Способ литья, в частности, головки блока цилиндров двигателя - RU2306194C2
Код документа: RU2306194C2
Чертежи










Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится, в основном, к технологии для производства литейных деталей, в частности оно относится к процессам свободного литья в кокиль и процессам, осуществляемым при низких давлениях, при которых используют литейные стержни для получения внутренних полостей в отливке. Типичным примером такого литейного процесса является процесс, который используют для изготовления головок блоков цилиндров двигателей, где внутренние литейные стержни необходимы, чтобы создать рубашку охлаждения для охлаждающей воды для двигателя, впускных и выпускных каналов, и любой другой вспомогательной полости.
Уровень техники
Обычно, для среднего и крупного производств, литье головки блока цилиндров двигателя осуществляют путем использования стационарной внешней литейной формы, называемой кокилем, где внутри и также иногда снаружи, требуются литейные стержни, которые вводят (компонуют) в кокиль для создания единого корпуса готового для отливки.
В процессе отливки путем использования кокиля с применением литейных стержней из песка и полимеризованной смолы основная трудность заключается в полном коллимировании внутренней части детали, которую будут отливать, той части, которую образуют литейные стержни, с внешней стороной, которую образует кокиль, с тем, чтобы получить требуемую точность размера. Стержни создают в соответствующих литейных формах, называемых стержневыми ящиками, и затем их обычно предварительно компонуют в непосредственной близости к кокилю.
Группу предварительно скомпонованных литейных стержней собирают с помощью автоматических устройств (захватывающих и зажимных приспособлений) и укладывают (компонуют) в кокиле. На этой стадии имеется возможность заливать расплавленный металл, который будет заполнять пространство, образуемое между песчаными литейными стержнями и кокилем.
Песчаные выступы, называемые знаками, создают на литейных стержнях для удерживания группы компонуемых литейных стержней в желаемом положении. Такие знаки устанавливают в кокиле, и они не представляют собой часть изделия, получаемого в результате литья. В конкретном случае литейных стержней для впускных и выпускных каналов головки блока цилиндров двигателя, чьи поверхности формируют конечную форму отливки, такие литейные стержни вводят в стержень рубашки охлаждения и, во время стадии перемещения группы стержней в кокиль, если сборка выполнена вручную, они находятся в незакрепленном состоянии благодаря наличию зазоров, которые будут заполнены массой металла. Затем их устанавливают за счет силы тяжести в нижнюю зону соответствующих проходов, предусмотренных в литейном стержне рубашки охлаждения. Когда литейные стержни для каналов находятся в контакте с нижней частью (нижним основанием) кокиля, они принимают окончательное положение.
Когда компоновку литейных стержней осуществляют автоматическими устройствами, литейные стержни для каналов удерживают в соответствующих положениях относительно рубашки охлаждения с помощью специального автоматического приспособления, но обычно лишь со стороны фланцевого соединения с впускным и выпускным трубопроводами. Проведение операции в полной мере требует применения способа, который следует осуществлять осторожно.
Так как традиционная технология требует, чтобы литейные стержни рубашки охлаждения формовали отдельно друг от друга, как отдельные стержни, внутреннюю часть стержневого ящика рубашки охлаждения необходимо также предусматривать со всеми другими элементами, геометрические характеристики которых зависят от внешней толщины деталей внутри отливки (каналов и т.п.) и которые предназначаются в процессе последующей компоновки литейных стержней для помещения других стержней. Однако ввиду того что внешние участки каналов не подвергаются перемещению, так как обычно они на половину высоты находятся в рубашке охлаждения, в настоящее время используют подвижные детали, управляемые с помощью зубчатых передач, кулачковых валов или, в наилучшем случае, с помощью пневматических цилиндров, почти всегда перемещающимися по наклонным осям.
В случае головки блока цилиндров двигателя, для того чтобы облегчить извлечение этих подвижных деталей, необходимо придать больший уклон (угол перемещения) и деформировать каналы по внешней толщине, обеспечивая избыточный материал для получения минимальной толщины, требуемой операцией литья. Это предполагает уменьшение стержня рубашки охлаждения, приводя к повышенной хрупкости стержня и более низкой эффективности системы охлаждения.
