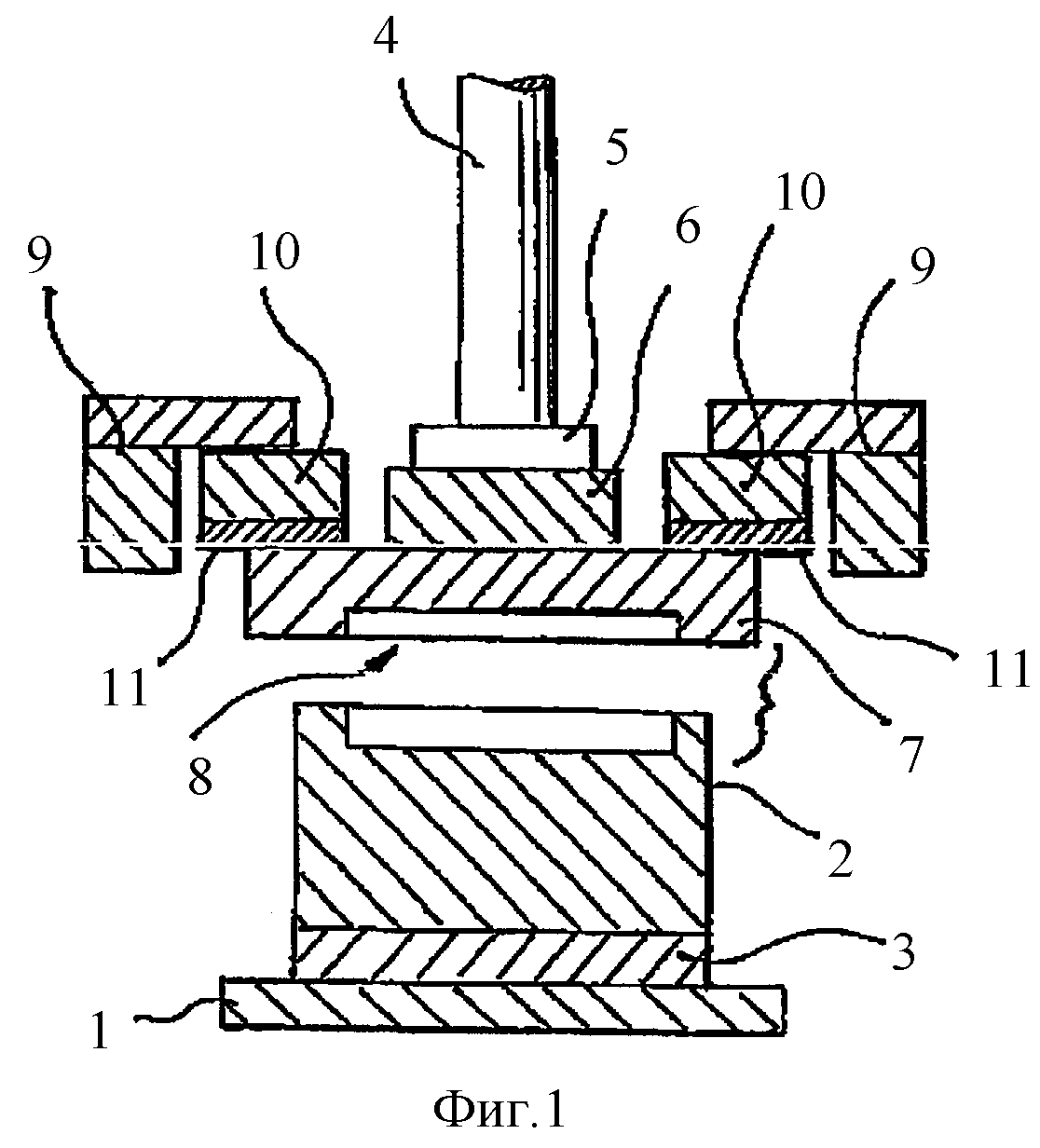
Фиг.1 - схематическое сечение использованной формы;
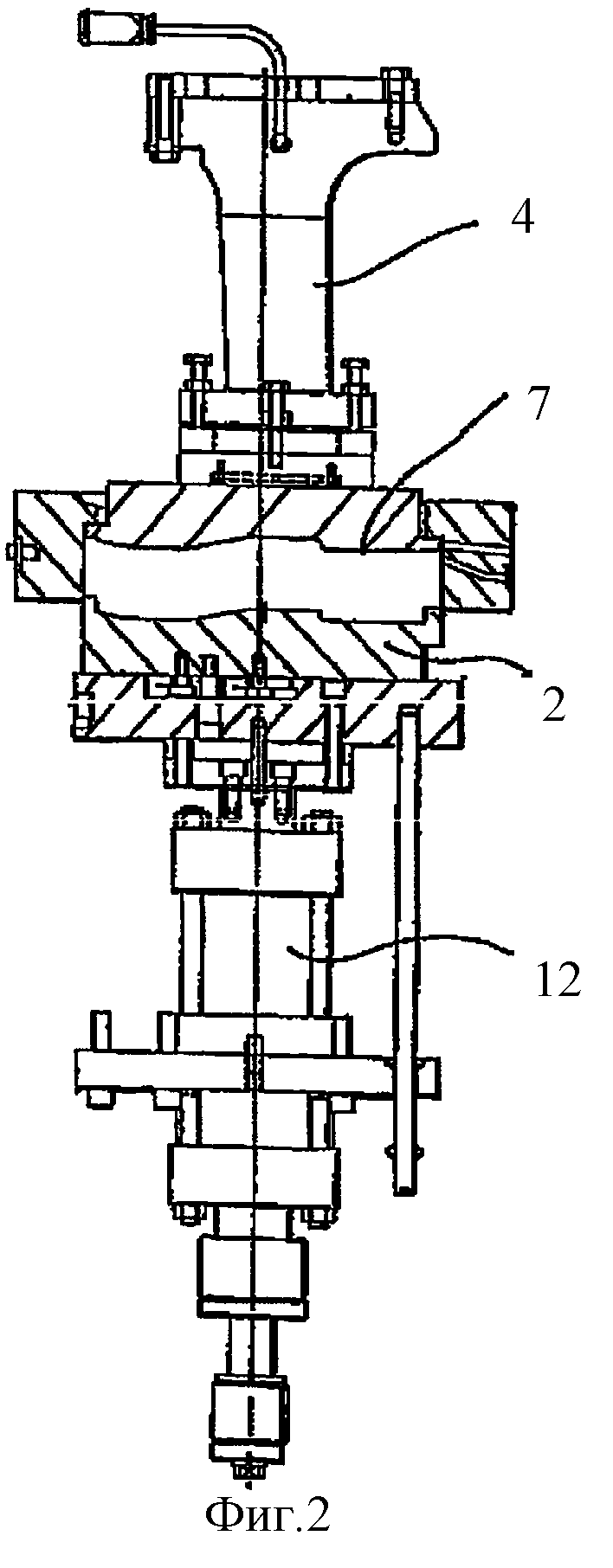
Фиг.2 - более детальный вид конструкции формы и