Способ изготовления обуви - RU2447821C1
Код документа: RU2447821C1
Чертежи
Описание
Область техники
Настоящее изобретение относится к способу изготовления обуви, в частности к усовершенствованному способу изготовления обуви с использованием проводящей ультразвук формы для надежного скрепления соединительного элемента с верхней частью обуви.
Уровень техники
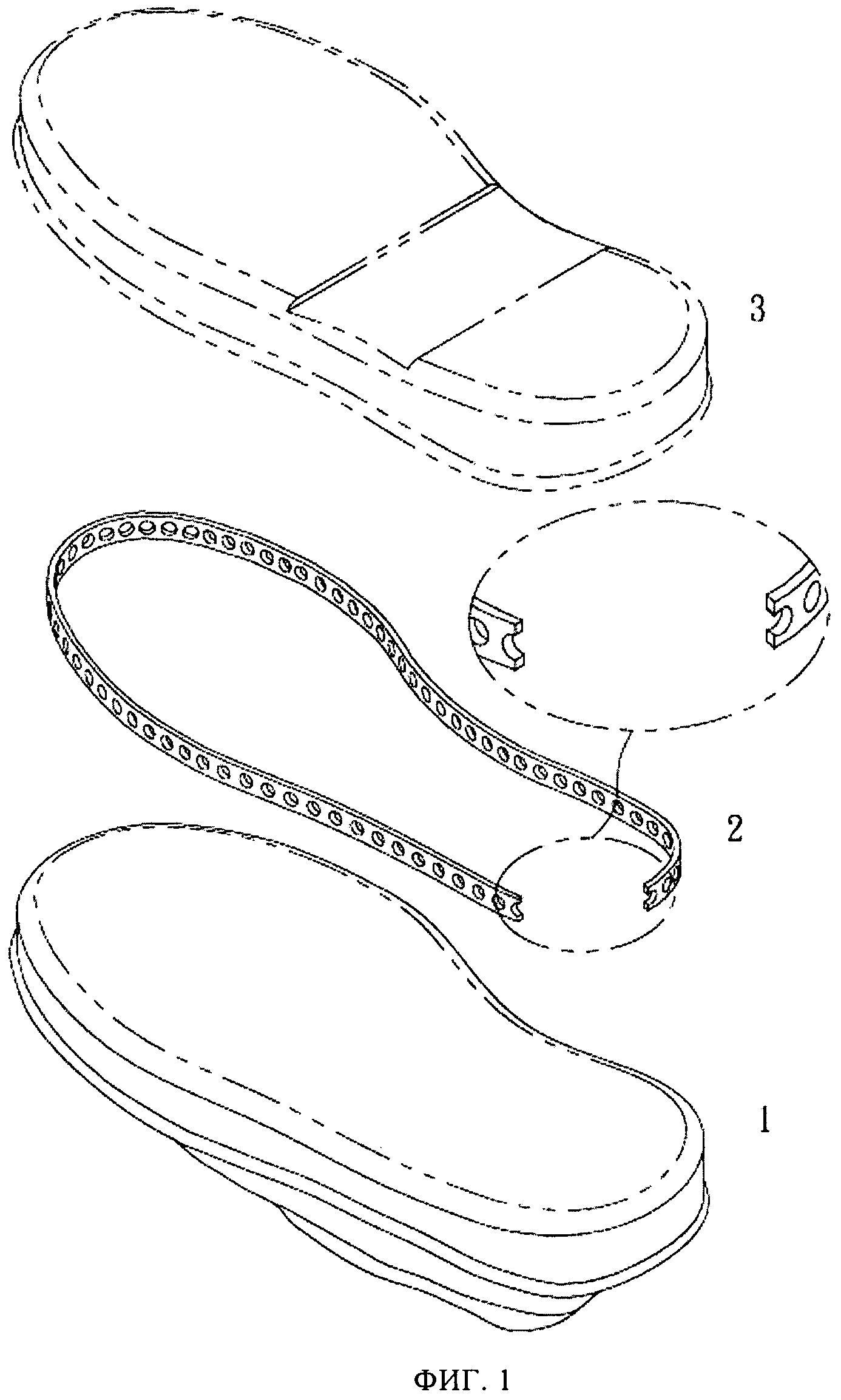
Обычный способ изготовления обуви показан на фиг.1, и она в общем включает верхнюю часть 1, соединительный элемент 2 и подошву 3, скрепленную с верхней частью 1 с помощью литья или склеивания. До скрепления с верхней частью 1 подошва 3 должна быть связана с соединительным элементом 2 путем склеивания или сшивания. Однако следует отметить, что размеры соединительного элемента 2 обычно включают допускаемые отклонения, что приводит к тому, что соединительный элемент бывает больше, чем подошва 3. В этом случае при склеивании или сшивании соединительного элемента 2 с подошвой 3 обувь будет иметь бугры на своей внешней поверхности, что неприемлемо для продажи.
