Способ изготовления литого колеса и литейная форма - RU2568552C2
Код документа: RU2568552C2
Чертежи




Описание
Область техники
Данное изобретение относится к способу изготовления литого колеса, согласно которому остающийся в литом колесе стержень с венцом по периметру устанавливают в литейную форму с по меньшей мере нижней и верхней полуформами, которые сдвигают в направлении друг к другу для смыкания литейной формы, причем стержень позиционируют в литейной форме посредством по меньшей мере одного элемента позиционирования в заданном положении. При этом концевой сегмент элемента позиционирования фиксируется с силовым или фрикционным замыканием в расположенном по периметру венце стержня.
Кроме того, изобретение относится к литейной форме для изготовления литой детали, в частности литого колеса, по меньшей мере с одной нижней и одной верхней полуформами, которые выполнены с возможностью сдвига в направлении друг друга для смыкания литейной формы.
Уровень техники
Из патентного документа AT 409728 B известен способ изготовления литого обода колеса, при котором предварительно изготовленный стержень из металлической пены закладывается в литейную форму, имеющую верхнюю и нижнюю части изложницы и боковые направляющие стержня. Стержень фиксируется с помощью элементов позиционирования в нужной позиции и затем окружается легким сплавом. Для отвода газов, которые возникают при отливании стержня, литейная форма или элемент позиционирования имеет одно вытяжное отверстие. Остающиеся в литом колесе элементы позиционирования фиксируются на стержне. Для центрирования стержня в литейной форме элементы позиционирования входят в самостопорящееся соединение с подвижной верхней частью изложницы. Для этой цели элемент позиционирования имеет коническую рабочую поверхность, которая путем прилегания к образующему сужение поперечного сечения уступу в вытяжном отверстии верхней части изложницы обеспечивает самостопорящий эффект. Эта технология доказала свою целесообразность в отношении фиксации стержня посредством элементов позиционирования в предусмотренном положении, если элементы позиционирования могут размещаться на ребрах стержня, которые отстоят от кольцеообразной наружной части радильно внутрь. При этом исполнении выступающие вперед в осевом направлении ребер элементы позиционирования могут зажиматься в соответствующем вытяжном отверстии верхней части изложницы. Тем не менее, во многих случаях невозможно предусмотреть такое соединение. Это, в частности, имеет место в том случае, если стержень не имеет выступающих радиально внутрь ребер, на которых могли бы крепиться элементы позиционирования. Сообразно этому было бы желательно обеспечить точное позиционирование стержня также и в том случае, если стержень не будет иметь выступающих в колесные спицы ребер.
Кроме того, из патентного документа DE 4201278 A1 известна литейная форма для отливки полого распределительного вала. Для этого в литейной форме размещается литейный стержень, который имеет свободный концевой сегмент. Для закрепления свободного концевого сегмента литейного стержня предусмотрена опора. Опора имеет с обеих сторон литейного стержня анкерные сегменты, которые крепятся между нижней и верхней полуформами литейной формы. Таким образом опора проходит между расположенными напротив друг друга сторонами литейной формы. Однако это исполнение предназначено или подходит лишь для отливки иных формованных изделий.
В патентных документах WO 2006/042350 A1 и EP 1792674 A1 указаны другие приспособления для позиционирования.
Раскрытие изобретения
В отличие от этого задачей данного изобретения является создание способа и литейной формы для изготовления литого колеса с венцевидным стержнем вышеуказанного типа, которые обеспечивают точное позиционирование стержня в литейной форме при максимально возможной свободе исполнения стержня.
Это обеспечивается посредством вышеуказанного способа изготовления, согласно которому свободный концевой сегмент элемента позиционирования, отстоящий от расположенного по периметру венца стержня, при позиционировании стержня в литейной форме устанавливают на расположенной в рабочем положении преимущественно в горизонтальной плоскости опорной поверхности нижней полуформы литейной формы, в результате чего стержень позиционируется под действием силы тяжести в заданном положении.
