Способ изготовления сляба аустенитной нержавеющей стали - RU2721256C1
Код документа: RU2721256C1
Чертежи

Описание
Область техники
[0001]
Настоящее изобретение относится к способу изготовления сляба аустенитной нержавеющей стали путем непрерывного литья с применением электромагнитного перемешивателя (EMS).
Предпосылки создания изобретения
[0002]
Способ непрерывного литья широко используется в качестве способа получения аустенитной нержавеющей стали, например, SUS 304. Полученный непрерывной сляб можно формовать в тонкую стальную полосу при помощи процессов, которые включают в себя горячую прокатку и холодную прокатку. Такая технология изготовления в настоящее время хорошо отработана, а тонкая стальная полоса из аустенитной нержавеющей стали используется как готовое изделие во многих областях. Однако в некоторых случаях на поверхности тонкой стальной полосы из аустенитной нержавеющей стали могут появляться заметные дефекты, причиной которых, как предполагается, могут стать дефекты поверхности литого сляба. Дефекты (несплошности, неравномерности) на поверхности тонкой стальной полосы в большинстве случаев могут быть устранены за счет шлифования поверхности сляба с использованием шлифовальной машины. Но шлифование поверхности с использованием шлифовальной машины может увеличить стоимость. Необходима такая технология непрерывного литья сляба, при которой на поверхности тонкой стальной полосы дефекты отсутствуют, даже если не применяется шлифование поверхности.
[0003]
В документе PTL 1 описана технология, позволяющая снизить вероятность возникновения поверхностного дефекта от следа от качания кристаллизатора на слябе из аустенитной нержавеющей стали, полученном путем непрерывного литья. При непрерывном литье стали эффективной мерой недопущения загрязнения кристаллизующейся корочки инородным материалом является применение электромагнитного перемешивателя (EMS), и эта мера широко используется (см., например, документ PTL 2). В документе PTL 3 описан пример, в котором выполняют электромагнитное перемешивание, и угол выпуска из погружного стакана задают равным 5° относительно вертикали, что позволяет снизить вероятность возникновения дефектов в виде пузырей и трещин в слябе, получаемом путем непрерывного литья из среднеуглеродистой и низкоуглеродистой стали. Однако даже в случае применения этих технологий для аустенитной нержавеющей стали трудно гарантированным образом не допустить возникновения поверхностных дефектов в тонкой стальной пластине, полученной из литого сляба, или в значительной степени снизить вероятность их возникновения.
Список литературы
Патентная литература
[0004]
PTL 1: JP 6–190507 A
PTL 2: JP 2004–98082 A
PTL 3: JP 10–166120 A
PTL 4: JP 2005–297001 A
PTL 5: JP 2017–24078 A
Сущность изобретения
Техническая проблема
[0005]
Согласно исследованиям, выполненным авторами настоящего изобретения, подтверждено, что поверхностные дефекты, которые имеются в тонкой стальной полосе из аустенитной нержавеющей стали и могут стать проблемой, в частности, если требуется обеспечить хороший внешний вид поверхности, возникают, главным образом, из поверхностного дефекта, в том числе, трещины, образовавшейся в продольном направлении (т.е., в направлении литья) сляба, полученного путем непрерывного литья. В приведенном далее описании дефект этого типа на поверхности сляба называется "поверхностным дефектом, проходящим в направлении литья". Появления в тонкой стальной полосе поверхностного дефекта, возникшего из поверхностного дефекта, проходящего в направлении литья, нельзя избежать даже при уменьшении следа от качания кристаллизатора, описанном в PTL 1.
[0006]
Согласно исследованиям, выполненным авторами настоящего изобретения, предполагается, что поверхностный дефект, проходящий в направлении литья в слябе, полученном путем непрерывного литья, возникает в соответствии с механизмом, который приведен далее.
В случае, если охлаждение в кристаллизаторе, используемом в процессе непрерывного литья, является неравномерным, толщина кристаллизующейся корочки является неодинаковой, и в результате в ней происходит концентрация механических напряжений, возникших из–за сжатия при кристаллизации и ферростатического давления, с образованием мелкой трещины. Эта трещина в слябе возникает как поверхностный дефект, проходящий в направлении литья. Трещина не растет до такой глубины, чтобы разрушить возникшую кристаллизующуюся корочку, и поэтому не создает серьезной проблемы, препятствующей выполнению операции непрерывного литья.
[0007]
Хотя причину указанного выше локального уменьшения скорости охлаждения невозможно идентифицировать в полной мере, предполагается, что это явление возникает из–за локального отхода кристаллизующейся корочки от кристаллизатора на первоначальной стадии кристаллизации, так как изучение части, имеющей поверхностный дефект, проходящий в направлении литья, выявило, что в кристаллизующейся корочке часто возникает углубление. Этому может быть множество причин, например, неравномерное поступление литейного порошка и неравномерная деформация кристаллизующейся корочки из-за сжатия при кристаллизации. Поверхностный дефект, проходящий в направлении литья, который относится к этому типу, может стать проблемой именно в сортах аустенитной нержавеющей стали, если сравнивать с сортами ферритной нержавеющей стали и подобным, и предполагается, что это обусловлено различием в режиме кристаллизации.
[0008]
Как известно, появлению неравномерности в охлаждении в кристаллизаторе способствует режим принудительного охлаждения, и в качестве меры по недопущению возникновения дефекта, проходящего в направлении литья на поверхности сляба, предлагается постепенное охлаждение в кристаллизаторе. Например, в документе PTL 4 предлагается постепенное охлаждение кристаллизующейся корочки за счет увеличения теплостойкости слоя литейного порошка при использовании такого порошка, который легко кристаллизуется. Однако нельзя сказать, что только за счет использования такого литейного порошка эффект постепенного охлаждения обеспечивается в достаточной степени, и невозможно полностью исключить возникновение дефекта, проходящего в направлении литья, на поверхности сляба из аустенитной нержавеющей стали. Помимо этого, замена литейного порошка может повлиять на другие показатели качества, например, глубину следа от качания кристаллизатора и возникновение прорыва, поэтому есть трудности при таком подходе. В документе PTL 5 предлагается обеспечить постепенное охлаждение кристаллизатора за счет изготовления стенки кристаллизатора таким образом, чтобы на ее внутренней стороне находился металл, имеющий низкую теплопроводность. Однако только при помощи этой меры невозможно полностью предотвратить возникновение на поверхности сляба дефекта, проходящего в направлении литья. Кроме того, если применяется кристаллизатор этого типа, невозможно использовать его только для сортов стали, для которых возникает проблема в виде поверхностного дефекта, проходящего в направлении литья, и придется применять его для всех других сортов стали, поэтому в случае этих других сортов могут возникнуть другие факторы, ухудшающие качество поверхности.
[0009]
Задача настоящего изобретения – предложить технологию непрерывного литья аустенитной нержавеющей стали, которая позволяет в значительной степени снизить вероятность появления "поверхностных дефектов, проходящих в направлении литья", которые возникают в направлении по длине (т.е. в направлении литья) в слябе, получаемом путем непрерывного литья, и предложить такой сляб из аустенитной нержавеющей стали, полученный путем непрерывного литья, при превращении которого в тонкую стальную полосу в значительной степени снижена вероятность наличия поверхностных дефектов, даже если не выполняется обработка поверхности этого сляба с использованием шлифовальной машины.
