Способ и устройство для минимизации вероятности взрывов при литье с прямым охлаждением алюминиево-литиевых сплавов - RU2639901C2
Код документа: RU2639901C2
Чертежи

Описание
Область техники
Изобретение относится к литью с прямым охлаждением алюминиево-литиевых сплавов (Al-Li).
Уровень техники
С изобретением в 1938 г. компанией Aluminum Company of America (в настоящее время Alcoa) литья с прямым охлаждением, традиционные (не содержащие литий) алюминиевые сплавы отливали полунепрерывной разливкой в формы с открытым дном. С того времени было выполнено множество модификаций и изменений процесса, но основной процесс и устройство остаются аналогичными. Для специалистов в области отливки алюминиевых слитков должно быть понятно, что усовершенствования улучшают процесс при сохранении его общих принципов.
В патентном документе US 4651804 описана более современная конструкция литейной ямы для разливки алюминия. Общепринятой практикой стала установка печи для плавления металла несколько выше уровня грунта и литейной формы близко или на уровне грунта, при этом отливаемый слиток погружается в литейную яму, содержащую воду, по мере выполнения операции разливки. Охлаждающая вода для прямого охлаждения протекает в яму, и ее непрерывно удаляют оттуда, оставляя постоянно заполненной глубокую ванну с водой внутри ямы. Такой процесс до сих пор используется, и, вероятно, таким способом ежегодно во всем мире производят более 5 миллионов тонн алюминия и его сплавов.
К сожалению, при использовании таких систем существует присущий таким системам риск растекания или прорыва расплавленного металла. Растекание или прорыв происходят, когда отливаемый алюминиевый слиток недостаточно отвердевает в литейной форме, и его выводят из формы непредвиденно и преждевременно еще в жидком состоянии. Во время растекания или прорыва расплавленный алюминий при контакте с водой может вызвать взрыв в результате преобразования воды в пар из-за расплавленной массы алюминия, нагревающего воду до температуры более 100°C, или вследствие химической реакции расплавленного металла с водой, в результате чего высвобождается энергия, приводящая к взрывной химической реакции.
Во всем мире происходят взрывы при прорывах или растеканиях, во время которых расплавленный металл вытекал по бокам слитка, извлекаемого из формы и/или за границы формы при прохождении процесса. Была проведена значительная исследовательская работа для установления наиболее безопасных возможных условий для разливки с прямым охлаждением. Из самых ранних и, возможно, самых известных была предпринята работа автором G. Long из Aluminum Company of America («Metal Progress)), май 1957, с 107-112 далее - «Лонг»), после которой были проведены дальнейшие исследования и установлены промышленные нормы, регулирующие практику, которые были разработаны для сведения к минимуму риска взрыва. Этим нормам, в общем, следуют во время литейного производства во всем мире. Такие нормы, в целом, основаны на работе Лонга и обычно требуют, чтобы:
1) глубина воды, постоянно поддерживаемая в яме, была по меньшей мере три фута;
2) вода в яме должна быть на уровне по меньшей мере 10 футов ниже формы; и
3) поверхность разливочного устройства и ямы должны быть чистыми, не должны содержать ржавчину и должны быть покрыты проверенным органическим материалом.
В своих экспериментах Лонг определил, что при наличии ванны воды в яме, имеющей глубину два дюйма или меньше, не возникают слишком сильные взрывы. Однако при этом происходят мелкие взрывы, достаточные для выбрасывания расплавленного металла наружу из ямы и опасного разбрасывания этого расплавленного металла за пределами ямы. В соответствии с нормами, регулирующими практику, как отмечено выше, требуется, чтобы ванна воды, имеющая глубину не менее трех футов, постоянно поддерживалась в яме. Лонг сделал вывод, что должны удовлетворяться определенные условия для возникновения взрыва алюминия/воды. Среди них упоминается, что инициирующее воздействие определенного вида должно произойти на нижней поверхности ямы, когда она покрыта расплавленным металлом, и предполагается, что такой инициатор представляет собой незначительный взрыв, из-за внезапного преобразования в пар очень тонкого слоя воды, захваченной ниже поступающего металла. Когда на дне ямы находятся смазка, масло или краска, взрыв предотвращается, поскольку тонкий слой воды, необходимой для инициирования взрыва, не будет захвачен под расплавленным металлом так, как в случае поверхности без покрытия.
