Устройство и способ литья фасонных изделий - RU2309024C2
Код документа: RU2309024C2
Чертежи



Описание
Изобретение относится к устройству для литья фасонных изделий, содержащему, по меньшей мере, один приемный резервуар для расплавленного материала, из которого заданный объем расплавленного материала может быть вылит через сливное отверстие в кокиль, причем сливное отверстие приемного резервуара проходит по определенной ширине и образует переливную кромку и имеется определенное число кокилей, а также средства, с помощью которых можно создать относительное движение между приемным резервуаром и кокилями. Кроме того, изобретение относится к способу литья фасонного изделия с помощью такого устройства.
Для литья, например, пластинообразных элементов, таких как аноды или катоды, известны литейные карусели. Используемые для литья кокили имеют полость, соответствующую форме отливаемого фасонного изделия. Кокили в определенном числе расположены по круговой траектории вокруг приемного резервуара, в котором содержится расплавленный металл.
Известная форма выполнения такой литейной карусели изображена на фиг.1. На фиг.1 в перспективе показано литейное устройство 1. Литейное устройство содержит приемный резервуар 3, установленный на несущем элементе 9, верхняя часть 10 которого выполнена с возможностью наклона. Перед процессом литья расплавленный материал залит в приемный резервуар 3 до определенного уровня. При наклоне приемного резервуара 3 расплавленный материал вытекает через сливное отверстие 4 из приемного резервуара 3 и выливается в полость 8 кокиля 5, в которой изготавливается фасонное изделие 2. После поворота обратно приемного резервуара 3 в него наливают новый расплавленный металл, для чего используют не показанное устройство.
Сливное отверстие 4 имеет при этом на своей обращенной к кокилю 5 стороне переливную кромку 6, через которую расплав стекает в полость 8 кокиля 5. Переливная кромка 6 проходит при этом - в большинстве случаев прямолинейно - по ширине В сливного отверстия 4. При наклоне приемного резервуара 3 расплав течет в полость в виде плоской струи. Ширина В сливного отверстия при этом лишь немного меньше приемной ширины D кокиля 5, которая в изображенном случае соответствует ширине изготавливаемой пластины.
Непосредственно после заливки необходимого для изготовления фасонного изделия количества расплава под приемный резервуар 3 по типу карусели подводят новый, еще свободный кокиль 5. Это означает, что вращающееся устройство (не показано) движет кокиль 5 в направлении U периферии вокруг оси А вращения, так что он покидает зону приемного резервуара 3; в то же время следующий, еще пустой кокиль 5 перемещается в нужное положение, то есть в положение, показанное на фиг.1.
Направление F течения расплава из приемной зоны приемного резервуара 3 через сливное отверстие 4 в кокиль 5 ориентировано при этом в направлении радиальной струи карусели.
Карусель периодически вращает определенное число расположенных по кругу вокруг приемного резервуара 3 кокилей, так что отдельные кокили последовательно заполняются расплавом. Заполненные кокили и находящийся в них материал могут охлаждаться, так что материал застывает, после чего фасонное изделие 2 может быть извлечено из кокиля 5.
Недостатком у известных литейных каруселей описанного рода является то, что постоянно желаемое сокращение тактового времени имеет пределы за счет того, что заданные предельные значения ускорений или замедлений вращения не должны быть превышены. Отдельные кокили 5 должны точно подаваться под переливную кромку 6 приемного резервуара 3, для чего карусель должна периодически поворачиваться каждый раз на заданный угол. Под переливной кромкой 6 карусель должна останавливаться, пока после заполнения кокиля 5 она не сможет продолжить движение на заданный угол поворота.
При превышении предельных значений углового ускорения или замедления возникают нежелательные качающиеся края. Еще жидкий материал в кокиле следует при прибытии и притормаживании карусели соответственно ускорять или замедлять, что на боковом краю полости 8 приводит соответственно к повышению и понижению локального уровня, поскольку массовые усилия материала должны опираться на боковую стенку полости 8.
Поскольку отливаемые фасонные изделия часто должны иметь узкий допуск на форму, качающиеся края создают проблемы. При изготовлении анодных или катодных пластин действует, например, требование, чтобы они отливались плоскими, параллельно и без возвышений, обеспечивая оптимальное покрытие при последующем электролизе. Качающиеся края представляют собой в этом отношении помехи, которые можно предотвратить или минимизировать только за счет поддержания низкими ускорений или замедления вращения литейной карусели. Это повышает, однако, время такта и снижает тем самым экономичность литейной установки.