Согласно этому способу для позиционирования стержня в литейной форме элемент позиционирования должен устанавливаться на соответствующую опорную поверхность нижней полуформы литейной формы. В этом положении стержень позиционируется под действием силы тяжести без контакта с полуформами литейной формы. Фиксация стержня происходит, в частности, посредством его собственного веса, благодаря чему обеспечивается стабильное положение на опорной поверхности. С учетом этого использование зажимного соединения между элементом позиционирования и соответствующей полуформой литейной формы для центрирования стержня не требуется.
Рациональным образом элемент позиционирования устанавливают на размещенной относительно его рабочего положения преимущественно в горизонтальной плоскости опорной поверхности; в зависимости от исполнения было бы также допустимо предусмотреть наличие расположенной под углом относительно горизонтали опорной поверхности, причем необходимо учитывать, что стержень удерживается в стабильном положении относительно полуформ литейной формы посредством силы тяжести.
Для высокоточного позиционирования стержня будет оптимально, если элемент позиционирования при смыкании литейной формы будет зажиматься между опорной поверхностью нижней полуформы и соответствующей ей опорной поверхностью верхней полуформы. При изготовлении литой детали стержень сначала устанавливают на опорную поверхность нижней полуформы, прежде чем полуформы начнут сдвигаться друг к другу для смыкания литейной формы, причем элемент позиционирования зажимают между сопряженными контактными поверхностями литейной формы. Таким образом стержень фиксируется от сдвига во время процесса литья, благодаря чему он размещается с высокой точностью в нужном положении в готовой литой детали.
Для позиционирования стержня в заданном положении в литейной форме будет оптимально, если выступающий из стержня штыреобразный, дугообразный или пластинчатый концевой сегмент элемента позиционирования будет устанавливаться на опорную поверхность нижней полуформы. Другой концевой сегмент элемента позиционирования преимущественно фиксируется в стержне с фрикционным и/или силовым замыканием. Форма отстоящего от стержня концевого сегмента определяет площадь соприкосновения с опорной поверхностью нижней полуформы. В случае штыреобразного концевого сегмента элемента позиционирования имеет место сравнительно небольшая площадь соприкосновения; в случае пластинчатого концевого сегмента, напротив, площадь соприкосновения между элементом позиционирования и опорной поверхностью может быть больше.
В предпочтительном варианте осуществления изобретения предусмотрено, что отстоящий от расположенного по периметру венца стержня по направлению радиально внутрь концевой сегмент элемента позиционирования устанавливают на опорную поверхность нижней полуформы. При окружении стержня легким сплавом образуется литая деталь, которая включает в себя расположенный по кругу венец. Этот способ изготовления целесообразно применять, в частности, для изготовления литого колеса, при котором стержень полностью размещается в расположенном по периметру борте обода. Для формования литого колеса особым преимуществом будет то, что венец будет иметь выступающие радиально внутрь карманы, которые при необходимости могут заходить в спицы литого колеса.
Для точного позиционирования стержня в литейной форме будет преимуществом, если несколько отстоящих в окружном направлении и зафиксированных в расположенном по периметру венце элементов позиционирования будут установлены на соответствующих опорных поверхностях нижней полуформы. Для равномерного опирания стержня на нижней полуформе будет оптимально, если элементы позиционирования будут располагаться на одинаковом угловом расстоянии на расположенном по периметру венце. Разумеется, элементы позиционирования могут позиционироваться на стержне в любых местах, т.е. и без точного соблюдения указанного равномерного распределения. При установке стержня в литейную форму элементы позиционирования устанавливаются на соответствующие опорные поверхности нижней полуформы.
Во избежание отрицательных воздействий вследствие находящихся в литой детали элементов позиционирования будет оптимальным, если выступающий из готовой литой детали концевой сегмент элемента позиционирования будет удален, в частности отрезан или сточен.
Во избежание коррозии, которая может возникнуть в случае существующих способов изготовления в точках выхода элементов позиционирования, будет преимуществом, если литая деталь, по меньшей мере, в области отрезанного концевого сегмента элемента позиционирования будет иметь лакокрасочное или порошковое покрытие. В предпочтительном варианте осуществления всю литую деталь в конце покрывают лакокрасочным покрытием в целях полного исключения опасности коррозии.
