Головка блока цилиндров для двигателя внутреннего сгорания (варианты) - RU2694978C2
Код документа: RU2694978C2
Чертежи




Описание
ОБЛАСТЬ ТЕХНИКИ
Различные варианты осуществления изобретений, относящиеся к композитной головке блока цилиндров для двигателя внутреннего сгорания.
УРОВЕНЬ ТЕХНИКИ
Во время работы двигателя головка блока цилиндров может потребовать охлаждения, и может быть предложена система рубашки жидкостного охлаждения, содержащая хладагент, например, воду. Различные области головки блока цилиндров могут быть напряженными участками с очень малым пространством для компоновки. Головка может быть изготовлена с использованием процессов, например, литья и отливки в оснастке. Головка может иметь различные отличительные признаки, такие как сложная форма и проточные каналы для рубашки охлаждения, смазочная система и т.д. Создание этих сложных форм и каналов может стать трудной задачей. Например, песчаный сердечник или другой выплавляемый сердечник может быть использован в процессе низкого давления, чтобы обеспечить требуемые свойства; однако могут возникнуть ограничения в связи с малыми размерами, связанные с требуемым свойством, из-за компоновочных ограничений: материал сердечника может не выдержать процесса высокого давления, материал сердечника может быть разрушен, материал сердечника может быть смещен во время процесса, что приведет к тому, что головка блока цилиндров потеряет требуемые свойства или будет дефектной в связи с иными причинами. Кроме того, для головки блока цилиндров, изготовленной из композитного материала, охлаждающие каналы, выполненные посредством машинного оборудования или отлитые в композитный материал, могут обеспечить достаточное управление тепловым режимом и охлаждение головки во время работы двигателя.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с вариантом осуществления изобретения предложена головка блока цилиндров для двигателя внутреннего сгорания. Внутренний конструкционный металлический элемент имеет первую пластину, образующую стыковочную поверхность головки блока цилиндров, и ряд тарельчатых потолков цилиндров. Внутренний элемент содержит стойки для болтов головки блока цилиндров, проходящие от первой пластины, направляющие выпускного клапана, соединенные с первой пластиной первыми опорными штангами, направляющие впускных клапанов, соединенные с первой пластиной вторыми опорными штангами, и вторую пластину, выполненную с возможностью установки выпускного коллектора и проходящую под углом к первой пластине. Внешний композитный элемент поддерживается внутренним элементом и образует корпус головки блока цилиндров, включающий в себя стенку впускной стороны, первую и вторую крайнюю стенку и верхнюю стенку, противоположную стыковочной поверхности. Внешний элемент определяет рубашку охлаждения, впускные отверстия и выпускные отверстия. Проточные каналы рубашки охлаждения образованы металлическими стенками, контактирующими с и окруженными композитным материалом внешнего элемента.
В соответствии с другим вариантом осуществления изобретения головка блока цилиндров предложена в внутренним конструкционным элементом с пластиной, образующей стыковочную поверхность головки блока цилиндров и образующей по меньшей мере один тарельчатый потолок цилиндра и множество стоек для болтов головки блока цилиндров, проходящих от пластины. Внешний элемент поддержан внутренним конструкционным элементом и образует рубашку охлаждения, впускные отверстия и выпускные отверстия.
В соответствии с другим вариантом осуществления изобретения предложен способ формирования головки блока цилиндров для двигателя внутреннего сгорания. Конструкция вставка и вставка выплавляемого сердечника расположены в форме. Форма вставки выплавляемого сердечника образует рубашку охлаждения и заключает материал выплавляемого сердечника, в целом заключенный в металлическую оболочку. Материал вводят в оснастку, чтобы сформировать корпус, окружающий конструкционную вставку и вставку выплавляемого сердечника, тем самым образуя заготовку головки.
Различные варианты осуществления настоящего изобретения имеют свои конкретные преимущества, не имеющие ограничительного характера. Например, для блока, созданного по меньшей мере частично из композитного материала и для горячих участков с перепадом температуры необходимо особое управление тепловым режимом, поскольку композитный материал действует в качестве изолятора из-за его низкой теплопроводности. Замкнутый полый алюминиевый сердечник, контактирующий с источником высокой температуры, например, композитной головкой блока цилиндров, обеспечивает рубашку охлаждения с управлением тепловым режимом головки. Хладагент используют для отвода тепла от головки блока цилиндров двигателя в теплообменник, например, радиатор. Проточный