В основе изобретения лежит задача усовершенствования устройства описанного выше рода и способа литья для преодоления названных недостатков, а именно качающихся краев при работе литейной установки, так чтобы в фасонных изделиях не нарушался узкий допуск на форму. В то же время должно достигаться короткое время цикла, так чтобы производительность устройства можно было максимизировать.
Решение этой задачи посредством изобретения характеризуется в отношении устройства тем, что ориентация переливной кромки и направление движения кокилей относительно приемного резервуара заключают угол, составляющий 45-90°. Предпочтительно угол между обоими названными направлениями прямой.
Концепция изобретения нацелена на то, чтобы течение расплава происходило не как в уровне техники в радиальном направлении литейной карусели в кокили, но и преимущественно поперек него. Как описано ниже, это обеспечивает такие действия, с которыми можно надежно избежать недостатков качающихся краев.
Первый вариант осуществления изобретения предусматривает, что приемный резервуар расположен неподвижно, а кокили движутся за счет приводных средств. Будучи выполнены в виде литейной карусели, кокили движутся относительно приемного резервуара по круговой траектории.
Для низкотурбулентного заполнения кокилей может быть предусмотрено, что ширина сливного отверстия приемного резервуара незначительно меньше приемной ширины полости кокиля. За счет этого расплав заполняет полость кокиля широкой струей. Предпочтительно ширина сливного отверстия соответствует 60-90% приемной ширины полости кокиля.
Кокиль может быть выполнен для литья в основном плоского фасонного изделия, в частности пластины. Это применяется при изготовлении анодных или катодных пластин, в частности, из меди.
Способ литья фасонных изделий с помощью описанного устройства отличается согласно изобретению тем, что приемный резервуар ориентируют относительно кокилей так, что ориентация переливной кромки и направление относительного движения заключают угол, составляющий 45-90°, преимущественно 90°, и что скорость движения кокилей относительно приемного резервуара поддерживают, по существу, постоянной.
Упомянутая ориентация приемного резервуара относительно кокилей обеспечивает названный режим работы, а именно реализацию постоянного непрерывного вращательного движения литейной карусели, что надежно предотвращает возникновение качающихся краев.
Направление течения расплавленного материала из приемного резервуара в направлении переливной кромки и движение кокилей относительно приемного резервуара предпочтительно однонаправлены. Это обеспечивает оптимальное низкотурбулентное заполнение полости расплавом.
Особенно предпочтительный и автоматический способ предусматривает следующие этапы:
а) определение положения полости кокилей относительно приемного резервуара;
б) начало выливания расплавленного материала из приемного резервуара в кокиль, как только или вскоре после того как полость кокиля будет находиться под переливной кромкой;
в) окончание выливания расплавленного материала из приемного резервуара в кокиль, как только или незадолго перед тем как полость кокиля покинет зону переливной кромки.
Особенно предпочтительно, если выливанием расплавленного материала управляют или регулируют его так, что между началом выливания на этапе б) и окончанием выливания на этапе в) из приемного резервуара расплавленный материал в кокиль льется, по существу, с постоянным объемным потоком. Это оптимизирует заполнение полости.
Для выливания расплава из приемного резервуара можно, как известно из уровня техники, осуществлять наклон приемного резервуара. В качестве альтернативы этому возможно выливание расплава из приемного резервуара за счет вытеснения расплавленного материала из приемного резервуара посредством вытеснительного тела. Этим можно достичь хорошо управляемого и точно соблюдаемого объемного потока.
С помощью предложенного устройства и соответствующего способа надежно достигается предотвращение возникновения качающихся краев у отливаемых фасонных изделий. Тем не менее тактовое время установки можно поддерживать небольшим, так что установка работает очень рентабельно.
Предложение согласно изобретению в особенности используется при литье анодов и катодов из меди, которые тем самым могут быть изготовлены очень эффективно.