В случае литейной формы вышеописанного вида задача изобретения решается следующим образом: нижняя полуформа имеет расположенный по кругу выступ с опорной поверхностью, на которой может устанавливаться свободный концевой сегмент элемента позиционирования, соединенного с расположенным по периметру венцом стержня, в результате чего стержень может бесконтактно позиционироваться относительно полуформ в литейной форме. Сообразно этому посредством литейной формы согласно изобретению обеспечиваются те же преимущества, что и с уже описанным способом изготовления, так что во избежание повторения информации см. вышеприведенное описание.
Для изготовления литой детали с расположенным по кругу сегментом, в частности для изготовления литого колеса, будет оптимально, если расположенный по кругу выступ будет иметь исполнение в виде сегмента включающих полость граничных поверхностей. Форма готовой литой детали определяется посредством включающих полость граничных поверхностей.
Для стабильного позиционирования стержня в заданном положении будет преимуществом, если опорная поверхность в рабочем положении будет располагаться преимущественно в горизонтальной плоскости. Расположение опорной поверхности обеспечивает то, что стержень удерживается под действием силы тяжести бесконтактно, по меньшей мере, относительно нижней полуформы. В зависимости от исполнения это также обеспечивается посредством опорной поверхности, расположенной под плоским углом.
Чтобы зафиксировать стержень в заданном положении от бокового смещения, будет оптимально, если верхняя полуформа и/или нижняя полуформа будут иметь паз. Форма паза соответствует преимущественно наружному контуру устанавливаемого в паз элемента позиционирования, так что элемент позиционирования при окружении стержня легким сплавом не будет отклоняться в сторону.
Для предотвращения нежелательного смещения стержня при окружении легким сплавом в любом пространственном направлении будет оптимально, если паз(-ы) верхней и нижней полуформ будет(-ут) выполнен(-ы) при закрытом положении литейной формы таким образом, что отстоящий от стержня элемент позиционирования будет зажат в пазу(-ах). Зажатый в пазу элемент позиционирования не сможет отклоняться от заданного положения даже при высокой нагрузке, благодаря чему стержень размещается с высокой точностью в нужном положении в литой детали.
Для образования полости, соответствующей форме готовой литой детали, в литейной форме оптимальным является наличие уплотнительных поверхностей между верхней и нижней полуформами, причем опорная поверхность представляет собой сегмент уплотнительной поверхности нижней полуформы. Сообразно этому уплотнительная поверхность нижней полуформы имеет расположенную в рабочем положении в горизонтальной плоскости опорную поверхность, благодаря чему заметно облегчается позиционирование стержня в литейной форме.
Краткое описание графических материалов
Изобретение поясняется ниже на примере показанных на чертежах вариантов исполнения, на которых оно не ограничивается и дополнительно рассматривается ниже. Отдельные элементы показаны на чертежах.
На фиг.1 показано поперечное сечение сегмента литейной формы, в которой установлен окруженный легким сплавом стержень.
На фиг.2A показан вид спереди стержня, причем на расположенном по периметру венце закреплены дугообразные элементы позиционирования.
На фиг.2B в увеличенном виде показан фрагмент, представленный на фиг.2a в круге.
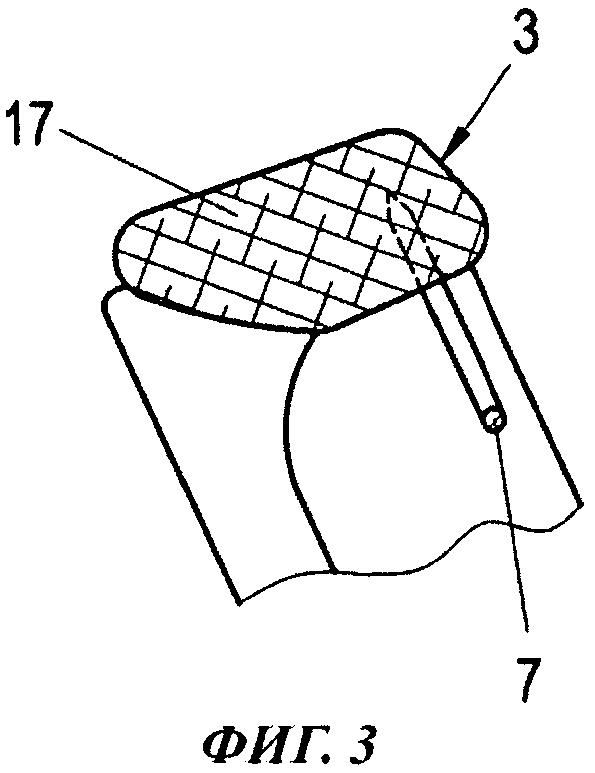
На фиг.3 показано сечение стержня согласно линии C-C на фиг.2B.