Устранение проблемы
[0010]
Принимая во внимание указанные обстоятельства, авторы изобретения тщательно изучили пути устранения поверхностных дефектов, проходящих в направлении литья, которые возникают на поверхности сляба из аустенитной нержавеющей стали, и в результате обнаружили, что мерой, позволяющей обеспечить равномерное постепенное охлаждение в кристаллизаторе, является сочетание уменьшения температуры литья и электромагнитного перемешивания в кристаллизаторе. Было установлено, что использование такого подхода значительно подавляет поверхностные дефекты в направлении литья в существующем литейном оборудовании. Настоящее изобретение создано на базе полученных сведений.
[0011]
Изобретение представляет собой приведенное далее.
Способ изготовления сляба аустенитной нержавеющей стали,
при описании которого используются следующие термины: при непрерывном литье стали с использованием кристаллизатора, внутренняя поверхность которого в сечении горизонтальной плоскостью образуют прямоугольный профиль, каждая из внутренних поверхностей двух стенок, образующих длинные стороны этого прямоугольника, называется "поверхностью длинной стороны", каждая из внутренних поверхностей двух стенок, образующих короткие стороны этого прямоугольника, называется "поверхностью короткой стороны", горизонтальное направление, параллельное поверхности длинной стороны, называется "направлением длинной стороны" и горизонтальное направление, параллельное поверхности короткой стороны, называется "направлением короткой стороны",
и этот способ включает следующие этапы:
– выпускают расплав аустенитной нержавеющей стали, имеющей следующий химический состав в мас.%: 0,005% – 0,150% С; 0,10% – 3,00 Si; 0,10% – 6,50% Mn; 1.50% – 22,00% Ni, 15,00% – 26,00% Cr, 0% – 3,50% Mo; 0% – 3,50% Cu; 0,005% – 0,250% N; 0% – 0,80% Nb; 0% – 0,80% Ti; 0% – 1,00% V; 0% – 0,80% Zr; 0% – 1,500% Al; 0% – 0,010% B и 0% – 0,060% в сумме редкоземельных металлов и Ca, остальное – Fe и неизбежные примеси, причем для этой стали параметр А имеет значение 20,0 или менее, рассчитанное с использованием приведенного далее выражения (4), из погружного стакана, имеющего два выпускных отверстия и установленного в кристаллизаторе в положении по центру длинной и короткой сторон; и
– подводят электрическую энергию к расплавленной стали вблизи от поверхности затвердевающей корочки в области глубины, обеспечивающей толщину корочки от 5 до 10 мм, по меньшей мере, в центральном положении в направлении длинной стороны, чтобы вызвать потоки в направлениях, противоположных друг к другу, в направлении длинной стороны на обеих длинных сторонах, осуществляя тем самым электромагнитное перемешивание (EMS) для управления режимом непрерывного литья, при соблюдении следующего выражения (1):
10 < ΔT < 50 × FEMS+10 (1)
где ΔT и FEMS рассчитывают с использованием следующих выражений (2) и (3), соответственно:
ΔT=TL – TS (2)
FEMS=VEMS × (0,18 × VC+0,71) (3)
где TL (°С) – среднее значение от температур (°С) расплавленной стали на средней глубине поверхности расплавленной стали в 20 мм в положении на 1/4 протяженности в направлении длинной стороны и положении на 1/2 протяженности в направлении короткой стороны, TS – температура (°С) начала кристаллизации расплавленной стали, FEMS – показатель интенсивности перемешивания, VEMS – обеспечиваемая электромагнитным перемешиванием средняя скорость (м/с) перемещения расплавленной стали в направлении длинной стороны, в области глубины, обеспечивающей толщину кристаллизующейся корочки 5–10 мм в положении по центру в направлении длинной стороны, и VC – скорость литья (м/мин), которая соответствует скорости перемещения литого сляба в продольном направлении:
А=3,647(Cr+Mo+1,5Si+0,5Nb)–(2,603(Ni+30C+30N+0,5Mn)–32,377 (4),
причем в выражении (4) символы химических элементов используются для указания содержания этих химических элементов в мас.%.
[0012]
В предпочтительном случае при выполнении непрерывного литья его режимом управляют таким образом, чтобы дополнительно также соблюдалось приведенное далее выражение (5). Вместо выражения (5) можно использовать приведенное далее выражение (6):
ΔТ ≤ 25 (5),
ΔТ ≤ 20 (6).
В предпочтительном случае режимом непрерывного литья управляют таким образом, чтобы дополнительно также соблюдалось приведенное далее выражение (7). Вместо соотношения (7) можно использовать приведенное далее выражение (8):
FEMS ≤ 0,50 (7),
FEMS ≤ 0,40 (8).
[0013]
При выполнении операции непрерывного литья поверхность расплавленной стали, находящейся в кристаллизаторе, меняет положение из–за протекания и колебания расплавленного металла. "Средняя глубина поверхности расплавленной стали" – это глубина, измеряемая в вертикальном направлении, для среднего положения поверхности расплавленной стали. Имеется два положения – «положение на 1/4 протяженности в направлении длинной стороны» и «положение на 1/2 протяженности в направлении короткой стороны», между которыми в кристаллизаторе находится центр погружного стакана. Средняя температура TL (°С) расплавленной стали – это среднее значение от температур расплавленной стали на средней глубине поверхности расплавленной стали 20 мм в этих двух положениях. Температура TS (°С) начала кристаллизации – это температура, соответствующая температуре линии ликвидуса.
Преимущества изобретения
[0014]
При использовании способа изготовления сляба путем непрерывного литья, соответствующего настоящему изобретению, в слябе аустенитной нержавеющей стали, полученном путем непрерывного литья, можно в значительной степени снизить вероятность возникновения "поверхностных дефектов, проходящих в направлении литья", и можно не допустить возникновения проблемы в виде поверхностных дефектов в тонкой стальной полосе из аустенитной нержавеющей стали, изготовленной из этого сляба, при использовании процесса изготовления полосы, в котором отсутствует обработка поверхности сляба с использованием шлифовальной машины.
Краткое описание чертежей
[0015]
На Фиг.1 приведена фотография, на которой показан внешний вид сляба аустенитной нержавеющей стали, полученного путем непрерывного литья, в котором возник поверхностный дефект, проходящий в направлении литья.
На Фиг.2 приведена фотография, на которой показан внешний вид холоднокатаного стального листа из аустенитной нержавеющей стали, имеющего поверхностный дефект, возникший из поверхностного дефекта, проходящего в направлении литья сляба.
На Фиг.3 приведена фотография, на которой показана структура сляба из аустенитной нержавеющей стали, полученного путем непрерывного литья, в поперечном сечении и вблизи от поверхности, когда в этом слябе возник поверхностный дефект, проходящий в направлении литья.
