Система и способ изготовления на заказ защитного шлема для головы - RU2657230C2
Код документа: RU2657230C2
Чертежи









Описание
Данная заявка испрашивает приоритет предварительной заявки на патент США 61/754,469, зарегистрированной 18 января 2013 года под названием «Система и способ создания на заказ спортивного оборудования для части тела пользователя», описание которой включено в данный документ посредством ссылки. Данная заявка также испрашивает приоритет предварительной заявки на патент США 61/812,666, зарегистрированной 16 апреля 2013 года под названием «Система и способ создания на заказ защитного шлема для головы пользователя», описание которой включено в данный документ посредством ссылки. Данная заявка также испрашивает приоритет предварительной заявки на патент США 61/875,603, зарегистрированной 9 сентября 2013 года под названием «Способ и система создания единой испытательной линии в пределах текущих стандартов с изменяемыми на заказ формами головы», описание которой включено в данный документ посредством ссылки. Данная заявка также испрашивает приоритет предварительной заявки на патент США 61/883,087, зарегистрированной 26 сентября 2013 года под названием «Система и способ создания на заказ защитного шлема для надевания на голову», описание которой включено в данный документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
Данное описание относится к системе и способу изготовления на заказ защитного шлема для головы пользователя, такого как шлем для велосипедиста, футболиста, хоккеиста или участника автогонок. В частности, указанные система и способ включают оборудования и способы получения и передачи полученных данных от заказчиков или потенциальных заказчиков, а также компоновку этих данных для трехмерного анализа.
УРОВЕНЬ ТЕХНИКИ
Для спортсменов, которые надевают шлемы во многих видах спорта, кроме вопросов обеспечения безопасности защитным шлемом, дополнительные факторы также могут включать посадку шлема и поток воздуха через шлем. Усовершенствования комфорта посадки и потока воздуха могут уменьшить отвлекающие моменты и, вследствие этого, повысить результаты спортсмена. Хотя результаты способа и системы, раскрытые в этом документе, относятся преимущественно к безопасности, кроме этого также можно достигнуть усовершенствования посадки, потока воздуха и комфортности для конкретных заказчиков и конкретных форм головы заказчиков без снижения безопасности.
В технологии изготовления стандартных шлемов была разработан вопрос безопасности шлемов с допущением, что человеческие головы относительно схожи по форме и что длина окружности головы является самым важным фактором при выборе надлежащего шлема. Затем в стандартный шлем были внесены изменения путем добавления подкладок различной толщины между головой заказчика и внутренней поверхностью шлема. Такие допущения, однако, привели к тому, что шлемы не прилегали хорошо к голове, сползали с головы, стучали по голове и дребезжали, когда по телу спортсмена проходили вибрации во время занятий спортом, или же создавались точки давления на голове и на лице при попытке удержать шлем на месте, даже если подкладка хорошо не прилегает или если голова слишком большая, чтобы устанавливать подкладку между головой и защитным материалом шлема. Разработанные Giro и Bell в 1990-х годах системы, соответствующие голове, делают замечательную работу по стабилизации положения шлема на голове. Однако разработанные ранее системы посадки не полностью устраняют требование дополнительной подкладки для адаптирования стандартных шлемов к голове для более удобной посадки.
Хотя системы сканирования частей человеческого тела известны, они страдают от большого количества значительных ограничений и недостатков. Например, оборудование для сканирования дорогое, громоздкое и требует, чтобы сканер и объект сканирования находились в одном месте в одно время. Это требование ограничивает простой и экономный доступ для широких масс, поскольку сканирующее оборудование очень дорогое, сложное в транспортировке, и для обслуживания требуется специально обученный персонал. Кроме того, некоторые технологии сканирования формы головы подвержены ошибочному считыванию вследствие наличия влаги на голове и из-за объема волос. Технологии изготовления стандартных шлемов не пригодны для создания шлемов с формой головы на заказ, поскольку они дорогие и пресс-формы также дорогие.