канал предусмотрен в полом алюминиевом сердечнике, отформованном или отлитом в окружающую оболочку, такую как композитный, изготовленный методом многослойного литья блок цилиндров. Внешняя поверхность проточного канала непосредственно вступает в соприкосновение с композитным материалом и/или алюминиевым сплавом, в котором он проходит. Канал обеспечивает проход теплового потока, который отводит избыток тепла от таких участков, которые требуют неизменности геометрических размеров, с помощью внешней поверхности или оболочки, изготовленной из алюминия и алюминиевого сплава, который эффективно рассеивает и проводит тепло. Вставка рубашки охлаждения с алюминиевой оболочкой на солевом сердечнике обеспечивает конструкцию для защиты солевого сердечника от растрескивания или иного разрушения во время процесса изготовления. Получаемый контур охлаждения или рубашка охлаждения в головке имеет тонкие стенки и проточные каналы с меньшим сечением. Вставка рубашки охлаждения позволят обеспечить точный позиционный контроль, а также контроль физической формы проточных каналов для оптимизированной теплопередачи благодаря улучшенным конфигурациям проточной части, которые в противном случае были бы недоступны при использовании традиционных соляных сердечников или литья под высоким давлением, или из-за ограничений, связанных с оснасткой для литья или формовочным инструментом. Малые поперечные сечения проточных каналов позволяют хладагенту проходить рядом с областями высокой тепловой нагрузки, такими как седло клапана в головке. Конструкционная вставка использована с головкой, чтобы обеспечить дополнительную прочность головки, например, при использовании с композитным материалом, что приводит к снижению массы двигателя и повышению экономичности.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На ФИГ. 1 показана схема двигателя внутреннего сгорания, выполненная с возможностью осуществления раскрытых вариантов осуществления изобретения;
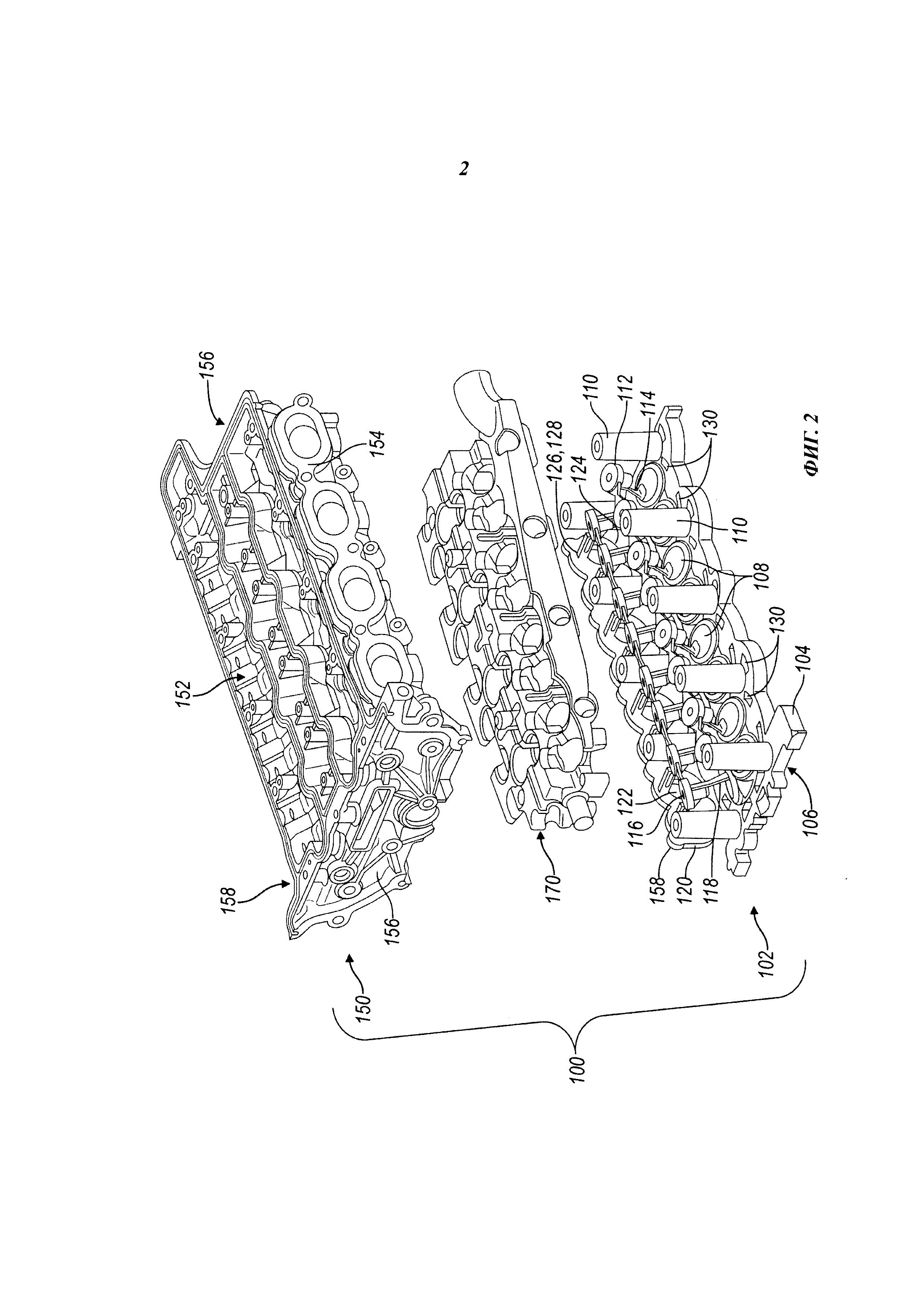
На ФИГ. 2 показан покомпонентный вид головки блока цилиндров Фигуры 2;
На ФИГ. 3 показан частичный вид в разрезе головки блока цилиндров в соответствии с вариантом осуществления изобретения;
На ФИГ. 4 показан другой вид в разрезе головки блока цилиндров Фигуры 2; и
На ФИГ. 5 показана схема способа создания головки блока цилиндров Фигуры 2.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В соответствии с требованиями, варианты осуществления настоящего изобретения в подробностях раскрыты в настоящем документе; однако следует понимать, что раскрытые варианты осуществления изобретения являются лишь примерными вариантами осуществления изобретения, которое может быть осуществлено множествами форм и другими формами. Фигуры не обязательно представлены в соответствии с масштабом; некоторые отличительные признаки могут быть преувеличены или преуменьшены, что показать детали конкретных компонентов. Поэтому конкретные детальные представления конструкции или функционала, раскрываемые в настоящем документе, не должны быть интерпретированы в качестве ограничивающих, но использованы лишь в качестве наглядной основы для разъяснения специалистам в данной области техники разнообразного осуществления настоящего изобретения.
На Фиг. 1 показана схема двигателя внутреннего сгорания 20. Двигатель 20 оснащен множеством цилиндров 22, показан один из цилиндров. Двигатель 20 может содержать множество цилиндров, расположенных различными способами, включая рядную конфигурацию и V-образную конфигурацию. Двигатель 20 оснащен камерой 24 сгорания, связанной с каждым из цилиндров 22. Цилиндр 22 образован стенками 32 цилиндра и поршневым блоком 34. Поршневой блок 34 соединен с коленчатым валом 36. Камера сгорания 24 гидравлически связана со впускным коллектором 38 и выпускным коллектором 40. Впускной клапан 42 управляет потоком из впускного коллектора 38 в камеру сгорания 30. Выпускной клапан 44 управляет потоком из камеры сгорания 24 в выпускной коллектор 40. Впускные и выпускные клапаны 42, 44 могут работать различными способами, известными в области техники как управление работой двигателя.
Топливная форсунка 46 подает топливо из топливной системы прямо в камеру 30 сгорания, таким образом, двигатель - это двигатель с непосредственным впрыском. Система впрыска низкого давления или высокого давления может быть использована с двигателем 20, или может быть использована система распределенного впрыска в других примерах. Система зажигания содержит свечу 48 зажигания, которая обеспечивает энергию в форме искры для зажигания топливной смеси в камере 24 сгорания. В других вариантах осуществления изобретения могут быть применены другие системы подачи топлива и системы зажигания или технологии, в том числе воспламенение от сжатия.