В других случаях проблема создания прохода литейных стержней для каналов сквозь отверстия, предусматриваемые в стержнях для рубашки охлаждения, решается путем разделения последних горизонтально на две половины, которые затем прикрепляют друг к другу с помощью адгезива после введения каналов.
Однако это предполагает более высокие производственные затраты и более низкое качество выпускаемой продукции, прежде всего благодаря заусенцам в отливке, которые могут возникать в камере для циркуляции воды, и благодаря газовым пузырям в отливке, которые могут появляться из-за возможного контакта расплавленного металла с адгезивом, скрепляющим половинки литейных стержней.
Другой литейный процесс, называемый Lost Foam (литье по газифицируемым моделям), состоит в создании множества секторов из полистирола путем использования специальных литейных форм. Как только такие секторы прикрепляют друг к другу, они становятся соответствующими той детали, которая будет отливаться. На модель из полистирола, полученную таким образом, наносят покрытие и помещают затем в контейнер, который после этого наполняют с помощью вибрации обычным песком или аналогичным материалом. Используя особый канал для заливки, изготовленный также из полистирола, расплавленный металл заливают в контейнер. Как только полистирол сгорает, он замещается металлом, формируя, таким образом, желаемую отливку.
Этот процесс позволяет исключить создание и установку песчаных литейных стержней, покрытых полимерным материалом. С другой стороны, однако, кроме различных технологических проблем, он также имеет недостаток в случае отливки головки блока цилиндров двигателя в том, что формы каналов, даже имеющих покрытие, не являются оптимальными, так как их поверхности формуются и, следовательно, непосредственно завершаются полистирольными поверхностями. В них также могут присутствовать участки сочленений, являющиеся следствием соединения секторов из полистирола. Кроме того, необходимость использования клея является главной причиной газовых пузырей. В сущности, этот способ почти не применяется.
Цели и преимущества изобретения
Целью настоящего изобретения является устранение недостатков известного уровня техники, упомянутых выше, путем предложения нового способа литья, который позволяет получать изделия отливки более высокого качества, снижая тем самым количество производственных отходов из-за дефектов, связанных с размерами, и дополнительно внедрять новые конструкционные возможности.
Другой целью изобретения является создание способа литья, который делает возможным идеальное относительное позиционирование каждого литейного стержня и легкую установку литейных стержней в литейную форму или в другой стержень вне зависимости от их формы.
Другой целью изобретения является создание способа литья, который делает возможным значительное упрощение стержневых ящиков, то есть так, чтобы они не имели никаких сложных форм, вырезов и соединенных подвижных элементов, и которые, следовательно, будут более дешевыми, более надежными и более легкими для обслуживания.
Другой целью изобретения является создание способа литья в кокиль для изготовления головок блоков цилиндров двигателей, который делает возможным изготавливать литейные стержни для впускных и выпускных каналов двигателей без каких-либо деформаций по внешней толщине и имеющих наиболее изменчивые и сложные формы, в результате чего можно улучшать технические характеристики двигателей, и двигатели будут экологически более усовершенствованными в отношении выхлопных газов в соответствии с новой технологией литья.
Еще другой целью изобретения является создание способа литья головок блоков цилиндров двигателей. Способ дает возможность внедрять вставки для каналов в литье, изготовленные из материала, способного выдерживать тепло, создаваемое расплавленным металлом, для того, чтобы получать идеально гладкие каналы, которые должны способствовать повышению эффективности двигателя.
Эти и другие цели изобретения достигаются за счет процесса литья согласно нижеследующей Формуле изобретения.
Краткое описание чертежей
Дополнительные характеристики изобретения будут показаны более отчетливо со ссылкой на прилагаемые иллюстрирующие и неограничивающие объем изобретения чертежи. На таких чертежах:
на Фиг.1 показаны литейные стержни из песка и полимеризованной смолы для создания впускных и выпускных каналов головки блока цилиндров двигателя;
на Фиг.2 показано изображение в поперечном разрезе стержневого ящика для формования литейных стержней, показанных на Фиг.1, в виде варианта осуществления изобретения с применением вставок вокруг впускного и выпускного каналов.