Рекомендуемая на практике глубина по меньшей мере три фута воды обычно используется для вертикальной разливки с прямым охлаждением, а на некоторых литейных заводах (в частности, в континентальных европейских странах) устанавливают уровень воды, очень близкий к нижней стороне формы в отличие от представленной выше рекомендации (2). Таким образом, в алюминиевой отрасли при разливке, используя способ с прямым охлаждением, предпочли безопасность путем постоянного поддержания глубокой ванны воды в яме. Следует подчеркнуть, что нормы, регулирующие практику, основаны на эмпирических результатах; и то, что фактически происходит при различных видах взрывов расплавленного металла/воды, понимается не до конца. Однако внимание к нормам, регулирующим практику, обеспечило практическую уверенность в исключении несчастных случаев в случае растекания алюминиевых сплавов.
За последние несколько лет наблюдается растущий интерес к сплавам легких металлов, содержащим литий. Литий делает расплавленные сплавы более реактивными. В упомянутой выше статье в публикации «Metal Progress» Лонг ссылается на предыдущую работу автора Н.М. Higgins, который привел отчеты о реакциях алюминий/вода для множества сплавов, включающих в себя Al-Li, и пришел к заключению: «Когда расплавленные металлы распределяются в воде, в любом случае, Al-Li сплав подвергается интенсивной реакции». Также компания Aluminum Association Inc. (Америка) объявила о том, что на практике возникает опасность при разливке таких сплавов, используя процесс прямого охлаждения. Aluminum Company of America опубликовала видеозаписи тестов, которые демонстрируют, что такие сплавы при смешивании с водой могут взрываться со значительной интенсивностью.
В патентном документе US 4651804 описано использование упомянутой выше литейной ямы, из нижней части которой удаляется вода, что приводит к исключению ее скапливания внутри ямы. Такая компоновка представляет собой предпочтительный принцип разливки Al-Li сплавов. В патентном документе ЕР 0150922 описано наклонное днище ямы (с наклоном 3-5%) с выведенными в резервуар для сбора воды водяными насосами и соответствующими датчиками уровня воды для исключения накопления воды в литьевой яме, что должно уменьшать вероятность взрыва из-за непосредственного контакта воды с Al-Li сплавом. Для успешного применения такого решения критическим является непрерывное удаление охлаждающей слиток воды из литейной ямы и исключение ее накопления.
Другие работы также показывали, что энергия взрыва при добавлении лития к алюминиевым сплавам может увеличиваться в несколько раз по сравнению с алюминиевыми сплавами без лития. Когда расплавленные алюминиевые сплавы с литием входят в контакт с водой, происходит быстрое выделение водорода, поскольку вода разлагается на Li-OH и ион водорода (H+). В патентном документе US 5212343 отмечено, что добавление алюминия, лития (и также других элементов) в воду инициирует взрывные реакции. Экзотермическая реакция этих элементов (в частности, алюминия и лития) в воде формирует большое количество газообразного водорода, обычно 14 кубических сантиметров газообразного водорода на один грамм алюминиевого сплава с 3% лития. Экспериментальные подтверждения указанных данных нашлись в исследованиях, выполненных по исследовательскому контракту, субсидированному Департаментом США по энергетике № DE-AC09-89SR18035. Следует отметить, что в пункте 1 формулы изобретения по патенту US 5212343 описан способ выполнения такого интенсивного взаимодействия для получения взрыва воды с экзотермической реакцией. В данном патентном документе описан процесс, в котором добавление элементов, таких как литий, приводит к высокой энергии реакции на единицу объема материалов. Как описано в патентных документах US 5212343 и US 5404813, добавление лития (или другого химически активного элемента) способствует возникновению взрыва. В этих документах описан процесс, в котором взрывная реакция является желательным результатом, и взрывная способность усиливается в результате добавления лития для прорыва или растекания, по сравнению с алюминиевыми сплавами без лития.
Как отмечено в патентном документе US 4651804, два явления, которые приводят к взрывам для обычных (не содержащих литий) алюминиевых сплавов, представляют собой:
1) преобразование воды в пар и
2) химическая реакция расплавленного алюминия и воды.
