Способ изготовления оболочковых форм по моделям из вспененного материала - SU1210955A1
Код документа: SU1210955A1
Описание
Изобретение относится к литейному производству, а именно к литью по удаляемым моделям.
Цель изобретения - улучшение качества за счет уменьшения потерь от растрескивания оболочки при удалении моделей, а также распшрение области применения моделей из вспененного материала высокой прочности.
Способ изготовления оболочковых форм по моделям из вспененного материала заключается в следующем.
На модель из вспененного материала наносят оболочку обычным способом литья по удаляемым моделям. Далее оболочку устанавливают в герметическую нагреваемую камеру и подвергают обжатию газом или жидкостью давлением О,2-е,6 МПа с деформацией модели до образования зазора между моделью и оболочкой. После образования между моделью и оболочкой зазора давление снимают. Удаление модели производят нагревом до температуры полной ее газификации при нормальном давлении или в вакууме для ускорения процесса и снижения температуры газификации. Оболочки с полистироловыми моделями, плотностью до 0,03 г/см, обжимают газом или жидкостью давлением 0,5- 0,6 МПа при нормальной температур е. Оболочки с полистироловыми моделями, плотностью 0,08 г/см (высокой прочности ) , для снижения давления обжатия одновременно с обжатием газом или жидкостью давлением 0,2-0,,6 МПа подвергают нагреву до температуры разупрочнения (размягчения) - 70- 120°С.
Изготавливаются керамические оболочки по пенополистироловым моделям разной плотности. Керамические оболочки наносят послойно на блоки мо70 80
делей по технологии, принятой в производстве литья по выплавляемым мо- , делям, т.е. окунанием в огнеупорную суспензию с последующей обсьткой
песком. Слои сушат нагретым воздухом . Блоки устанавливают в герметическую нагреваемую камеру и выдерживают при разных температурах и давлениях . Пенополистироловые модели,
плотностью до 0,03 г/см (обычно применяемые в литье по газифицируемым моделям), обжимают при нормальной температуре давлением выше 4 МПа, после чего их нагревают до
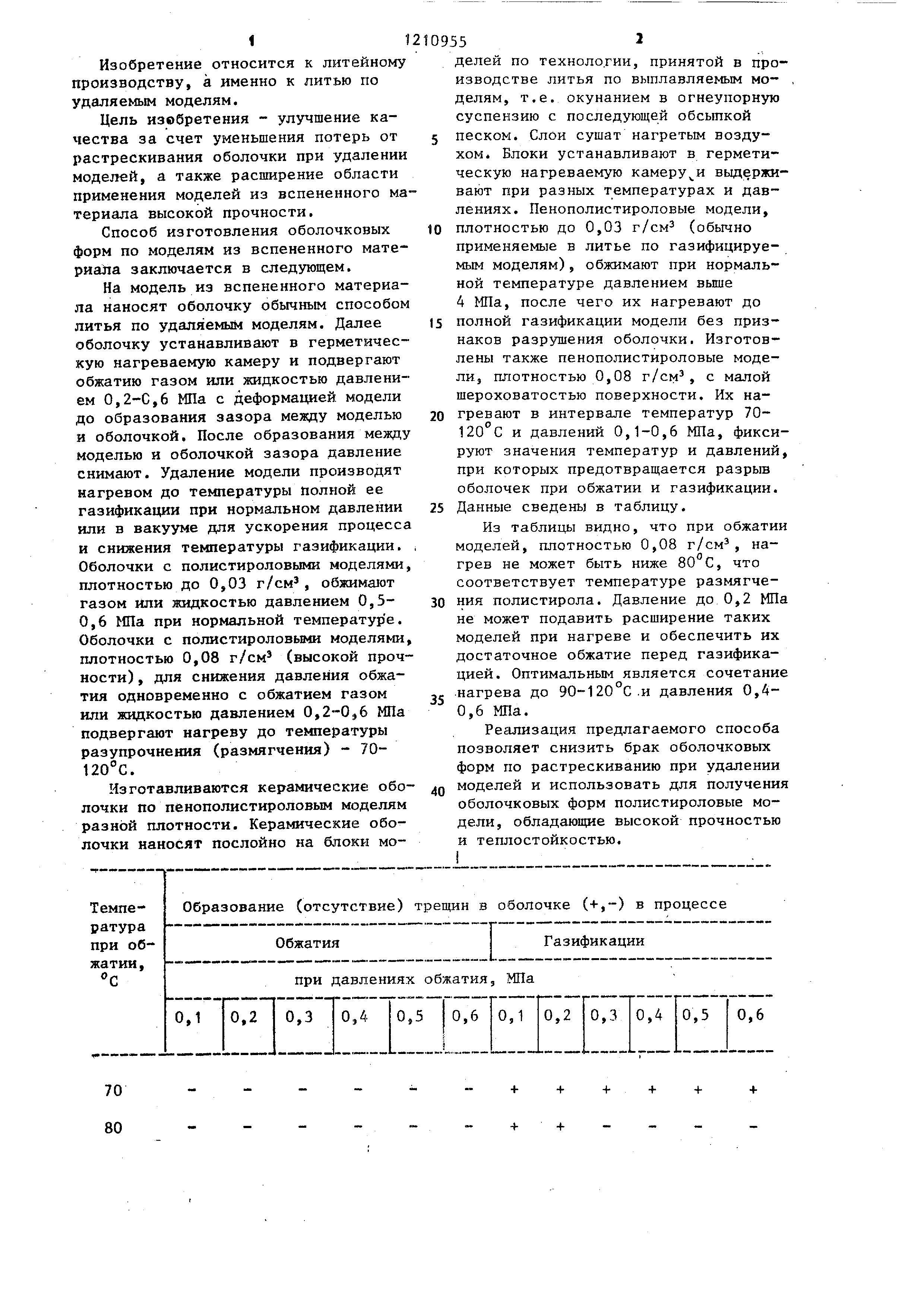
полной газификации модели без признаков разрушения оболочки. Изготовлены также Пенополистироловые модели , плотностью 0,08 г/см , с малой шероховатостью поверхности. Их нагревают в интервале температур 70- t20 С и давлений 0,1-0,6 МПа, фиксируют значения температур и давлений, при которых предотвращается разрьш оболочек при обжатии и газификации.