На чертеже помимо известного решения изображен пример осуществления изобретения. На чертежах представляют:
фиг.1 - в перспективе устройство для литья катода в соответствии с уровнем техники;
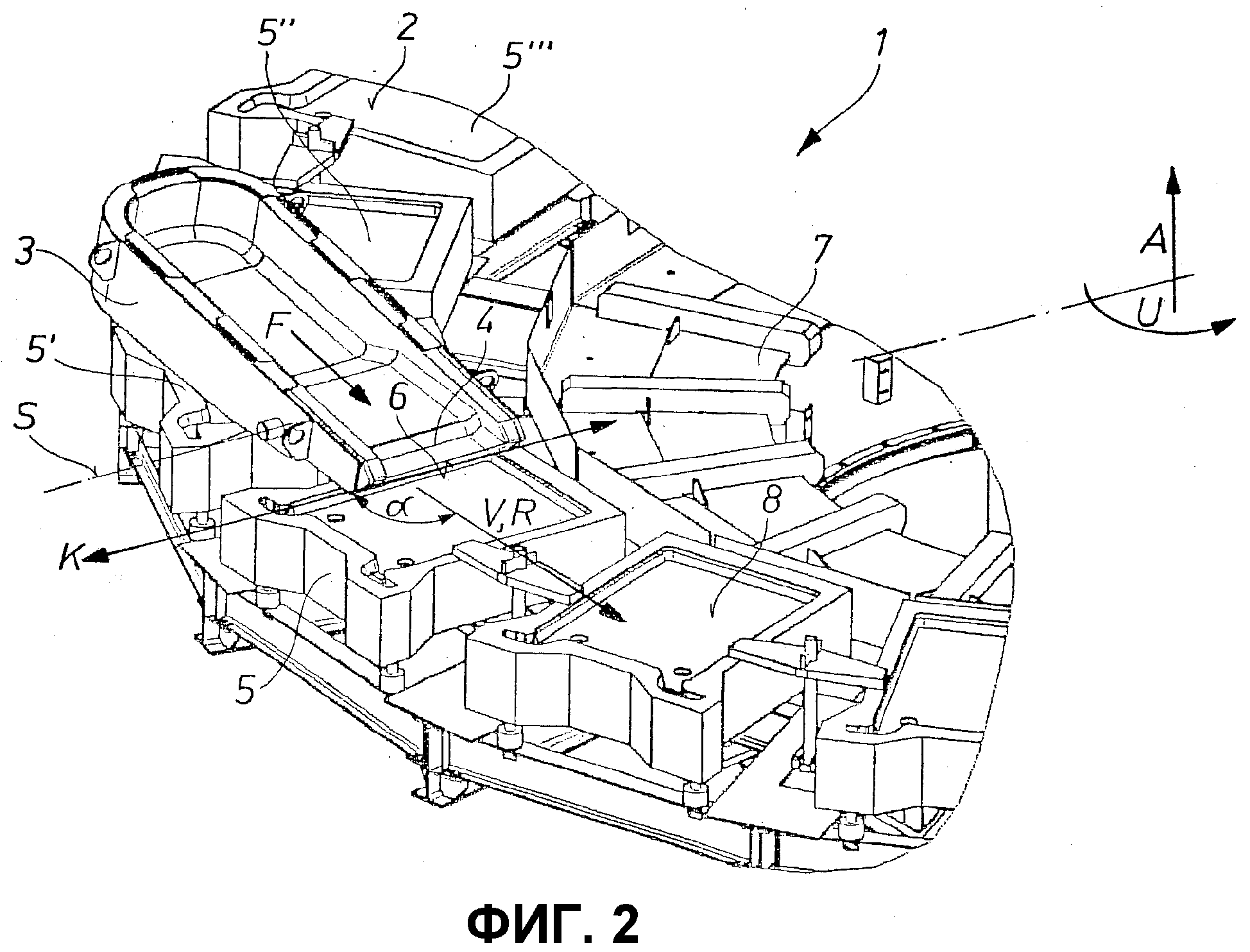
фиг.2 - в перспективе фрагмент литейной карусели, а именно форму выполнения устройства для литья катода согласно изобретению;
фиг.3 - вид сверху на устройство по фиг.2;
фиг.4 - вид сбоку литейного устройства по фиг.2.
На фиг.2-4 изображено устройство 1 для литья, служащее для изготовления фасонного изделия 2 в виде катодной пластины из меди. Устройство 1 выполнено в виде литейной карусели, т.е. кокили 5,5',5'',5''' расположены вокруг оси А вращения карусели и движутся с помощью лишь частично изображенных средств 7 движения вокруг оси вращения по типу карусели. Это схематично показано на фиг.2, где видно, как карусель может вращаться вокруг оси А вращения в окружном направлении U. Таким образом, отдельные кокили 5,5',5'',5''' заполняются последовательно.
Для заполнения отдельных кокилей 5,5',5'',5''' служит приемный резервуар 3, в котором содержится расплавленный материал для литья фасонного изделия 2, в данном случае, следовательно, медный расплав. Приемный резервуар 3 может быть наклонен вокруг оси S поворота, так что расплав может течь через сливное отверстие 4 в полость 8 кокиля 5,5',5'',5'''.
Отдельные конструктивно одинаковые кокили 5,5',5'',5''' имеют полость 8, соответствующую форме отливаемого фасонного изделия 2. Кокили 5,5', 5'',5''' с пластинообразными в примере выполнения полостями 8 ориентированы так, что продольная ось полости 8 проходит в радиальном направлении карусели, то есть в направлении оси А вращения.