на Фиг.3 показаны литейные стержни для каналов со вставками, применяемыми при использовании стержневого ящика, показанного на Фиг.2;
на Фиг.4 показан поперечный разрез литейных стержней для каналов, введенных в литейную форму для покрытия их вспененным материалом;
на Фиг.5 показана группа седел клапанов и литейных стержней для каналов, покрытых вспененным материалом;
на Фиг.6 показан стержневой ящик для рубашки охлаждения, еще не заполненный;
на Фиг.7 показан стержневой ящик (Фиг.6) с группой литейных стержней для каналов, показанных на Фиг.5, которые в него установлены;
на Фиг.8 показана группа литейных стержней, седел клапанов и покрытие из вспененного материала, полученное путем формования литейного стержня для рубашки охлаждения в стержневом ящике, показанном на предыдущем чертеже, причем направляющие для клапанов введены в покрытие;
на Фиг.9 показана схема завершенной компоновки литейных стержней кокиля, состоящих из группы литейных стержней, показанных на предыдущем чертеже;
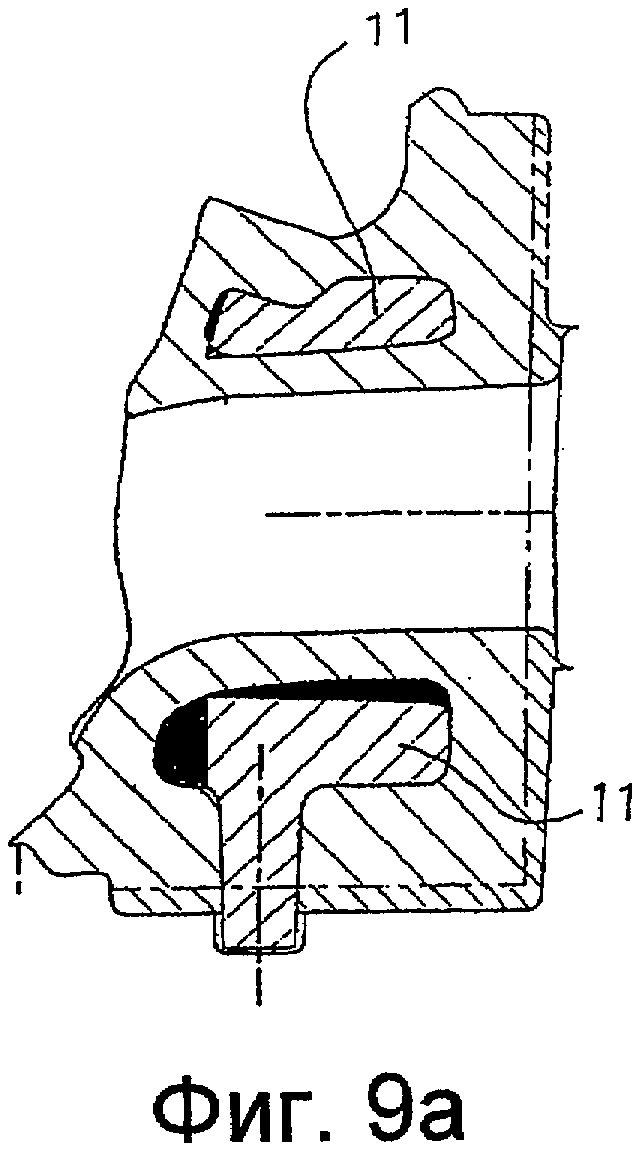
на Фигурах 9а и 9b показаны две увеличенные в масштабе детали схемы компоновки литейных стержней, где черными участками обозначены различия в форме и различия в размерах объема рубашки охлаждения, которые можно получить с помощью подробно обсуждаемого способа литья, по сравнению со способом, существующим в настоящее время;
на Фиг.10 показана схема компоновки литейных стержней согласно варианту осуществления изобретения с использованием вставок.
