Кристаллизатор для разливки металла - RU2448804C1
Код документа: RU2448804C1
Чертежи




Описание
ОПИСАНИЕ
Изобретение относится к кристаллизатору для разливки металла с множеством устройств измерения температуры, которые расположены в стенке кристаллизатора для измерения распределения температуры в стенке во время процесса разливки.
Такой кристаллизатор с множеством устройств измерения температуры известен из уровня техники и раскрыт, например, в международной патентной заявке WO 2004/082869 А1. Согласно раскрытой в ней технической идеи, устройства измерения температуры установлены по отдельности в виде термоэлементов в соответствующие предусмотренные отдельные отверстия в кристаллизаторе. Отдельные термоэлементы прижимаются с помощью пружинной силы к основанию отверстия с целью обеспечения контакта их измерительных мест с материалом кристаллизатора. Термоэлементы установлены на различной глубине в пластине кристаллизатора. Это целесообразно, в частности, для определения плотности теплового потока в пластине кристаллизатора.
Указанный вид отдельного монтажа каждого отдельного исполнительного элемента в кристаллизаторной пластине требует больших затрат труда на установку. Соединение термоэлементов осуществляется обычно с помощью отдельного соединения Хартинга. При установке соединение часто непреднамеренно повреждают, после чего необходимо выполнять сложную реконструкцию правильного соединения. Проблемой является позиционирование термоэлементов относительно друг друга. При расстоянии между термоэлементами примерно лишь 10 мм отклонение глубины отверстия и тем самым положения измерительных вершин термоэлементов в направлении глубины лишь на 1 мм уже приводит к 10% отклонению результата измерения.
Из европейской патентной заявки ЕР 0057627 А2 известен кристаллизатор для разливки металла, в стенке которого расположено несколько устройств измерения температуры в виде термоэлементов. Термоэлементы расположены в модуле с неподвижным позиционированием относительно друг друга и образуют вместе с модулем конструктивный блок. Термоэлементы расположены каждый в отдельных выемках в виде отверстий в модуле.
Исходя из ЕР 0057627 А2, в основу настоящего изобретения положена задача усовершенствования кристаллизатора для разливки металла с множеством устройств измерения температуры так, что дополнительно улучшается надежность и информативность получаемых результатов измерений, в частности, относительно измерения плотности теплового потока.
Эта задача решена с помощью признаков пункта 1 формулы изобретения. Он предусматривает, что устройства измерения температуры выполнены в виде волоконно-оптических температурных датчиков, которые обеспечивают возможность измерения температуры с помощью способа OTDR (optical time domain reflectometry = оптическое измерение коэффициента отражения методом совмещения прямого и отраженного измерительных сигналов) или способа FBG (Fibre-Bragg-Grating = волоконная решетка Брэгга), при этом выемки для устройств измерения температуры расположены и выполнены в модуле так, что волоконно-оптические датчики расположены попарно и смежно в модуле, при этом отдельные волоконно-оптические датчики одной пары расположены на различной глубине в модуле соответственно на модуле.
Большое преимущество предлагаемого конструктивного блока, то есть модуля с расположенными в нем устройствами измерения температуры, состоит в том, что его можно предварительно монтировать в мастерской изготовителя уже перед монтажом всего кристаллизатора в установке.
Предварительный монтаж устройств измерения температуры в модуле предпочтительно обеспечивает возможность свободного и точного позиционирования измеряющих температуру устройств относительно друг друга, то есть на желаемом правильном расстоянии друг от друга и на правильной глубине; в частности расстояния больше не обязательно задаются расстояниями между крепежными болтами, с помощью которых водяная рубашка привинчивается к кристаллизатору и в которых обычно находятся измеряющие температуру устройства, в частности, в виде термоэлементов. Вместо этого предварительный монтаж в модуле обеспечивает также возможность расположения устройств измерения температуры соответственно их измерительных вершин, на таком небольшом расстоянии друг от друга, например 10 мм, что возможно контролирование без пропусков охлажденной и затвердевшей заготовки в кристаллизаторе относительно образования продольных трещин и раннего распознавания прорывов по всей ширине заготовки за счет оценки измеряемого распределения температуры. В целом, за счет свободного позиционирования устройств измерения температуры уменьшаются до минимума отклонения результатов измерения и тем самым значительно увеличивается информативность измерения.
