Многопозиционная формовочная машина для изготовления литейных форм - SU741784A3
Код документа: SU741784A3
Чертежи



Описание
няя часть основной колонны 6, которая выполнена в виде вращающегося тела 10, имеет в опоре 5 прилежающий к кольцевым плечикам 11 кольцевой подшипник 12, с помощью которого она Фиксируется в вертикальном направлении .
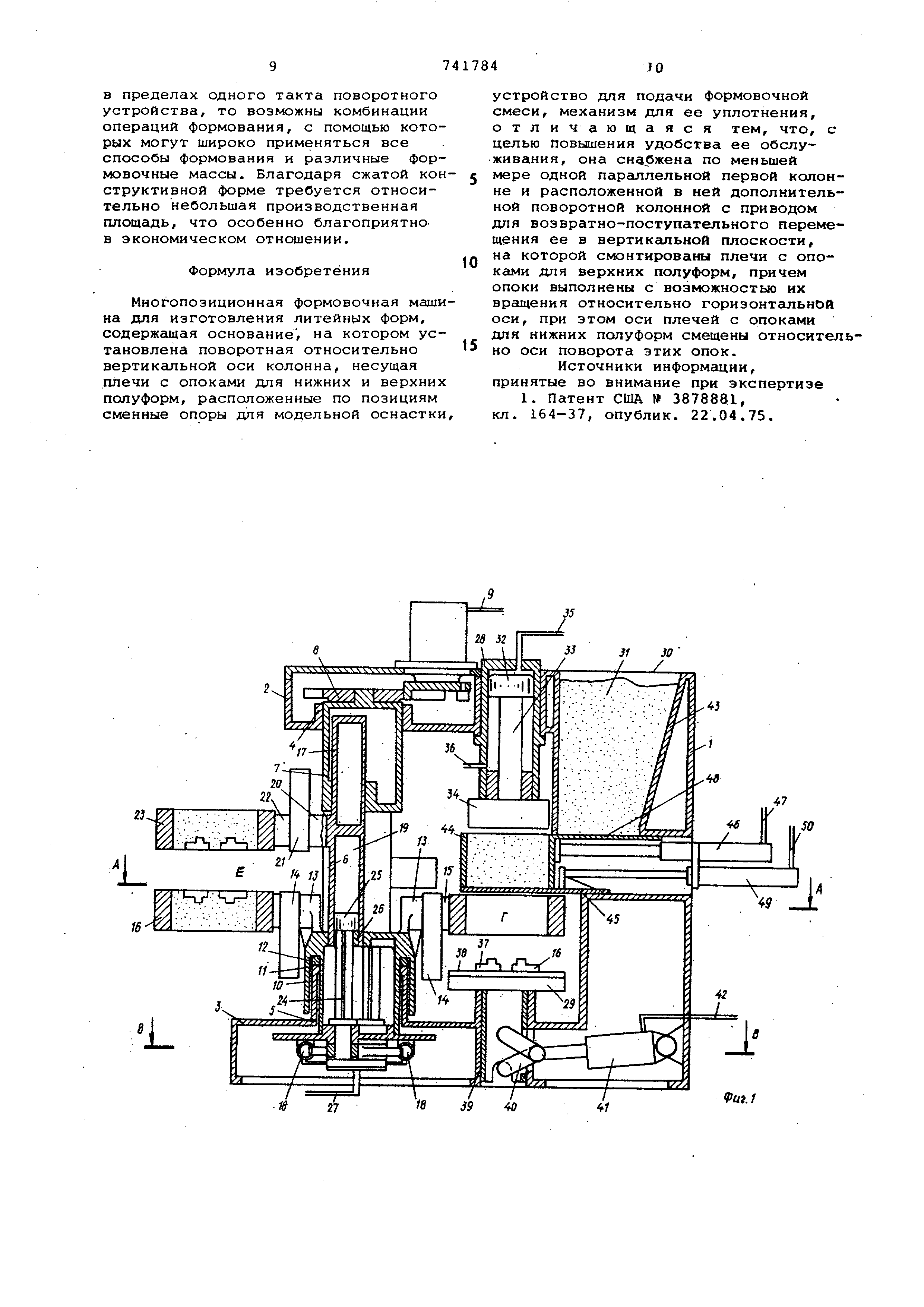
На вращающемся теле 10 диаметрально установлены поворотные опоры 13 кгикдая и соответствующим приводом 14, например гидравлическим или пневматическим noBOpOTHtfivi двигателем, которые .служат для приема при поворотного плеча 15, нижней опоки 16, причем ось вргицения опоки пересекает точку пересечения пространственных диагоналей четырехугольного полого пространства опоки 16 и смещена относительно оси вращения поворотной опоры 13, причем ось вращения поворотной опоры 13 может проходить как вертикально-, так и наклонно к оси колонны. Путем смещения оси вращения достигается то, что после или вовремя прохождения колонной 6 участка поворота опока 16 может быть повернута вокруг горизонтальной оси на с П9мосцью привода 14 непрерывно или с промежуточной остановкой в положении одной из позиций машины. В основной колонне 6 находятся диаметрально противоположные и параллельные оси колонны две поворотные колонны 17, приводимые приводом is по отдельности или совместно. Поворотные колонны 17 имеют гидравлически (пневматически) приводимый цилиндр 19 с радиально установленной поворотной опорой 20; они оснащены вращающим приспособлением 21 и поворотным плечом 22 f несущим верхнкно опоку 23. Ось вращения олОКИ 23, проходящая через точку пересечения пространственных даат онгшей прямо угольной полости опоки 23, находится на одярй прямой линии с осью вращения поворотной опоры 20, которая может проходить как перпендикулярно, так и наклонно к оси поворотных ко лонн 17. Вставленный в цилиндр 19 поршневой шток 24 с поршнем 25 жестко соединен с поворотной колонной 17, однако подвижен в осевом направлении . Для этого служит охватывакздая порйневой шток 24 захватывающая (поводковая ) втулка 26, с помощью которой поворотная крлонна 17 направляется на поршневом штоке 24 с возможностью продольного смещения и может нфдниматься и опускаться с помощью напорной среды, подаваемой через поршневой шток по трубопроводу 27. Высота псдьема соответствует необходимой для сборки литейных форм высоте .
Вместо установленных осепараллельно , эксцентрично к оси колонны поворс )тных колонн 17 могут быть использованы такие колонны,которые имеют про
ходящие коаксиально к оси колонны направляющие , снабженные несущими опоку поворотными плечами,и приводикые поворотным приспособлением, перемещаемые по отдельности или совместно по отношению к поворотному движению колонны . Смещения поворотных осей опоки и поворотной опоры при этом не требуется.