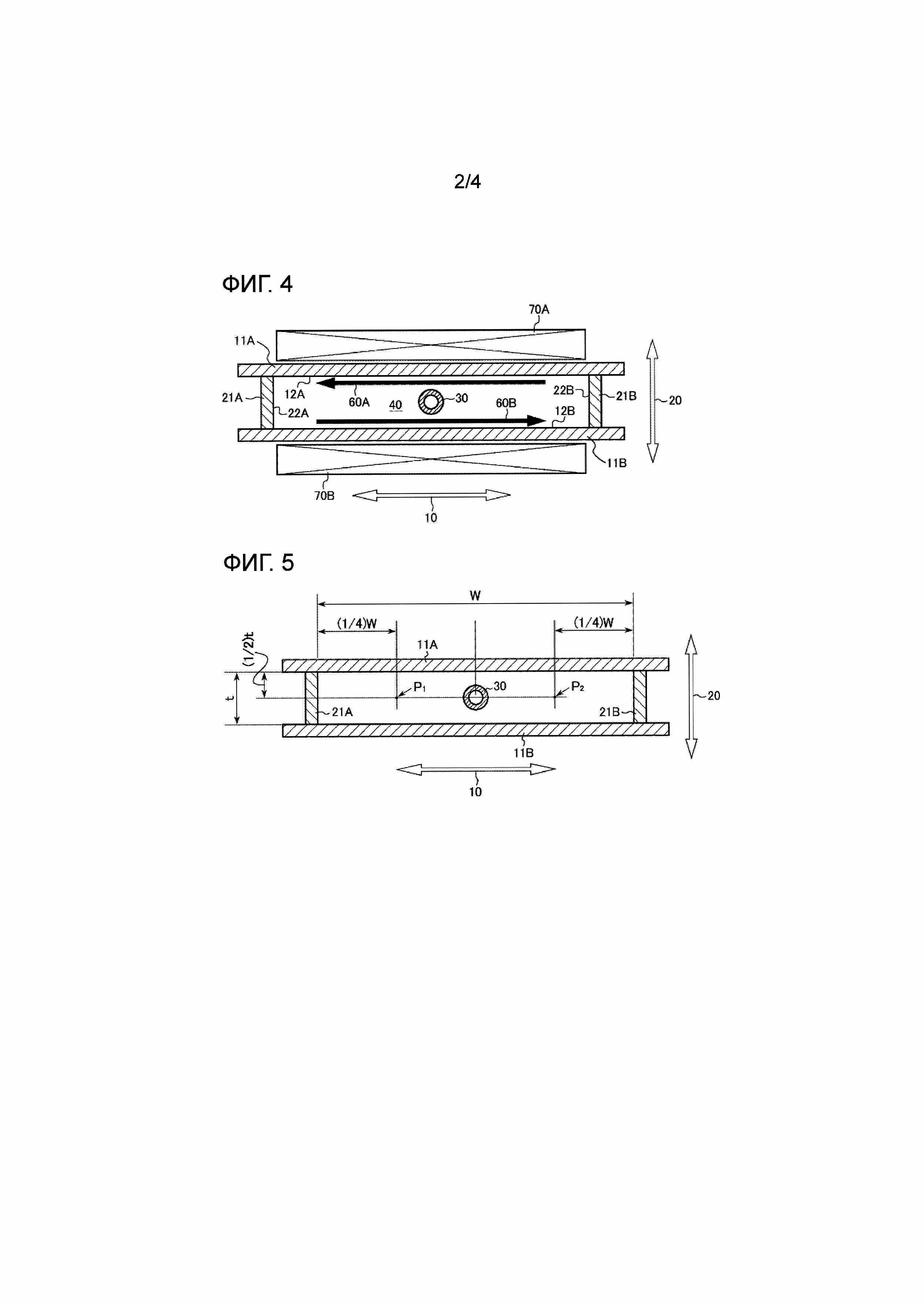
На Фиг.4 приведен схематичный разрез, иллюстрирующий примерную конструкцию устройства для непрерывного литья, которое может быть использовано в изобретении, этот разрез получен при сечении горизонтальной плоскостью, в которой лежит поверхность расплавленной стали, находящейся в кристаллизаторе.
На Фиг.5 показаны «положение на 1/4 протяженности в направлении длинной стороны» и «положение на 1/2 протяженности в направлении короткой стороны», указанные ссылочными обозначениями P1 и P2, в кристаллизаторе, изображенном на Фиг.4.
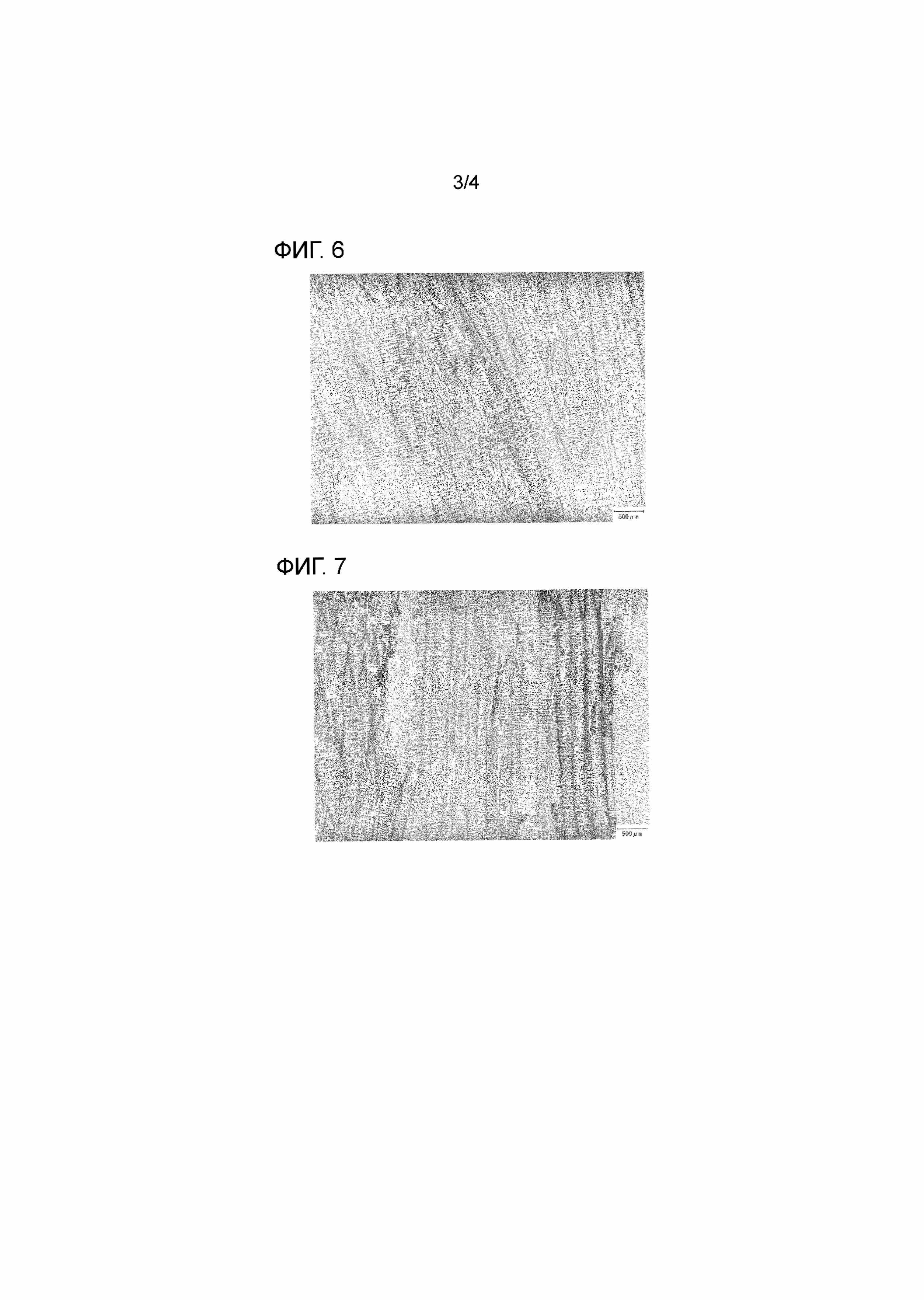
На Фиг.6 фотография показана структуры сляба из аустенитной нержавеющей стали, полученного путем непрерывного литья, который согласно настоящему изобретению изготовлен с использованием способа, в котором применяется электромагнитный перемешиватель, причем эта структура показана в сечении, перпендикулярном направлению литья.