средств ее перемещения, причем форма показана в открытом положении;
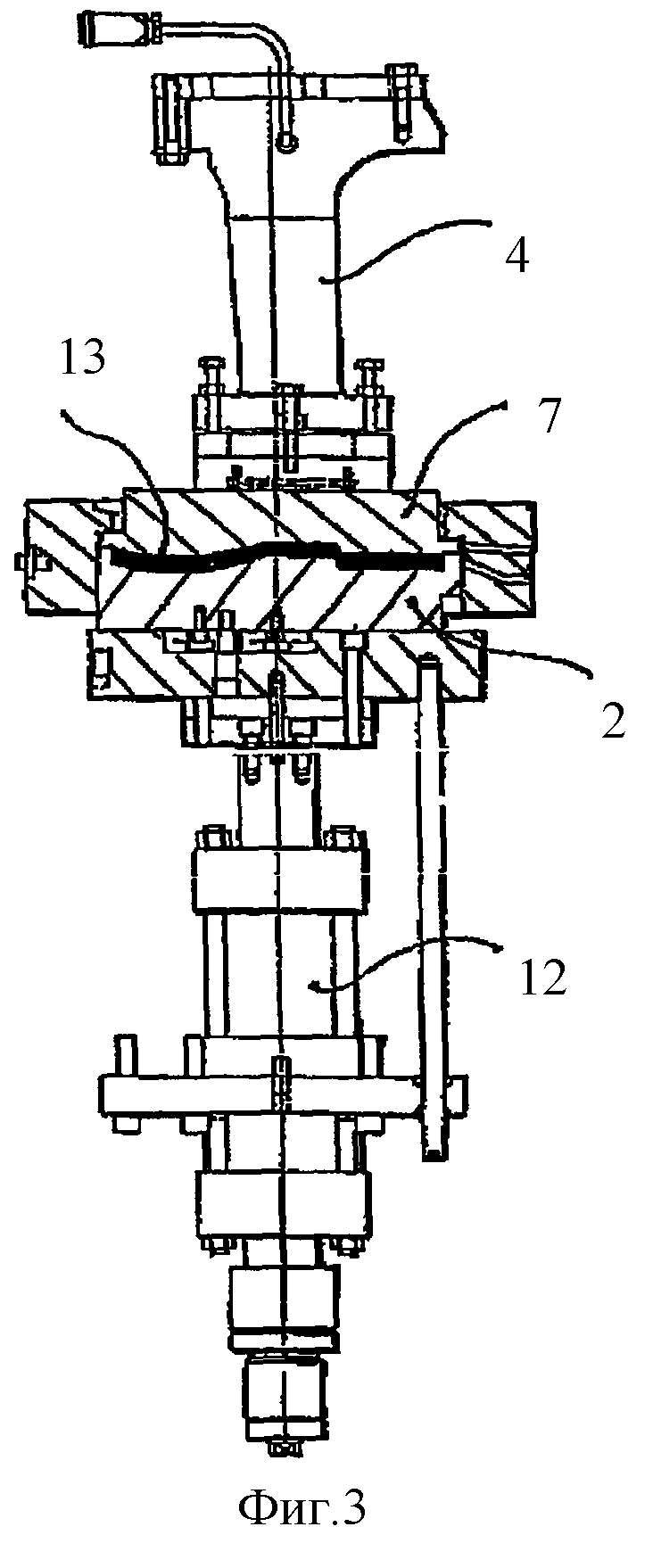
Фиг.3 - вид формы по фиг.2 в ее закрытом положении для формования протекторной