На позиции Г для опок 16 и 23 в формовочной машине находится формовочное устройство с прессующим цилиндром 28, держателем 29 модели и дозирующим устройством 30 для формовочной массы 31. В прессующий цилиндр 28 вставлен прессующий поршень 32, поршневой шток 33 которого несет прессующую плиту 34, причем размеры йоверхности последней соответствуют размерам полости опок 16 и 23. Прессующий цилиндр 28, например, закреплен в корпусе 1 с возможностью разъема; вместо прессующего цилиндра 28 может быть применено соответствующее формовочной- массе и способу уплотнения уплотнякнцее приспособление, например вибрационный агрегат. Прессующий поршень 32 может подниматься и опускаться с помощью .напорной среды, подаваемой по трубопроводу 35 и 36.
На держателе 29 модели установлена оснащенная моделями 37 модельная плита 38, которая соединена с возможностью замены с модельным держателем 29, установленньи в опорном отверстии 39 корпуса 1 с возможностью подъема и опускания. Для приведения в действие модельного держателя 29 служит подъемное приспособление, например коленчато-рычажное приспособление 40 с поршневым приводом 41, который может приводиться в действие с помощью напорной среды, подаваемой по трубопроводу 42.
Сбоку прессущего цилиндра 28 позиции Г установлено дозирующее устройство 30. Оно состоит из бункера 43 для формовочной массы, дозирующего резервуара 44 и запорного шибера 45, перекрывакнцего нижнее отверстие. дозирукицего резервуара 44. Дозирующи резервуар 44 имеет привод 46, который приводится в действие с помощью пневматической или гидравлической напорной среды, подаваемой по трубопроводу 47. От привода 46 дозирующий резервуар 44 перемещается от нижнего отверстия бункера в положение над опокой 16, в то время как соединенный с дозирующим резервуаром 44 тяговый шибер 48 закрывает нижнее отверстие бункера. Запорный шибер 45 вставлен в горизонтальные направляющие и соединен с установленным на корпусе 1, нагружаемым пневматически или гидравлически поршневым приводом 49, 1 :оторый может приводиться в действие с помощью напорной среды, подаваемой по трубопроводу 50.
В качестве формовочной массы 31 может применяться обычная формовочная смесь. Однако можно использовать другие формовочные массы, например холоднотвердеющие смеси. Можно использовать также различные способы формования , причем в зависимости от исполнения поворотных плечей или опок могут быть изготовлены безопочные литейные формы или опочные литейные формы. Можно выполнять опоки со сменными вставными рамами.
На фиг. 2, 3 и 4 изображена предложенная формовочная машина при различных операциях формования,. причем на фиг. 2 показана операция формования , в которой поддерживаемая модельным держателем 29 модельная плита 38 поднята до прилегания к опоке 16, а запорный шибер 45 под действием поршневого привода 49 освобождает нижнее отверстие дозирующего резервуара 44, благодаря чему формовочная масса 31 выгружается в опоку 16.
