Устройство для подачи металла (варианты) - RU2087249C1
Код документа: RU2087249C1
Чертежи




Описание
Изобретение относится к разливочной подушке, предназначенной для установки в разливочном устройстве с тем, чтобы воспринимать удар струи расплавленного металла, заливаемого в разливочное устройство. Разливочная подушка по данному изобретению имеет, по меньшей мере, один выступающий вверх выступ, имеющий форму, предназначенную для гашения турбулентности в ванне металла в разливочном устройстве.
При непрерывном процессе разливки расплавленная сталь подается в разливочную машину последовательными порциями расплава, получаемыми на сталеплавильном оборудовании предприятия. Каждая порция содержится в разливочном ковше, который получают расплавленную сталь из печи и затем перемещается к разливочной машине. Ковш устанавливается над разливочным устройством у разливочной машины. Затем расплавленная сталь через разливочный стакан на днище ковша заливается в разливочное устройство. Когда один ковш освобождается, его отодвигают, и в позицию над разливочным устройством подается другой полный ковш. Во время перемещения ковшей расплавленная сталь продолжает поступать из разливочного устройства в разливочную машину. Следовательно, уровень расплавленной стали в разливочном устройстве опускается до тех пор, пока над разливочным устройством не устанавливается другой ковш и снова не начинается заливка. Задача разливочного устройства состоит в том, чтобы компенсировать эти нарушения непрерывности в подаче расплавленной стали во время перемещения ковшей и обеспечить непрерывную подачу струи стали в машину для непрерывной разливки.
За то время, когда после перемещения ковша снова начинается заливка расплавленной стали, происходит резкое возрастание скорости заливки из нового ковша в разливочное устройство в момент, когда уровень расплавленной стали в разливочном устройстве ниже нормального (например, на 10 25% ниже нормального). Удар заливаемой струи о пониженный уровень расплавленной стали в разливочном устройстве вызывает повышенную турбулентность на поверхности раздела шлак металл в разливочном устройстве. Это приводит к захвату шлака расплавленной сталью в разливочном устройстве, когда сталь выходит из разливочного устройства в разливочную машину. Кроме того, высокая турбулентность в зоне раздела делает невозможным сохранение защитного покрытия над сталью в разливочном устройстве и защиту ее от сильного повторного окисления, после того как разливочный алюминий раскислил сталь. Результатом является ухудшение чистоты стали, которое может вызвать понижение сортности слябов, отлитых во время смены ковшей, при критических случаях применения. Например, очень высоки требования к чистоте при применении слябов в процессах волочения и вытяжки, а также в автомобильной промышленности. Отсюда при общем количестве в 6-7 слябов, отлитых из каждой плавки, понижение сортности 2 слябов, отлитых во время смены ковшей, уменьшает возможность использования отлитого таким образом материала в этих критических случаях применения примерно на 70 (не считая последующих отклонений). Чтобы преодолеть данные проблемы, некоторые производители стали заменили систему ковш разливочное устройство изложница на систему ковш ковш изложница или ковш ковш - разливочное устройство изложница, или ковш разливочное устройство - изложница. Однако такие системы трудно и дорого реализовать, так как они требуют кардинальных изменений в планировке производственных помещений и привлечения дополнительных мощностей или нового оборудования. Следовательно, имеется большая потребность в альтернативных средствах для улучшения чистоты стали при нестабильных условиях разливки в рамках разливочной системы ковш - разливочное устройство изложница.
Выложенное описание изобретения к неакцептованной заявке на патент ФРГ 2643009 описывает тугоплавкую противоразбрызгивающую решетку для разливочного устройства, используемого при непрерывном разливе стали. Решетка имеет сотовую структуру прямоугольных каналов, открытых как вверху, так и внизу. Толщина решетки составляет от 10 до 200 мм (предпочтительно от 40 до 100 мм). Внутренние перегородки, образующие каналы, сужаются вверх или вниз. Струя стали из ковша ударяет о решетку и предотвращается разбрызгивание или распыление в разливочном устройстве. Решетка по данному источнику сконструирована с целью предотвращения брызг в момент начального столкновения расплавленной стали с решеткой в разливочном устройстве, что отличает ее от изобретения, по которому происходит гашение турбулентности и уменьшение уноса шлака с расплавленной сталью после начального столкновения при сравнительно высоких уровнях ( например, 1/2 от полной высоты) стали в разливочном устройстве. В данном изобретении по предшествующему техническому уровню не описывается критическое расстояние между выступами, составляющее, по меньшей мере, удвоенную величину высоты выступа.