Двигатель 20 содержит контроллер и различные датчики, выполненные с возможностью подачи сигналов в контроллер для использования в процессе управления подачей воздуха и топлива в двигатель, синхронизацией зажигания, мощностью, выходным крутящим моментом двигателя и т.д. Датчики двигателя могут содержать, без ограничения, такие датчики как датчик кислорода в выпускном коллекторе 40, датчик температуры хладагента двигателя, датчик положения педали акселератора, датчик давления воздуха в коллекторе (ДВК), датчик положения двигателя для определения положения коленчатого вала, датчик массового расхода воздуха во впускном коллекторе 38, датчик положения дроссельной заслонки и т.д.
В некоторых вариантах осуществления изобретения двигатель 20 использован в качестве единственного движителя в автомобиле, таком как традиционный автомобиль или автомобиль с системой «старт-стоп». В других вариантах осуществления изобретения двигатель может быть использован в гибридном автомобиле, в котором установлен дополнительный движитель, такой как электрическая машина, для обеспечения дополнительной мощности для движения автомобиля.
Каждый из цилиндров 22 работает в четырехтактном режиме, содержащем такт впуска, такт сжатия, рабочий такт и такт выпуска. В других вариантах осуществления двигатель может работать с использованием двухтактного цикла. Во время такта впуска впускной клапан 42 открыт, а выпускной клапан 44 закрыт, при этом поршневой блок 34 перемещен из верхнего положения цилиндра 22 в нижнее положение цилиндра 22, чтобы подать воздух из впускного коллектора в камеру 24 сгорания. Положение поршневого блока 34 в верхней части цилиндра 22 обычно называют верхней мертвой точкой (ВМТ). Положение поршневого блока 34 в нижней части цилиндра 22 обычно называют нижней мертвой точкой (НМТ).
Во время такта сжатия впускной и выпускной клапан 42, 44 закрыты. Поршень 34 перемещен из нижнего положения в направлении к верхнему положению цилиндра 22 для сжатия воздуха в воздушной камере 24.
Затем топливо подано в камеру 24 сгорания и воспламенено. В показанном двигателе 20 происходит впрыск топлива в камеру 24 и воспламенение посредством свечи 48 зажигания. В других примерах топливо может быть воспламенено посредством сжатия.
Во время рабочего такта горящая воздушно-топливная смесь в камере 24 сгорания расширяется, тем самым обеспечивая перемещение поршня 34 из верхнего положения цилиндра 22 в нижнее положение цилиндра 22. Движение поршневого блока 34 вызывает соответствующее движение коленчатого вала 36 и обеспечивает механический крутящий момент от двигателя 20. Процесс сгорания, вызывающий рабочий такт, приводит к воздействию нагрузок и усилий на двигатель 20. Усилие на двигатель, вызванное событием сгорания в камере 24, приводит к усилию на поверхность 50 поршня 34 и по меньшей мере часть усилия передана вниз по шатуну 52 на основной подшипник и коленчатый вал 36. Это усилие на основной подшипник может быть названо реактивным усилием. Событие сгорания в камере 24 также вызывает усилие на головку 62 блока цилиндров, которое нагружает соединительные точки, такие как болты головки между головкой 62 двигателя и блоком 60 цилиндров. Усилие на головку блока цилиндров и болты гловки может быть названо силой сгорания.
Во время такта выпуска впускной клапан 42 закрыт, а выпускной клапан 44 открыт.Поршневой блок 34 перемещен из нижнего положения цилиндра в верхнее положение цилиндра 22 для удаления отработавших газов и продуктов сгорания из камеры 24 сгорания посредством уменьшения объема камеры сгорания 24. Отработавшие газы из камеры 24 сгорания и цилиндра 22 поступают в выпускной коллектор 40 и систему доочистки, такую как каталитический нейтрализатор.
Положение и синхронизация впускного и выпускного клапана 42, 44, а также синхронизация впрыска топлива и зажигания может быть изменена для разных тактов двигателя.
Двигатель 20 может быть оснащен блоком 60 цилиндров. Головка 62 блока цилиндров соединена с блоком 60 и соединена с блоком, чтобы получить цилиндры 22 и камеры 24 сгорания. Головка 62 содержит камеру 24 сгорания и также поддерживает различные клапаны 42, 44 и системы 38, 40 впуска и выпуска. Прокладка головки или другой уплотнительный элемент может быть расположен между блоком 60 и головкой 62, чтобы обеспечить герметичность камеры 24 сгорания.
Головка 62 блока цилиндров имеет стыковочную поверхность 66, которая соединена с соответствующей стыковочной поверхностью блока и прокладкой, когда двигатель 20 в сборе. Головка 62 имеет тарельчатые потолки 68 цилиндров или другие торцевые стенки, соединенные со стенками цилиндра блока 60, чтобы получить камеру 24 сгорания. Потолки 68 цилиндров вогнуты и могут иметь различные формы, в том числе форму фасоли, пирамиды, полукруглую форму, угловую форму и т.д. Потолки 68 определяют седла клапанов для впускных и выпускных клапанов 42, 44.
Жидкостный контур 70 может также быть предусмотрен в двигателе 20 с проточными каналами в блоке 60 и/или головке 62, чтобы обеспечивать поток жидкости, такой как хладагент или смазочное масло, через двигатель для охлаждения и/или смазывания. Жидкостный контур может также содержать емкость, насос 72, один или более теплообменников, таких как радиатор или отопитель кабины, отопитель системы вентиляции и кондиционирования воздуха (ОВКВ), клапаны и другие устройства.
На Фиг. 2 показан покомпонентный схематичный вид головки 100 цилиндров в соответствии с вариантом осуществления изобретения. Головка блока цилиндров 100 может быть использована в качестве головки 62 с двигателем 20 в соответствии с примером. Головка 100 образована из множества компонентов или элементов, которые объединены вместе, чтобы получить конструкцию головки в соответствии с нижеуказанным раскрытием. Несмотря на то, что головка 100 показана в разобранном виде, в действительности после того, как конструкция сформирована, ее невозможно разобрать подобным образом. По меньшей мере, некоторые компоненты или элементы могут быть изготовлены из композитного материала для получения «композитной» головки. Композитный материал может содержать до 50% углепластика, при этом в качестве смолы может быть использована эфирная или полиэфирная смола. В других примерах другие волокна, частицы или материалы могут быть использованы вместе со смолой. Композитный материал может иметь однородный состав или может быть изготовлен с неоднородным составом. Головка 100 блока цилиндров показана для использования с рядным 4-цилиндровым двигателем, хотя также рассмотрены и другие конфигурации.