Добавление лития к алюминиевому сплаву приводит к возникновению третьей, еще более сильной взрывной реакции, экзотермической реакции воды и расплавленного алюминий-литиевого растекания или прорыва, в результате которого формируется газообразный водород. Каждый раз, когда расплавленный сплав Al-Li входит в контакт с водой, возникает такая реакция. Даже когда выполняют разлив с минимальными уровнями воды в литейной яме, вода входит в контакт с расплавленным металлом во время растекания или прорыва. Этого нельзя избежать, а только уменьшить, поскольку оба компонента экзотермической реакции (вода и расплавленный металл) будут присутствовать в литейной яме. Уменьшение степени контакта воды с алюминием приводит к устранению первых двух условий взрыва, но присутствие лития в алюминиевом сплаве приводит к формированию водорода. Если концентрация газообразного водорода будет доведена до критической массы и/или объема в литейной яме, вероятно, возникнет взрыв. В результате исследований была определена объемная концентрация газообразного водорода, требуемая для инициирования взрыва. Эта концентрация составляет 5% от общего объема смеси газов. В патентном документе US 4188884 описано изготовление боеголовки подводной торпеды, при этом указано, что в качестве добавки используется наполнитель 32 из материала, который является чрезвычайно реакционным с водой, в частности литий (с. 4, колонка 2, строка 33). В колонке 1 на строке 25 того же документа указано, что в результате реакции с водой высвобождается большое количество газообразного водорода, образуя пузырь газа, который обладает свойством внезапного взрыва.
В патентном документе US 5212343 описана подготовка взрывной реакции путем смешивания воды с множеством элементов и комбинаций, включающих в себя Al и Li, для получения больших объемов газа, содержащего водород. На странице 7, колонка 3 указано, что «реакционную смесь выбирают таким образом, что после реакции и контакта с водой из относительно небольшого объема реакционной смеси образуется большой объем водорода». В том же абзаце, строки 39 и 40 указаны алюминий и литий. На странице 8, колонка 5, строки 21-23 представлен алюминий в комбинации с литием, а на странице 11 столбец 11, строки 28-30 относятся к взрыву газообразного водорода.
Были разработаны другие способы разливки Al-LI сплавов с прямым охлаждением, в которых использовался отличный от воды охладитель слитков, что исключало возможность возникновения реакции вода-литий в результате прорыва или растекания. В патентном документе US 4593745 описано использование галогенизированного углеводорода или галогенизированного спирта в качестве охладителя слитков. В патентных документах US 4610295, US 4709740 и US 4724887 описано использование в качестве охладителя слитков этиленгликоля. Для того чтобы это работало, галогенизированный углеводород (обычно этиленгликоль) не должен содержать воду и пары воды. Это устраняет опасность взрывов, но добавляет высокую опасность возникновения пожара, а также является дорогостоящим в реализации и эксплуатации. Для подавления потенциального воспламенения гликоля требуется система пожаротушения в литейной яме. Для реализации системы охладителя слитков на основе гликоля, включающей в себя систему обработки гликоля, тепловой окислитель для деградации гликоля и систему защиты от пожара литейной ямы, в общем может потребоваться от 5 до 8 миллионов долларов США (в современных долларах). Литье с использованием 100% гликоля в качестве охладителя приводит к возникновению другой проблемы. Охлаждающая способность гликоля или других галогенизированных углеводородов отличается от воды, вследствие чего требуются другие режимы отливки и инструменты при литье с использованием такого охладителя. Другой недостаток использования гликоля в качестве непосредственного охладителя состоит в том, что гликоль имеет более низкую удельную теплопроводность и коэффициент поверхностной передачи тепла, чем вода, поэтому микроструктура металлической отливки имеет более грубые нежелательные металлургические составляющие и имеется большая величина пористости из-за усадки по центральной линии в отливаемом металле. Отсутствие более тонкой микроструктуры с одновременным наличием более высокой концентрации пористости усадки отрицательно влияет на свойства конечных продуктов, изготовленных из такого исходного материала.
В еще одном патентном документе US 4237961 предложено удалять воду от слитка при литье Al-Li сплавов с прямым охлаждением для уменьшения опасности взрыва. В патентном документе ЕР 0183563 описано устройство для сбора расплавленного металла, образующегося в результате его прорыва или растекания во время литья с прямым охлаждением алюминиевых сплавов. Сбор прорвавшегося или растекшегося расплавленного металла приводит к его скоплению. Такое решение не может быть использовано для сплава Al-Li, поскольку оно может создать искусственное условие для взрыва, когда для удаления воды она должна быть накоплена. Во время прорыва или растекания расплавленный металл также мог бы скапливаться в области собранной воды. Как описано в патентном документе US 5212343, это могло бы стать предпочтительным способом получения взрыва в результате реакции воды с Al-Li.