Затем при окончательном монтаже кристаллизатора конструктивный блок, включая устройства измерения температуры, необходимо лишь закрепить в виде единого целого в стенке или на стенке. Поэтому расходы на установку устройств измерения температуры, в частности, при окончательном монтаже кристаллизатора ограничиваются до минимума.
Модуль имеет выемку, называемую в последующем выемкой для устройства измерения температуры, для размещения одного устройства измерения температуры. При этом устройство измерения температуры расположено в выемке для устройства измерения температуры так, что его измерительная вершина, соответственно его измерительные вершины находятся в контакте с основанием или стенкой выемки.
Устройство измерения температуры выполнено в виде волоконно-оптического датчика температуры, при этом он выполняет измерение с помощью способа OTDR или способа FBG. Волоконно-оптические датчики температуры очень тонкие; это имеет то преимущество, что можно располагать много мест измерения температуры вблизи друг друга, без взаимных влияний и искажений их сигналов, соответственно результатов измерения.
С целью надежного измерения плотности теплового потока устройства измерения температуры расположены в модуле попарно, при этом оба устройства измерения температуры, в частности термоэлементы одной пары, предпочтительно выступают на различную глубину в модуль, соответственно в кристаллизатор. В соответствии с этим, выемки для устройств измерения температуры выполнены в модуле различно глубокими.
Согласно первому варианту выполнения изобретения, стенка кристаллизатора имеет выемку для размещения конструктивного блока. При этом необходимо обеспечивать возможно более оптимальный перенос тепла между конструктивным блоком и материалом кристаллизатора. Для этого, с одной стороны, важно, чтобы глубина выемки была согласована с глубиной, соответственно высотой модуля, и, в частности, между основанием или стенкой выемки в кристаллизаторе и поверхностью модуля, соответственно измерительными вершинами измерительных устройств обеспечивался возможно более хороший контакт по большой поверхности с целью достижения оптимального переноса тепла между модулем и стенкой кристаллизатора. Перенос тепла можно улучшать, например, за счет теплопроводной пасты, которая, однако, должна выдерживать высокие температуры, которые могут возникать в кристаллизаторе во время разливки.
Конструктивный блок встраивается, например, с холодной стороны в стенку кристаллизатора, соответственно монтируется на стенке. Для того чтобы конструктивный элемент не оказывал отрицательного влияния на поток охлаждающего средства в каналах охлаждения стенки кристаллизатора, конструктивный блок в этом случае монтируется между двумя соседними каналами охлаждения.
В качестве альтернативного решения выемка для конструктивного блока выполнена в виде бокового, предпочтительно горизонтального отверстия в стенке кристаллизатора между его горячей стороной и основанием каналов охлаждения.
Для возможно меньшего влияния на поток тепла в стенке кристаллизатора выемку после установки конструктивного блока снова закрывают с помощью пластинчатой крышки предпочтительно заподлицо с наружной поверхностью стенки кристаллизатора. В этом случае поток тепла возможен также через крышку.
Модуль, соответственно конструктивный блок и выемка в холодной стороне, соответственно на холодной стороне кристаллизатора предпочтительно выполняются ступенчато в направлении толщины стенки кристаллизатора, то есть поперек направления разливки, соответственно от холодной к горячей стороне. Ступени предпочтительно обеспечивают стабилизацию модуля, соответственно конструктивного блока в кристаллизаторе относительно опрокидывания.
Выемки для устройств измерения температуры в модуле могут быть выполнены, например, в виде отверстия (ступенчатого или неступенчатого) или в виде канавки на краю модуля. Выполнение в виде канавки имеет то преимущество, что, в частности, также измерительная вершина устройства измерения температуры доступна при установке в модуль, соответственно в канавку, и можно обеспечивать контакт измерительной вершины с основанием, соответственно дном выемки для устройства измерения температуры. При применении термоэлементов их измерительные вершины предпочтительно спаяны с основанием канавок с целью гарантирования оптимального контакта и переноса тепла, а также точного позиционирования.