В дальнейших примерах в соответствии с нижеуказанным раскрытием головка блока цилиндров двигателя может быть отлита из алюминия, алюминиевого сплава или другого металла. В другом примере головка блока цилиндров двигателя может быть отлита из композитного материала, содержащего смолу, армированную волокнами, и другие подходящие материалы. Дополнительные неограничивающие примеры композитных материалов и связанного процесса содержат полиэфирный / винилэфирный смешанный реактопласт с углеродными волокнами в длинноволокнистом наполнителе, используемый в процессе компрессионного формования с использованием вакуума, компрессионный винилэфирный реактопласт с углеродными волокнами в смеси с длинными и короткими волокнами, используемый в процессе компрессионного формования с использованием вакуума, армированный композитный реактопласт с фенольным углепластиком, используемый в литье под давлением, композитный винилэфирный реактопласт с биоволокном, используемый в раздувном формовании, и полиэфирный / нейлоновый композитный материал со стеклом, используемый в литье под давлением. Изобретение не ограничено композитными материалами и процессами формования, рассмотренными в настоящем документе, и дополнительные материалы и процессы могут быть использованы в соответствии с сущностью и объемом настоящего изобретения.
Головка 100 сформирована в качестве неотъемлемой окончательной детали, которая требует минимальной последующей обработки, такой как машинная обработка, в частности, для проточных каналов или направляющих клапанов. Головка 100 оснащена внутренним элементом 102 и внешним элементом 104.
Внутренний элемент 102 обеспечивает конструкционную опору для головки 100. Внутренний элемент 102 может быть сформирован из металла, такого как алюминий, алюминиевый сплав, сплав на основе железа и т.д. Элемент 102 может быть единым интегральным компонентом в одном из примеров.
Элемент 102 оснащен пластиной 104, которая обеспечивает по меньшей мере часть стыковочной поверхности 106 головки 100 блока цилиндров. Пластина 104 и стыковочная поверхность образуют ряд тарельчатых потолков 108 цилиндра, которые более понятно показаны на Фиг. 3-4. Тарельчатые потолки 108 цилиндра обеспечивают впускные и выпускные отверстия каждого цилиндра и камеры сгорания.
Внутренний элемент 102 также имеет ряд стоек 110 для болтов головки, которые проходят от пластины 104. Стойки 110 для болтов головки определяют резьбовое отверстие, нерезьбовое отверстие и т.д., через которые проходят болты головки, и соединены с блоком, чтобы получить двигатель. В настоящем примере стойки 110 для болтов головки 110, в целом, имеют цилиндрическую форму и соединены с пластиной 104 по длине пластины 104 с обеих сторон потолков 108 цилиндра. В другом примере стойки 110 для болтов головки могут иметь другие формы и могут быть расположены в виде симметричных пар или асимметрично..
Внутренний элемент 102 также оснащен направляющими 112 впускных клапанов, соединенных с пластиной 104 опорными штангами 114. Направляющие 112 впускных клапанов поддерживают и выравнивают корпус впускного клапана.
Внутренний элемент 102 оснащен направляющими 116 выпускных клапанов, соединенных с пластиной 104 опорными штангами 118. Направляющие выпускных клапанов поддерживают и выравнивают корпус выпускных клапанов и обеспечивают тепловую защиту корпуса клапана от высокой температуры отработавших газов.
Пластина 120 соединена с пластиной 104 и образует часть внутреннего элемента 102. Пластина 120 имеет монтажную поверхность, выполненную с возможностью соединения с выпускным коллектором двигателя. Пластина, таким образом, расположена с поверхности выпускной стороны блока может образовывать по меньшей мере часть поверхности выпускной стороны. Пластина 120 образует ряд проемов 122, через которые отработавшие газы поступают в коллектор. Пластина 120 может быть соединена под углом относительно пластины 104, например, пластина 120 может быть, по существу, перпендикулярной пластине 104. Пластина 120 может быть соединена с пластиной 104 по первому, нижнему краю 124. Пластина 120 может быть соединена по второму, противоположному, верхнему краю 126 с другой конструкцией, такой как направляющие 116 выпускных клапанов, с использованием мостового элемента 128. В других примерах мостовой элемент 128 может соединять пластину 120 с стойками для 110 болтов головки или может соединять клапанные направляющие 116 с стойками для 110 болтов головки. Посредством соединения направляющих 116 выпускных клапанов и пластины 120 друг с другом с использованием дополнительной конструкции в виде мостовых элементов 128 прочность головки 100 может быть увеличена, и отклонения, вызываемые сгибающими усилиями и моментами, торсионными усилиями и моментами, а также тепловые колебания могут быть снижены.
Пластина 104 может иметь проемы 130, проходящие через пластину 104, чтобы обеспечить прохождение жидкости через них. Например, проемы 130 могут обеспечивать поток хладагент в головку 100 из соответствующей рубашки охлаждения в блоке. Проемы 130 могут также обеспечивать сливные каналы смазочного масла, идущие обратно к блоку и баку.
Головка 100 также имеет внешний элемент 150. Внешний элемент 150 может быть образован из второго материала, отличного от материала внутреннего конструкционного элемента 102, и в дальнейшем примере выполнен из композитного материала в соответствии с вышеуказанным раскрытием. Внешний элемент 150 сформирован как неотъемлемая часть вокруг внутреннего элемента 102, например, в процессе отливки.
Внешний элемент 150 образует верхнюю поверхность 152 или верхнюю поверхность или стенку головки 100, поверхность 154 впускной стороны или стенку впускной стороны головки, и первую и вторую торцевые поверхности 156 или торцевые стенки головки. Внешний элемент 150 может образовывать часть стыковочной поверхности 160 вместе с внутренним элементом 102. Внешний элемент 150 может также образовывать часть поверхности 158 выпускной стороны или стенку выпускной стороны с пластиной 120 внутреннего элемента 102. Верхняя поверхность 152 в целом противоположна стыковочной поверхности 106 и может потребовать использования крышки или дополнительного элемента для герметизации двигателя.