Во время вращательного движения карусели в окружном направлении U кокиль 5,5',5'',5''' движется в направлении R, являющемся касательным к радиальному направлению (направление к оси А вращения). Это направление соответствует при неподвижно расположенном приемном резервуаре 3 относительному движению v между приемным резервуаром 3 и кокилями 5,5',5'',5'''.
Конец сливного отверстия 4 приемного резервуара 3 образован переливной кромкой 6, через которую расплав вытекает перпендикулярно вниз в полость 8 кокилей 5,5',5'',5'''. Переливная кромка выполнена в данном примере прямолинейной, однако может быть, в принципе, слегка криволинейной.
Важно, что ориентация К переливной кромки 6 лежит под углом α к направлению R относительного движения v, составляющим 45-90°. Предпочтительно он составляет, как в примере выполнения, 90°.
Это означает, что направление F течения расплавленного материала из приемной камеры приемного резервуара 3 в полость 8 кокиля 5,5',5'',5''' в основном совпадает с направлением R относительного движения v, как это следует из фигур, если не обращать внимание на небольшой угол между направлением F течения направлением R, возникающий при виде сбоку на фиг.4.
Как можно видеть на фиг.3, ширина В сливного отверстия 4 приемного резервуара 3 немного меньше приемной ширины D кокиля 5,5',5'',5'''. Оптимально она, не вызывая опасения бокового выплескивания, лежит в диапазоне 60-90% приемной ширины D. Тогда расплавленный материал «укладывается» широкой струей в полость 8, в частности, когда направление R вращения карусели и направление F течения равнонаправлены. Полость 8 может быть заполнена за счет этого с низкой турбулентностью.
В отличие от известных решений можно реализовать постоянное непрерывное вращательное движение карусели. Это означает, что не возникнет никаких ускорений вращения карусели вокруг оси А вращения. Качание еще расплавленного материала в полости 8 кокиля 5,5',5'',5''' этим предотвращено. Постоянного притормаживания и повторного пуска карусели можно, следовательно, избежать благодаря изобретению.
Посредством подходящих сенсоров можно регистрировать, когда заливное отверстие полости 8 будет находиться под переливной кромкой 4. В зависимости от этого можно посредством устройства управления или регулирования (не показано) вызвать движение поворота приемного резервуара 3, так что точно в тот период времени, в который полость 8 находится под переливной кромкой 4, происходит течение расплава в полость. Предпочтительно это происходит с постоянным объемным потоком (объем расплава в единицу времени), в результате чего турбулентность расплава минимизирована.
Как видно на фиг.3, расплав заливают вдоль длинной стороны прямоугольной полости 8. За счет этого ширина В может быть выполнена большей, чем это требовалось бы, если бы заливка происходила по короткой стороне прямоугольника. Выбранное решение имеет своим следствием то, что при выливании возникает более спокойное течение, что дополнительно улучшает окончательную геометрическую форму фасонного изделия.
С помощью предложенного устройства и применяемого способа значительно повышается качество отлитых фасонных изделий. Качающиеся края предотвращены, так что отлитые изделия ближе к идеальной форме.
Перечень ссылочных позиций
1 - устройство для литья
2 - фасонное изделие
3 - приемный резервуар
4 - сливное отверстие
5 - кокиль
5' - кокиль
5'' - кокиль
5''' - кокиль
6 - переливная кромка
7 - средства для движения (карусель)
8 - полость
9 - несущий элемент
10 - верхняя часть
В - ширина сливного отверстия
v - относительное движение между приемным резервуаром и кокилями
К - ориентация переливной кромки
R - направление относительного движения
α - угол
D - приемная ширина кокиля
F - направление течения расплавленного материала
U - окружное направление
А - ось вращения
S - ось поворота
Реферат
Изобретение относится к изготовлению литьем фасонных изделий, в частности пластинообразных элементов, например анодов и катодов. Устройство содержит приемный резервуар для расплавленного материала, через сливное отверстие которого доза расплавленного материала выливается в кокиль. Сливное отверстие приемного резервуара имеет переливную кромку. Устройство содержит некоторое число кокилей, а также средства, создающие относительное движение между приемным резервуаром и кокилями. Ориентация переливной кромки и направление относительного движения образуют угол, составляющий 45-90°. Расплав заливают вдоль длинной стороны прямоугольной полости кокиля, что обеспечивает спокойное течение расплава. Повышается геометрическая точность и качество фасонных изделий. 2 н. и 14 з.п. ф-лы, 4 ил.
Комментарии