Установка для изготовления литейных полуформ в опоках - SU934898A3
Код документа: SU934898A3
Чертежи



Описание
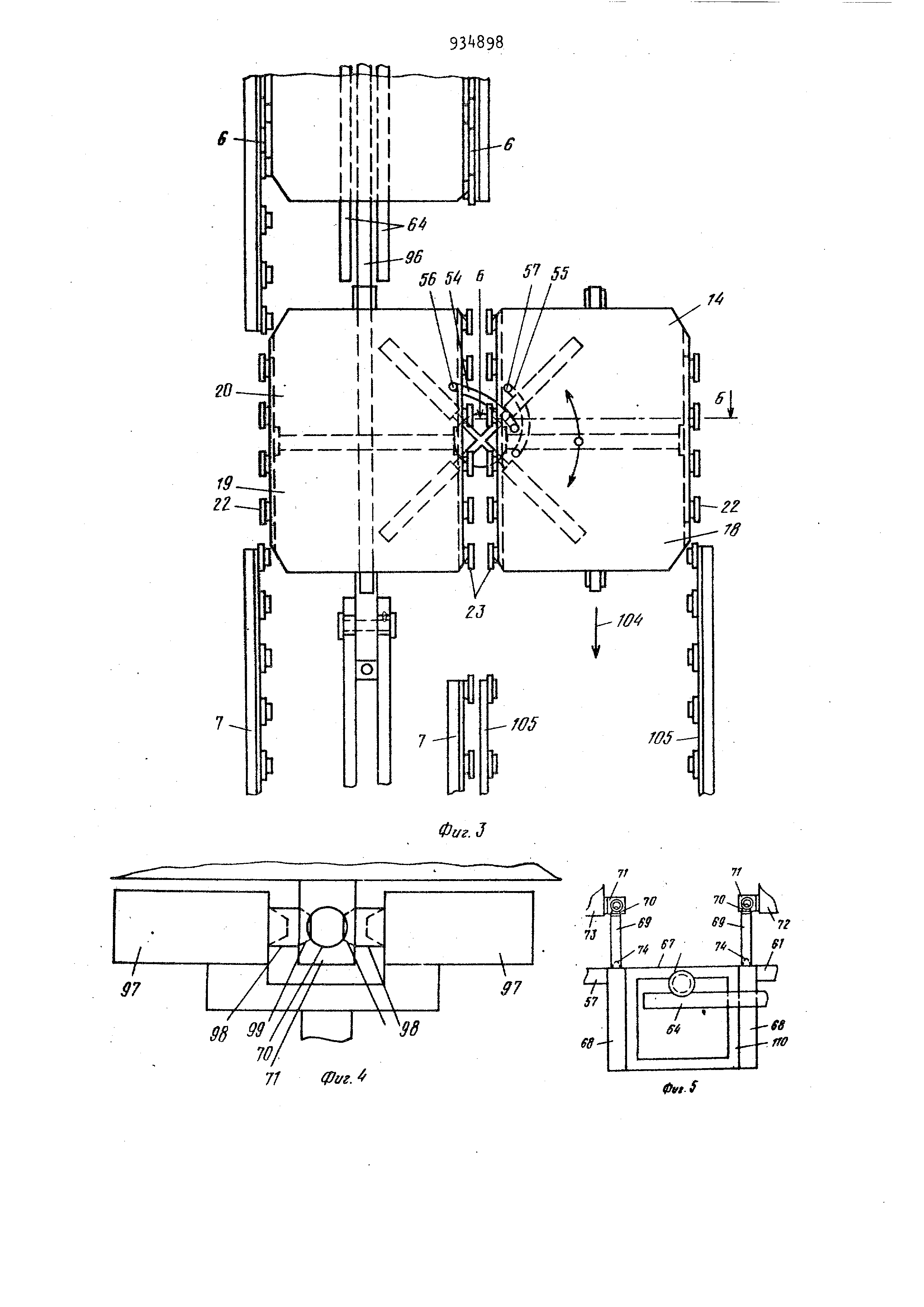
комплекта с транспортировочным устройством; на фиг. 6 - вид Д на фиг. 1; на фиг. 7 - сдвигающее устройство; на фиг. 8 - сечение Б-Б на фиг. 3Установка содержит формовочный агрегат 1, перемещающее устройство 2 для опок или половин литейных фор перемещающее устройство 3 для модел ных комплектов, транспортное средctBO Ц, соединяющее перемещающие ус ройства 1 и 6 с формовочным агрегатом 1, транспортное средство 5. рол ганги В и 7 причем транспортное средство 5 и рольганги 6 и 7 расположены параллельно транспортному средству Ц. Установка имеет стационарное устройство 8 для заполнения формовочным песком. Выполненное как подъемное и поворотное устройство п ремещающее устройство 2 имеет установленные на консольных парах 9 и 10 зижимные приспособления 11 и 12. Модельный комплект 13 находится на опорной поверхности 1 поворотного стола 15. Перемещающее устройство 2 вместе с его приводом 16, поворотным столом 15 имеют в качестве опор общий фундамент 17- В то время как половина 18 поворотного стола 15 им ет на своей опорной поверхносйти модельный комплект 13, на диаметрально расположенной половине 19 стола с опорной поверхностью 20 находится модельный комплект 21. Половина 18 стола имеет комплекты роликов 22 и 23. Подъемное устройство 2 состоит из шарнирно установленного рычага 25 и соединенного с ним цилиндра 26, который опирается на сое диненную с поворотной колонной 27 консоль 28, через закрепленный на рычаге 25 ролик 29. Половина 18 сто ла имеет кулачок 30, а половина 19 стола - кулачок 31. Зажимное приспособление 32 опирается на стационарную консоль 33- Пара З зажимных рыча.гов при помощи зажимных поверхностей 35 в позиции Зб зажима може удерживать половину 18 стола кулачком 30. Толкатель 37 состоит из редуктор ного двигателя 38, установленного н фундаменте 39. приводного кривошипа 0, шатуна А1, соединенного с ни поворотного рычага Ц2, который с од ной стороны соединен с консолью 43, установленной на фундаменте t, а с другой стороны - с толкающей штангой 5- На верхнем конце 6 поворотного рычага 42 закреплен цилиндр 7, шток 48 которого в позиции 49 в выдвинутом положении 50 через ролик 51, касается конца 52 толкающей штанги 53Половина 19 стола соединена через управляющий вентиль (не показан) с вакуумным трубопроводом 5. Половина 18 стола соединена через другой управляющий вентиль (не показан) с другим вакуумным трубопроводом 55- Опорные поверхности 20 и 14 предпочтительно выполняются как шлифованные плоские поверхности без углублений. Транспортировочное устройство 5б (см. фиг. 1-4) состоит из рабочего цилиндра 57} опирающегося через консоль 58 на дно 59, тележки 60, которая соединена как с рабочим цилиндром 57, так и через соединительную тягу 61 с тележкой б2. Тележка 60 может перемещаться на роликах 63 по рельсам 64 из позиции б5 в позицию 66. Тележка 60 состоит из средней части 67 с установленными на ней роликами 63 и жестко соединенными по обеим сторонам рабочими цилиндрами 68. Штоки б9 рабочих цилиндров 68 могут входить в зацепление с коническими отверстиями 70 пластин 71 сцепления модельных комплектов 72 и 73 и удерживать их. Путем переключения рабочих цилиндров 68 штоки б9 могут быть возвращены назад в позицию 74, в которой штоки б9 освобождают модельные комплекты 72 .