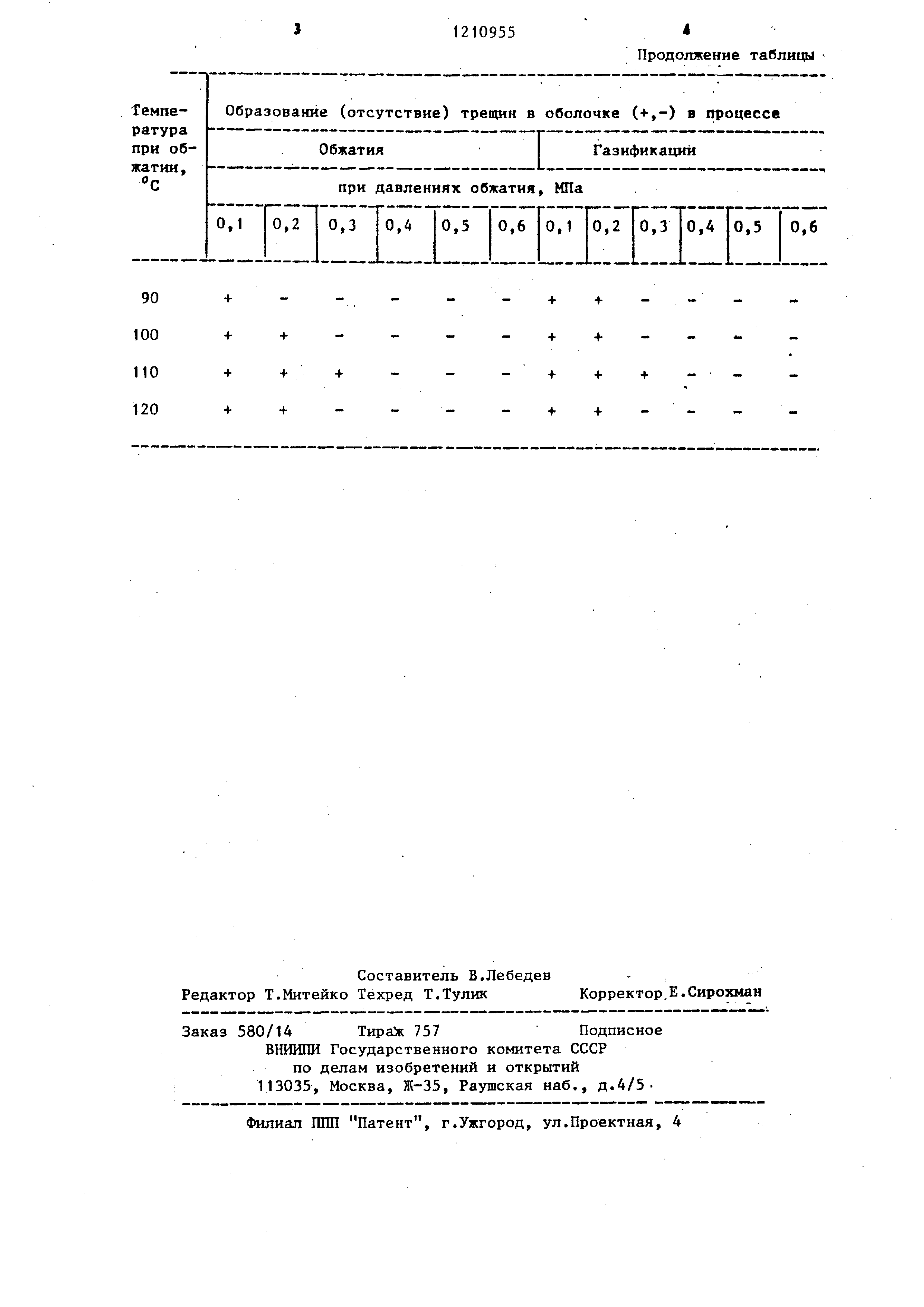
Данные сведень) в таблицу.
Из таблицы видно, что при обжатии моделей, плотностью 0,08 г/см, нагрев не может быть ниже , что соответствует температуре размягчеНИН полистирола. Давление до 0,2 МПа не может подавить расширение таких моделей при нагреве и обеспечить их достаточное обжатие перед газификацией . Оптимальным является сочетание
нагрева до 90-120°С.и давления 0,4- 0,6 Ж1а.
Реализация предлагаемого способа позволяет снизить брак оболочковых форм по растрескиванию при удалении моделей и использовать для получения оболочковых форм полистироловые модели , обладающие высокой прочностью и теплостойкостью.
+ + + +
+ + + +
+
+
Продолжение тавлицы
+ 4+ +
+
Реферат
Комментарии