подошвы из вулканизованного каучука;
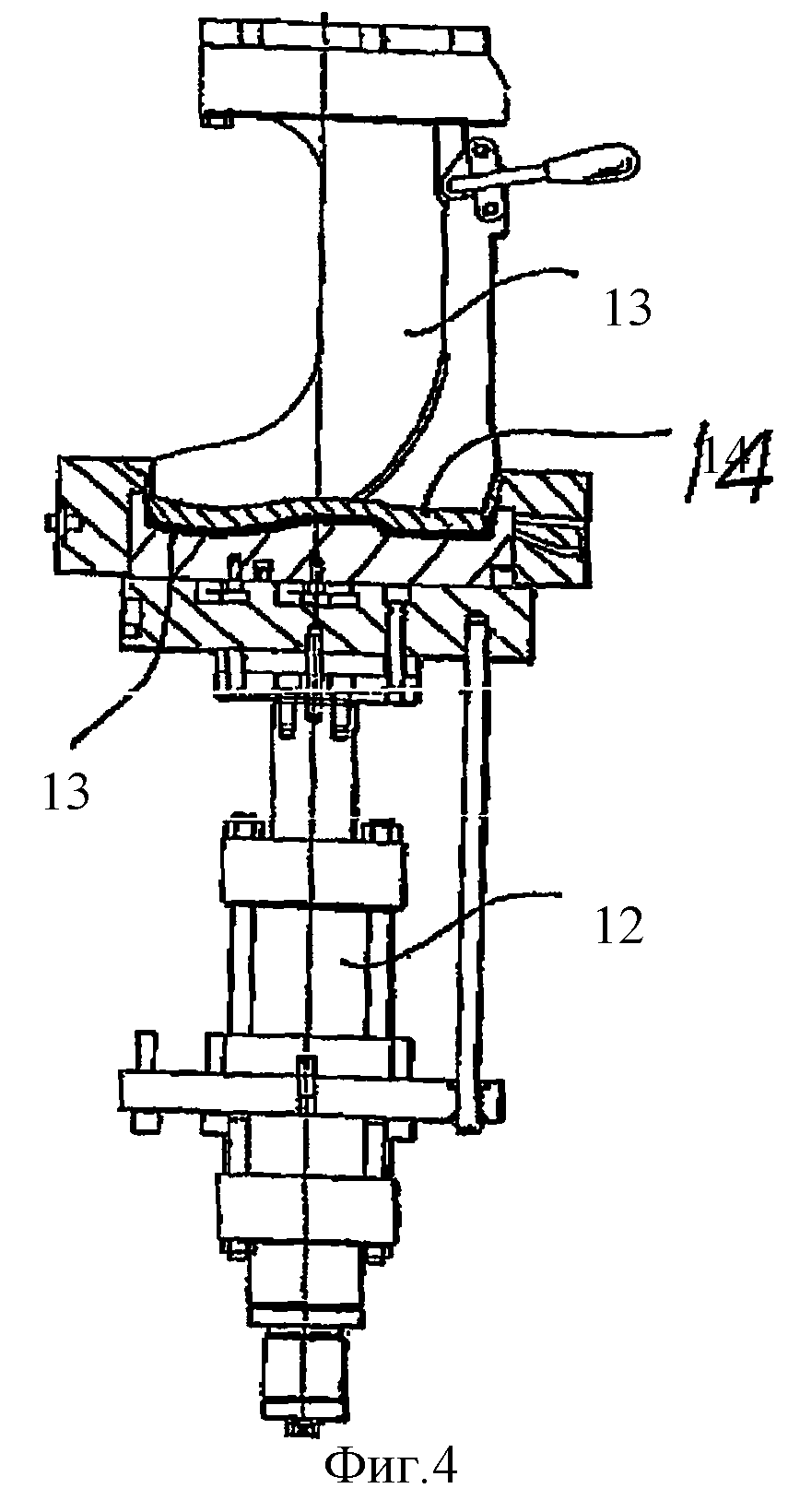
Фиг.4 - вид формы и ее запирающих средств в стадии способа, связанной с инжектированием полиуретана.