Настоящее изобретение направлено на разработку способа изготовления обуви с использованием ультразвука для придания вибрации форме с целью генерации тепла для обеспечения усадки (сокращения в размерах) соединительного элемента и подошвы и их надежного соединения с верхней частью обуви с устранением недостатков, присущих обычному способу.
Раскрытие изобретения
Настоящее изобретение относится к способу изготовления обуви и включает использование приспособлений в виде первой формы, выполненной из жесткого материала, и второй формы. Вторая форма снабжена выемкой, и обувь вводится в эту выемку. Обувь имеет верхнюю часть, соединительный элемент и подошву. Соединительный элемент и подошву соединяют с верхней частью, и вторая форма передает созданную ультразвуком тепловую энергию соединительному элементу и подошве.
Основная задача настоящего изобретения заключается в создании способа изготовления обуви, снижающего выход дефектной продукции при скреплении соединительного элемента и подошвы с верхней частью обуви.
Настоящее изобретение станет более понятным из рассмотрения нижеследующего описания и сопровождающих чертежей, на которых исключительно с целью иллюстрации представлен предпочтительный вариант выполнения настоящего изобретения и на которых представлено:
Краткое описание чертежей
на фиг.1 - детальное изображение, иллюстрирующее обычный способ изготовления обуви;
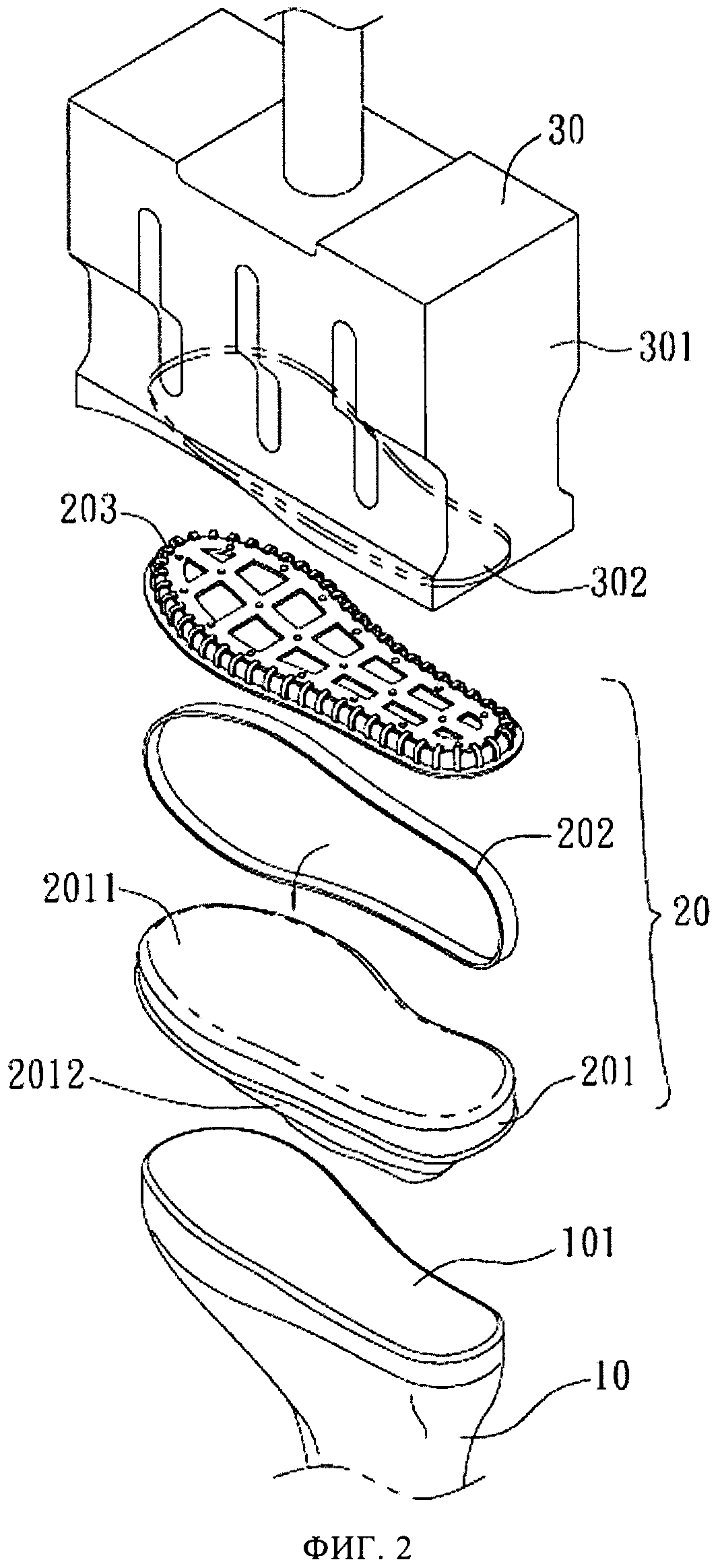
на фиг.2 - детальное изображение, иллюстрирующее предлагаемый в настоящем изобретении способ изготовления обуви; и
на фиг.3 - поперечное сечение, иллюстрирующее предлагаемый в настоящем изобретении способ изготовления обуви.
Подробное описание осуществления изобретения
Обращаясь к фигурам 2 и 3, можно видеть, что способ изготовления обуви включает первую форму (колодку) 10, выполненную из жесткого материала и имеющую очертания обуви. Первая форма 10 включает первую поверхность 101, на которой монтируется обувь 20.
Обувь 20 содержит верхнюю часть 201, соединительный элемент 202 и подошву 203. Верхняя часть 201 включает основу (стельку) 2011 и союзку 2012. Соединительный элемент 202 и подошва 203 скрепляются с основой 2011 верхней части 201. Соединительный элемент 202 и подошва 203 изготовлены из термопластического материала.