Желательно изготовить на заказ шлем без необходимости проведения дорогого сканирования и производственного оборудования и изготовить шлем на заказ быстро и без необходимости изготовления отдельных пресс-форм для каждого шлема.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Существует потребность в подборе на заказ шлема и в способе изготовления такого шлема. Соответственно, в одном из аспектов, способ изготовления подобранного на заказ шлема может содержать в первом месте получение данных о голове заказчика, содержащих, длину, ширину и, по меньшей мере, один контур головы. Создание, по меньшей мере, одним процессором компьютерной трехмерной формы головы, соответствующей длине, ширине и контуру головы из данных о голове. Сравнение трехмерной головы со стандартом безопасности для шлема. Создание на втором месте, которое отличается от первого места, подобранного на заказ шлема, исходя из трехмерной формы головы, при этом подобранный на заказ шлем удовлетворяет требования стандарта безопасности и содержит внутреннюю поверхность, содержащую топографию, которая соответствует длине, ширине и, по меньшей мере, одному контуру головы заказчика.
Способ изготовления подобранного на заказ шлема может также содержать получение данных о голове заказчика путем получения изображений деформируемого устройства сопряжения, размещенного на голове заказчика, при этом толщина деформируемого устройства сопряжения приблизительно соответствует толщине слоя прокладки, размещенного внутри подобранного на заказ шлема. Получение изображений может выполняться с помощью оптического датчика, камеры или лазера. Получение изображений деформируемого устройства сопряжения, которое может содержать точки измерения. Получение размеров, которые могут содержать индикатор известного размера. Получение данных о голове может включать сбор данных о голове с помощью бесконтактного датчика, установленного рядом с головой заказчика. Обновление данных о голове заказчика может выполняться, по меньшей мере, через шесть месяцев путем измерения обновленной длины головы заказчика и обновленной ширины головы заказчика. Получение данных о голове в первом месте путем захвата фотографического изображения головы заказчика может включать первое место, которое является домом заказчика, и пересылку захваченного фотографического изображения головы заказчика из дома заказчика в, по меньшей мере, один процессор, расположенный в месте, удаленном от дома заказчика. Получение данных о голове в первом месте может быть выполнено путем захвата фотографического изображения головы заказчика, при этом первое место является магазином, и путем пересылки захваченного фотографического изображения головы заказчика с магазина в, по меньшей мере, один процессор, расположенный в месте, удаленном от магазина. Внутренняя поверхность подобранного на заказ шлема может быть подготовлена включающей топографию поверхности, которая пропорциональна длине, ширине и, по меньшей мере, одному контуру головы заказчика. Графическая компьютерная трехмерная форма головы может быть создана с помощью данных о голове, стандарт безопасности для шлема может быть предложен как графический трехмерный стандарт безопасности для шлема, и может быть выполнено сравнение трехмерной формы головы и стандарта безопасности для шлема путем размещения графической трехмерной формы головы внутри графического трехмерного стандарта безопасности для шлема для определения размера и формы внутренней поверхности подобранного на заказ шлема. Стандарт безопасности для шлема может быть предложен содержащим сертифицированную поверхность. Стандарт безопасности для шлема может быть предложен содержащим испытательную линию. Базовое устройство шлема может быть выбрано содержащим поверхность, которая содержит размер и форму, отличные от размера и формы внутренней поверхности подобранного на заказ шлема, и внутренняя поверхность подобранного на заказ шлема может быть образована путем удаления пенополистирола (ППС) из базового устройства шлема с помощью станка с числовым программным управлением (ЧПУ). Внутренняя поверхность подобранного на заказ шлема может быть образована с помощью процессов добавления. Создание внутренней поверхности подобранного на заказ шлема может быть выполнено путем вставки в базовое устройство шлема обшивки, содержащей множество соприкасающихся кусочков или множество отдельных кусочков. Обшивка может быть образована как по существу плоская решетка из кусочков, и поверхность по существу плоской решетки из кусочков может быть отрегулирована для отражения компьютерной формы головы.