Способ согласно изобретению предлагает первую стадию, в ходе которой получают вулканизуемый каучук, который получают с использованием смеси, состоящей из:
a1) вулканизуемого бутадиен-акрилонитрильного каучука (СКН);
а2) по меньшей мере, одного гидроксилсодержащего полиакрилатного полимера;
а3) по меньшей мере, одного углеводородного полимера;
а4) по меньшей мере, одного армирующего наполнителя;
a5) по меньшей мере, одного ускорителя вулканизации;
Используемый бутадиен-акрилонитрильный каучук относится к обычно используемому типу каучука с содержанием нитрила в диапазоне от среднего до высокого, с низким числом по Муни (низкой вязкостью).
Каучук данного типа представляет собой бутадиен-акрилонитрильный сополимер, обозначаемый в технике сокращением СКН.
Смесь содержит гидроксилсодержащий полиакрилатный полимер, то есть полиакрилатный полимер с ОН-содержанием, меньшим 2.
Такой полимер предпочтительно используют в растворителе, и его концентрация в массовых процентах предпочтительно находится в диапазоне от 4 до 6% от полной массы смеси.
Смесь также содержит углеводородный полимер, относящийся к семейству алифатических полимеров нефтехимического происхождения.
Углеводородный полимер, предпочтительно в твердом агрегатном состоянии, присутствует с концентрацией, выраженной в массовых процентах, в диапазоне от 3 до 5% от полной массы смеси.
Углеводородный полимер представляет собой комбинацию углеводородных цепей C5 происхождения.
К смеси также добавляют армирующий наполнитель кремнийсодержащего типа.
Армирующим наполнителем предпочтительно является осажденный аморфный диоксид кремния или смесь, содержащая от 85 до 90% SiO2, при значении величины Браунауэра-Эммета-Теллера в диапазоне от 150 до 200 м2/г.
Армирующий наполнитель присутствует с концентрацией, выраженной в массовых процентах, в диапазоне от 20 до 25% от полной массы смеси.
Ускоритель вулканизации относится к классу меркаптанов с добавлением ультраускорителя, относящегося к классу тиурамов.
Ускоритель в смесь вводят с концентрацией, выраженной в массовых процентах, в диапазоне от 1 до 1,5% от полной массы смеси.
Перед тем как продолжать, приводя описание способа, полезно описать конструкцию используемой формы; это будет сделано со ссылкой на два сопутствующих чертежа.
Делая ссылку на чертежи, можно сказать, что фиг.1 представляет собой схематический вид формы, использованной в способе согласно изобретению.
Форма состоит из опорной плиты 1, на которой закреплена та часть формы 2, которая будет формовать основание подошвы для подошвы из вулканизованного каучука.
Часть формы 2 закреплена на опорной плите 1 с размещением между ними нагревательной плиты 3.
В верхней области показан рычаг 4 шарнирного сочленения для ротации колодки.
В нижней части упомянутого рычага имеется изолирующая пластина 5, которая удерживает модельную колодку 7 (с расположением в промежуточном положении между ними нагревательной плиты 6), в которой имеется полость 8, которая соответствует верхней части подошвы из вулканизованного каучука.
Фиг.1 демонстрирует кольцевые держатели 9 и кольца 10 формы, которые оказывают воздействие на модельную колодку 7, с расположенными между кольцами 10 и колодкой 7 теплоизолирующими пластинами 11.