Патент США 4042229 (Eccleston) описывает разливочное устройство, имеющее нижние балки 20 для ограничения потока расплавленного металла до зоны удара с тем, чтобы минимизировать разбрызгивание. Расплавленный металл собирается между балками, образуя резервуар, до тех пор, пока не залито достаточное количество металла для того, чтобы он перелился за край балок. Балки являются расходуемыми в том смысле, что они, по меньшей мере, частично расплавляются и должны заменятся всякий раз, когда разливочное устройство освобождается от расплавленного металла. Данный патент описывает балки для предотвращения разбрызгивания, что отличает его от устройства по изобретению заявителя, которое подавляет турбулентность. В данном патенте не описываются расстояния между балками и высота их.
Патент США 4177855 (Duchateau и др.) описывает плоскую подушку для восприятия удара струи из ковша в разливочное устройство во время непрерывной разливки стали. Подушка по данному патенту не имеет выступов, в то время как подушка по изобретению заявителя имеет выступы для гашения турбулентности.
Патент США 3887171 (Neuhaus) описывает разливочное устройство, имеющее воронку 4 под ковшом при верхней разливке, которая вместе с наружной поверхностью разливочного патрубка 6 определяет путь для более высокой скорости потока стали вверх (после удара) с целью мягкого контакта со шлаком с тем, чтобы примеси попали в шлак. Воронка по данному патенту имеет стенки, которые доходят до поверхности раздела шлака и стали в разливочном устройстве, что отличает ее от выступов по изобретению заявителя, которые имеют сравнительно небольшую высоту. Данный патент также описывает перегородки 7, которые создают турбулентность для дальнейшей передачи примесей в шлак. Перегородки по данному патенту расположены на значительном расстоянии от зоны заливаемой струи, что отличает их от выступов по изобретению заявителя. Также не описаны высота и расстояние между перегородками.
Патент США 3865175 (Listhuber и др.) описывает различное устройство (рис. 4), имеющий разливочный патрубок 28 с боковым отверстием вблизи его нижней части. Буртик 31, смещенный относительно бокового отверстия, служит для отклонения жидкой стали вертикально вверх, что увеличить ее турбулентность в контролируемых пределах с тем, чтобы создать волну в слое шлака или разливочного порошка. Hеметаллические частицы, содержащиеся в стали, вымываются в данный слой. Буртик по данному патенту имеет высоту, по меньшей мере, 4 см. Данный патент не описывает ни выступ для гашения турбулентности, что имеет место в изобретении заявителя, ни расстояние между выступами в пределах критического диапазона для гашения турбулентности.
Патент США 4711429 (Diederich и др.) описывает разливочное устройство, имеющее стенки, расположенные на противоположных сторонах струи, заливаемой из ковша, которые подняты вверх на высоту, составляющую, по меньшей мере, 40 нормальной глубины металла в разливочном устройстве. Стенки образуют смешивающую камеру для создания турбулентности в металле, чтобы смешать порошковые легирующие добавки с металлом. Стенки смешивающей камеры по данному патенту предназначены для создания турбулентности, а не для гашения ее. Кроме того, стенки по данному патенту выше, чем выступы по изобретению заявителя.
Другие материалы, описывающие предшествующий технический уровень и представляющие интерес, это патенты США 4993692, 4671499, 4372542 и 4043543.