Подробное описание изобретения
Как отмечено выше, настоящее изобретение относится к способу литья для получения отливок, имеющих внутренние полости. Как известно, такие полости получают путем установки в литейную форму, такую как кокиль, предназначенный для приема расплавленного металла, одного или большего количества литейных стержней, изготовленных из песка и полимеризованной смолы или другого материала. Такие стержни, в свою очередь, изготавливают заранее в специальных литейных формах, называемых стержневыми ящиками. В случае большего количества стержней, их изготавливают отдельно, каждый в соответствующем стержневом ящике, и затем их компонуют друг с другом перед тем, как их устанавливать (компоновать) в литейной форме или кокиле. С этой целью литейные стержни обычно снабжают дополнительными выступами и полостями, называемыми положительными и отрицательными знаками, для того, чтобы они поддерживали друг друга, и другими выступами из песка, предназначенными для укладки в соответствующие участки в кокиле, которые не формируют элементов отливки.
Способ согласно настоящему изобретению предусматривает покрытие одного или большего количества литейных стержней, изготовленных из песка или другого материала, слоем вспененного материала, такого как полистирол, лишь в фасонных зонах, используя специальную литейную форму, и затем укладку их в кокиль.
Предполагается, что материал для покрытия литейных стержней будет разрушаться при контакте с литейным металлом, который замещает его, тем самым, устанавливая требуемую толщину отливки, так что окончательная поверхность отливки будет определяться качеством поверхности литейного стержня.
В частности, подробно обсуждаемый способ был опробован и показал себя особенно выгодным в литейных процессах, при которых требуется создание основного литейного стержня и одного или большего количества вспомогательных литейных стержней. Согласно исследованию, после того как их создали обычным способом в соответствующих стержневых ящиках, такие вспомогательные литейные стержни укладывают в литейную форму и покрывают вспененным материалом лишь в фасонной зоне толщиной, требуемой для отливки, и затем их укладывают (предварительно скомпонованные) в основной стержневой ящик, который еще будет формоваться, то есть в пустой.
Для того чтобы принимать вспомогательные стержни, уже покрытые вспененным материалом, ящик с основным литейным стержнем может быть пустым на величину объема, соответствующего объему форм указанных вспомогательных литейных стержней, так как формы и толщина замещаются стержнями и покрывающим слоем. Как следствие, ящик с основным литейным стержнем намного легче и дешевле для применения, так как он дает возможность исключить какой-либо внутренний вырез и какие-либо подвижные элементы, которые требуются, чтобы обеспечить размещение вспомогательных литейных стержней. Кроме того, только ящик с основным литейным стержнем имеет внешние знаки вспомогательных стержней, которые будут предварительно компоноваться в нем же. После формования ящика с основным литейным стержнем песком и полимеризованной смолой, получают единое монолитное тело, уже скомпонованное и обладающее в значительной степени геометрической точностью, состоящее из основного литейного стержня и вспомогательных литейных стержней, которые представляют единое целое с основным литейным стержнем за счет покрытия, которое формирует толщину отливки.
Такое монолитное тело можно после этого легко транспортировать и помещать в литейную форму или кокиль.
Кроме литейных стержней из песка или другого материала, подробно рассматриваемый способ литья можно применять, используя тонкие полые вставки, состоящие из термостойкого материала, такого как металл или композитный материал, и предназначенные для внедрения в литье с тем, чтобы создавать идеально гладкие внутренние поверхности полостей. С точки зрения размеров, ящик с основным литейным стержнем способен принимать как литейные стержни из песка, так и вставки, покрытые вспененным материалом.
Если в литье должны вводиться вставки из металла или другого материала и эти вставки имеют внутреннюю полость, где такая полость соответствует конструкции литейного стержня, эти вставки следует устанавливать в особый стержневой ящик, в такой, в котором дополнительно учитывается толщина вставки, после чего ящик подвергают формованию. Получаемый, в конечном счете, литейный стержень будет снабжен знаками и внедренными вставками только в фасонной зоне и, кроме служебной функции в качестве опоры для вставок, такой литейный стержень будет также предохранять от попадания расплавленного материала в полую часть внедренной вставки.