На Фиг.7 показана фотография структуры сляба из аустенитной нержавеющей стали, полученного путем непрерывного литья, который изготовлен с использованием способа, в котором не применяется электромагнитный перемешиватель, причем эта структура показана в сечении, перпендикулярном направлению литья.
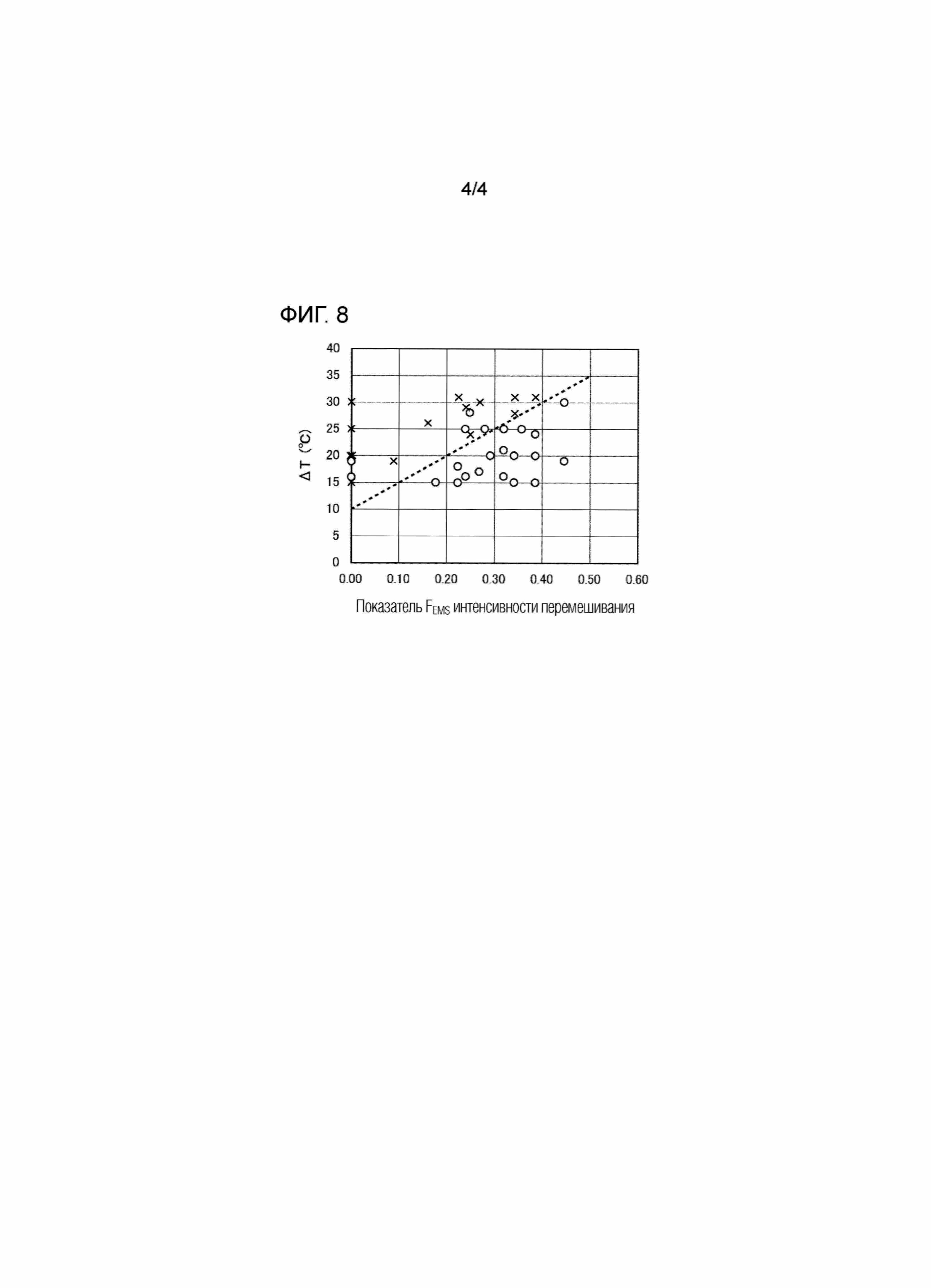
На Фиг.8 приведен график, иллюстрирующий взаимосвязь ΔT и FEMS.
Подробное описание вариантов реализации
[0016]
При выполнении процесса непрерывного литья на поверхности расплавленной стали обычно возникает слой флюса, состоящий из расплавленного литейного порошка. С поверхности расплавленной стали этот флюс попадает в зазор между кристаллизующейся корочкой и кристаллизатором, образуя пленку, которая обеспечивает их смазку. Если говорить в общем, расстояние между кристаллизующейся корочкой и кристаллизатором, которые разделены пленкой флюса, является, по существу, одинаковым во всех точках, лежащих в плоскости, перпендикулярной направлению литья (т.е. в точках, находящихся на одинаковой глубине от поверхности расплавленной стали), и отвод тепла в кристаллизатор является, по существу, равномерным. Однако может иметься положение, в которой расстояние между корочкой и кристаллизатором на первоначальной стадии кристаллизации увеличивается из–за факторов определенного типа, например, попадания инородного материала между кристаллизующейся корочкой и кристаллизатором. В этом положении кристаллизация проходит таким образом, что толщина кристаллизующейся корочки будет меньше, чем в окрестных областях, так как на поверхности корочки, образовавшейся в этой точке, возникает углубление относительно окрестных областей, и скорость охлаждения снижается по сравнению с этими окрестными областями. В положении, где расстояние возрастает, при рассмотрении сверху относительно направления литья, при продолжении литья такая ситуация, что толщина кристаллизующейся корочки в определенной позиции меньше, чем в окрестных областях, при перемещении отливаемого сляба вниз будет сохраняться до тех пор, пока влияние фактора, увеличивающего расстояние (например, попадание инородного материала), не исчезнет. Соответственно, в кристаллизаторе возникает кристаллизующаяся корочка, в которой имеется область небольшой толщины, вытянутая в направлении литья. В кристаллизующейся корочке в этой области небольшой толщины происходит концентрация механических напряжений, и в момент времени, когда ее поверхностная часть уже не может противостоять этим напряжениям, в этой корочке, находящейся в кристаллизаторе, возникает поверхностная трещина, проходящая в направлении литья. Однако трещина является очень мелкой и не приводит к возникновению ситуации, когда через нее вытекает расплавленный металл (т.е. к возникновению прорыва). Предполагается, что "поверхностный дефект, проходящий в направлении литья" возникает в слябе из аустенитной нержавеющей стали, полученном путем непрерывного литья, в соответствии с этим механизмом.
[0017]
Хотя основные аустенитные нержавеющие стали часто кристаллизуются с образованием ферритной фазы (δ–фазы) в качестве первичной кристаллической фазы, в зависимости от химического состава, могут возникнуть ситуации, когда доля ферритной фазы является очень низкой, или когда кристаллизуется одна аустенитная фаза. P и S, являющиеся в стали примесями, имеют склонность к растворению в δ–ферритной фазе, большую чем, в аустенитной фазе, поэтому, особенно в случае сортов стали, в которых возникает малая доля δ–ферритной фазы, имеется тенденция к сегрегации P и S на границы зерен аустенитной фазы и снижения прочности в этой области. Как следствие, предполагается, что вероятность возникновения "поверхностного дефекта, проходящего в направлении литья", в том числе, поверхностной трещины, в аустенитной нержавеющей стали больше, чем в ферритной нержавеющей стали.