На фиг. 3 показана операция формования , при которой прессующая сторона прессующего поршня 32 загружается на порной средой по трубопроводу 35, блаблагодаря чему прессующая плита 34 направляется к половине литейной формы 51 и уплотняет ее.
На фиг. 4 показана операция формования с поддерживаемой с помощью опоки 16, окончательно сформованной половинкой литейной формы 51. Модельный держатель 29 опускается под действием коленчато-рычажного приспособления 40 и прессующая плита 34 посредством нагружения напорной средой прессующего цилиндра 28 по трубопроводу 36 поднимается прессующим поршнем 32, в то время как дозирующий резервуар 44 с помощью привода 46 перемещается в обратное положение. В указанном положении дозирующий резервуар находится под нижним отверстием бункера 43 для формовочного материала , т. е. в своем положении заполнения , и может заполняться формовочной массой 31. При этом запорный шибер 45 образует нижний запор дозирукицего резервуара 44. Количество материала, рассчитывается соответственно формовочной массе, оптимально необходимой для изготовления половинки литейной формы. Промежуточные количества формовочной массы можно получать путем варьирования по времени приведения В действие запорного шибера 45.
На фиг. 6 показана формовочная машина со сборочной позицией, передаточным приспособлением и транспортным устройством 52. На позиции сборки опока 23с окончательно сформованной верхней частью литейной формы поворачивается в положение над опокой 16 с окончательно сформованной нижней частью литейной формы, и обе опоки совмещаются друг с другом. Под . опоками 16 и 23по центру установлен выталкивающий цилиндр 53, который закреплен с возможностью разъема в приемном приспособлении 54 корпуса 1. 5 В выталкивакяцем цилиндре 53 расположен снабженный выталкивающей плитой 55 пневматически или гидравлически приводимый поршень 56 с возможностью продольного перемещения, который наQ гружается подаваемой по трубопроводу 57 напорной средой. С помощью соединенной с поршнем 56 выталкивающей плиты 55 готовая литейная форма может выдвигаться из опок 16 и 23 и выводиться в положение выталкивания
5 58, в котором она с помощью передаточного приспособления может передаваться по направляющей шине на устройство 52. Это устройство непосредственно или косвенно может быть соединено с участком заливки (разливки) для литейных форм. Передаточное приспособление оснащено неподвижно установлен ным цилиндром 59 с вставленным в него поршневым штоком 60 и при-во5 дится в действие с помощью напорной среды, подаваемой по трубопроводу 61. Наружный конец поршневого штока 60 имеет захватывающий элемент 62, который охватывает литейную форму. Вместо указанного передаточного приспособления может быть использовано механически или электрически воздействующее Приспособление.
Сменное устройство 63 для модельных плит снабжено поршневым приводом 64, который приводится в действие с помощью напорной среды, подаваемой по трубопроводу 65. Сменное устройство 63 может быть выполнено также в
п другом варианте, например, с электромеханическим приводом. Благодаря возможным комбинациям операций формования всегда применяется лишь небольшое количество модельных плит, что существенно влияет на выполнение
сменного устройства 63.
На фиг. 5 показано устройство с четырьмя формовочными позициями Г, Д, Е, Ж. и опоками 16 или 23. Коли;чество позиций и соответствующих
опок может быть увеличено или уменьшено .
Устройство (компановка) позиций также может бить варьирована. Две поворотные колонны 17, вставленные
5- в верхнюю часть 7 основной колонны
6 или во вращаемое тело 10, располо . жены эксцентрично к оси основной колонны 6 и на биссектрисе системы координат , образованной позициями машины.
На фиг. 7 показан выполненный в качестве гидравлического или пневматического поворотного двигателя привод 18, который служит для. перемещения поршневого штока 24 и тем
с.амым поворотных колонн 17, При этом поршневой шток 24 соединен с поворотным сегментом 66, наружный дугообразный край которого выполнен зубчатым . Зубчатый дугообразный край сегмента входит в зубчатую рейку поршневого штока 67, с помощью которого поворотный сегмент 66 нагружается напорной средой по трубопроводам 68.
Трубопроводы 68 присоединены к связанной с основной колонной 6 с возможностью вращения управляющей плите 69, которая соединена с трубопроводом 27. Поршневой шток 24 no-i .воротных колонн 17, привод 18 и соединительные части управляющей плиты 69 опираются на опорную плиту 70. Схематически изображенные на фиг. 1 привод 14 и вращающее приспособление 21 могут быть выполнены в виде гидравлических или пневматических поворотных двигателей. Для управления описываемой формовочной машиной предусмотрена центральная управляющая установка, с которой соединены все трубопроводы Непосредственно или косвенно.