Внешний элемент 150 определяет впускной и выпускной каналы и отверстия головки 100. Впускной и выпускной каналы и отверстия могут иметь стенки, образованные материалом внешнего элемента 150, таким образом, что конструкция внешнего элемента, например, композитный материал, вступает в непосредственное соприкосновение с впускными и/или отработавшими газами. В других примерах один или более из впускного и выпускного каналов и отверстий могут иметь стенки, покрытые металлом, таким образом, что металлическое покрытие расположено между конструкцией внешнего элемента, например, композитным материалом, и впускными и/или выпускными газами. В качестве металла может быть использован алюминий или алюминиевый сплав.
Внешний элемент 150 определяет различные жидкостные рубашки. Внешний элемент 150 может обеспечивать единственную внутреннюю рубашку охлаждения или может образовывать верхнюю и нижнюю рубашку охлаждения и т.д. Внешний элемент 150 определяет проточные каналы для рубашек охлаждения и может также образовывать по меньшей мере некоторые из выпусков и выпусков рубашек. Внешний элемент 140 может также содержать масляную рубашку или каналы для системы смазывания.
Рубашка охлаждения, определенная внешним элементом 150, образована проточными каналами. Эти проточные каналы имеют металлическую стенку или металлическое покрытие, которое расположено между открытой пустотой, образованной самим каналом, и композитной конструкцией внешнего элемента 150. В качестве металла может быть использован алюминий или алюминиевый сплав.
Каналы для головки 100 могут быть образованы во внешнем элементе 150 одной или более вставками, в том числе вставками выплавляемого сердечника, во время производственного процесса, в соответствии с нижеуказанным раскрытием. Вставка 170 показана в качестве вставки для создания проточных каналов в рубашке охлаждения для головки 100. Вставка 170 сформировала перед использованием посредством модели, чтобы получить головку. Вставка 170 содержит область 172 выплавляемого сердечника. Выплавляемый сердечник 172 может быть солевым сердечником, песочным сердечником, стеклянным сердечником, сердечником из пеноматериала или другим выплавляемым материалом в зависимости от ситуации. Оболочка 174 окружает или содержит в себе выплавляемый сердечник 172, таким образом, что она охватывает по меньшей мере часть внешней поверхности выплавляемого сердечника 172. Оболочка 174 может быть образована из металла, в том числе из алюминия или алюминиевого сплава. Сердечник 172 в целом предложен в требуемой форме и размере части проточного канала или, по существу, канала целиком. В показанном примере выплавляемый сердечник 172 образует форму охлаждающего канала для рубашки охлаждения в головке 100. В других примерах вставка 170 и выплавляемый сердечник 172 предложены с формой и размером, чтобы получить другие внутренние каналы во внешнем элементе 150, в том числе впускные и/или выпускные каналы. В одном из примеров одна вставка 170 образует рубашку охлаждения в головке 100. В других промерах множество вставок 170 образуют каналы, например, впускные и выпускные каналы, в головке.
Вставка 170 может содержать различные контактные точки, контактные поверхности и площади, которые обеспечивают непосредственное соприкосновение между алюминиевой оболочкой 174 и пластиной 120. Непосредственное соприкосновение между двумя металлическими компонентами обеспечивает канал теплопередачи к хладагенту в каналах, образуемых вставкой, и улучшает охлаждение компонентов двигателя. Контактные точки между вставкой 170 и пластиной 120 могут быть размещены в стратегических местоположениях, например, в областях интенсивного теплового потока, вызванного естественным нагревом в результате события сгорания, таким образом, чтобы регулирование теплового режима было бы возможны внутри и по этим каналам контактных точек или площадям. Например, алюминиевая оболочка 174 и пластина могут вступать в непосредственное соприкосновение друг с другом по верхней поверхности пластины 120 и в области стенки камеры сгорания. Непосредственное соприкосновение образует проводящий канал для отвода тепла от головки. В одном из примеров, как показано ниже на Фиг. 4, канал прямой теплопередачи проходит через верхнюю стенку камеры сгорания 108 к оболочке 174 и хладагенту в проточном канале. Контактные точки между алюминиевой оболочкой 174 и пластиной 120 поддержаны в течение всего срока службы компонента на основе окружающего внешнего элемента 150, например, композитной конструкции, сформированной поверх.
Некоторые из каналов во внешнем элементе 150 головки 100 могут быть образованы с использованием формовочной конструкции на модели или могут быть сформированы с использованием вставки выплавляемого сердечника или вставки, изготовленной из материала выплавляемого сердечника без металлической оболочки, например, впускные каналы с низкотемпературными газами и меньшими проблемами, вызываемыми эрозией.
Во время работы двигателя возвратно-поступательное движение поршней в цилиндрах преобразовано во вращательное движение коленчатого вала. Во время работы двигателя болты головки и основные болты подшипника коленчатого вала нагружены из-за усилий на двигатель, вызванных сгоранием в цилиндрах, и соответствующими реактивными нагрузками или усилиями. Эти усилия могут вызывать значительное напряжение и усталость двигателя и головки двигателя. Внутренний элемент 102 обеспечивает дополнительную конструкционную прочность головки за счет непосредственного соединения стойка для болта головки с блоком, таким образом, композитный материал или материал внешнего элемента 150 на находится прямо на траектории передачи нагрузки. Поскольку конструкция двигателя меняется в сторону уменьшения веса, головка двигателя может быть изготовлена из альтернативных материалов, таких как алюминиевый сплав, композитный материал и т.д. Вставка 102 может быть изготовлена из материала, отличного от материала головки, например, из железа или алюминиевого сплава, чтобы обеспечить требуемую прочность головки и двигателя и действовать в качестве первичной несущей конструкции в головке для болтов головки, с размером, подходящим для малого пространства для компоновки.
На Фиг. 3 показан частичный вид в разрезе цилиндра 100. Конструкционная вставка 102 показана с пластиной 104, обеспечивающей стыковочную поверхность 106. Пластина 104 определяет тарельчатую область в качестве потолка 108 цилиндра, который также определяет седло впускного клапана или проем 202 и седло выпускного клапана или проем 204.
Внешний элемент 150 образует впускное отверстие 206 или канал, соединенный с возможностью гидравлического сообщения с впускными газами и обеспечивающий поступление впускных газов, например, воздуха, во впускной проем 202. Впускное отверстие 206 показано с отсутствием материала выплавляемого сердечника, и, в одном из примеров, материал выплавляемого сердечника уже удален из головки 100.