и 73- Рабочие цилиндры 75 и 76 тележки 62 cootBeTCTвуют исполнению рабочих цилиндров 68 тележки 60. Рабочие цилиндры 77 и 78 могут удерживать модельные комплекты , если они находятся в позициях 79 и 80 на рольганге 7Работа установки осуществляется следующим образом. На транспортном средстве 5 в позиции 81 устанавливают опоку 82. Зажимные приспособления 12 и 11 переключаются и захватывают опоку 82 и соответственно половину 83 литейной формы. Перемещающее устройство 2 поднимает опоку 82 с транспортного средства 5 в позицию 84 или соответственно половину 83 литейной формы от модельного комплекта 13 в позицию 85. Одновременно переключается цилиндр 47. Шток 48 смещается в позицию 86, и толкающая штанга 53 вcлeдctвиe ее собственного веса onv jкается из позиции 87 в позицию 88. После прохождения частичного пути ремещающим устройством 2 зажимно приспособление 32 переключается, пара 3 зажимных рычагов перемещае ся из позиции 89 в позицию 90 и ос бождает кулачок 30 половины 18 сто Затем приводом 16 приводят в движе ние перемещающее устройство 2, кот рое поворачивается на половину обо та в направлении стрелки 91 так, что половина 83 литой формы оказыва ется над транспортным средством 5, а опока 82- над поворотным столом Приводом 92 поворотный стол 15 пово чивают на половину оборота в направлении стрелки 93- Модельный комплект 13 попадает в позицию 9 модельный комплект 21 - в позицию 95 Устройство 2 переключается на истечение среды и опускает половину 82 литой формы на транспортное средство 5 и опоку 82 - на модельный комп лект 21. Цилиндр 47 также переключается , его шток 48 движется в позицию 50, и толкающая штанга 53 под нимается из позиции 88 в позицию 87, после чего включается сцепление 9б путем переключения цилиндра 97 и вхождения штоков 98 в зацепление с отверстиями 99 пластины 71 сцепления . Путем переключения вакуумного трубопровода 54 половины 19 стола на атмосферное давление присасывающее действие опорной поверхности 20,оказываемое на модельный компле 21,прекращается. Зажимные приспособления 12 и 11 переключаются и освобождают опоку 82 и соответственно половину 83 литейной формы. Подъемное устройство половины 19 стола, которое выполнено идентично подъемному устройству 24 половины 18 стола, переключается и поднимает рольганг половины 19 стола, так что они поднимают модельный комплект 21 от опорной поверхности 20. Зажимное приспособление 32 переключается таким образом, что пара 34 зажимных рычагов перемещается из позиции 90 в позицию 89 и удерживает кулачок 31 половины 19 стола в позиции 95Путем переключения на сжатый воздух перемещающее устройство 2 поднимается. Из устройства 8 формовочный материал засыпают в опоку 82. В то время, как пустые опоки И половина литой формы перемещаются дальше на транспортном средстве 5 на одно деление в направлении стрелок 100 и 101, приводится в движение толкатель 37- Редукторный двигатель 39 поворачиваясь на половину оборота из позиции 102 в позицию 1031 смещает- модельный комплект 21 в направлении 104 стрелки через рольганг 105 в формовочный агрегат 1. После осуществления уплотнения формовочного материала редукторный двигатель 39 вновь приводится в движение и смещает приводной кривошип 40 из позиции 103 в позицию 102 и тем самым модельный комплект 21.