Комбинация нагревательных плит и теплоизолирующих пластин делает возможным независимое регулирование верхней и нижней температур формы.
На фиг.2, 3 и 4 с большей детальностью показана конструкция формы и ее зажимных приспособлений.
Фиг.2 представляет собой вид узла в сборе в состоянии, когда форма открыта, причем форма относится к тем, которые предназначены для изготовления протекторной подошвы.
На фиг.2 четко виден поршень 12, который делает возможным создание поступательного движения нижней части 2 формы.
Фиг.3 иллюстрирует тот же самый узел в сборе, что и фиг.2, в состоянии, в котором форма закрыта в ходе стадии, в которой получают протекторную подошву, обозначенную ссылочной позицией 13.
На фиг.4 модельную колодку 7 заменили на колодку 13, и фиг.4 также показывает стадию инжектирования и формования полиуретановой промежуточной подошвы 14.
Как ясно показано, получение подошвы из вулканизованного каучука и последующую операцию соединения с полиуретановой промежуточной подошвой осуществляют в той же самой машине и в таком рабочем цикле, в котором две стадии проходят одна за другой.
Что касается причин соединения между вулканизованным каучуком и полиуретаном, то данные причины связаны с использованием смеси, которая содержит гидроксилсодержащий полиакрилатный полимер.
Данный полимер в конце вулканизации на той части подошвы, где будут осаждать полиуретан, сохраняет много свободных связей, которые вступают во взаимодействие с полиуретаном, обусловливая возникновение тесного и жесткого соединения.
Для того чтобы сделать смесь пригодной для использования в данном способе, необходимо использовать бутадиен-акрилонитрильный каучук, относящийся к типу с содержанием нитрила в диапазоне от среднего до высокого, а среда, в которой протекает вулканизация, должна быть кислой.
Также необходимо выдерживать нижнюю часть вулканизуемой подошвы при более высокой температуре по сравнению с верхней частью, и это становится возможным благодаря конкретной конструкции формы и ее зажимных приспособлений.
Также важно не оставлять части формы безупречно закрытыми для того, чтобы получить то, что называют технический заусенец.
Это делает возможным оптимальное изготовление подошвы из вулканизованного каучука и полиуретановой промежуточной подошвы.
Из описания и чертежей очевидно, что все предлагаемые цели и предметы изобретения были достигнуты, и что, в частности, разработан способ, который делает возможным получение протекторной подошвы из вулканизованного каучука, соединенной с полиуретановой промежуточной подошвой, при последовательности стадий, которые можно выполнить последовательно, и при использовании одной машины.
Само собой разумеется, что, исходя из той же самой изобретательской концепции, можно использовать и эквивалентные компоненты и эквивалентные конструкции форм.
Описание в итальянской патентной заявке № PD2000A000295, исходя из которого данная заявка заявляет приоритет, в настоящий документ включаются посредством ссылки.
Реферат
Данная группа изобретений относится к области изготовления подошвы для обуви, состоящей из протекторной подошвы, изготовленной из вулканизованного каучука, соединенной с полиуретановой подошвой.
Способ изготовления подошвы для обуви, состоящей из протекторной подошвы, изготовленной из вулканизованного каучука, предлагает в качестве вулканизуемого каучука смесь, состоящую из вулканизуемого бутадиен-акрилонитрильного каучука (СКН), по меньшей мере, одного гидроксилсодержащего полиакрилатного полимера, по меньшей мере, одного углеводородного полимера, по меньшей мере, одного армирующего наполнителя и, по меньшей мере, одного ускорителя вулканизации. Дозированное количество смеси вводят в первую полость формы, в которой основание образовано поршнем, температуру которого поддерживают в диапазоне 100-200°С, в то время как в верхней области располагается модельная колодка, температуру которой также выдерживают в диапазоне 100-200°С. При этом две температуры можно регулировать независимо друг от друга. После изготовления протекторной подошвы таким образом основание подошвы, поддерживаемое поршнем, опускают и формируют дополнительную полость, в которую инжектируют двухкомпонентный полиуретан. Вулканизуемый каучук, образованный принятой смесью, имеет много свободных связей, которые вступают в реакцию с полиуретаном, приводя к получению очень прочного соединения. Технический результат заявленной группы изобретений - создание способа, который дает возможность изготавливать в одном и том же цикле подошву с протектором из вулканизованного каучука, соединенную с полиуретановой промежуточной подошвой. 3 н. и 26 з.п. ф-лы, 4 ил.
Комментарии