Внешний элемент 150 образует выпускное отверстие 208 или канал, соединенный с возможностью гидравлического сообщения и получения отработавших газов из выпускного проема 204. Выпускное отверстие 208 показано с отсутствием материала выплавляемого сердечника, и, в одном из примеров, материал выплавляемого сердечника уже удален из головки 100. Выпускное отверстие 208 показано со стенками, образованными материалом внешней конструкции, например, композитным материалом. В другом примере выпускное отверстие 208 может быть с металлической стенкой, в соответствии с нижеуказанным раскрытием, и показано с учетом рубашки охлаждения.
Рубашка 220 охлаждения сформирована в головке 100 посредством внешнего элемента 150. Рубашка 220 охлаждения сформирована рядом взаимосвязанных проточных каналов, которые направляют хладагент в различные области головки для регулировки теплового режима головки 100. Рубашка 220 охлаждения образована вставкой 170. Материал 172 выплавляемого сердечника показан во внешнем элементе 150, поскольку он еще не удален из головки 100 на этапе последующего формования. Материал 172 выплавляемого сердечника окружен или заключен в тонкостенную металлическую оболочку 174. Тонкостенная металлическая оболочка 174 может быть толщиной порядка нескольких миллиметров. Оболочка 174 остается во внешнем элементе 150 после удаления материала 172 выплавляемого сердечника из головки 100, таким образом, что оболочка 174 выстилает каналы рубашки 220 охлаждения.
Оболочка 174 предложена в качестве барьера между жидкими средами в рубашке 220 и материалом внешнего элемента 150. Внешний элемент, изготовленный из композитного материала, например, углепластика, обладает некоторой степенью пористости из-за наличия волокон, а также пустотами или дефектами, образованными в процессе литья. Таким образом, оболочка 174 действует в качестве подкладки, предотвращающей утечку или поступление жидкости во внешний элемент 150.
Оболочка 174 также действует в целях улучшения теплопередачи между головкой 100 и жидкостями в рубашке 220 охлаждения. Внешний элемент, изготовленный из композитного материала, например, углепластика, обладает гораздо меньшей теплопроводностью по сравнению с металлической оболочкой. Таким образом, оболочка 174 действует в качестве теплопроводного канала и улучшает передачу тепла к жидкости для более эффективного охлаждения головки 100 во время работы. В дальнейшем примере внешняя оболочка 174 может быть предложена с различными свойствами поверхности на внешней стенке, вступающей в соприкосновение с жидкостью, или на внутренней стенке, вступающей в соприкосновение с внешним элементом 150, чтобы улучшить теплопередачу посредством увеличения площади поверхности и/или создания требуемых схем потока, например, ребра, детали для создания завихрения, различные неровности поверхности и т.д.
На Фиг. 4 показан другой вид в разрезе головки 100, выполненный с другой плоскостью сечения. Впускная направляющая 112 для впускного клапана соединена с пластиной 104 и тарельчатым потолком 108 цилиндра посредством опорной штанги 114 и образует часть конструкционной вставки 102. Выпускная направляющая 116 для выпускного клапана соединена с пластиной 104 и тарельчатым потолком 108 цилиндра посредством опорной штанги 118 и образует часть конструкционной вставки 102.
В соответствии с Фиг. 4 оболочка 174 находится в непосредственном соприкосновении в точке 230 с по меньшей мере частью вставки 102, например, в соприкосновении с потолком 108 цилиндра между клапанными направляющими 112, 116 для обеспечения канала теплопередачи от камеры сгорания к хладагенту в рубашке 220. Оболочка 174 также находится в прямом соприкосновении в точке 232 с верхней поверхностью пластины 104 рядом с проемами 130 для обеспечения улучшенной теплопередачи и проводящего канала от стыковочной поверхности к хладагенту. Оболочка 174 и вставка 102 также могут быть в прямом соприкосновении друг с другом в других местах головки 100 на основе расположения и требований теплопередачи / охлаждения.
Пластина 120 показана в соединении с пластиной 104 по нижнему краю или области 124. Пластина 120 также соединена с выпускной направляющей 116 мостовым элементом 128. Мостовой элемент 128 может содержать канал, который образует часть рубашки 220 охлаждения для охлаждения головки в области выпускного отверстия 208. В других примерах мостовой элемент 128 может быть монолитной конструкцией без проточных каналов.
Головка 100 показана с материалами выплавляемого сердечника, удаленными из рубашки 220 охлаждения. В соответствии с Фиг., оболочка 174 действует в качестве подкладки или стенки для проточных каналов рубашки 220 и вступает в соприкосновение с материалом внешнего элемента 150. Жидкость, такая как хладагент, может входить или выходить из рубашки 220 охлаждения головки в блок двигателя через проемы 130 в пластине 104. Жидкостная рубашка 220 может также иметь другие впуски и/или выпуски жидкости, предусмотренные на других поверхностях головки 100.
На Фиг. 5 показан процесс или способ 250 формирования головки двигателя, такой как головка 100. Различные варианты осуществления способа 250 могут содержать большее или меньшее количество шагов, и эти шаги могут быть осуществлены в другой последовательности по сравнению с показанной.
На шаге 252 вставка 170 выплавляемого сердечника сформирована перед использованием посредством модели, чтобы получить головку 100. Для формирования вставки выплавляемый сердечник 172 сформирован с требуемой формой и размером, например, с использованием процесса литья или отливки с материалом выплавляемого сердечника.
На шаге 254 оболочка 174 затем сформирована вокруг выплавляемого сердечника 172. В одном из примеров процесс литья под давлением использован для формирования оболочки 174, при этом сохраняя целостность сердечника 172. Форма или модель может быть использована с формой вставки 170. Сердечник 172 расположен в форме, а оболочка 174 отлита или иным образом сформирована вокруг сердечника 172. Оболочка 174 может быть создана с использованием процесса литья под низким давлением, путем ввода расплавленный металл или другой материал в форму. Расплавленный металл может быть подан под низким давлением 2-10 фунтов на кв. дюйм, 2-5 фунтов на кв. дюйм, без давления, или с использованием другого аналогичного интервала давления. Материалом, используемым для формирования оболочки 174, может быть алюминий или алюминиевые сплав, и, если внешний элемент 150 изготовлен из металлического материала, может быть тем же самым металлом или металлическим сплавом, который использован для отливки головки. Посредством подачи расплавленного металла под низким давлением, выплавляемую вставку 172 удерживают в оболочке 174. После охлаждения оболочки 174 вставка 170 удалена из модели.