[0018]
Поверхностный дефект, проходящий в направлении литья, включая, поверхностную трещину, часто наблюдается как имеющий длину, измеряемую в направлении по длине сляба, от нескольких сантиметров до нескольких десятков сантиметров. В случае, если при визуальном осмотре протяженность возникающей поверхностной трещины оказывается сравнительно большой, могут возникать случаи, что указанная область существенно обрабатывается с использованием шлифовальной машины. Однако поверхностная трещина этого типа в слябе присутствует до небольшой глубины, поэтому обычно она не увеличивается до крупной трещины при горячей и холодной прокатке. Соответственно, в частности, в случае сортов стали общего назначения, например, SUS 304, обычным приемом является осуществление горячей и холодной прокатки сляба, полученного путем непрерывного литья из этих сортов, без специальной обработки поверхности этого сляба. При определенной протяженности поверхностный дефект, проходящий в направлении литья, который имеется на поверхности сляба, полученного путем непрерывного литья, воспринимается как непрерывный или прерывистый поверхностный дефект, проходящий в холоднокатаном стальном листе в направлении прокатки. Поэтому, чтобы получить холоднокатаный стальной лист из аустенитной нержавеющей стали, имеющий высокое качество, целесообразно изготавливать такой сляб, в котором на стадии непрерывного литья возникающий поверхностный дефект, проходящий в направлении литья, имеет как можно меньший размер.
[0019]
На Фиг.1 в качестве примера приведена фотография, на которой показан внешний вид сляба из аустенитной нержавеющей стали, полученного путем непрерывного литья, в котором возник поверхностный дефект, проходящий в направлении литья и имеющий большую протяженность. Направление, параллельное длинной стороне фотографии, соответствует продольному направлению в слябе (т.е. направлению литья), и направление, ему перпендикулярное, соответствует направлению по ширине в слябе. Поверхностный дефект в направлении литья превышает 27 см в положении, обозначенном стрелкой.
[0020]
На Фиг.2 в качестве примера приведена фотография, на которой показан внешний вид холоднокатаного стального листа из аустенитной нержавеющей стали, имеющего поверхностный дефект, возникший из поверхностного дефекта, проходящего в направлении литья сляба. Направление, параллельное шкале, соответствует направлению прокатки. Поверхностный дефект, проходящий в направлении прокатки, находится в центральной части образца, вырезанного из листа. Пример, показанный на фотографии, это случай, когда возникает дефект относительно большого размера. При химическом анализе в области, где находится этот дефект, обнаружено большое содержание химических элементов, входящих в состав литейного порошка (например, Na), поэтому было установлено, что этот поверхностный дефект возник из поверхностного дефекта, проходящего в направлении литья сляба.
[0021]
На Фиг.3 в качестве примера приведена фотография, на которой показана структура сляба из аустенитной нержавеющей стали, полученного путем непрерывного литья, в поперечном сечении и поблизости от поверхности, когда в этом слябе возник поверхностный дефект, проходящий в направлении литья и имеющий относительно большую протяженность. Направление, параллельное длинной стороне фотографии, соответствует направлению по ширине в слябе, а направление, перпендикулярное короткой и и длинной сторонам фотографии, соответствует направлению литья. Так как поверхность сляба в области вокруг возникшей трещины углублена относительно окрестностей, предполагается, что расстояние между кристаллизующейся корочкой и кристаллизатором увеличилось по сравнению с этими окрестностями из–за факторов определенного типа, действующих в начале образования кристаллизующей корочки. Предполагается, что из–за этого отвод тепла кристаллизатором замедлился по сравнению с указанными окрестностями, что привело к снижению скорости кристаллизации, и литье продолжалось в состоянии, когда толщина кристаллизующейся корочки была меньше, чем в этих окрестностях, что привело к возникновению трещины из–за концентрации механических напряжений в области кристаллизующейся корочки, имеющей небольшую толщину.
[0022]
В случаях, когда возникает трещина этого типа, при сравнении структуры металла у поверхности сляба в области рядом с трещиной и в нормальной области обнаруживается, что во всех таких случаях в области рядом с трещиной расстояние между вторичными ветвями дендритов больше, чем в нормальной области, и это подтверждает, что скорость кристаллизации в области, где возник поверхностный дефект, проходящий в направлении литья, меньше, чем в его окрестностях.
[0023]
Для обеспечения равномерности первоначальной кристаллизации и замедления охлаждения сначала предполагалось использовать задание небольшой разницы между температурой жидкого металла в кристаллизаторе и температурой начала кристаллизации стали (т.е., использовать низкотемпературное литье). Ожидалось, что за счет этого можно в общем уменьшить количество тепла, отводимого кристаллизатором. Результаты эксперимента показали, что при использовании низкотемпературного литья можно замедлить охлаждение, но очень трудно сохранять температуру жидкого металла на постоянном низком уровне в течение всего периода литья, кроме того, если температура жидкого металла является слишком высокой, эффект замедления охлаждения исчезает, но если температура жидкого металла является слишком низкой, возникают определенные проблемы, в том числе, зарастание разливочного стакана промежуточного ковша, что приводит к прекращению операции. С учетом этого было предложено в дополнение к низкотемпературному литью использовать электромагнитный перемешиватель (EMS), установленный в кристаллизаторе. Это объясняется тем, что применение электромагнитного перемешивания позволяет выровнять температуру на поверхности ванны в направлении длинной стороны кристаллизатора. В результате эксперимента сочетание этих мер позволило обеспечить замедление охлаждения и равномерность первоначальной кристаллизации без использования при литье очень низкой температуры и, таким образом, значительно снизить вероятность возникновения поверхностного дефекта, проходящего в направлении литья.
[0024]
В случае, если температура литья не является низкой, а той, которая обычно используется, нельзя обеспечить достаточное замедление охлаждения даже при применении электромагнитного перемешивателя в кристаллизаторе, и нельзя получить ожидаемый эффект в виде устранения поверхностного дефекта, проходящего в направлении литья.
[0025]
Настоящее изобретение предназначено для аустенитной нержавеющей стали, имеющей следующий химический состав в мас.%:
0,005% – 0,150% С; 0,10% – 3,00 Si; 0,10% – 6,50% Mn; 1.50% – 22,00% Ni, 15,00% – 26,00% Cr, 0% – 3,50% Mo; 0% – 3,50% Cu; 0,005% – 0,250% N; 0% – 0,80% Nb; 0% – 0,80% Ti; 0% – 1,00% V; 0% – 0,80% Zr; 0% – 1,500% Al; 0% – 0,010% B и 0% – 0,060% в сумме редкоземельных металлов и Ca, остальное – Fe и неизбежные примеси, причем для этой стали параметр А имеет значение 20,0 или менее, рассчитанное с использованием следующего выражения (4):
А=3,647(Cr+Mo+1,5Si+0,5Nb)–(2,603(Ni+30C+30N+0,5Mn)–32,377 (4)
В соотношении (4) названия химических элементов используются для указания содержания этих химических элементов в мас.%. Если химический элемент не входит в состав, его содержание равно 0.