Вторая форма 30 снабжена выемкой, и в эту выемку вводится обувь 20. Вторая форма 30 электрически связана с ультразвуковым генератором (не показан) и выполнена с возможностью передачи созданной ультразвуком тепловой энергии соединительному элементу 202 и подошве 203. Вторая форма 30 включает часть 301, проницаемую для ультразвуковых волн, и часть 302, не проницаемую для ультразвуковых волн.
Ультразвуковой генератор сообщает вибрацию второй форме 30 в диапазоне частот между 15000 и 20000 колебаний в секунду, что заставляет вторую форму 30 передавать созданную ультразвуком тепловую энергию соединительному элементу 202 и подошве 203. Тепловая энергия вызывает соответствующую усадку и плавление соединительного элемента 202 и подошвы 203, которые прочно скрепляются с основой 2011 верхней части 201. Поэтому при сшивании на соединительном элементе 202 и подошве 203 и не образуется никаких бугров.
За счет предлагаемого в настоящем изобретении способа соединительный элемент 202 и подошва 203 оказываются точно подогнанными к верхней части 201, что делает процесс сшивания легким и эффективным. Между соединительным элементом 202 и верхней частью 201 не образуется ни бугров, ни впадин.
Хотя был представлен и описан конкретный вариант выполнения настоящего изобретения, должно быть понятно, что специалисты в данной области могут ввести дополнительные варианты выполнения без выхода за объем настоящего изобретения.
Реферат
В изобретении описан способ изготовления обуви, в котором используют первую форму, изготовленную из жесткого материала, и вторую форму, снабженную выемкой, в которую помещается обувь. Обувь включает верхнюю часть, соединительный элемент и подошву, скрепленные с верхней частью. Вторая форма передает созданную ультразвуком тепловую энергию соединительному элементу и подошве, благодаря чему соединительный элемент и подошва должным образом сокращаются в размере и оказываются надежно подогнанными к верхней части. 2 з.п. ф-лы, 3 ил.
Комментарии