На шаге 256 сформирована конструкционная вставка 102. В одном из примеров конструкционная вставка 102 изготовлена с использованием литья или другим способом из металла или металлического сплава с подачей расплавленного металла в модель. Оснастка имеет различные поверхности для придания формы и свойств вставки 102. В настоящем примере конструкционная вставка сформирована с использованием процесса литья под высоким давлением. Расплавленным металлом может быть алюминий, алюминиевый сплав или другой подходящий материал. Расплавленный металл поступает под высоким давлением, т.е. 20000 фунтов на кв. дюйм, для создания компонента двигателя. Расплавленный металл может быть подан под давлением больше или меньше 20000 фунтов на кв. дюйм, например, в интервале 15000-30000 фунтов на кв. дюйм, и может быть основан на металле или металлическом сплаве, полости формы и других соображений. В другом примере конструкционная вставка 102 выполнена из железа, сплава на основе железа и т.д. в процессе литья или ковки.
В других примерах вставка 102 выполнена из другого подходящего материала с больше прочностью, чем прочность материала внешнего элемента 150 головки. Вставка 102 может быть отлита с использованием отливки по форме близкой к окончательной, и может быть отлита с использованием процесса высокого давления или низкого давления. Вставка сформирована со свойствами поверхности и свойствами трибологии в соответствии с вышеуказанным раскрытием, и в дальнейших примерах дополнительные свойства поверхности могут быть созданы посредством процесса машинной обработки и т.д. В других примерах вставка 102 может быть сформирована с использованием подходящих производственных технологий, в том числе, не ограничиваясь, литье, порошковые технологии, ковка, машинная обработка, литье под давлением, термическая обработка и т.д. На вставку 102 может быть нанесено покрытие перед помещением в модель, чтобы обеспечить улучшенную связь с материалом внешнего элемента 150 головки 100.
В одном из примеров шаги 254 и 256 выполнены по отдельности, со вставкой 170 выплавляемого сердечника и конструкционной вставкой 102, предложенных в качестве отдельных компонентов в оснастке для формирования головки. В другом примере вставка 170 выплавляемого сердечника предложена в качестве вставки или компонента в оснастке для получения конструкционной вставки 102, и получаемая комбинированная вставка, содержащая свойства как вставки 170 выплавляемого сердечника, так и конструкционной вставки 102 установлена в оснастку для формирования головки. Это может быть пригодным, например, когда мостовой элемент 128 содержит канал рубашки охлаждения.
На шаге 258 вставка выплавляемого сердечника и конструкционная вставка установлены в оснастке для формирования головки или, в других случаях, комбинированная ставка установлена в оснастке для формирования головки. В любых из случаев вставка 170 имеет контактные точки, поверхности и площади, которые соответствуют и стыкуются с поверхностями конструкционной вставки 102, обеспечивающими как положение вставок относительно друг друга, так и непосредственное соприкосновение для каналов теплопередачи между конструкционной вставкой 102 и оболочкой 174 вставки 170 во время использования компонента. Вставки могут иметь различные свойства для выравнивания местоположения, которые взаимодействуют со штампами оснастки для расположения и выравнивания вставок в оснастке. Другие дополнительные вставки также могут быть предложены и установлены в оснастке, например, вставки выплавляемого сердечника для формирования впускных или выпускных каналов, масляные каналы и т.д. Эти вставки могут быть сформированы лишь из одного материала выплавляемого сердечника, или могут иметь материал выплавляемого сердечника, заключенный в металлическую оболочку в соответствии с раскрытием в настоящем документе.
На шаге 260 головка 100 сформирована посредством подачи материала в оснастку для формирования головки. Оснастка может включать в себя множество штампов или держателей, в том числе неподвижные части и выталкивающие части формы, которые образуют полость формы с поверхностями, имеющими форму различных свойств головки 100.
В одном из примеров композитная смесь подана в модель для формирования внешнего элемента 150 вокруг вставок 102, 170 и формирования головки 100. Внешний элемент 150 может быть сформирован вокруг вставок 102, 170 с использованием технологии литья, такой как впрыск под давлением и т.д. Оснастка предложена в соответствии с производственной технологией для головки 100 и может содержать различные штампы, формы, держатели и т.д. Оснастка может также содержать различные вставки или сердечники для обеспечения других свойств головки. Композитный материал обтекает вокруг и образует взаимодействие и/или связь с оболочкой 174 вставки 170. Во время процесса литья головка может отвердеть сама за счет температуры или в автоклав и т.д. может быть использован для отверждения композитного материала. Процессом отливки может быть литье под давлением с отверждением во время производства. Головка 100 затем удалена из оснастки в качестве незаконченного компонента или заготовки.
В другом примере расплавленный металл подан в оснастку для формирования внешнего элемента 150 вокруг вставок 102, 170 и формирования головки 100. В настоящем примере процессом может быть процесс литья под высоким давлением с алюминием или алюминиевым сплавом, образующим материал внешнего элемента 150. Конструкционная вставка 102 может быть сформирована из сплава на основе железа, алюминия или другого алюминиевого сплава. Расплавленный металл обтекает вставки 102, 170 и образует корку вокруг вставок. Оболочка 174 вставки 170 выплавляемого сердечника может быть частично расплавлена для соединения с вводимым металлом и интеграции с внешним элементом 150. Корка и оболочка образуют стенки рубашки 220 охлаждения в головке. Без оболочки 174 впрыскиваемый расплавленный металл разрушил бы выплавляемый сердечник 172. Расплавленный металл охлажден для получения внешнего элемента 150 и головки 100. Головка 100 затем удалена из оснастки в качестве незаконченного компонента или заготовки.
Благодаря оболочке 174 выплавляемый сердечник 172 остается неизменным для дальнейшей обработки, чтобы получить каналы в рубашке 220 охлаждения. Оболочка 174 позволяет получить каналы меньших размеров и использовать свойства поверхности, которые бы в противном случае были бы недостижимы с использованием процесса формования под высоким давлением, поскольку материал выплавляемого сердечника не сохранил бы свою форму во таком процессе. Например, вставка 170 выплавляемого сердечника может обеспечить каналы или характерные свойства в рубашке 220 охлаждения порядка нескольких миллиметров, с каналами, размер которых меньше 10 мм, 5 мм или 2 мм, и деталями (свойствами) поверхности порядка 1 мм. Традиционное литье с использованием выплавляемого сердечника или песка неспособно создать характерные свойства или каналы с такими размерами для процесса формования под высоким давлением, поскольку материал выплавляемого сердечника может быть разрушен.