[0026]
Хотя параметр А, заданный выражением (4), первоначально использовался как показатель доли (процентного содержания по объему) ферритной фазы в кристаллической структуре, возникающей при сварке, было доказано, что этот параметр является показателем, который можно использовать для идентификации тех сортов аустенитной стали, из которых путем непрерывного литья можно изготавливать сляб, характеризующийся низкой вероятностью возникновения поверхностных дефектов, проходящих в направлении литья. В случае сортов нержавеющей стали, у которых этот параметр имеет значение 20,0 или менее, вероятность возникновения поверхностных дефектов, проходящих в направлении литья, будет высокой, так как при непрерывном литье количество δ-ферритной фазы, возникающей при кристаллизации, будет небольшим, либо при кристаллизации будет возникать одна аустенитная фаза. Это изобретение предназначено для таких сортов аустенитной стали, именно в них необходимо значительно снизить вероятность возникновения поверхностных дефектов, проходящих в направлении литья. Сорта стали, для которых параметр А имеет отрицательное значение, можно считать сортами, в которых при кристаллизации возникает только аустенитная фаза. Можно не задавать конкретное нижнее предельное значение параметра А, и, если говорить в общем, можно предполагать сталь, для которой этот параметр составляет –20,0 или более.
[0027]
На Фиг.4 приведен схематичный поперечный разрез, иллюстрирующий примерную конструкцию устройства для непрерывного литья, которое может быть использовано в изобретении, этот разрез получен при сечении горизонтальной плоскостью, в которой лежит поверхность расплавленной стали, находящейся в кристаллизаторе. "Поверхность расплавленной стали" – это уровень жидкой расплавленной стали. На поверхности расплавленной стали обычно возникает слой литейного порошка. В центре области, ограниченной двумя парами 11А, 11В и 21А, 22В расположенных друг против друга стенок кристаллизатора, находится погружной стакан 30. Погружной стакан имеет два выпускных отверстия, находящихся ниже поверхности расплавленной стали, и из этих двух выпускных отверстий расплавленная сталь 40 непрерывно подается в кристаллизатор таким образом, чтобы ее поверхность находилась в этом кристаллизаторе на требуемой высоте. В сечении горизонтальной плоскостью внутренние поверхности стенок кристаллизатора образуют прямоугольник, и на Фиг.4 поверхности длинных стенок, образующие длинные стороны прямоугольника, указаны ссылочными обозначениями 12А и 12В, и поверхности коротких стенок, образующие короткие стороны прямоугольника, указаны ссылочными обозначениями 22А и 22В. Горизонтальное направление, в котором проходит поверхность длинных стенок, называется "направлением длинной стороны", и горизонтальное направление, в котором проходит поверхность коротких стенок, называется "направлением короткой стороны". На Фиг.4 направление длинной стороны указано белой контурной стрелкой со ссылочным обозначением 10, и направление короткой стороны указано белой контурной стрелкой со ссылочным обозначением 20. На уровне поверхности расплавленной стали расстояние между поверхностями 12А, 12В длинных стенок (указанное ссылочным обозначением t на Фиг.5, которая рассмотрена позднее), например, может составлять 150–300 мм, и расстояние между поверхностями 22А, 22В коротких стенок (указанное ссылочным обозначением W на Фиг.5), например, может составлять 600–1200 мм.
[0028]
За стенками 11А, 11В кристаллизатора установлены электромагнитные перемешиватели 70А, 70В, это позволяет создавать силу, обеспечивающую перемещение расплавленной стали в направлении длинной стороны, в ее области, находящейся на такой глубине, где толщина кристаллизующейся корочки составляет 5–10 мм по меньшей мере у поверхностей 12А, 12В длинных стенок. Здесь "глубина" – это расстояние от поверхности расплавленной стали. Во время непрерывного литья поверхность расплавленной стали может изменять положение, и в этом описании за положение поверхности ванны принимается усредненное положение поверхности расплавленной стали. В общем случае "область, находящаяся на такой глубине, где толщина кристаллизующейся оболочки составляет 5–10 мм" – это область, находящаяся на глубине 300 мм или менее от поверхности расплавленной стали, причем эта глубина зависит от скорости литья и скорости отвода тепла кристаллизатором. Соответственно, электромагнитные перемешиватели 70А, 70В установлены таким образом, чтобы создавать в расплавленной стали силу, обеспечивающую ее перемещение на глубине приблизительно 300 мм от ее поверхности.
[0029]
На Фиг.4 направление перемещения расплавленной стали рядом с поверхностями длинных стенок, которое обеспечивает электромагнитная сила, созданная электромагнитными перемешивателями 70А и 70В, в области на такой глубине, где толщина кристаллизующейся корочки составляет 5–10 мм, показана черными стрелками 60А и 60В, соответственно. Электромагнитные перемешиватели обеспечивают потоки вдоль обеих длинных сторон в противоположных друг другу направлениях у обеих длинных сторон. В этом случае в области на такой глубине, где толщина кристаллизующейся корочки составляет приблизительно 10 мм, расплавленная сталь, контактирующая с кристаллизующейся корочкой, в кристаллизаторе будет перемещаться по кругу в горизонтальной плоскости. Расплавленная сталь у поверхности расплавленной стали в кристаллизаторе, будет перемещаться в плавном без стагнации, обусловленной завихрениями, что позволяет улучшить выравнивание температуры расплавленной стали в кристаллизаторе в то время, когда подповерхностная часть этой стали, в которой начнется образование кристаллизующейся корочки, контактирует со стенкой кристаллизатора.
[0030]
На Фиг.5 показаны "положение на 1/4 протяженности в направлении длинной стороны и на 1/2 протяженности в направлении короткой стороны", указанные ссылочными обозначениями P1 и P2, в кристаллизаторе, изображенном на Фиг.4. Средняя температура TL (°С) расплавленной стали показана как среднее значение температуры расплавленной стали °С на усредненной глубине поверхности стали 20 мм в положении Р1 и температуры расплавленной стали°С на усредненной глубине поверхности стали 20 мм в положении Р2.
[0031]
В настоящем изобретении литье выполняют при как можно меньшей температуре, с соблюдением приведенного далее выражения (1). Более предпочтительно, чтобы соблюдалось приведенное далее выражение (1)'.
10 < ΔT < 50 × FEMS+10 (1)
10 < ΔT < 50 × FEMS+8 (1)'
ΔT представляет собой разницу между температурой расплавленной стали при литье и температурой начала ее кристаллизации и в особенности задается при помощи приведенного далее соотношения (2).
ΔT=TL – TS (2)
В качестве температуры расплавленной стали при литье используется средняя температура TL (°С) расплавленной стали. TL – это среднее от температур расплавленной стали на средней глубине поверхности расплавленной стали 20 мм в положениях Р1 и Р2, показанных на Фиг.5. Температуру TS (°С) начала кристаллизации расплавленной стали можно определить путем измерения температуры ликвидуса для стали, имеющей тот же химический состав, при проведении эксперимента в лаборатории. В условиях реальной работы значением ΔT можно управлять на основе значений температуры кристаллизации, которые заранее определены для всех интересующих химических составов.