Устройства измерения температуры фиксируются в выемках для устройств измерения температуры. Фиксацию можно осуществлять за счет вклеивания или зажимания устройств измерения температуры в соответствующих выемках. Для вклеивания предпочтительно применяется высокотеплостойкая смола, например смола для тензорезисторов (DMS). В качестве альтернативного решения устройство измерения температуры можно также зажимать в выемке для устройства измерения температуры, в случае термоэлементов, например, с помощью кольцеобразного конусного винта. При этом в выемке для устройства измерения температуры необходимо предусматривать резьбу с имеющим форму конуса сбегом. Термоэлемент направляется с помощью кольцеобразного конуса, предпочтительно из меди, с наружной резьбой. Этот конус, соответственно конусный винт зажимает неподвижно термоэлемент при ввинчивании и одновременно прижимает его к основанию отверстия за счет направления ввинчивания.
Предпочтительно, модуль и его выемки, соответственно отверстия для термоэлементов выполняются посредством обработки электроэрозионным методом. Для этого особенно пригодна указанная форма прямоугольного параллелепипеда, соответственно ступенчатая форма прямоугольного параллелепипеда. Способ изготовления посредством электроэрозионной обработки обеспечивает то преимущество, что предотвращается образование заусенцев и конусности отверстий при одновременном очень точном выдерживании, соответственно реализации желаемой глубины отверстий. За счет одноразового крепления конструктивного элемента при электроэрозионной обработке для изготовления большого количества отверстий можно ограничивать стоимость электроэрозионной обработки.
Для обеспечения оптимального переноса тепла предпочтительно выполнять модуль из того же материала, что и сам кристаллизатор.
Для улучшения обзорности прохождения кабелей, в частности соединительных кабелей термоэлементов на модуле, целесообразно применять на модуле центральный штекер для соединительных кабелей термоэлементов. Такой центральный штекер может быть выполнен в виде многополюсного штекерного соединения или же в виде мультиплексора. В качестве альтернативного решения центральный штекер может быть также выполнен в виде интерфейса шины, соответственно модуля шины, например модуля полевой шины. В этом случае центральный штекер может преобразовывать сигналы термоэлементов в формат шины. Одновременно интерфейс шины, соответственно модуль шины должен также обеспечивать преобразование в противоположном направлении, то есть из формата шины в формат исполнительного сигнала. При применении нескольких конструктивных блоков может быть целесообразным соединять центральные штекеры на отдельных конструктивных блоках с вышестоящим центральным штекером. При такой конфигурации соединения как центральные штекеры, так и вышестоящий центральный штекер выполнены в виде интерфейсов шины.