Отличительная особенность, которая позволяет осуществлять предварительную компоновку уже покрытых литейных стержней в стержневом ящике, который еще предстоит формовать (пустой), дает возможность придавать таким вспомогательным литейным стержням любую геометрическую форму, которая в ином случае была бы невозможна. Следовательно, имеется возможность создать в отливке даже несколько проходов, лабиринтов и такую форму, которая была невозможна прежде, и при этом нет необходимости выполнять последовательную компоновку, а лишь после формования всех стержней.
Следовательно, описанный процесс протекает во внешней толщине всех вспомогательных литейных стержней, не имеющих никакой деформации и являющихся идеальными по форме, как чертежи, процесс, который никогда не был возможен по традиционной технологии, так как часто для создания внутренних форм ящика для основного литейного стержня требовались подвижные элементы для перемещения, которые можно было создать лишь с помощью особой деформации.
В любом случае, конструктор в области литейного производства обеспечивается новой технологией, которая дает возможность создавать отливки, в которые можно встраивать даже другие смежные детали, отливаемые в настоящее время отдельно, согласно ограничениям, существующим в современной традиционной технологии литья.
Такую новую технологию можно использовать также для придания жесткости путем предварительного покрытия хрупких литейных стержней вспененным материалом для того, чтобы облегчить обработку, или с целью большей защиты от повреждения после предварительной компоновки в литейной форме, или же для того, чтобы ограничить воздействие металлостатического давления.
Вышеуказанное достигается как проведением предварительной компоновки непосредственно в литейной форме, в этом случае толщина покрытия может быть равной или меньшей, чем толщина отливки, или же путем укладки предварительно покрытых литейных стержней в другой стержневой ящик, который еще будут формовать, и в этом случае покрытие должно быть равным толщине отливки.
Для того чтобы покрыть и литейные стержни, и вставки полистиролом или другим эквивалентным материалом, необходимо иметь в распоряжении специальную литейную форму, состоящую из одной нижней вогнутой половины и другой верхней вогнутой половины, в то время как выпуклые элементы состоят из литейных стержней или вставок, на которые следует нанести покрытие.
Литейную форму создают с опорными поверхностями для всех стержневых знаков, соответствующих по объему стержневым ящикам, литейным формам или кокилям, принимая во внимание специфические допустимые отклонения и тепловые расширения.
Подробное описание варианта осуществления изобретения
Описанный способ литья особенно, но не исключительно, пригоден для применения в процессе кокильной отливки головки блока цилиндров двигателя. В этом случае, со ссылкой на прилагаемые чертежи, основной литейный стержень 11 представляет собой стержень для рубашки охлаждения, который является стержнем, предназначенным для создания проходов для циркуляции охлаждающей жидкости, в то время как вспомогательные литейные стержни являются главным образом стержнями, связанными с впускным 12 и выпускным 13 каналом.
Последние плюс другие вспомогательные литейные стержни, такие как, например, стержни, предназначенные для создания камеры для циркуляции отработавших газов и которые отчасти включают литейный стержень для рубашки охлаждения, формуют в соответствующих стержневых ящиках традиционным способом. Сразу же после формования такие литейные стержни устанавливают в единую литейную форму 19 (Фиг.4) для покрытия вспененным материалом 18, таким как полистирол. Седла клапанов 14, 15 для впускных и выпускных клапанов можно устанавливать предварительно в указанную литейную форму на конкретные исходные точки. Кроме того, литейную форму можно снабдить подвижными цилиндрическими штырями 16, 17, предназначенными для создания седел 16′, 17′ (Фиг.5), в которые будут вводиться направляющие 16", 17" для клапанов.
Полистирол 18 или эквивалентный материал, впрыскиваемый в литейную форму, покрывает лишь фасонные зоны стержней, введенных в нее, с требуемой для отливки толщиной, исключая, тем самым, от покрытия стержневые знаки 12′, 13′. Также седла клапанов устанавливают на внешний диаметр, в то время как во внутренней части они будут совмещаться с коническими краями литейных стержней для каналов. Для этого конкретного применения седла клапанов 14, 15 должны иметь во внутреннем диаметре соответствующий припуск на обработку. Внешний диаметр седел клапанов создается конусом, соответствующим его внутренней части, и такой конус требуется для материала покрытия, чтобы поддерживать и удерживать в определенном положении седла клапанов в процессе дальнейшей обработки, вплоть до компоновки в кокиле или литейной форме. Металл будет затем блокировать седла клапанов на отливке.