[0032]
В случае работы при низкой температуре, с ΔT 10° или менее, существует опасность появления определенных проблем, например, зарастания разливочного стакана, если возникает неожиданное отклонение температуры или подобное, поэтому такой режим трудно реализовать в условиях реального производства. Допустимое верхнее предельное значение ΔT может меняться в зависимости от воздействия перемешивателя на расплавленную сталь, находящуюся в кристаллизаторе. В основном, с увеличением перемешивающей силы, создаваемой электромагнитным перемешивателем, температура расплавленной стали у поверхности выравнивается, что позволяет увеличить допустимое верхнее предельное значение ΔT. Соответственно, нельзя в достаточной степени обеспечить эффект недопущения возникновения поверхностного дефекта, проходящего в направлении литья сляба, только за счет уменьшения ΔТ, без использования электромагнитного перемешивателя в кристаллизаторе. Однако было обнаружено, что при точной оценке эффекта от перемешивания нельзя игнорировать влияние количества расплавленной стали, подаваемой в кристаллизатор. Параметром, характеризующим эффект от перемешивания, является показатель FEMS интенсивности перемешивания, представленный приведенным далее выражением (3)
FEMS=VEMS × (0,18 × VC+ 0,71) (3)
где VEMS – обеспечиваемая электромагнитным перемешивателем средняя скорость перемещения (м/с) в направлении длинной стороны расплавленной стали, контактирующей с поверхностью кристаллизующейся корочки на глубине, обеспечивающей толщину кристаллизующейся корочки 5–10 мм в положении по центру в направлении длинной стороны, и VC – скорость литья (м/мин). При увеличении скорости VC литья увеличивается количество расплавленной стали, подаваемое из погружного стакана, в результате чего перемешивание расплавленной стали в кристаллизаторе становится более активным. Показатель FEMS интенсивности перемешивания из соотношения (3) можно понимать как параметр, характеризующий вклад электромагнитного перемешивателя в перемешивание, который изменяется с изменением количества подаваемой расплавленной стали.
[0033]
Допустимое верхнее предельное значение ΔT можно точно определить путем подстановки показателя FEMS интенсивности перемешивания в соотношение (1), более предпочтительно – соотношение (1)'. Если говорить конкретно, можно в значительной степени снизить вероятность возникновения поверхностного дефекта в холоднокатаном стальном листе из поверхностного дефекта, проходящего в направлении литья, если выполнять непрерывное литье с соблюдением условия, что ΔТ меньше 50 × FEMS+10, как указано в выражении (1), или, что более предпочтительно, с соблюдением условия, что ΔТ меньше 50 × FEMS+8, как указано в выражении (1)'. При увеличении силы перемешивания расплавленной стали (т.е. при увеличении показателя FEMS интенсивности перемешивания) допустимое верхнее предельное значение ΔT повышается. Однако при слишком большом FEMS становится сильным волнение на поверхности расплавленной стали, и в кристаллизующуюся корочку может попадать инородный материал, например, частицы литейного порошка и включения, плавающие на этой поверхности.
[0034]
Чтобы дополнительно увеличить эффект предотвращения возникновения поверхностного дефекта в холоднокатаном стальном листе из поверхностного дефекта, проходящего в направлении литья, предпочтительно управлять режимом непрерывного литья таким образом, чтобы дополнительно также соблюдалось приведенное далее выражение (5), и более предпочтительно – приведенное далее выражение (6), кроме выражения (1) или выражения (1)'.
ΔТ ≤ 25 (5)
ΔТ ≤ 20 (6)
Помимо этого, чтобы эффективным образом предотвратить загрязнение инородным материалом, вызванное волнением на поверхности расплавленной стали, предпочтительно управлять режимом непрерывного литья таким образом, чтобы дополнительно также соблюдалось приведенное далее выражение (7), и более предпочтительно – приведенное далее выражение (8).
FEMS ≤ 0,50 (7)
FEMS ≤ 0,40 (8)
[0035]
На Фиг.6 в качестве примера показана фотография структуры сляба аустенитной нержавеющей стали, полученного путем непрерывного литья, который согласно настоящему изобретению изготовлен с использованием способа, в котором применяется электромагнитный перемешиватель, причем эта структура показана в сечении, перпендикулярном направлению литья. Направление, параллельное длинной стороне фотографии соответствует направлению по ширине в слябе, и направление, параллельное короткой стороне фотографии, соответствует направлению по толщине в слябе. На фотографии показана изучаемая область, нижний край которой расположен на расстоянии 15 мм от поверхности сляба (т.е. поверхности, контактирующей с кристаллизатором), и поверхность сляба находится со стороны верхней границы фотографии.
[0036]
Как известно, в случае перемещения жидкого металла относительно кристаллизатора, рост возникающих кристаллов происходит под наклоном к верхней по потоку части этого металла, и угол наклона растущего кристалла увеличивается с увеличением скорости потока. В примере, показанном на Фиг.6, направление роста первичной ветви дендрита отклонено вправо. Из этого можно понять, что расплавленная сталь, контактирующая с кристаллизующейся корочкой, течет на фотографии справа налево. Взаимосвязь между скоростью перемещения расплавленной стали, контактирующей с кристаллизующейся корочкой, и углом наклона при росте кристаллов можно определить, например, в результате проведения эксперимента по кристаллизации с использованием вращающегося теплоотводящего тела в форме стержня. При выполнении процесса непрерывного литья скорость перемещения расплавленной стали, контактирующей с кристаллизующейся корочкой, можно определить на основе данных, заранее собранных при проведении лабораторных экспериментов. Среднюю скорость VEMS перемещения в направлении длинной стороны расплавленной стали, контактирующей с поверхностью кристаллизующейся корочки и находящейся на такой глубине, где толщина этой корочки составляет 5–10 мм, можно определить путем измерения среднего угла наклона первичной ветви дендрита на расстоянии 5–10 мм от упомянутой поверхности с использованием фотографии поперечного сечения. В примере, показанном на Фиг.6, VEMS приблизительно равна 0,3 м/с. В обычном устройстве для непрерывного литья целесообразно контролировать скорость VEMS таким образом, чтобы она, например, находилась в диапазоне 0,1–0,6 м/с. Также скорость VEMS можно поддерживать в диапазоне 0,2–0,4 м/с.
[0037]
В условиях реальной работы скорость VEMS перемещения расплавленной стали можно контролировать при помощи величины электрического тока, прикладываемого к электромагнитному перемешивателю (который далее может называться "ток электромагнитного перемешивателя"). Для устройства для непрерывного литья, снабженного электромагнитным перемешивателем, "взаимосвязь между током электромагнитного перемешивателя и скоростями перемещения расплавленной стали в различных местах внутри кристаллизатора" получают в виде данных, заранее собранных в ходе компьютерного моделирования, в ходе экспериментов по измерению скоростей перемещения расплавленной стали в реальных условиях и на основе описанного выше визуального изучения структуры слябов, проведенного при выполнении множества операций на практике. В условиях реальной работы VEMS можно поддерживать на требуемом уровне, задавая ток электромагнитного перемешивателя в соответствии с такими собранными данными.
[0038]
На Фиг.7 в качестве примера показана фотография структуры сляба аустенитной нержавеющей стали, полученного путем непрерывного литья, который изготовлен с использованием способа, в котором не применяется электромагнитный перемешиватель, причем эта структура показана в сечении, перпендикулярном направлению литья. Областью изучения в образце является та же область, что и в случае Фиг.6. В этом случае отсутствует наклон в определенном направлении при росте дендритов. Из этого можно понять, что в случае этого литого изделия в той области, где возникает кристаллизующаяся корочка толщиной 5–10 мм, кристаллизация происходит без перемещения расплавленной стали в направлении длинной стороны.
Примеры
[0039]
С использованием устройства для непрерывного литья аустенитных нержавеющих сталей, химический состав которых приведен в Таблице 1, были получены литые изделия (слябы).