В другом аспекте способ изготовления подобранного на заказ шлема может содержать получение данных о голове заказчика, сравнение данных о голове со стандартом безопасности для шлема и формирование подобранного на заказ шлема, который удовлетворяет требования стандарта безопасности и содержит внутреннюю поверхность, которая содержит топографию, соответствующую данным о голове заказчика.
Способ изготовления подобранного на заказ шлема может также содержать получение данных о голове заказчика, содержащих, длину, ширину и, по меньшей мере, один контур головы. Графическая компьютерная трехмерная форма головы может быть создана с помощью данных о голове, стандарт безопасности для шлема может быть предложен как графический трехмерный стандарт безопасности для шлема, и может быть выполнено сравнение трехмерной формы головы и стандарта безопасности для шлема путем размещения графической трехмерной формы головы внутри стандарта безопасности для шлема для определения размера и формы внутренней поверхности подобранного на заказ шлема. Стандарт безопасности для шлема может быть графическим трехмерным стандартом безопасности для шлема, содержащим сертифицированную поверхность. Графический трехмерный стандарт безопасности для шлема может содержать испытательную линию. Базовое устройство шлема может быть выбрано содержащим поверхность, которая содержит размер и форму, отличные от размера и формы внутренней поверхности подобранного на заказ шлема, и внутренняя поверхность подобранного на заказ шлема может быть образована путем удаления ППС из базового устройства шлема с помощью станка с ЧПУ. Базовое устройство шлема может быть образовано содержащим первый защитный материал и второй защитный материал, расположенный рядом с первым защитным материалом, при этом второй защитный материал более легко удаляется, чем первый защитный материал, и подобранный на заказ шлем может быть образован путем удаления части второго защитного материала. Подобранный на заказ шлем может быть образован содержащим держатели, скомпонованные для сопряжения с фиксирующим приспособлением для стабилизации положения подобранного на заказ шлема во время изготовления. Внутренняя поверхность подобранного на заказ шлема может быть образована с помощью процессов добавления. Внутренняя поверхность подобранного на заказ шлема может быть образована путем ввода подобранной на заказ обшивки в стандартный шлем. Данные о голове заказчика можно получить путем получения изображений деформируемого устройства сопряжения, установленного на голове заказчика, при этом толщина деформируемого слоя сопряжения соответствует толщине слоя подкладки внутри подобранного на заказ шлема.
В другом аспекте способ изготовления подобранного на заказ шлема может содержать, в доме или в магазине, получение данных о голове заказчика, и в месте, удаленном от дома или розничного магазина, формирование подобранного на заказ шлема, который содержит внутреннюю поверхность, которая содержит топографию, соответствующую данным о голове заказчика.
Способ изготовления подобранного на заказ шлема может также содержать получение данных о голове заказчика путем получения изображений деформируемого устройства сопряжения, установленного на голове заказчика, при этом изображения содержат индикатор известного размера. Графическая компьютерная трехмерная форма головы может быть создана с помощью данных о голове, стандарт безопасности для шлема может быть предложен как графический трехмерный стандарт безопасности для шлема, и может быть выполнено сравнение трехмерной формы головы и графического трехмерного стандарта безопасности для шлема путем размещения графической трехмерной формы головы внутри графического трехмерного стандарта безопасности для шлема для определения размера и формы внутренней поверхности подобранного на заказ шлема. Графический трехмерный стандарт безопасности для шлема может содержать сертифицированную поверхность. Графический трехмерный стандарт безопасности для шлема может также содержать испытательную линию. Данные о голове могут быть получены путем получения длины и ширины головы заказчика на основе двумерных (2D) измерений. Базовое устройство шлема может быть выбрано содержащим поверхность, которая содержит размер и форму, отличные от размера и формы внутренней поверхности подобранного на заказ шлема, и внутренняя поверхность подобранного на заказ шлема может быть образована путем удаления ППС из базового устройства шлема с помощью станка с ЧПУ. Графическая трехмерная форма головы может быть размещена внутри графического трехмерного стандарта безопасности для шлема для оптимизации поля зрения (ПЗ) заказчика.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На ФИГ. 1 показан механический измерительный инструмент.