Согласно настоящему изобретению, в разливочном устройстве предусмотрено использование тугоплавкой разливочной подушки. Разливочная подушка имеет множество участков первичных выступов, выступающих над поверхностью подушки, на которую попадает струя расплавленного металла. Участки первичных выступов являются концентричными относительно центральной точки, совпадающей с точкой удара струи расплавленного металла о разливочную подушку. Участки первичных выступов проходят продольно в направлении, в основном, под прямым углом по отношению к потоку расплавленного металла радиально наружу от точки удара вдоль указанной поверхности. Ближайший к центру участок первичного выступа расположен на достаточном расстоянии от наружной границы струи расплавленного металла, воспринимаемой указанной поверхностью, когда разливочный стакан ковша полностью открыт с тем, чтобы обеспечить смещение струи из вертикального направления в направление, параллельное поверхности подушки, и образование струи по радиальной стенке в указанном направлении перед тем, как струя вступит в контакт с указанным ближайшим к центру участков первичного выступа. По меньшей мере, один из участков первичных выступов проходит, в основном, на 360 градусов вокруг центральной точки. Высота участков первичных выступов лежит в пределах диапазона для создания карманов рециркуляции с тем, чтобы уменьшить турбулентность без отклонения расплавленного металла от направления его потока радиально наружу. Предпочтительно высота участков первичных выступов лежит в интервале от примерно 6 мм до примерно 80 мм. Кроме того, предпочтительно, если высота каждого участка первичного выступа, расположенного дальше от центра в радиальном направлении, будет больше высоты следующего соседнего участка первичного выступа, расположенного ближе к центру. Расстояние между соседними участками первичных выступов, измеренное между их верхними внутренними краевыми поверхностями в соответствующих радиальных точках на них, составляет, по меньшей мере, удвоенную величину высоты внутреннего из соседних участков первичных выступов.
Разливочная подушка по данному изобретению гасит турбулентность на поверхности расплавленного металла в разливочном устройстве. Она особенно эффективна при гашении турбулентности при последовательности непрерывной разливке, когда происходят перерывы в подаче разливаемой струи вследствие перемещения пустого ковша от разливочного устройства и установки нового полного ковша над ним. Во время данного перемещения высота расплавленного металла в разливочном устройстве падает примерно на 10-20% Во время возобновления разливки из нового полного ковша разливочная подушка по данному изобретению гасит турбулентность и уменьшает унос шлака с поверхности расплавленного металла.
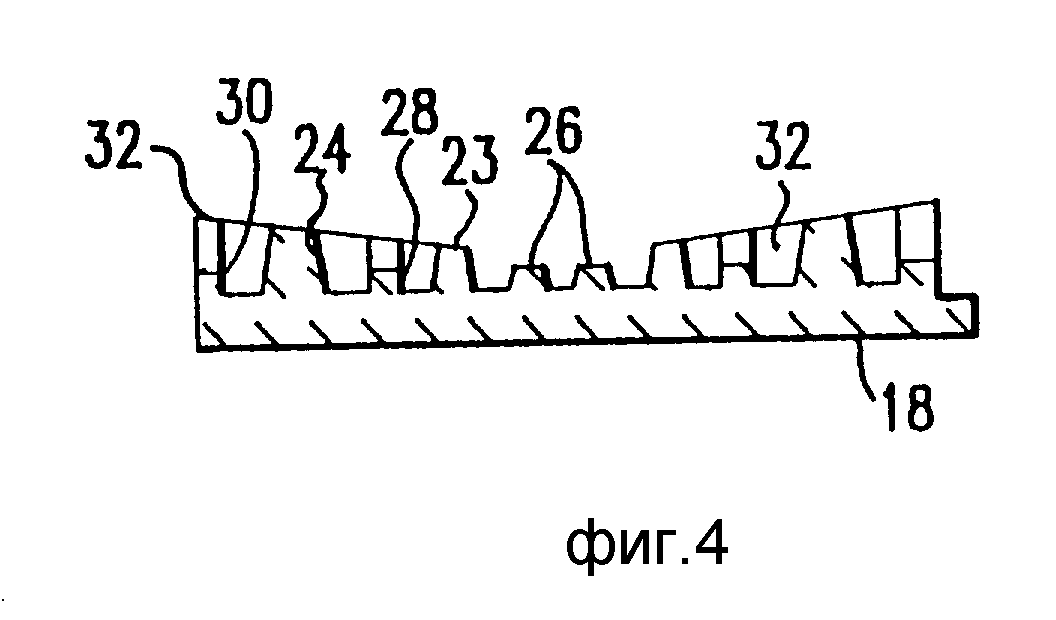
Рис. 1 представляет собой вертикальное боковое поперечное сечение обычного разливочного устройства; рис.2 -вид сверху на обычное разливочное устройство; рис.3 вид сверху на разливочную подушку по изобретению; рис.4 разрез по IV-IV на рис. 3; рис.5 вид сверху на альтернативный вариант исполнения разливочной подушки по изобретению; рис.6 разрез по VI-VI на рис.5 в увеличенном масштабе.