Через центральные штекеры, при необходимости с промежуточным включением вышестоящего центрального штекера, можно соединять термоэлементы с подходящим устройством оценки или регулировочным устройством.
К описанию прилагается в целом 6 фигур, при этом на них изображено:
фиг.1 - холодная сторона кристаллизатора с выемкой, соответственно с конструктивным блоком: а) на виде сверху, b) на виде сбоку, с) на виде спереди;
фиг.2 - первый пример выполнения конструктивного блока согласно изобретению, в трех различных проекциях;
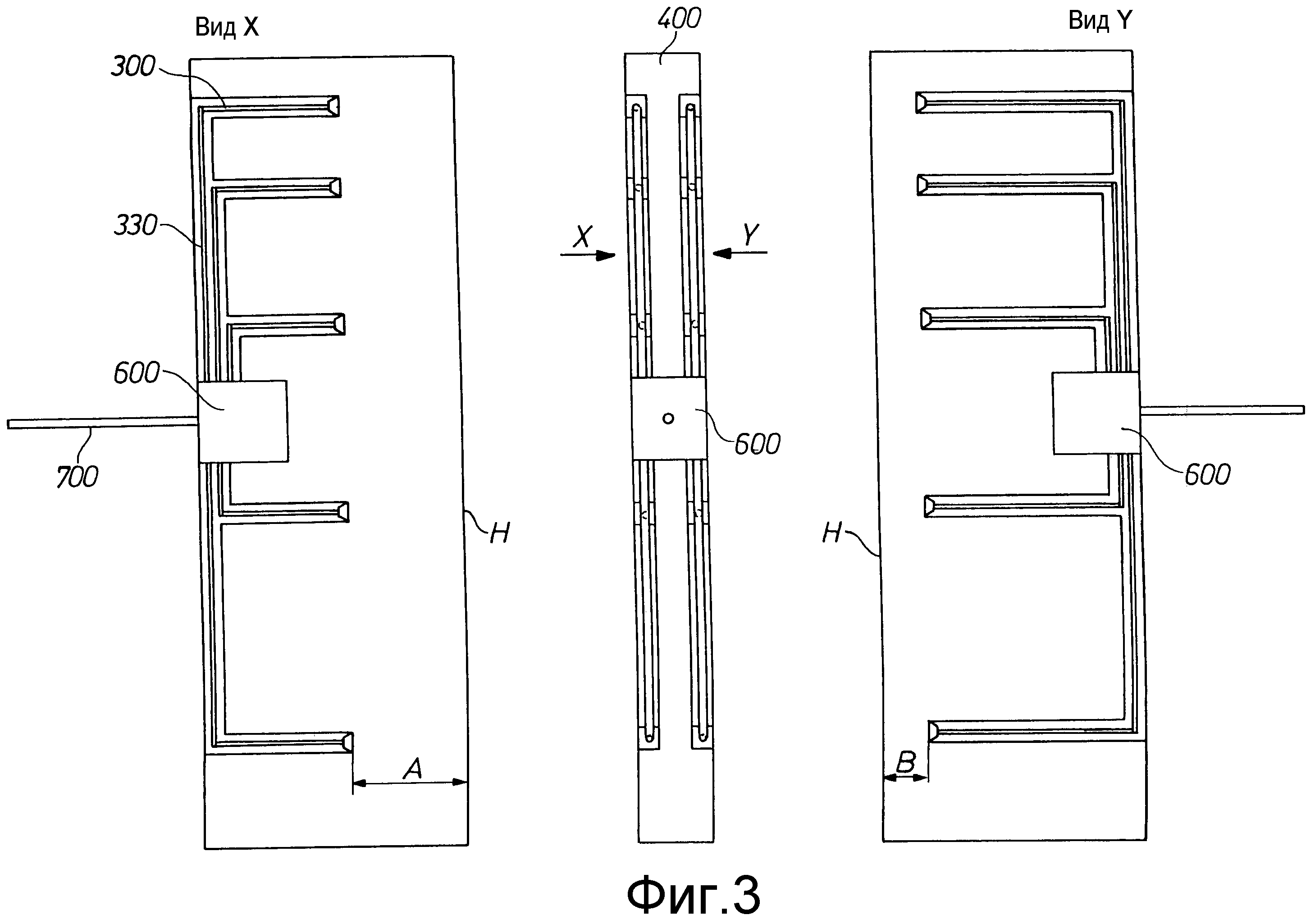
фиг.3 - первый пример выполнения конструктивного блока согласно изобретению, в варианте выполнения с центральным штекером;
фиг.4 - второй пример выполнения (ступенчатый) конструктивного блока согласно изобретению;
фиг.5 - кристаллизатор для круглой, прямоугольной и квадратной заготовки; и
фиг.6 - кристаллизатор для заготовки в виде балки.
Ниже приводится подробное описание изобретения со ссылками на указанные выше чертежи примеров выполнения. На всех фигурах одинаковые элементы обозначены одинаковыми позициями.
На фиг.1,а показана холодная сторона кристаллизатора, точнее боковая стенка 100 кристаллизатора на виде сверху. Показаны проходящие вертикально охлаждающие каналы 200, а также между охлаждающими каналами выемки 120, 120' для конструктивных блоков 500 и 500'. Выемки 120 и тем самым также возможно встроенные в них конструктивные блоки 500, соответственно 500' расположены между двумя соседними охлаждающими каналами. Модули 500 и 500' изображены на фиг.1,а с различной длиной. Это показывает, что конструктивные блоки могут быть предусмотрены с различным количеством термоэлементов в одной и той же стенке 100 кристаллизатора.
На фиг.1,b показана в разрезе стенка 100 кристаллизатора согласно фиг.1,а, в направлении разливки. Показаны выемка 120' для конструктивного блока и охлаждающий канал 200. Дно выемки 120 доходит очень близко до горячей стороны Н стенки 100 кристаллизатора. Тем самым обеспечивается измерение с помощью термоэлементов действительного распределения температуры вблизи горячей стороны Н кристаллизатора возможно более реалистичным образом.