Таким образом, для уменьшения или минимизации вероятности взрыва при разливке Al-Li сплавов было предложено множество решений. В то же время, хотя каждое из этих решений предусматривает дополнительную защиту, ни одно из них на практике не оказалось полностью безопасным или коммерчески эффективным.
Таким образом, остается потребность в более безопасных, требующих меньшего обслуживания и более эффективных по затратам устройстве и способе разливки Al-Li сплавов, позволяющих получать литой метал высокого качества.
Краткое описание чертежей
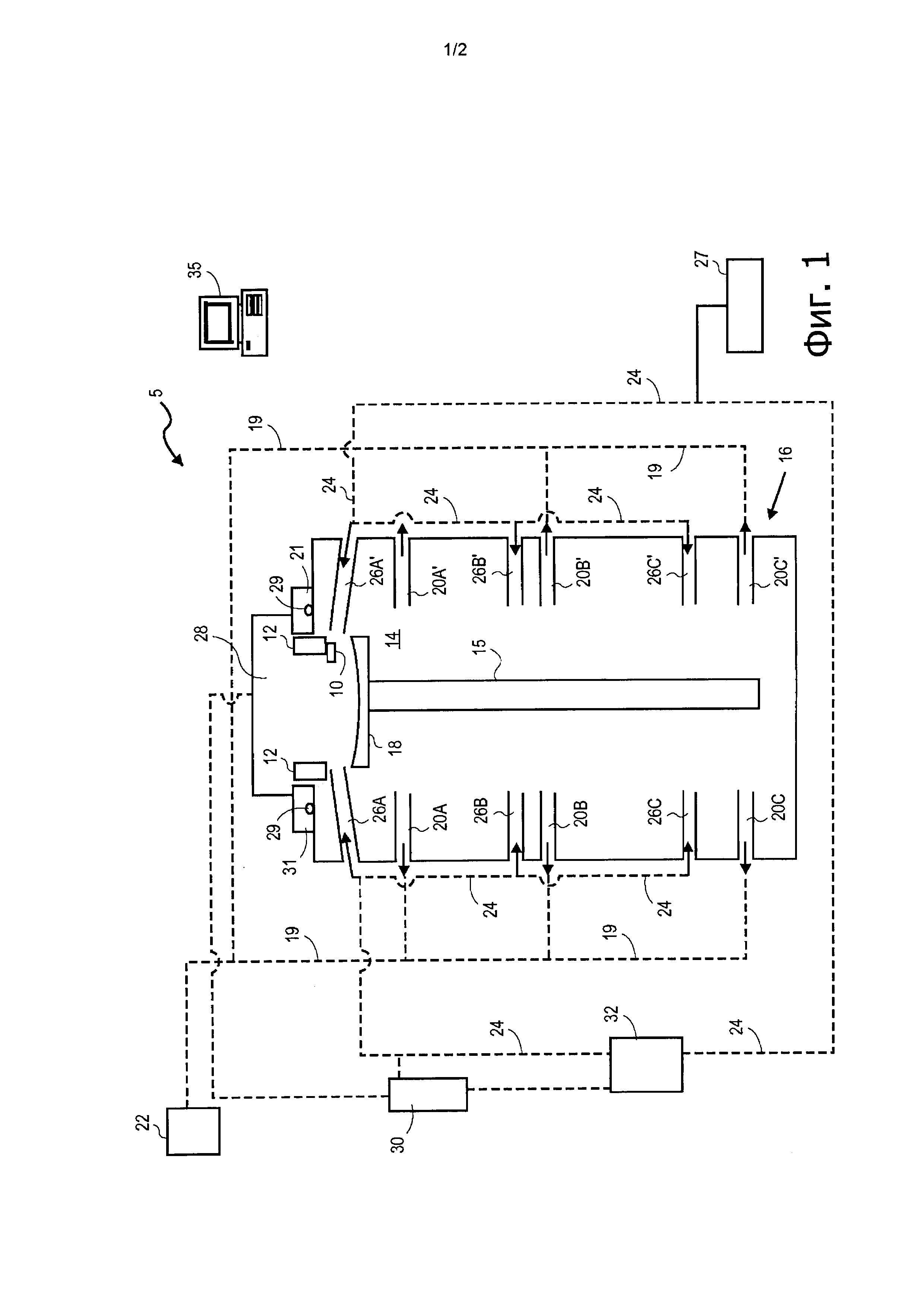
На фиг. 1 схематично показана литейная яма с прямым охлаждением в соответствии с настоящим изобретением, вид сбоку в поперечном сечении;
на фиг. 2 - блок-схема предпочтительного варианта осуществления способа в соответствии с настоящим изобретением.
