Литейная форма для получения отливок - SU1364230A3
Код документа: SU1364230A3
Чертежи
Описание
цируемых моделей, предотвращая тем самым их эрозию, а также и первые удары жидкого металла, подаваемого под низким давлением и направляемого к моделям ламинарным потоком. При этом в форме в течение всей операции заливки под низким давлением и созда 1
Изобретение относится к изготовлению отливок из чугуна и других металлических сплавов методом литья под низким давлением.
Цель изобретения - повьшение качества литья за счет предотвращения газовых включений.
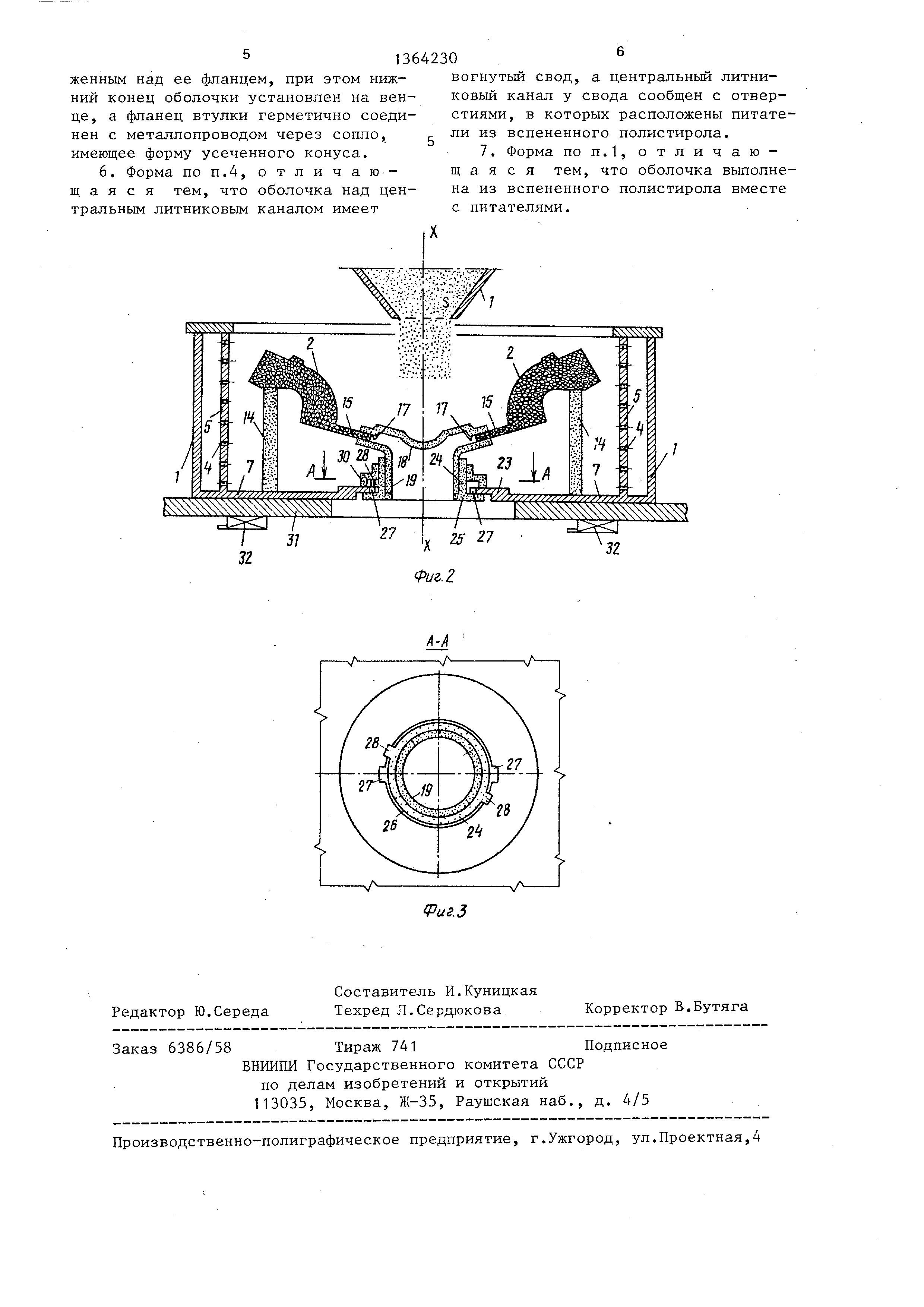
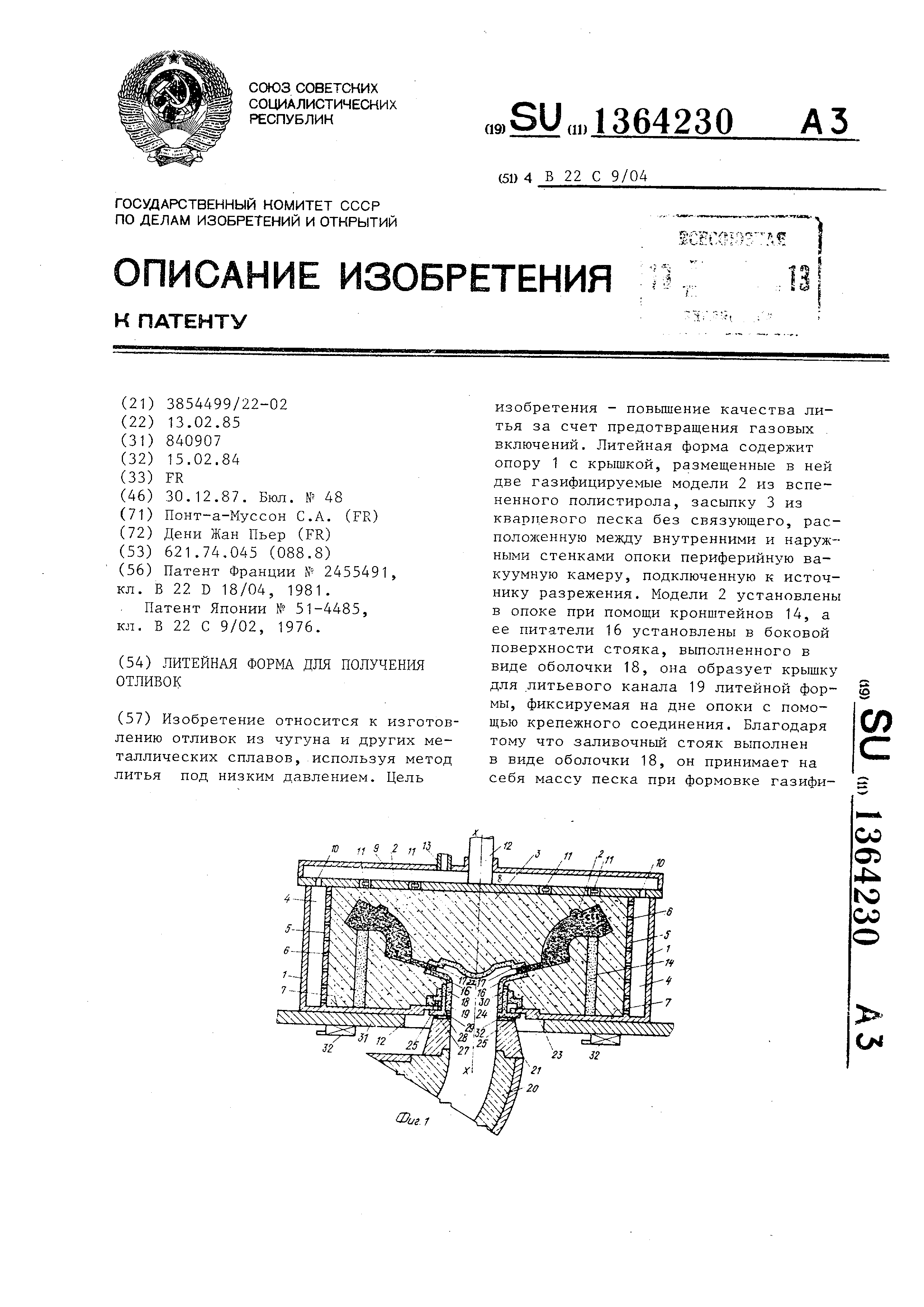
На фиг.1 схематично представлена предлагаемая форма в положении заливки ее металлом, разрез; на фиг.2 - форма в процессе ее изготовления и заполнения сухим песком без связующего вещества, на фиг.З - разрез А-А на фиг.2.