Группу, состоящую из каналов 12, 13 и седел 14, 15 клапанов, покрывают вспененным материалом 18 (представляет собой единое тело (Фиг.5)), затем устанавливают (предварительно компонуют) в стержневом ящике 20 для рубашки охлаждения (Фиг.6, 7). Как видно из вышеописанного, стержневой ящик 20 для рубашки охлаждения имеет очень простую конструкцию, так как он не содержит форм, соответствующих внешней толщине предварительно скомпонованных вспомогательных литейных стержней.
Фактически, вместо таких форм присутствуют места исходных точек 20′ и негативные стержневые знаки 20′′ (Фиг.6), предназначенные для приема вспомогательных литейных стержней с соответствующими знаками и седлами клапанов, покрытыми вспененным материалом. Стержневой ящик, следовательно, не содержит никаких вырезов и подвижных элементов.
На этой стадии стержневой ящик для рубашки охлаждения заполняют песком и полимеризованной смолой, создавая тем самым очень точную монолитную группу, где литейный стержень 11 для рубашки охлаждения охватывает и сохраняет внешний слой литейных стержней для каналов, состоящий из вспененного материала на фасонных зонах (Фиг.8). Следовательно, создается также идеальное относительное позиционирование между каждым из стержней.
Когда вся группа, состоящая из вспомогательных литейных стержней, седел клапанов и вспененного материала сформована в виде единого тела со стержнем для рубашки охлаждения, направляющие 16", 17" для клапанов можно автоматически вводить в соответствующие седла 16′, 17′, создаваемые в вспененном материале. Применяют специальные герметизирующие элементы в местах стыков между вспененным материалом и верхней половиной стержневого ящика для рубашки охлаждения для того, чтобы предотвратить в процессе формования проникновение песка в седла направляющих.
Направляющие для клапанов могут быть сплошными (без центральных отверстий), так как механическую обработку для введения штоков клапанов выполняют с использованием направляющих для клапанов, внедренных в литье. Помимо других вещей, это позволяет предотвратить использование традиционных придающих жесткость распорок вокруг направляющей для клапана в литейных стержнях для каналов.
Направляющие для клапанов могут быть снабжены вогнутым округлым пазом на участках, внедряемых в вспененный материал, которые могут удерживать в определенном положении направляющие для клапанов в литьевом металле, когда последний замещает вспененный материал.
В верхней части направляющей для клапана часто присутствует другой стержень 21 для продольного масляного канала, как в случае, показанном на Фиг.10, или стержень для камеры толкателя клапана, который создает литники (металл для отливки, подаваемый в процессе литейной усадки при охлаждении).
Как следствие, верхний торец направляющих для клапанов будет всегда направляться в соответствующее седло, создаваемое в указанном верхнем стержне 21 или в стержне для камеры толкателя клапана, и, следовательно, будет блокироваться в правильном положении, даже когда литьевой металл разрушил или разрушает вспененный материал вокруг направляющих для клапанов, не производя такого же разрушения направляющих для клапанов. В нижней части направляющие для клапанов вводят и останавливают в соответствующих седлах 22, создаваемых в литейных стержнях для каналов (Фиг.3).
Начиная с этого момента, монолитную группу, состоящую из стержня 11 для рубашки охлаждения, вспомогательных литейных стержней, седел клапанов, направляющих для клапанов, вспененного материала вместе с другими литейными стержнями, такими как стержень 21, можно устанавливать в скомпонованном виде в кокиль (Фигуры 9, 10). В процессе литья расплавленный металл будет разрушать и замещать вспененный материал, устанавливая требуемую толщину и внедряя седла клапанов и направляющие для клапанов.