Осуществление изобретения
Далее будет описано устройство и способ для литья Al-Li сплавов. Существующая проблема заключается в том, что вода и прорвавшийся или растекшийся расплавленный Al-Li металл соединяются с высвобождением водорода при прохождении экзотермической реакции. Даже при наклонных днищах ямы, минимальных уровнях воды и т.д. вода и прорвавшийся или растекшийся расплавленный металл все еще могут войти в непосредственный контакт, приводя к возникновению реакции. Разливка без воды, с использованием другой жидкости, такой как описана в известных патентах, влияет на литейные характеристики, качество отлитого металла, является дорогостоящей при внедрении и эксплуатации, а также приводит к проблемам защиты окружающей среды и опасности возникновения пожара.
Описываемые устройство и способ улучшают безопасность отливки Al-Li сплавов с прямым охлаждением путем минимизации или устранения компонентов, которые могут приводить к возникновению взрыва. Следует понимать, что вода (или водяной пар или пар) в присутствии расплавленного Al-Li сплава приводит к формированию газообразного водорода. Соответствующее уравнение химической реакции имеет следующий вид:
2LiAl+8H2O→2LiOH+2Al(OH)3+4H2(g).
Газообразный водород имеет плотность, существенно меньшую, чем плотность воздуха. Газообразный водород, который выделяется во время химической реакции, является более легким, чем воздух, стремиться подняться вверх в направлении верхней части литейной ямы, непосредственно под литейной формой и конструкцией держателя формы в верхней части литейной ямы. Эта обычно закрытая область обеспечивает возможность сбора газообразного водорода, где он становится достаточно концентрированным, для формирования взрывоопасной атмосферы. Тепло, искра или другой источник воспламенения могут инициировать взрыв водородного «столба» сконцентрированного газа.
Следует понимать, что расплавленный растекшийся или прорвавшийся материал при его комбинации с охлаждающей слиток водой, которая используется в процессе прямого охлаждения (как используется на практике специалистами в области техники разливки алюминиевых слитков), приводит к формированию пара и паров воды. Пар и пары воды являются ускорителями для реакции, в результате которой образуется газообразный водород. Удаление этого пара и паров воды с помощью системы удаления пара устраняет возможность объединения воды с Al-Li с формированием Li-OH и выделением H2. Устройство и способ, соответствующие настоящему изобретению, минимизируют присутствие воды и паров воды в литейной яме путем размещения выпускных отверстий для пара вокруг внутреннего контура литейной ямы и быстрого включения вентиляции при обнаружении прорыва.
Выпускные отверстия в литейной яме расположены в нескольких областях, например на уровне от приблизительно 0,3 м до приблизительно 0,5 м ниже литейной формы, в промежуточной области от приблизительно 1,5 м до приблизительно 2,0 м от литейной формы и на дне литейной ямы. Литейная форма обычно расположена в верхней части литейной ямы на по меньшей мере один метр выше уровня пола. Горизонтальная и вертикальная области вокруг литейной формы ниже стола для размещения формы обычно закрыты кожухом ямы и стеклянной облицовкой Lexan, за исключением пространства, необходимого для подачи воздуха внутрь и вывода его наружу с целью разбавления, чтобы газы внутри ямы вводились и выводились в соответствии с предписанным способом.
Для минимизации или устранения скопления газообразного водорода в критическую массу во внутреннее пространство литейной ямы вводят инертный газ. Плотность инертного газа меньше плотности воздуха, и он способен занимать то же пространство непосредственно под верхней частью литейной ямы, что и газообразный водород. Например, может использоваться газообразный гелий.