На ФИГ. 2А-2С показан вариант деформируемого устройства сопряжения, надетого на голову заказчика.
На ФИГ. 3А-3В показан другой вариант деформируемого устройства сопряжения, надетого на голову заказчика.
На ФИГ. 4А-4С показана трехмерная форма головы, созданная программным обеспечением моделирования.
На ФИГ. 5А-5С показаны данные о голове, сравниваемые со стандартом безопасности для изготовления шлема на заказ.
На ФИГ. 7A-7D показано изготовление шлема на заказ, включая окончательную внутреннюю поверхность, которая полностью совпадает с формой головы заказчика.
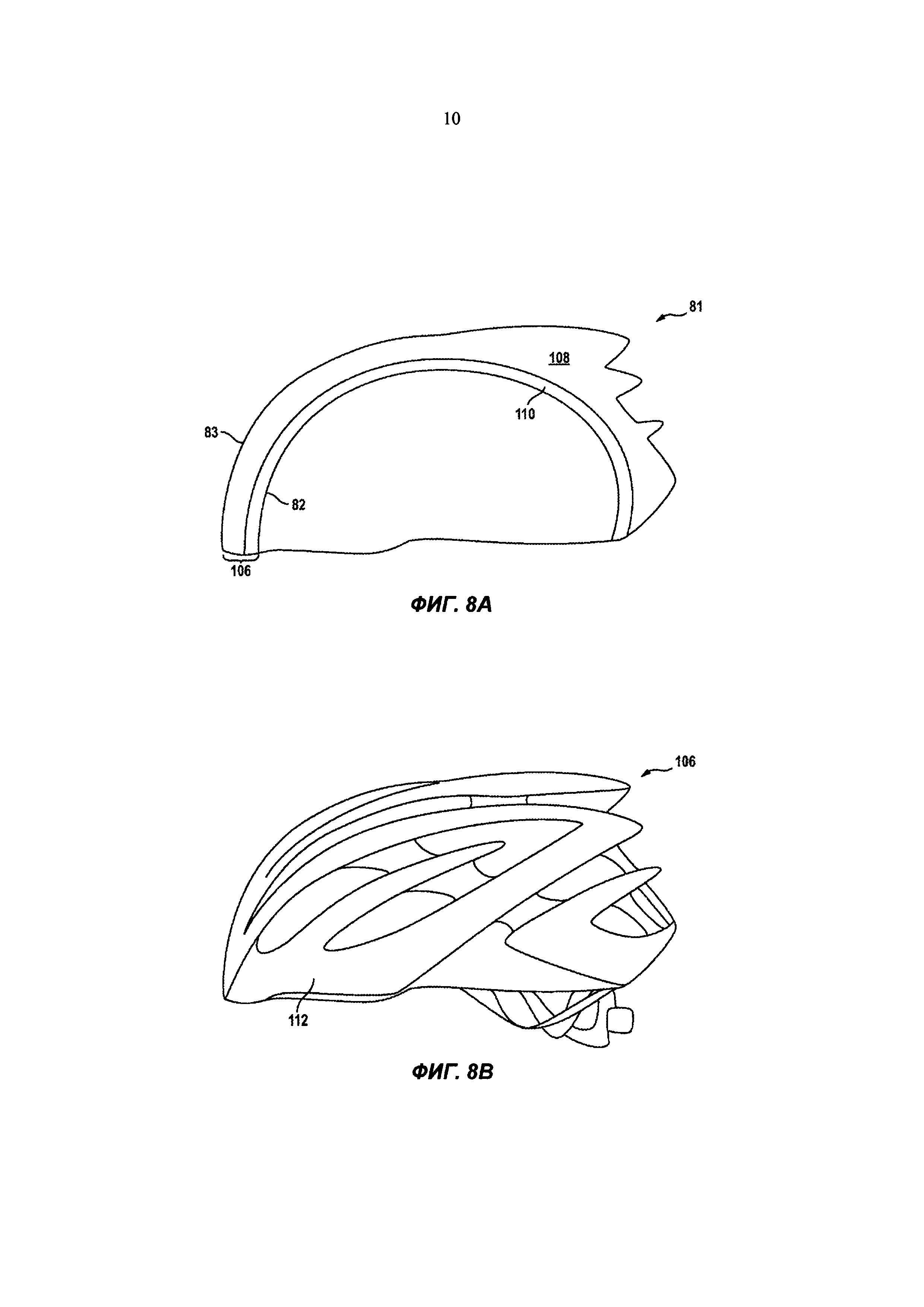
На ФИГ. 8А и 8В показан другой вариант подобранного на заказ шлема.