На Фиг.10 показана та же самая схема компоновки, как описанная выше, но где стержни для каналов состоят из полых металлических вставок 23 (или изготовленных из другого материала способного выдерживать тепло, создаваемое металлом литья), заполненных песком и полимеризованной смолой, имеющей функцию опоры, а также служащей для предотвращения какого-либо проникновения расплавленного металла во вставки. Внутренняя часть таких вставок имеет одинаковые с песчаными стержнями характеристики в отношении размеров. Песчаные литейные стержни и вставки 23, покрытые полимеризованной смолой, формуют в особом стержневом ящике 10, для которого должна приниматься в расчет толщина указанных вставок (Фиг.2).
На одном конце вставки заканчиваются напротив седел клапанов, в то время как на противоположном конце они заканчиваются вровень с краем исходного материала для создания отливки. Так как стержни 12, 13 для впускных и выпускных каналов или любых других вспомогательных литейных стержней устанавливают (предварительно компонуют) после того, как их покрыли вспененным материалом 18 в стержневом ящике 11 для рубашки охлаждения, не существует какого-либо конструкционного ограничения для литейных стержней, предназначенных для каналов, и для других вспомогательных стержней. Например, впускные каналы можно соединять друг с другом с помощью единой камеры без какого-либо прерывания в горизонтальном направлении в сторону верхней части седел клапанов. Такая камера может достигать даже соединительного фланца впускного трубопровода и формировать единую камеру, объединенную с тем же трубопроводом, не создавая каких-либо проблем при компоновке с рубашкой охлаждения. Такой подход можно распространять также на вставки, изготовленные из другого материала и внедренные в литье.
Как следствие, главный конструктор будет иметь полную свободу при конструировании, так как исключаются ограничения, связанные с конструкциями сегодняшнего дня, такие как вынужденное прохождение труб через рубашку охлаждения. Например, как показано на Фигурах 9а и 9b, камеру водяной рубашки можно создавать в виде более округлой конструкции (черные участки) вместо современных наклонных поверхностей и острых краев, делая возможным перемещение. Стержни для каналов по внешней толщине также не имеют деформаций, при постоянной и идеальной толщине, в точности как в спецификации к чертежу.
Короче, способ литья в кокиль, предлагаемый и применяемый для создания головки блока цилиндров двигателя, позволяет получать следующие преимущества:
- впускные и выпускные каналы без каких-либо внутренних конструкционных ограничений и без деформаций во внешнем слое и, в результате, с постоянной толщиной отливки;
- впускные и выпускные каналы, состоящие из термостойких вставок, внедренных в процессе литья;
- более высокая геометрическая точность в положении впускных и выпускных каналов и рубашки охлаждения относительно камер сгорания;
- рубашка охлаждения с большим объемом для прохождения воды в более критических зонах;
- седла клапанов, внедряемые в процессе литья;
- направляющие для клапанов, внедряемые в процессе литья;
- возможность исключения отверстий, создаваемых стержневыми знаками, предназначенными для поддерживания литейного стержня для рубашки охлаждения на стадии заливки, устраняя, тем самым, механическую обработку, требуемую для тампонирования таких отверстий.
Реферат
Изобретение относится к способу литья для изготовления деталей, имеющих внутренние полости или отверстия. Указанные отверстия и/или полости создают путем установки в литейную форму одного или большего количества литейных стержней, изготовленных, например, из песка. Основной литейный стержень получают в стержневом ящике, вместе с одним или большим количеством вспомогательных литейных стержней, предназначенных для объединения с основным литейным стержнем. По крайней мере на один вспомогательный стержень в определенных зонах и шаблонной толщиной наносят покрытие из материла, разрушаемого при контакте с расплавленным металлом. В литейном стержне и в слое покрывающего материала формируют два соосных отверстия. В указанные отверстия устанавливают направляющую для клапанов впускных и выпускных каналов головки блока цилиндров. Монолитную группу стержней с покрытием устанавливают в литейную форму для заливки металла. Литейные стержни, на которые наносят покрытие, можно формировать в виде полых вставок, изготовленных из термостойкого материала, заполненных песком и полимеризованной смолой. Обеспечивается повышение качества отливок. 2 н. и 11 з.п. ф-лы, 10 ил.

Комментарии