с находящейся на нем половиной литой формы возвращается назад в позицию 95Подъемное устройство половины 19 стола переключается и опускает модельный комплект 21 с половиной литой формы на опорную поверхность 20. Путем переключения перемещающее устройство 2 опускается в позицию, представленную на фиг. 2, Вакуумный трубопровод 54 переключают на вакуум. Сцепление 9б расцепляется. Тем самым технологическая операция изготовления половины литейной формы закончена. Если с находящихся в работе модельных комплектов 13 и 21 сделано требуемое количество половин литейных форм, смена модельных комплектов производится следующим образом. Если модельный комплект 21 повернут в позицию 94, рабочий цилиндр 75 переключается и его шток входит в зацепление с пластиной сцепления модельного комплекта. Вакуумный трубопровод 54 переключается на атмосферное давление. Подъемное устройство половины 19 стола поднимается путем переключения и поднимает модельный комплект 21 от опорной поверхности 20. Рабочие цилиндры 106 и 107 одновременно переключаются и освобождают модельный комплект 108 и 109- Затем рабочий цилиндр 57 переключается и перемещает тележку 60 из позиции 65 в позицию 66 и тележку 62 из позиции 110 в позицию 111. Вследствие, этого модельный комлпект 21 перемещается от половины 19 стола, в позицию 79, модельный комплект 108 - на половину 19 стола, а модельный комплект 109 - в позицию 112. Рабочий
цилиндр 106 или 77 переключается и удерживает модельный комплект 108 ил 21 в позиции 112 или 79- Подъемное устройстве половины 19 стола переключается и опускает модельный комплект 108 на опорную поверхность 20. Рабочие цилиндры 68 или 75 тележки 60 или 62 переключаются, штоки 69 сцепления перемещаются в позицию . Затем рабочий цилиндр 57 переключается и смещает тележку 60 из позиции 66 в позицию 65 или тележку б2 из позиции 111 в позицию 110. При изготовлении дальнейшей половины литейной формы процесс повторяется .
Предложенная установка позволяет при использовании формовочного агрегата с одной технологической позицией и двух модельных комплектов попеременно изготовлять половины литейных форм в виде верхних и нижних частей , т.е. целые литейные формы. Установка позволяет проверять каждый из модельных комплектов после изготовления соответствующей формы во время остановки поворотного стола, накладывать наружные холодильники. Смена изъятых из работы модельных комплектов на другие модельные комплекты осуществляется без затруднений .
Формула изобретения
Установка для изготовления литейных полуформ в опоках, содержащая формовочную машину с дозатором для заполнения опоки формовочной смесью,
механизм для сборки модельных комплектов с опокой и транспортировочные средства для подачи и отвода опок, отличающаяся тем, что, с целью повышения производительности и сокращения количества модельных комплектов, механизм для сборки модельных комплектов с опокой выполнен в виде, двух двухпозиционных поворотных столов, установленных
рядом, один из которых имеет привод для возвратно-поступательного перемещения в вертикальном направлении и расположен над поворотным столом с совмещением вертикальных осей
одной из его позиций с позицией другого стола.
Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 9-28330,
кл. 11 А 232, опублик.
са



Реферат
Формула
Комментарии