На фиг.1,с показано поперечное сечение стенки 100 кристаллизатора согласно фиг.1,а, поперек направления разливки. На этой фигуре наглядно показаны различные поперечные сечения выемок 120 в глубине стенки 100 кристаллизатора, а именно чисто в форме прямоугольного параллелепипеда, без ступенек, согласно первому примеру выполнения выемки 120, или со ступеньками, согласно второму примеру выполнения. При наличии ступенчатости S ширина выемки 120' соответственно конструктивного блока 500' сужается в зоне большей глубины. На основании этой ступенчатости достигается более высокая жесткость конструктивного блока при установке в выемку.
На фиг.2 показан пример выполнения конструктивного блока 500. Можно видеть, что выемки 420 для термоэлементов 300 выполнены в модуле 400 в качестве примера в виде канавок на боковых стенках модуля. Выполнение канавок на боковых стенках модуля обеспечивает то преимущество, что термоэлементы после введения в канавки являются доступными; в частности можно при этом выполнении припаивать измерительную вершину 310 термоэлементов 300 к основанию канавки. Кроме того, на фиг.2 показано, что термоэлементы расположены попарно напротив друг друга. Составляющие такую пару термоэлементы выступают на различную глубину в модуль, как следует из сравнения расстояний А и В между измерительными вершинами термоэлементов и расположенными на горячей стороне ограничениями Н' модулей. Эти различные расстояния А и В требуются для надежного расчета плотности теплового потока в стенке кристаллизатора.
На фиг.3 показан первый пример выполнения модуля, соответственно конструктивного блока, согласно фиг.2, с дополнением центрального штекера 600 на модуле 400. Центральный штекер 600 предназначен для соединения в пучок всех соединительных кабелей 330 термоэлементов 300 на модуле. Он обеспечивает возможность передачи всех сигналов термоэлементов через предпочтительно лишь один, но, возможно, многожильный выходной кабель 700. Для этой цели центральный штекер может быть выполнен, например, в виде четырехполюсного штекера. В качестве альтернативного решения штекер может быть также выполнен в виде мультиплексора. В другом альтернативном решении центральный штекер может быть также выполнен в виде интерфейса шины, а кабель 700 может быть выполнен в виде проводника шины. Интерфейс шины, называемый также модулем шины, выполнен в этом случае для преобразования сигналов термоэлементов в формат, соответственно протокол соответствующей применяемой шины.
На фиг.4 показан второй пример выполнения модуля согласно изобретению, в данном случае со ступенчатым выполнением. Ступенька показана на фиг.4 в виде вертикальных линий, частично сплошных, частично штриховых, и обозначена позицией S. Особенно наглядно ступенька показана на фиг.1,а.
На фиг.5 показана измерительная система кристаллизатора для заготовки с круглым, прямоугольным или квадратным поперечным сечением.
На фиг.6 показана измерительная система для заготовки в виде балки.
Перечень позиций:
100. Стенка кристаллизатора
120. Выемка для конструктивного блока 500
120'. Выемка для конструктивного блока 500'
200. Канал охлаждения
300. Термоэлемент
330. Соединительный кабель термоэлемента
400. Модуль
420. Выемка для термоэлемента
500. Конструктивный блок согласно первому примеру выполнения
500'. Конструктивный блок согласно второму примеру выполнения
600. Центральный штекер
700. Выходной кабель
А, В. Расстояния
S. Ступенька.
Реферат
Изобретение относится к металлургии. Кристаллизатор содержит множество устройств (300) измерения температуры, которые расположены в стенке кристаллизатора. Для упрощения установки множества устройств измерения температуры в стенке и для повышения надежности их результатов измерения устройства (300) измерения температуры позиционируют в модуле (400) неподвижно относительно друг друга. Устройства (300) измерения температуры образуют вместе с модулем (400) конструктивный блок (500). Конструктивный блок (500) монтируется предварительно перед установкой кристаллизатора. Конструктивный блок (500) закрепляется в стенке или на стенке кристаллизатора. Обеспечивается повышение надежности и информативности получаемых измерений. 11 з.п. ф-лы, 6 ил.
Комментарии