На шаге 262 незавершенный компонент головки проходит последующую обработку. Материал 172 выплавляемого сердечника вставки 170 остается в головке 100, как показано на Фиг. 3, и должен быть удален. В одном из примеров выплавляемый сердечник 172 удален из головки, чтобы получить каналы в рубашке 220. Выплавляемый сердечник 172 может быть удален с использованием жидкости под давлением, такой как струя воды высокого давления. В других примерах выплавляемый сердечник 172 может быть удален с использованием других технологий, известных в области техники. Выплавляемый сердечник 172 назван так в настоящем изобретении на основе способности удаления сердечника в последующем литье под давлением или процессе отливки в формы. Выплавляемый сердечник в настоящем раскрытии остается неизменным во время литья под давлением или литья в формы в связи с тем, что он окружен и защищен оболочкой 174.
Также может быть выполнена другая последующая машинная обработка или производственные этапы. Например, стыковочная поверхность 106 может быть отшлифована или подвергнута машинной обработке. Дополнительные каналы или отверстия могут быть созданы в процессе дополнительной окончательной обработки или машинной обработки после отливки в некоторых вариантах осуществления изобретения. Кроме того, головка 100 может быть подвергнута машинной обработке, сверлению, или в ней может быть нарезана резьба. Например, для стоек 110 для болтов головки может потребоваться сверление и/или нарезка резьбы.
После последующей обработки головки 100 двигатель 20 может быть собран посредством соединения головки блока цилиндров с блоком, и двигатель 20 может быть установлен в автомобиль.
Различные варианты осуществления настоящего изобретения связаны неограничивающими преимуществами. Например, для блока, созданного по меньшей мере частично из композитного материала и для горячих участков с перепадом температуры необходимо особое управление тепловым режимом, поскольку композитный материал действует в качестве изолятора из-за его низкой теплопроводности. Замкнутый полый алюминиевый сердечник, соприкасающийся с источником высокой температуры, например, композитной головкой блока цилиндров, обеспечивает рубашку охлаждения с управлением тепловым режимом головки. Хладагент использован для отвода тепла от головки блока цилиндров двигателя в теплообменник, например, радиатор. Проточный канал предусмотрен в полом алюминиевом сердечнике, отформованном или отлитом в окружающую оболочку, такую как композитный, изготовленный методом многослойного литья блок цилиндров. Внешняя поверхность проточного канала непосредственно вступает в соприкосновение с композитным материалом и/или алюминиевым сплавом, удерживающим его. Канал обеспечивает тракт теплового потока, который отводит избыток тепла от таких участков, которые требуют неизменности геометрических размеров, с внешней поверхностью или оболочкой, изготовленной из алюминия и алюминиевого сплава, которая эффективно рассеивает и проводит тепло. Вставка рубашки охлаждения с алюминиевой оболочкой на солевом сердечнике обеспечивает конструкцию для защиты солевого сердечника от растрескивания или иного разрушения во время процесса изготовления. Получаемый контур охлаждения или рубашка охлаждения в головке имеет тонкие стенки и проточные каналы с меньшим сечением. Вставка рубашки охлаждения позволят обеспечить точный позиционный контроль, а также контроль физической формы проточных каналов для оптимизированной теплопередачи благодаря улучшенным конфигурациям проточной части, которые в противном случае были бы недоступны при использовании традиционных соляных сердечников или литья под высоким давлением, или из-за ограничений, связанных с оснасткой для литья Малые поперечные сечения проточных каналов позволяют хладагенту проходить рядом с областями высокой тепловой нагрузки, такими как седло клапана в головке. Конструкционная вставка использована с головкой, чтобы обеспечить дополнительную прочность головки, например, при использовании с композитным материалом, что приводит к снижению массы двигателя и повышению экономичности.
Выше раскрыты примерные варианты осуществления изобретения, но они не раскрывают все возможные формы настоящего изобретения. Скорее, словесные формулировки, используемые в спецификации - это формулировки описательные, а не ограничивающее, и следует понимать, что различные изменения могут быть внесены без отклонения от сущности и объема настоящего изобретения. Кроме того, отличительные признаки различных вариантов осуществления изобретения могут быть объединены, чтобы получить дальнейшие варианты осуществления изобретения.
Реферат
Изобретение может быть использовано в двигателях внутреннего сгорания. Головка (100) блока цилиндров для двигателя внутреннего сгорания содержит внутренний конструкционный металлический элемент (102), имеющий первую пластину (104), образующую стыковочную поверхность (106) головки блока цилиндров и образующую ряд тарельчатых потолков (108) цилиндров. Внутренний конструкционный элемент (102) содержит стойки (110) для болтов головки блока цилиндров, проходящие из первой пластины (104), направляющие (112) выпускных клапанов, соединенные с первой пластиной (104) первыми опорными штангами (114), направляющие (116) впускных клапанов, соединенные с первой пластиной (104) вторыми опорными штангами (118), и вторую пластину (120), выполненную с возможностью монтажа выпускного коллектора и проходящую под углом к первой пластине (104). Головка (100) блока содержит внешний композитный элемент (150), поддерживаемый внутренним конструкционным элементом (102), окружающий его и образующий корпус головки блока цилиндров. Корпус головки блока цилиндров содержит стенку (154) впускной стороны, первую и вторую торцевые стенки (156) и верхнюю стенку (152), противоположную стыковочной поверхности (106). Внешний композитный элемент (150) образует рубашку охлаждения, впускные отверстия и выпускные отверстия. Внешний композитный элемент (150) заключает в себя стойки для болтов головки блока цилиндров и направляющие впускных и выпускных клапанов внутреннего конструкционного элемента. Проточные каналы рубашки охлаждения, образованные внешним композитным элементом (150), облицованы металлическими стенками, контактирующими с композитным материалом внешнего композитного элемента (150) и заключенными в нем. Раскрыт вариант выполнения головки блока цилиндров. Технический результат заключается в улучшении точности позиционного контроля а также в улучшении контроля физической формы проточных каналов для теплопередачи. 2 н. и 10 з.п. ф-лы, 5 ил.
Комментарии