На ФИГУРАХ 9А и 9В показаны другие варианты подобранных на заказ шлемов.
На ФИГ. 10A и 10В показаны другие варианты подобранных на заказ шлемов.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Данное изобретение, его аспекты и варианты осуществления не ограничены конкретным шлемом или конкретными типами материалов, другими примерами компонентов системы или способами, раскрытыми в этом документе. Для использования в конкретных вариантах осуществления данного изобретения было рассмотрено много дополнительных компонентов, технологий изготовления и сборки, известных в области техники, соответствующей производству шлемов. Соответственно, например, хотя раскрыты конкретные варианты осуществления, такие варианты осуществления и их составляющие могут содержать любые компоненты, модели, типы, материалы, варианты, количества и т.д. и т.п., известные в области техники для таких систем и составляющих вариантов осуществления данного изобретения, которые соответствуют предполагаемому способу использования.
Такие слова, как «типичный пример», «пример» и их различные формы, используются в данном документе в качестве примера, образца или иллюстрации. Любой аспект или конструкция, описанные в данном документе как «типичный пример» или как «пример», необязательно должны рассматриваться как предпочтительные или преимущественные по отношению к другим аспектам или конструкциям. Более того, примеры приведены исключительно в целях наглядности и ясности понимания, и не предназначены для ограничения или сужения раскрытого предмета изобретения или соответствующих частей данного изобретения каким-либо способом. Необходимо понимать, что могло быть представлено большое количество дополнительных или альтернативных примеров различного объема и содержания, но они были опущены в целях краткости.
Хотя данный патент включает некоторое количество вариантов осуществления в большом количестве различных форм, на чертежах показаны и будут подробно описаны конкретные варианты осуществления с пониманием того, что настоящий патент должен рассматриваться как иллюстрация принципов раскрытых способов и систем, и не предназначен для ограничения широкого аспекта раскрытых принципов проиллюстрированными вариантами осуществления.
Данный патент предлагает систему и способ изготовления защитного шлема для головы заказчика, такого как шлем для велосипедиста, игрока в американский футбол, хоккеиста, бейсболиста, игрока в лакросс, игрока в поло, всадника, скалолаза, автогонщика, мотоциклиста, мотогонщика, лыжника, конькобежца на роликовых коньках, конькобежца, сноубордиста, лыжника на снегу и других спортсменов, которые соревнуются на снегу и в воде, парашютиста и всех других спортсменов и лиц, включая солдат, летчиков и других военных, которым необходимо устройство защиты головы. В каждом из этих видов спорта используется шлем, который включает основание из защитного материала, рассчитанного на один или несколько ударов, которое обычно, хотя и не всегда, покрыто с внешней стороны декоративным покрытием и содержит удобный материал, по меньшей мере, на части внутренней поверхности, обычно в форме подкладки. В других видах спорта, таких как бокс, реслинг и водное поло, используются шлемы мягкого типа. Для шлемов мягкого типа также может быть извлечена польза из отдельных аспектов раскрытых способов и системы посредством подбора на заказ мягких шлемов. Работники в других областях промышленности также используют защитные головные уборы, например, строители, военнослужащие, пожарные, летчики и представители других профессий, для которых необходимы защитные головные уборы, в которых также могут использоваться аналогичные технологии и способы. Способ, система и устройства, описанные в данном документе, обсуждаются с уделением особого внимания голове и подобранным на заказ шлемам, но такие же или аналогичные способы, системы и устройства применимы к другим частям тела и соответствующим средствам защиты или одежде.