Принцип действия машины описывается при принятии исходного положения (см. фиг. 5), при котором в позицию г повернута опока 16 для нижней част литейной формы, в позицию Д - опока 23 для верхней части литейной формы, в позицию Е - снова опока 16 для нижней части литейной формы и в позидию Ж - опока 23 дпя верхней части литей ной формы. В этом исходном положении с центральной управляющей установки посылается импульс, приводящий в действие привод 41, который через коленчато-рычажное приспособление 40 перемещает модельный держатель 29 с установленными на модельной плите Э8 моделями 37 до прилегания к опоке 16 (см..фиг. 2). Затем путем ограниченного по времени приведения $ действие привода 49 запорный шибер 4 перемещается от нижнего отверстия дозирующего резервуара 44; отверстие освобождается,благодаря чему формовочная масса 31 в дозированном количестве выгружается в опоку 16.
После выгрузки формовочной массы 31 путем приведений в действие прессущего поршня 32 осуществляется уплртнение формовочной масбы в опоке 1 ( см. фиг. 3) в завйсимостк от уп- равления операцией перемещения дозирующего резервуара 44 соответственно необходикюму количеству формовочной массы.31 дозирующий резервуар 44 во времени уплотнения уже переместился КПК удерживается над опокой 16.
В последующей операции прессующий поршень 32 поднимается, а модельный держатель 29 опускается, и в зависимости от операционной программы пере
мещается дозирующий резервуар 44. В обратно перемещенном положении дозирующий резервуар 44 может снова заполняться формовочным материалом 31 и тем самым снова готов для последующего изготовления формы (см. фиг. 4)
Затем посредством поворотного движения основной колонны 6 в направлении стрелки (см. фиг. 5) все опоки 16 и 23 перемещаются на один такт в следующую позицию. В пределах такого такта в осуществляемом поворотной колонной 17 относительном перемещении опока 23 поворачивается в положение над опокой 16 и совмещается с ней. Однако в зависимости от программирования операций опока 23 при предшествующем или последующем относительном движении поворотных колонн 17 в период операции формования позиции Г может перемещаться в положение совмещения из одной позиции в другую. Во время операции формования на позиции Г повернутые в позиции Д и Е опоки могут контролироваться на дефекты формования или снабжаться стержнями, после того как они были повернуты.
Повернутые в позицию Ж вместе с опоками 16 и 23 и выведенные в положение совмещения половинки литейной формы (см. фиг. 6) , которые теперьобразуют литейную форму, посредством приведения в действие соединенной с поршнем 56 выталкивающей плиты 55 поднимаются в положение. вь1талкивания 58. Затем приводится в действие цилиндр 59, благодаря чему при передаточном движении поршневого штока 60 готовая литейная форма перемещается на транспортное устройство 52, откуда она может быть подведена к участку разливки.
. В дальнейшем поршневой шток 60 снова выводится в изображенное на фиг. 6 положение, а поршень 56 с выг талкивающей плитой 55 - в опущенное исходное положение, после чего опоки 16 и 23 при новом поворотном- движении основной колонны 6 перемещаются на один такт, т. е. на одну формовочную стадию, в то время как модельная плита 38 может быть заменена посредством приведения в действие сменного устройства 63 от привода 64. Затем опока 16 попадает в начальное положение в позиции Г, в то время как опока 23 благодаря относительному движению поворотной колонны 17 остается в позиции Ж.
В зависимости от выбора операций формования опоки могут непрерывно или периодически поворачиваться вокруг оси вращения поворотных плечей 15 и 22 и Перемещаться в промежуточнов положение. Так как опоки могут перемещаться как по отдельности Друг к другу и друг от друга при относительном движении, так и совместно в пределах одного такта поворотного устройства, то возможны комбинации операций формования, с помощью которых могут широко применяться все способы формования и различные формовочные массы. Благодаря сжатой кон структивной форме требуется относительно небольшая производственная площадь, что особенно благоприятнов экономическом отношении. Формула изобретения Многопозиционная формовочная маш на для изготовления литейных форм, содержащая основание/ на котором ус тановлена поворотная относительно вертикальной оси колонна, несущая плечи с опоками для нижних и верхни пслуформ, расположенные по позициям сменные опоры для модельной оснастк устройство для подачи формовочной смеси, механизм для ее уплотнения, отл ичающа яся тем, что, с целью повышения удобства ее обслуживания , она снабжена по меньшей мере одной параллельной первой колонне и расположенной в ней дополнительной поворотной колонной с приводом для возвратно-поступательного перемещения ее в вертикальной плоскости, на которой смонтированы плечи с опоками для верхних полуформ, причем опоки выполнены с возможностью их вргидения относительно горизонтальной оси, при зтом оси плечей с опоками для нижних полуформ смещены относительно оси поворота этих опок. Источники информации, принятые во внимание при экспертизе 1. Патент США 1 3878881, кл. 164-37, опублик. 22.04.75.


Реферат
Формула
Комментарии