Согласно рис. 1 и 2 разливочное устройство 10 имеет стальной корпус 12, тугоплавкое днище 14, тугоплавкие стенки 16 и разливочный стакан для подачи расплавленного металла в изложницу (не показана) при непрерывной разливке. Тугоплавкая разливочная подушка 18 устанавливается на днище разливочного устройства с тем, чтобы воспринимать удар заливаемой из ковша 22 струи 20.
Как показано на рис.3 и 4, согласно изобретению разливочная подушка 18 имеет множество участков первичных выступов, включая первый участок 23 первичного выступа и второй участок 24 первичного выступа, которые поднимаются над верхней поверхностью подушки. Участки первичных выступов имеют высоту в интервале от примерно 6 мм до примерно 80 мм. Высота второго участка 24 первичного выступа, лежащего дальше от центра по радиусу, больше, чем высота первого участка 23 первичного выступа. Для эффективного гашения турбулентности на поверхности расплавленного металла существенным является то, что расстояние между соседними участками первичных выступов, измеренное между их верхними внутренними краевыми поверхностями и между соответствующими радиальными точками на них, составляет, по меньшей мере, удвоенную величину высоты соседнего внутреннего участка первичного выступа. Ближайший к центру участок первичного выступа предпочтительно располагается на расстоянии от центральной точки удара струи расплавленного металла, причем это расстояние не превышает 0,75 от величины радиуса поступающей струи расплавленного металла. Радиус струи ограничен радиусом разливочного стакана ковша или разливочным патрубком ковша, если последний ограничивает струю. Дополнительные участки первичных выступов могут быть предусмотрены с ограничениями по высоте и расстоянию между ними, установленными выше. Участки первичных выступов образуют карманы интенсивно рециркулирующего потока расплавленного металла за ними с тем, чтобы предотвратить образование отраженных или отклоненных струй с высокой скоростью к поверхности расплавленного металла. Участки первичных выступов имеют криволинейную форму в своем продольном направлении направлены так, чтобы быть, в основном, перпендикулярными к направлению потока расплавленного металла в зоне поверхности подушки. Это направление потока преимущественно является радиальным и поэтому участки первичных выступов являются концентричными относительно точки удара струи из ковша. В конечном счете центральная точка концентричных первичных выступов располагается так, чтобы совпадать с центром заливаемой из ковша струи, когда дросселирующий питатель полностью открыт. Таким образом, во время открытия ковша и доливки металла в разливочное устройство заливаемая струя ударяет о подушку в пределах зоны, ограниченной ближайшим к центру первичным выступом, предпочтительно в его точке центрирования, чтобы достичь максимального гашения турбулентности. Впоследствии, когда ванна стали в разливочном устройстве вернется к своей полной высоте, струя из ковша уменьшается за счет дросселирования, и она может больше не ударять о центр первичного выступа. Однако, поскольку гашение турбулентности менее критично во время устойчивости процесса разливки, неоптимальное место удара струи относительно выступов не является существенным.