Головы людей могут быть очень разными. Даже если два человека имеют одинаковую окружность головы, у них может быть различная относительная длина и ширина, и, следовательно, у них будет различная топография головы. Общепринятые размеры шлемов - малый, средний, большой, очень большой - обычно основаны на окружности головы. Если клиент имеет особый размер окружности головы и попытается надеть шлем стандартного размера, который ему не подойдет, поскольку у клиента голова длиннее или шире «нормальной» и отличается от стандартного размера шлема, тогда заказчик попробует надеть шлем следующего большего стандартного размера. Тем не менее, голова заказчика может иметь форму, которая включает ширину, по существу равную первой или стандартной малой ширине, и длину, по существу равную второй или стандартной средней длине. Если в такой ситуации заказчик попробует надеть шлем среднего размера, это приведет к тому, что шлем не будет ему подходить так хорошо, как мог бы, поскольку ширина шлема слишком большая, и ее необходимо заполнить дополнительной подкладкой. При изучении большого количества различных форм головы и соответствия им шлемов было установлено, что длина и ширина головы являются главными размерами для определения комфортности посадки шлема и обеспечения хорошего соответствия между топографией головы заказчика и топографией шлема. Также было установлено, что соответствие длины и ширины головы заказчика длине и ширине шлема более важно, чем только соответствие окружности головы заказчика окружности шлема. Кроме того, соответствие топографии головы заказчика топографии шлема также играет значительную роль при определении хорошей посадки для обеспечения комфорта и безопасности. Поскольку процесс сбора и изучения информации по формам и топографии голов продолжается, могут быть открыты новые виды классификации форм голов, которые позволят усовершенствовать процессы, описанные в данном документе.
Соответственно, этот патент относится к системе изготовления подобранного специально для заказчика шлема, который соответствует конкретному размеру и топографии головы заказчика. Такая система может быть внедрена с помощью компьютерного интерфейса или другого способа, при котором выполняется ввод данных о голове заказчика и изготовление подобранного на заказ шлема в соответствии с введенными данными о голове. В качестве общего представления отдельный не ограничивающий вариант осуществления данного изобретения содержит получение данных о голове заказчика, анализ полученных данных для сравнения с безопасной или предварительно заданной толщиной или другими стандартами, создание подходящей 3D-модели для, по меньшей мере, частей внутренней поверхности шлема и изготовление шлема в соответствии с полученными данными о голове заказчика.
Данные о голове заказчика защитного шлема можно собирать с большим количеством степеней детализации и большим количеством способов. Раскрытые конкретные варианты систем и способов усовершенствуются и становятся более полезными при большем количестве полученных данных, но эти системы и способы не ограничиваются получением полной степени детализации в каждом случае. Например, хотя получение полной 3D-модели и топографической схемы головы заказчика и может быть достигнуто с помощью, например, с помощью бесконтактного или оптического датчика, такого как лазер, оптический микрометр, фотографическая камера или видеорегистратор, во многих случаях для создания шлема по заказу могут использоваться только измерения длины и ширины головы во всех вариантах системы и способа. Предполагается, что, хотя в данном документе описаны отдельные более сложные степени сбора данных, любой из вариантов может быть осуществлен с любой степенью детализации сбора данных или путем подстановки стандартных данных вместо недостающих данных, или путем сравнения с другими подобными формами головы для подбора наиболее соответствующей топографии для заказчика с помощью данных другого заказчика с приемлемыми пределами.