Литейная форма содержит металлическую опоку 1,размещенные в ней газифицируемые модели 2 из вспененного полистирола, засыпку 3 из сыпучего огнеупорного материала без связующего . Опока содержит периферийную вакуумную камеру 4 для создания вакуума или отсасывания, ограниченную внутренними перегородками 5, имеющими отверстия 6, которые не пропускают сухой кварцевый песок без связующего . Опока имеет дно 7, крьшку 8, над которой установлен отсасывающий колпак 9. В крьшке 8 выполнены отверстия 10, которые сообщены с камерой 4, и отверстия с фильтрами 11, пропускающие воздух и газ, но не пропускающие кварцевый песок. Крышка 8 жестко связана со штоком силового цилиндра 12. Отсасывающий колпак 9 имеет канал 13, который сообщает пространство , заключенное между колпаком 9 и крышкой 8, с отсасывающей системой (не показана). Модели 2 в опоке засыпаны кварцевым песком, который утрамбован, и установлены в ней при помощи кронштейнов 14. Они могут быть выполнены, например из отверждаемой смеси из песка и смолы.
ваемым в форме разрежением происходит быстрьй и полный отвод газов по мере их образования и заполнение формы металлом с постоянным и контролируемым расходом. Это позволяет получать качественные отливки без газовых дефектов . 6 з.п.ф-лы, 3 ил.
как одна деталь, и иметь форму трубчатой муфты, опирающейся своим основанием на дно 7 опоки 1 . Каждая модель имеет выступ 15, имеющий форму, со- ответствующую сечению питателя 16. Последние размещены в отверстиях 17 стояка, выполненного в виде оболочки 18 из отверждаемой смеси (песка и термореактивной смолы или из керами
ки, или песка и минерального связующего ) или из вспененного полистирола . Оболочка 18 образует как бы крышку для литьевого канала 19 литейной формы, герметично соединяющуюся с отверстием литьевого сопла 20, имеющего форму усеченного конуса 21. Оболочка 18 представляет собой тройник, соединяющий канал 19 с каждым из питателей 16, и имеет вогнутый свод 22,
расположенный над литьевым каналом 19. На боковой поверхности оболочки 18 выполнены отверстия 17 для размещения в них модельных выступов 15 моделей 2.
Оболочка устанавливается и удерживается в опоке 1 следующим образом.
В дне 7 опоки 1 выполнен выступ 23, на который.устанавливается и закрепляется центрирующая втулка 24 с
фланцем 25, выполненные из отверждаемой смеси (песок и термореактивная смола). Внутренний диаметр втулки 24 соответствует наружному диаметру оболочки 18, которая своим нижним конЦом устанавливаестя в центрирующую втулку 24. В дне опоки выполнено круглое отверстие 26 (фиг.З) с радиально расположенными прямоугольными вырезами 27 под фланец 25. Центрирующая
втулка 24 имеет пару прямоугольных лапок 28 и венец 29. Лапки 28 расположены над фланцем 25 и имеют форму, соответствующую форме прямоугольных
31
вырезов 27. Лапки 28 предназначены для упора в верхнюю поверхность выступа 23 за пределами прямоугольных вьфезов 27, вместе с которыми образу ют крепежные средства. Верхняя поверхность выступа 23, прямоугольные вырзы 27, лапки 28 и часть центрирующей втулки 24 накрыты защитным колпаком 30, упирающимся с одной стороны в цилиндрическую часть центрирующей втулки 24 и с другой .стороны в верхнюю поверхность выступа 23,
Таким образом центральная втулка 24 фиксирует стояк, который выполнен в виде оболочки 18 и вставляется сверху , упираясь на венец 29 и выступая внутрь центрирующей втулки 24, После этого каждая из моделей 2 из вспененного полистирола вставляется отдельн сверху до тех пор пока выступ 15 не войдет в отверстие оболочки 18, Зате каждую из моделей 2 укладывают на кронштейн 14. В этом положении устойчивого равновесия каждая из моделей центрирована в опоке 1 и зафиксирована при помощи центрирующей втулки 24,
Во время заполнения опоки 1 кварцевым песком он виброуплотняется, поскольку к пластине 31, на которую устанавливают опоку 1, закреплены вибрторы 32. После того, когда кронштейн 14 и каждая из моделей 2 засыпаны песком без связующего и уплотнены вибрацией, к опоке 1 поджимается плита с отсасывающим колпаком 9 и под действием разрежения происходит отсасывание газов из песка, упрочнение песка и отсасывание газов при заливке металла через литниковый канал 19 в оболочку 18, питатели 15 и каждую модель 2, которые газифицируются и образовавшуюся полость заполняет металл .