[0040]
Таблица 1
[0041]
Кристаллизатором, использованным при непрерывном литье, был обычный водоохлаждаемый кристаллизатор из медного сплава, в котором на поверхности, контактирующей с расплавленным металлом, находился медный сплав. Размеры кристаллизатора для непрерывного литья на уровне поверхности расплавленной стали были заданы равными 200 мм короткой стороны и в диапазоне 700–1650 мм длинной стороны. Размеры кристаллизатора на его нижнем крае были немного меньше указанных значений, с учетом сжатия при кристаллизации. В положении по центру длинной стороны и короткой стороны был установлен погружной стакан, имеющий два выпускных отверстия, расположенных на линии, параллельной длинной стороне. Погружной стакан имел внешний диаметр 105 мм. Два выпускных отверстия имели симметричное расположение относительно плоскости, проходящей через центр стакана и параллельно короткой стороне. Электромагнитные перемешиватели были расположены с задней стороны стенок кристаллизатора на длинных сторонах и друг против друга, и электромагнитное перемешивание выполнялось для создания силы, обеспечивающей в кристаллизаторе перемещение расплавленной стали в направлении длинной стороны в области от положения в непосредственной близости от ее поверхности до положения на глубине приблизительно 200 мм. Как показано на Фиг.1, направления перемещения вдоль расположенных напротив длинных сторон были противоположными. Средняя скорость VEMS перемещения в направлении длинной стороны расплавленной стали, контактирующей с поверхностью кристаллизующейся корочки и находящейся на глубине, обеспечивающей толщину этой корочки 5–10 мм, контролировалась путем регулирования тока электромагнитного перемешивателя на основе данных по "взаимосвязи между током электромагнитного перемешивателя и скоростями перемещения расплавленной стали в различных местах внутри кристаллизатора", которые были заранее собраны для этого устройства для непрерывного литья. При помощи термопары были измерены температуры (°С) расплавленной стали на средней поверхности расплавленной стали 20 мм в двух положениях Р1 и Р2, показанных на Фиг.5, и среднее для этих двух положений значение использовалось в качестве средней температуры TL (°С) расплавленной стали.
[0042]
В Таблице 2 приведены условия литья в примерах. ΔТ представляет собой разницу между температурой TL (°С) расплавленной стали и температурой TS (°С) начала кристаллизации, определенную в соответствии с выражением (2). Температуры TS (°С) начала кристаллизации приведены в Таблице 1. В столбце "Оценка при помощи выражения (1)" вариант, в котором соблюдается условие в выражении (1), указан как "Приемлемо", и вариант, в котором это условие не соблюдается, указан как "Неприемлемо".
[0043]
В каждом примере, указанном под конкретным № в Таблице 2, в соответствии с указанным режимом непрерывного литья было изготовлено множество слябов, имеющих длину приблизительно 8 м. В каждом примере один сляб был выбран как репрезентативный. Поверхность на одной стороне репрезентативного сляба была изучена путем визуального осмотра на предмет наличия поверхностных дефектов, проходящих в направлении литья, в том числе, поверхностных трещин. Для варианта, в котором при визуальном осмотре была обнаружена поверхностная трещина, в столбце "Поверхностная трещина в слябе" Таблицы 2 указано "Да".
[0044]
Репрезентативный сляб из каждого примера был подвергнут обычным горячей прокатке и холодной прокатке с получением рулона холоднокатаного стального листа толщиной 0,6–2,0 мм. Поверхность сляба не обрабатывалась с использованием шлифовальной машины. Полученный холоднокатаный рулон был помещен на линию, снабженную лазерным устройством контроля поверхности, и одна поверхность рулона на всей длине в соответствии с неизменным стандартом проверки была проверена на наличие поверхностных дефектов. Рулон в направлении по его длине был разделен на области протяженностью 1 м (далее называемые "сегментами"), и в случае обнаружения в сегменте поверхностных дефектов, этот сегмент обозначался как "сегмент с дефектами". Была определена доля "сегментов с дефектами" в общем количестве сегментов на всей длине рулона (далее называемая "частотой возникновения дефектов"), и для варианта, в котором "частота возникновения дефектов" превышала 3%, ставилась оценка "Плохо" (плохое качество поверхности), а для варианта, в котором "частота возникновения дефектов" не превышала 3%, ставилась оценка "Хорошо" (хорошее качество поверхности). Результаты приведены в столбце "Оценка поверхностных дефектов в холоднокатаном рулоне" Таблицы 2. Стандарт проверки был достаточно строгим, и также обнаруживались пороки, отличающиеся от тех, что возникли из поверхностных дефектов, проходящих в направлении литья, в слябе, полученном путем непрерывного литья. Если говорить в общем, холоднокатаный рулон, в котором частота возникновения дефектов превышает 3%, можно использовать в большинстве случаев, но его нельзя использовать в тех случаях, когда важную роль играет качество поверхности. С другой стороны, холоднокатаный рулон, в котором частота возникновения дефектов не превышает 3%, можно считать имеющим чрезвычайно высокое качество поверхности, и ограничений в его использовании из–за наличия в нем дефектов почти не существует.
*1 – VEMS (0,18VC+0,71).
[0046]
На Фиг.8 приведен график, иллюстрирующий взаимосвязь ΔT и FEMS, указанных в Таблице 2. На этом графике окружности и крестики – это, соответственно, оценки "Хорошо" и "Плохо", указанные в столбце "Оценка поверхностных дефектов в холоднокатаном рулоне" Таблицы 2. На Фиг.8 являющееся границей допустимое верхнее предельное значение ΔТ (ΔТ=50 × FEMS+10) из соотношения (1) указано пунктирной линией. Имеется несколько примеров с оценкой "Хорошо", то есть, с приемлемым количеством поверхностных дефектов в холоднокатаном рулоне, в которых ΔТ находится выше указанной линии. Однако для гарантированного обеспечения хорошего качества поверхности, при наличии оценки "Хорошо" очень важно соблюдать условие, что ΔТ находится ниже указанной линии.
Список ссылочных обозначений
[0047]
10 – Направление длинной стороны
11А, 11В – Стенка кристаллизатора
12А, 12В – Поверхность длинной стороны
20 – Направление короткой стороны
21А, 22В – Стенка кристаллизатора
22А, 22В – Поверхность короткой стороны
30 – Погружной стакан
40 – Расплавленная сталь
42 – Кристаллизующаяся корочка
60А, 60В – Направление перемещения расплавленной стали под действием электромагнитного перемешивателя
70А, 70В – Электромагнитный перемешиватель.
Реферат
Изобретение относится к непрерывному литью стали. Сляб из аустенитной нержавеющей стали получают литьем в прямоугольный кристаллизатор через погружной стакан с двумя отверстиями, установленный по центру кристаллизатора. Для управления режимом непрерывного литья и электромагнитного перемешивания подводят электрическую энергию к расплавленной стали вблизи поверхности затвердевающей корочки на глубине, обеспечивающей толщину упомянутой корочки от 5 до 10 мм, по меньшей мере, в центральном положении в направлении длинной стороны кристаллизатора. При этом образуются потоки в направлениях, противоположных друг к другу в направлении длинной стороны кристаллизатора на обеих длинных сторонах, и соблюдается выражение: 10<ΔT<50×F+10, где ΔT – разница между средней температурой расплавленной стали при литье и температурой начала ее кристаллизации, (°С), а F–показатель интенсивности перемешивания, рассчитываемый как функция от скорости перемещения расплавленной стали, происходящего в направлении длинной стороны и возникающего при воздействии электромагнитного перемешивания, и скорости литья. Обеспечивается снижение поверхностных дефектов сляба, проходящих в продольном направлении. 4 з.п. ф-лы, 8 ил., 2 табл.
Формула
Документы, цитированные в отчёте о поиске
Установка непрерывной разливки слябов из расплавленного металла
Комментарии