Во множестве технических отчетов в качестве покрывающего газа для защиты Al-Li сплава от окружающей атмосферы для предотвращения его реакции с воздухом было описано использование аргона. Хотя аргон является полностью инертным газом, его плотность больше, чем у воздуха, так что если он не направляется принудительно в верхнюю внутреннюю часть литейной ямы, то необходимая инертность в указанной области не достигается. По сравнению с воздухом, имеющим плотность 1,3 г/л, аргон имеет плотность порядка 1,8 г/л и оседает в нижней части литейной ямы, не обеспечивая желаемую защиту путем вытеснения водорода из критической верхней области литейной ямы. С другой стороны, гелий является негорючим газом, имеет низкую плотность 0,2 г/л и не поддерживает горение. В результате замены воздуха инертным газом более низкой плотности внутри литейной ямы опасная атмосфера в литейной яме может быть разбавлена до уровня, при котором взрыв не может состояться. Кроме того, во время такого обмена пары воды и пар также удаляются из литейной ямы. Во время непрерывной разливки без аварийного состояния, именуемого прорывом, пары воды и пар удаляются из инертного газа, который может рециркулировать через литейную яму.
На фиг. 1 показана система разливки 5 с прямым охлаждением, содержащая литейную яму 16, которая обычно формируется в земле. Внутри литейной ямы 16 установлен литейный цилиндр 15, который может быть поднят и опущен посредством гидравлического силового блока (не показан). Над верхней частью литейного цилиндра 15 расположена плита 18, которую поднимают и опускают с помощью литейного цилиндра 15. Выше или над плитой 18 установлена стационарная литейная форма 12. В форму 12 подают расплавленный металл (например, Al-Li сплав). Литейная форма 12 содержит входные отверстия для охладителя, которые обеспечивают протекание охладителя (например, воды) по поверхности формируемого слитка, обеспечивая прямое охлаждение и отверждение металла. Литейную форму 12 окружает литейный стол 31. Как показано на фиг. 1, между конструкцией формы 12 и столом 31 может быть расположена прокладка или уплотнитель 29 из устойчивого к высокой температуре силикатного материала. Прокладка 29 предотвращает попадание паров или любой другой атмосферы из нижней части под литейной формой и столом 31 в область над литейной формой и столом, предотвращая загрязнение воздуха, в котором работает и дышит занимающаяся отливкой бригада.
Система 5 также содержит датчик 10 обнаружения расплавленного металла, расположенный непосредственно под формой 12 для обнаружения прорыва или растекания. Датчик 10 может быть выполнен в виде датчика, описанного в патентных документах US 6279645, US 7296613 или любым другим соответствующим устройством, которое может обнаруживать наличие прорыва.
Система 5 также содержит вытяжную систему 19, содержащую расположенные в литейной яме 16 выпускные отверстия 20А, 20А', 20В, 20В', 20С и 20С. Выпускные отверстия расположены так, чтобы обеспечить максимальное удаление генерируемых газов, включающих источники воспламенения (например, H2), и вступающих в реакцию газов (например, пары воды или пар) из внутренней полости литейной ямы. Выпускные отверстия 20А, 20А' расположены на высоте приблизительно от 0,3 м до приблизительно 0,5 м ниже формы 12; выпускные отверстия 20В, 20В' расположены на высоте от приблизительно 1,5 м до приблизительно 2,0 м ниже формы 12; а выпускные отверстия 20С, 20С' расположены в основании литейной ямы 16, где скапливается прорвавшийся металл. Выпускные отверстия показаны парами на каждом уровне, но на каждом уровне может использоваться больше двух выходных отверстий. Например, на каждом уровне может использоваться одно, три или четыре выпускных отверстия. Выпускная система 19 также содержит удаленный вытяжной вентилятор 22, который расположен на удалении от литейной формы 12 (например, на расстоянии приблизительно от 20 до 30 м от формы 12) и обеспечивает вывод отработанных газов из системы. Выпускные отверстия 20А, 20А', 20В, 20В', 20С, 20С' соединены с вытяжным вентилятором 22 системой воздухопроводов (например, канал из оцинкованной или нержавеющей стали). Выпускная система 19 дополнительно содержит группу отсасывающих вентиляторов для направления отработавших газов к вытяжному вентилятору 22.