Предпочтительно, если участки вторичных выступов предусмотрены, как показано на поз.26, 28 и 30 на рис.3 и 4. Высота участков вторичных выступов меньше, чем высота участков первичных выступов, предпочтительно в пределах от 25 до 75 высоты соседнего внешнего участка первичного выступа. Участки вторичных выступов размещаются в промежутках между соседними участками первичных выступов, предпочтительно на равном расстоянии от каждого из них. Могут также быть предусмотрены дополнительные участки вторичных выступов внутри ближайшего к центру участка первичного выступа и снаружи от самого дальнего от центра участка первичного выступа, как показано поз.26 и 30 соответственно. Участки вторичных выступов модифицируют поток расплавленного металла внутри карманов рециркуляции, образованных между участками первичных выступов, и увеличивают эффективность гашения турбулентности.
Кроме того, предпочтительным образом предусмотрено множество участков 32, 34, 36 и 38 радиальных выступов. Участки радиальных выступов направляют любой закрученный поток расплавленного металла, возникающий вследствие отклонения струи из ковша, т. е. смещения относительно центральной точки или под углом относительно вертикального направления, в радиальном направлении. Это подавляет турбулентность, которая возникла бы за счет такого закручивания расплавленного металла вследствие отклонения струи из ковша.
Форма поперечного сечения участков первичных, вторичных и радиальных выступов является предпочтительно квадратной или многоугольной с острыми углами в местах соединения боковых стенок и верхних краевых поверхностей. Для облегчения изготовления требуется некоторая кривизна. Однако для наиболее эффективного гашения турбулентности желателен максимальный угловой радиус около 1/8 дюйма (3,1 мм). Скругленные формы поперечного сечения значительно снижают эффективность действия подушки. Для целей изготовления также может быть необходимо небольшое сужение боковых стенок в наружном направлении.
На рис. 5 и 6 показан альтернативный вариант исполнения изобретения, в котором разливочная подушка 50 имеет первый участок 52 первичного выступа, второй участок 54
первичного выступа и третий участок 56 первичного выступа. Первый участок первичного выступа проходит от точки 58 до точки 60. Второй участок первичного выступа проходит от точки 60 до точки 62, а
третий участок первичного выступа проходит от точки 62 до точки 64. Три участка первичного выступа вместе образуют непрерывную логарифмическую спираль, заданную управлением:
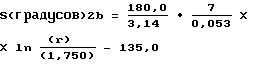
где r радиус в дюймах.
Расстояние между участками первичного выступа в логарифмической спирали согласно этой формуле лежит в пределах от 2,0 до 0,3 дюймов (50,8 мм до 76,2 мм). Высота трех участков первичного выступа возрастает линейно с длиной дуги от 0,25 дюйма (6,2 мм) в точке 59 до 2,5 дюймов (63,5 мм) в точке 64. Для облегчения изготовления высота выступа сужается от 0,25 дюйма(6,2 мм) в точке 59 до 0 в точке 58. Выступы имеют толщину 1,5 дюйма (38,1 мм) у своей верхней поверхности 68 и 1,75 дюйма (44,0 мм) у своего основания 70 (рис.6). Также предусмотрено множество участков 66 радиальных выступов, подобных описанным в предыдущем варианте исполнения.
Подушка для гашения турбулентности в разливочных устройствах по изобретению применима в разливочных устройствах, используемых для разливки расплавленных металлов, в частности в разливочных устройствах, используемых при непрерывной разливке расплавленной стали и других металлов.
Реферат
Использование: в разливочном устройстве во время последовательной непрерывной разливки. Сущность: разливочная подушка имеет множество концентричных участков первичных выступов, примыкающих к месту удара заливаемой из ковша струи о подушку, высота их лежит в интервале, достаточном для создания карманов рециркуляции с тем, чтобы уменьшить турбулентность без отклонения расплавленного металла от его потока радиально наружу вдоль подушки, в радиальное расстояние между соседними участками первичных выступов, измеренное между верхними и внутренними краевыми поверхностями в соответствующих радиальных точках, составляет, по меньшей мере, удвоенную величину высоты внутреннего из соседних участков первичных выступов. 2с. и 21 з. п. ф-лы, 6 ил.

Комментарии