Благодаря тому, что заливочный стояк выполнен в виде оболочки 18, обладающей достаточной прочностью, он выдерживает вес песка при формовке газифицируемых моделей, предотвращая тем самым их эрозию я первый удар жидкого металла, который подается под низким давлением и направляется к моделям ламинарным потоком. А благодаря созданию пониженного давления для заливки металла формы и разрежения , создаваемого в форме в течение всей операции заливки, происходит заполнение металла с постоянным и контролируемым расходом, а также
0
5
5
5
0
быстрый и полный отвод газов по мере их образования, что предупреждает образование газовых включений в отливках и получение отливок хорошего качества .
Формула изобретения
1.Литейная форма для получения отливок, содержащая опоку с крышкой, размещенные в ней две газифицируемые модели из вспененного полистирола, засыпку кварцевого песка без связующего , периферийную вакуумную камеру, расположенную между внутренними и наружными стенками опоки и подсоединенную к источнику разрежения, о т- личающаяся тем, что, с целью повышения качества литья за счет предотвращения газовых включений, литейная форма снабжена центрирующей втулкой с фиксирующим фланцем, выполненной из твердеющей смеси из кварцевого песка и связующего, и стояком
в виде оболочки, литниковый канал которого расположен концентрично втулке, при этом верхняя часть оболочки соединена питателями из вспененного полистиро- 0 ла с газифицируемыми моделями, а нижняя - с дном опоки с помощью крепежных средств.
2.Форма ПОП.1, отличающаяся тем, что .в дне опоки выполнены центральное отверстие и кольцевой выступ с прямоугольными вырезами , а в центрирующей втулке выполнены прямоугольные фиксирующие лапки, расположенные над фланцем и имеющие
0 форму, соответствующую форме прямоугольных вырезов.
3.Форма поп, 2, отличающаяся тем, что в выступе на дне опоки выполнен вырез под фланец центрирующей втулки.
4.Форма ПОП.1, отличающаяся те, что две газифицируемые модели из вспененного полистирола соединены с центрирующей втулкой с помощью оболочки из отвержд.енной смеси из песка и связующего, которая соединена с одной стороны с каждой из газифицируемых моделей, а с другой стороны- с центрирующей втулкой для центровки и закрепления оболочки на дне опоки.
5.Форма по пп,1 и 4, отличающаяся тем, что центрирующая втулка выполнена с венцом, располоВ
5
0
5
1364230
женным над ее фланцем, при этом нижний конец оболочки установлен на венце , а фланец втулки герметично соединен с металлопроводом через сопло, имеющее форму усеченного конуса.
6. Форма по п.4, отличающаяся тем, что оболочка над центральным литниковым каналом имеет
0
вогнутый свод, а центральный литниковый канал у свода сообщен с отверстиями , в которых расположены питатели из вспененного полистирола.
7. Форма ПОП.1, отличающаяся тем, что оболочка выполнена из вспененного полистирола вместе с питателями.
Реферат
Изобретение относится к изготовлению отливок из чугуна и других металлических сплавов, используя метод литья под низким давлением. Цель изобретения - повышение качества литья за счет предотвращения газовых , включений. Литейная форма содержит опору 1 с крышкой, размещенные в ней две газифицируемые модели 2 из вспененного полистирола, засыпку 3 из кварттевого песка без связующего, расположенную между внутренними и наружными стенками опоки периферийную вакуумную камеру, подключенную к источнику разрежения. Модели 2 установлены в опоке при помощи кронштейнов 14, а ее питатели 16 установлены в боковой поверхности стояка, выполненного в виде оболочки 18, она образует крышку для литьевого канала 19 литейной формы , фиксируемая на дне опоки с помощью крепежного соединения. Благодаря тому что заливочный стояк выполнен в виде оболочки 18, он принимает на себя массу песка при формовке газифи (О СО Ю 11 9 .2 ,1 Ч ф и i-tf СО 05 4 СО о см
Формула
Комментарии