Система 24 подачи инертного газа содержит отверстия 26А, 26А', 26В, 26В', 26С и 26С', расположенные вокруг литейной ямы и соединенные с источником или источниками 27 инертного газа. Совместно с каждым из отверстий 26В и 26В', 26С и 26С' расположены отверстия подачи избыточного воздуха для обеспечения дополнительного попутного разбавления захваченного газообразного водорода. Расположение отверстий подачи газа выбирают так, чтобы обеспечить заполнение инертным газом, который немедленно заменяет газы и пар в литейной яме, через систему 24 подачи газа, которая подает инертный газ, когда это требуется (особенно при обнаружении прорыва), через отверстия 26 подачи инертного газа в литейную яму 16 в течение заданного времени (например, приблизительно максимум за 30 секунд) после обнаружения прорыва. На фиг. 1 показаны отверстия 26А и 26А' подачи газа, расположенные рядом с верхней частью литейной ямы 16; отверстия 26В и 26В' подачи газа расположены на промежуточном участке литейной ямы 16; а отверстия 26С и 26С' подачи газа расположены в нижней части литейной ямы 16. Для управления подачей инертного газа с каждым отверстием подачи газа могут быть соединены регуляторы давления. На каждом уровне показана пара отверстий подачи газа, однако на каждом уровне может использоваться отличное от двух число отверстий подачи газа, например одно, три или четыре.
Подаваемый в верхней части 14 литейной ямы 16 через отверстия 26А и 26А' инертный газ может набегать на отвердевший, полуотвердевший и жидкий алюминий-литиевый сплав, расположенный ниже формы 12, при этом расход инертного газа в этой области является по меньшей мере равными расходу охладителя до обнаружения прорыва или растекания металла. Когда отверстия для подачи газа расположены на разных уровнях литейной ямы, расход через такие отверстия может быть такими же, как и отверстий, расположенных в верхней части 14 литейной ямы 16, или может отличаться.
Подаваемый через отверстия подачи инертный газ замещения удаляется из литейной ямы 16 с помощью верхней выпускной системы 28, постоянно работающей с низкой производительностью и переключающейся на высокую производительность при обнаружении прорыва. Эта система направляет удаляемый из литейной ямы инертный газ в вытяжной вентилятор 22. Перед обнаружением прорыва атмосфера в верхней части ямы может непрерывно циркулировать через систему очистки атмосферы, состоящую из колонн поглотителя влаги и осушителей пара, что поддерживает атмосферу в верхней области ямы умеренно инертной. Удаленный газ во время его циркуляции пропускается через осушитель влаги, и любые пары воды удаляются, очищая верхнюю атмосферу ямы, содержащей инертный газ. Очищенный инертный газ можно затем опять подавать в систему 24 подачи инертного газа через соответствующий насос 32. В этом случае между отверстиями 20А и 26А и, аналогично, между отверстиями 20А' и 26А' поддерживают завесу из инертного газа для минимизации утечки чистого инертного газа из верхней области литейной ямы через систему вентиляции и выпускную систему ямы.
Количество и точное место расположения выпускных отверстий 20А, 20А', 20В, 20В', 20С, 20С' и отверстий 26А, 26А', 26В, 26В', 26С, 26С' подачи инертного газа зависит от размера и конфигурации конкретной литейной ямы, и их рассчитывает специалист в данной области техники, который работает в области литья с прямым охлаждением вместе с экспертом по рециркуляции воздуха и газов. Наиболее желательно иметь три группы (например, три пары) выпускных отверстий и отверстий подачи инертного газа, как показано на фиг. 1. В зависимости от свойств и веса отливаемого продукта в некоторой степени менее сложное и менее дорогостоящее, но в равной степени эффективное устройство может быть получено посредством одной группы выпускных отверстий и отверстий подачи инертного газа, расположенных по периферии верхней части литейной ямы 16.