На фиг.4A показан вид части стержня, которая согласно следующему варианту осуществления соединена с элементом позиционирования, имеющим пластинчатый концевой сегмент.
На фиг.4B в увеличенном виде показан фрагмент, представленный на фиг.4A (см. выделение кругом).
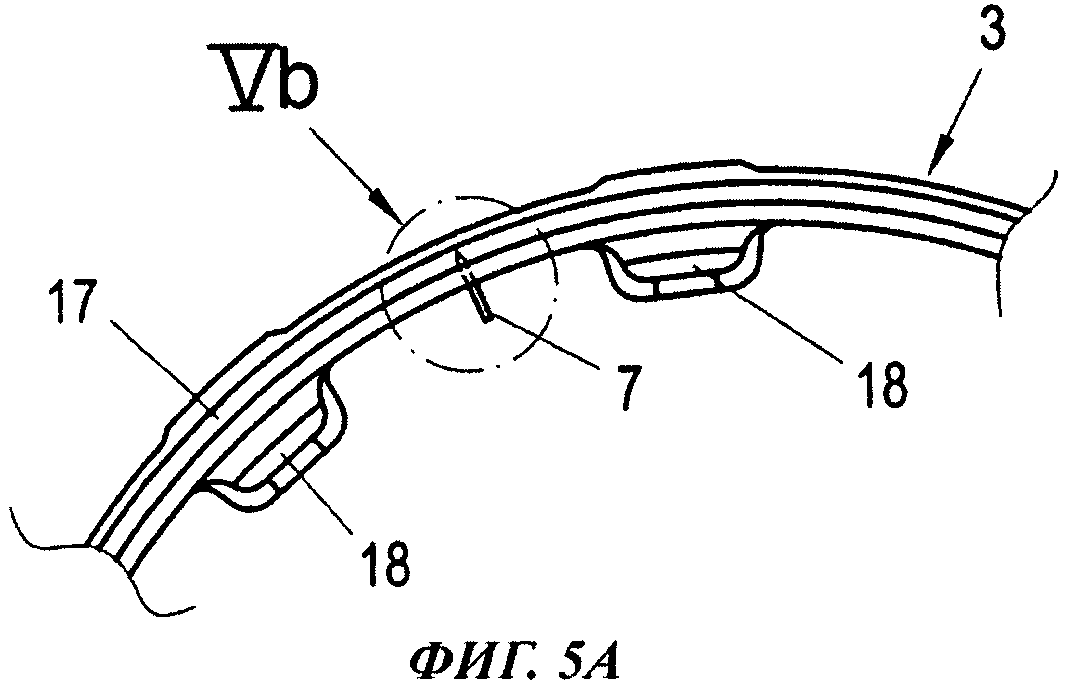
На фиг.5A представлен вид части стержня, которая согласно следующему варианту исполнения соединена с имеющим штыреобразный концевой сегмент элементом позиционирования.