Каждым движением плиты 18 или литейного цилиндра 15, а также входного отверстия для подачи расплавленного металла в форму 12 и входного отверстия для подачи воды в форму управляет блок управления 35. С блоком управления 35 соединен также датчик 10 расплавленного металла. Блок управления 35 содержит машиночитаемые программные инструкции, выполненные в форме энергонезависимого материального носителя информации. Программные инструкции проиллюстрированы на фиг. 2. На фиг. 2 показан способ 100, в котором вначале обнаруживают прорыв или растекание расплавленного металла Al-Li с помощью датчика 10 расплавленного металла (блок 110). В ответ на сигнал от датчика 10 о прорыве или растекании расплавленного металла Al-Li в блок управления 35 машиночитаемые инструкции обеспечивают остановку передвижения плиты 18 и источника (не показан) подачи расплавленного металла во входное отверстие (блоки 120, 130), остановку и/или отклонение потока охладителя (не показан) в форму 12 (блок 140) и включение более высокой производительности выпускной системы 19 непрерывно или в течение приблизительно 15 или 10 секунд для отвода отработавших газов, содержащих пары воды и/или пар, из литейной ямы через выпускные отверстия 20А, 20А', 20В, 20В', 20С и 20С' в вытяжной вентилятор 22 (блок 150). Одновременно или вскоре после этого (например, в течение приблизительно от 10 до 30 с) машиночитаемые инструкции дополнительно включают систему подачи газа, и инертный газ, плотность которого меньше плотности воздуха, такой как гелий, подают через отверстия 26А, 26А', 26В, 26В', 26С и 26С' (блок 160). Следует отметить, что для специалистов в области плавления и литья с прямым охлаждением алюминиевых сплавов, за исключением плавления и литья алюминиево-литиевых сплавов, могло бы показаться более предпочтительным использование газообразного азота вместо гелия, поскольку известно, что азот также является инертным газом. Однако, как упоминалось, взаимодействие азота с жидкими алюминиево-литиевыми сплавами не является безопасным. Азот вступает в реакцию со сплавом и формирует аммиак, который, в свою очередь, реагирует с водой и участвует в дополнительных реакциях с опасными последствиями, и, следовательно, его использование должно быть полностью исключено. То же относится к другому, как считается, инертному газу, такому как двуокись углерода. Его использование должно быть исключено в любых вариантах применения, где существует шанс соприкосновения расплавленного алюминиево-литиевого сплава с двуокисью углерода.
Существенное преимущество, получаемое в результате использования инертного газа легче воздуха, состоит в том, что остаточные газы не будут накапливаться внутри литейной ямы, в результате чего могла бы возникнуть небезопасная среда в этой литейной яме. Ранее возникало множество случаев накопления более тяжелых, чем воздух газов в ограниченном пространстве, в результате чего происходили смертельные случаи в результате удушья. Следует ожидать, что в литейной яме будет отслеживаться подача воздуха в ограниченное пространство, чтобы не возникало проблем, связанных с технологическим газом.
Способ и устройство согласно изобретению обеспечивают уникальное решение для надежного подавления прорывов или растеканий Al-Li сплавов таким образом, что коммерческий процесс может работать успешно без использования посторонних способов, таких как литье с использованием галогенизированной жидкости, такой как этиленгликоль, которая делает процесс неоптимальным в отношении качества отливаемого металла, а процесс менее стабильным при отливке, и одновременно делает процесс неэкономичным и пожароопасным. Как понятно любому специалисту в области отливки слитков, в любом процессе с прямым охлаждением возникают прорывы и растекания. Обычно их возникновение очень мало, но во время нормальной работы механического оборудования что-то может выходить за рамки привычных режимов, и процесс будет протекать не так, как ожидалось. Применение описанных устройства и способа сводит к минимуму взрыв водорода, возникающий при контакте воды с расплавленным металлом в результате прорывов или растеканий при отливке Al-Li сплавов и способный привести к несчастным случаям и повреждению оборудования.
Таким образом, описанные выше способ и устройство являются коммерчески полезными для минимизации возможных взрывов при литье с прямым охлаждением Al-Li сплавов.
Из приведенного выше описания изобретения специалистам в данной области техники должно быть понятно, что настоящее изобретение можно изменять множеством способов без выхода за пределы сущности и объема изобретения. Любые и все такие модификации должны быть включены в объем формулы изобретения.
Реферат
Изобретение относится к металлургии и может быть использовано при разливке алюминиево-литиевого сплава с прямым охлаждением слитка. Металл подают в литейную форму и охлаждают путем подачи жидкого охладителя на затвердевающий металл в литейной яме. Литейная яма имеет верхнюю, промежуточную и нижнюю части и подвижную плиту. При определении возникновения прорыва расплава через оболочку слитка или его растекания останавливают подачу металла в литейную форму, передвижение подвижной плиты и подачу охлаждающей жидкости, откачивают из литейной ямы генерируемый газ и подают в литейную яму инертный газ, плотность которого меньше плотности воздуха. Подача инертного газа в литейную яму позволяет удалить из нее пары воды в случае прорыва расплава и предотвратить взрыв водорода. Обеспечивается повышение безопасности разливки при улучшении качества слитка. 2 н. и 22 з.п. ф-лы, 2 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для непрерывного литья
Комментарии