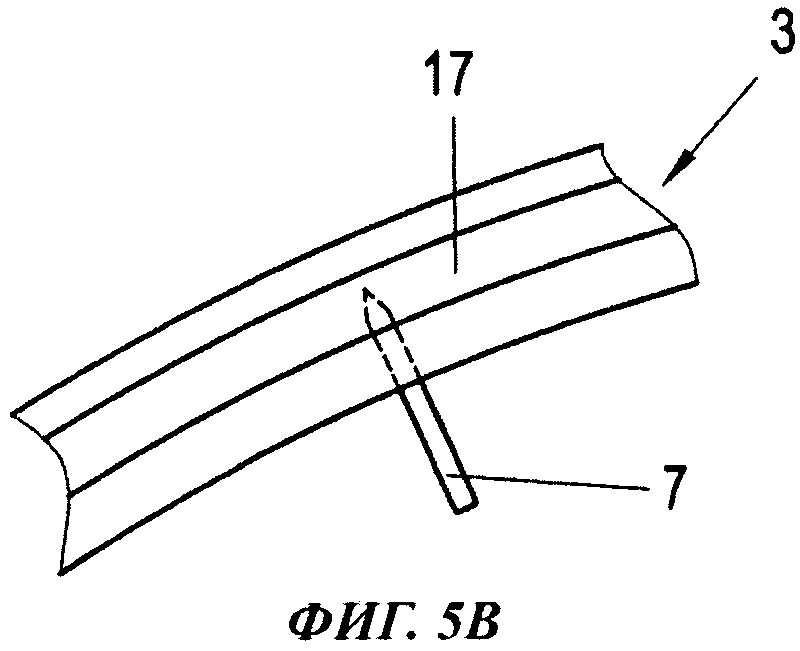
На фиг.5B в увеличенном виде показан фрагмент, представленный на фиг.5A (см. выделение кругом).
Осуществление изобретения
На фиг.1 показан фрагмент литейной формы 1 для изготовления литой детали 2. В показанном варианте осуществления легкосплавный обод или литое колесо 2′ изготовлено для автотранспортного средства. В литейной форме 1 установлен стержень 3, который имеет меньшую плотность, чем легкий сплав, окружающий стержень 3 для изготовления литого колеса 2′. Стержень 3 предварительно изготовлен из прессованного материала, например из пористого силикатного материала, в частности из вермикулита; стержень 3 в виде альтернативы может состоять из металлической пены или любого другого материала. Путем установки имеющего сравнительно низкую плотность стержня 3 в литом колесе 2′ можно добиться снижения веса. Как видно из фиг.1, литейная форма 1 имеет форму изложницы с верхней полуформой 4 и нижней полуформой 5. Кроме того, литейная форма 1 имеет, например, четыре примыкающих друг к другу в окружном направлении направляющих 6 стержня. Для смыкания литейной формы 1 верхняя полуформа 4 придвигается к нижней полуформе 5, причем боковые направляющие 6 стержня сдвигаются радиально внутрь до прилегания к нижней полуформе 5. Чтобы позиционировать стержень 3 в предназначенном положении в литейной форме 1, предусмотрен элемент 7 позиционирования, который соединен со стержнем 3. Элемент 7 позиционирования позволяет размещать стержень 3 при установке в литейную форму 1 бесконтактно относительно полуформ 4, 5, прежде чем стержень 3 будет окружен легким сплавом. При введении легкого сплава стержень 3 окружается им со всех сторон.
В случае уже известных способов изготовления литых колес 2 для центрирования стержня 3 в литейной форме 1 часто обеспечивают самостопорящееся соединение между элементом 7 позиционирования и верхней полуформой 4. Показанный стержень 3 имеет, однако, сравнительно меньшую протяженность в осевом направлении, так что стержень 3 не проходит под верхней полуформой 4. С учетом этого при таком исполнении невозможно выполнить позиционирование стержня 3 посредством самостопорящегося соединения с верхней полуформой 4.
Для обеспечения точного позиционирования представленного здесь стержня 3 в предусмотренном положении элемент 7 позиционирования при позиционировании стержня 3 в литейной форме 1 устанавливается на опорной поверхности 8 нижней полуформы 5. В этом положении стержень 3 позиционируется под действием силы тяжести без контакта с полуформами 4, 5 литейной формы в заданном положении. Опорная поверхность 8 относительно рабочего положения литейной формы 1 расположена горизонтально. Нижняя полуформа 5 имеет расположенный по кругу выступ 9, седловидная поверхность которого включает в себя опорную поверхность 8. Выступ 9 имеет боковые поверхности 10, 11, которые примыкают радиально наружу и радиально внутрь к горизонтальной опорной поверхности 8. Опорная поверхность 8 и направленная радиально внутрь боковая поверхность 10 выступа 9 выполнены в виде сегментов уплотнительных поверхностей 12 между имеющими соответствующую форму полуформами 4, 5. Направленная радиально наружу боковая поверхность 11 в соответствии с формой дна готового обода имеет вогнутое исполнение. Боковая поверхность 11 образует тем самым сегмент граничных поверхностей 13, которые включают в себя полость 14, соответствующую форме литого колеса 2′. Опорная поверхность 8 нижней полуформы 5 имеет паз 16, в который устанавливается элемент 7 позиционирования. При смыкании литейной формы 1 элемент 7 позиционирования зажимается между опорной поверхностью 8 нижней полуформы 5 и обращенной к опорной поверхности верхней полуформы 4 для всесторонней фиксации стержня 3 от смещения.
На фиг.1 также видно, что установленный на опорной поверхности 8 концевой сегмент элемента 7 позиционирования выступает из готового литого колеса 2′. После окружения стержня 3 легким сплавом выступающий концевой сегмент элемента 7 позиционирования отрезается. Во избежание появления коррозии литое колесо 2′ покрывается затем, по меньшей мере, в области отрезанного концевого сегмента элемента 7 позиционирования лакокрасочным покрытием; предпочтительно лакокрасочное покрытие наносят на все литое колесо 2′.
На фиг.2A и 2B показано исполнение стержня 3, в котором предусмотрен расположенный по периметру кругообразной формы венец 17, имеющий выступающие радиально внутрь карманы 18. В представленном на фиг.1 варианте предусмотрено всего четыре распределенных по периметру венца 17 элемента 7 позиционирования, которые зафиксированы с фрикционным или с силовым замыканием в венце 17. Свободные концевые сегменты элементов 7 позиционирования отстоят от венца 17 радиально внутрь. При установке стержня 3 в литейную форму 1 выступающие из стержня 3 концевые сегменты элементов 7 позиционирования устанавливаются на соответствующую опорную поверхность 8 нижней полуформы 5. На фиг.2A и 2B элемент 7 позиционирования имеет дугообразное исполнение в виде скобы, причем оба свободных конца дужек дугообразного элемента 7 позиционирования зафиксированы в венце 17 стержня 3.
На фиг.4A и 4B показано альтернативное исполнение элемента 7 позиционирования, который имеет пластинчатый концевой сегмент, который устанавливается на опорную поверхность 8.
В представленных на фиг.5A и 5B вариантах осуществления предусмотрен штыреобразный элемент 7 позиционирования. Фиксация элемента 7 позиционирования в стержне 3 может осуществляться уже известным образом с геометрическим или с силовым замыканием. Для соединения с фрикционным замыканием элемент 7 позиционирования имеет заостренный конец, который задвигается в предварительно изготовленный стержень 3.
Реферат
Изобретение относится к литейному производству. В литейную форму (1), имеющую нижнюю (5) и верхнюю полуформы (4), сдвигающиеся в направлении друг к другу для смыкания литейной формы (1), устанавливают остающийся в литом колесе (2′) стержень (3). Стержень выполнен с венцом (17) по периметру. Стержень (3) позиционируют в заданном положении в литейной форме (1) посредством по меньшей мере одного элемента (7) позиционирования. Концевой сегмент элемента (7) позиционирования фиксируют с силовым или фрикционным замыканием в расположенном по периметру венце (17) стержня (3). Свободный концевой сегмент элемента (7) позиционирования, отстоящий от расположенного по периметру венца (17) стержня (3), устанавливают на расположенной в рабочем положении преимущественно в горизонтальной плоскости опорной поверхности (8) нижней полуформы (5) с позиционированием стержня под действием силы тяжести. Обеспечивается точное позиционирование стержня в литейной форме при максимально возможной свободе исполнения стержня. 2 н. и 11 з.п. ф-лы, 8 ил.
Комментарии