Данные о голове заказчика можно получить с помощью механических измерительных инструментов, таких как линейка, рулетка и штангенциркуль, или с помощью оптических инструментов, таких как 2D-фото или серия фотографий или видеофрагментов, которые можно будет разбить на кадры для извлечения информации, с помощью физической отливки головы заказчика, с помощью лазерных микрометров, контактных датчиков, магнитно-резонансной томографии, КТ-сканирования, радиоволнового сканирования, микрометрического сканирования головы заказчика или ее частей, а также с помощью любых других способов, которые можно использовать для получения информации о внешней поверхности головы человека. Специалисты в данной области техники легко поймут, как извлечь данные в пригодной для использования форме из отдельных данных, полученных выбранным способом. На ФИГ. 1 показан типичный пример инструмента для двумерного измерения головы 10, который включает измерительную линейку 12, передвижную деталь 14 и подушечки 16, и который скомпонован для размещения на голове человека или для контакта с другой частью тела или с предметом, которые подлежат измерению. Регулируя положение передвижной детали 14 таким образом, чтобы подушечки 16 касались или прилегали к противоположным частям головы или другой части тела, можно получить точное расстояние в двумерной схеме.
На ФИГ. 2А-2С показан частный не ограничивающий пример того, как можно получить биометрические данные о заказчике 20, когда он надевает деформируемое устройство сопряжения 22 для подбора шлема. Деформируемое устройство сопряжения 22 содержит гибкий рукав или трубку, которая может быть изготовлена из тонкого, упругого, растяжимого в продольном направлении материала, конструкция которого позволяет соответствовать и повторять форму, по меньшей мере, части заказчика 20. Деформируемое устройство сопряжения 22 может содержать свободно вязаное воздухопроницаемое волокно, которое пропускает воздух во время использования. Воздухопроницаемая компоновка деформируемого устройства сопряжения 22 может иметь отдельное преимущество при надевании деформируемого устройства сопряжения на лицо головы 30. Деформируемое устройство сопряжения 22 может быть образовано из волокна или из свободно вязаного волокна или материала, который может быть любым из большого количества растягивающихся или эластичных материалов, включая НЕЙЛОН, ЛАЙКРУ, СПАНДЕКС, BIOSKIN, ЕрХ и другие подходящие, имеющиеся в продаже материалы.
На ФИГ. 2А показан заказчик 20 с надетым деформируемым устройством сопряжения 22, которое скомпоновано как плотно облегающая шапочка или насадка 26, расположенная над частью головы заказчика 30. Колпак 26 можно расположить над макушкой и верхней частью головы заказчика 30 без покрытия всей поверхности головы заказчика 30, включая лицо заказчика 20. Часть головы заказчика 30, покрытая шапочкой 26, может соответствовать части головы заказчика 30, которая будет покрыта подобранным на заказ шлемом. В некоторых случаях размер части головы заказчика 30, покрытой деформируемым устройством сопряжения 22, будет равным или большим за размер части головы заказчика 30, которая будет покрыта подобранным на заказ шлемом.
Для измерения большинства голов с помощью деформируемого устройства сопряжения 22, по меньшей мере, часть волос заказчика 32 может быть плотно прижата к голове заказчика 30. Поскольку большинство заказчиков имеет некоторое количество волос на голове, и, по меньшей мере, деформируемое устройство сопряжения 22 имеет толщину, то даже если конструкция деформируемого устройства сопряжения 22, такого как шапочка 26, позволяет ему плотно прилегать к голове заказчика 30, между поверхностью головы заказчика 30 (такой как кожа черепа) и внешней поверхностью 34 деформируемого устройства сопряжения 22 будет существовать зазор или пространственный промежуток. В большинстве, если не во всех, случаев пределы погрешности зазора между поверхностью головы заказчика 30 и внешней поверхностью 34 деформируемого устройства сопряжения 22 являются достаточно малыми, чтобы не быть критичными для процессов создания шлема на заказ. Более конкретно, толщина волос на голове заказчика 32 под деформируемым материалом сопряжения часто является хорошим приближением для толщины волос на голове заказчика 32, которая будет располагаться между головой заказчика 30 и внутренней поверхностью изготовленного на заказ шлема. Как вариант, известная или приблизительная толщина деформируемого устройства сопряжения 22, толщина волос на голове заказчика 32 или обе толщины могут быть вычтены из значения измерения внешней поверхности деформируемого материала сопряжения 22 для получения лучшего приближения фактического измерения головы заказчика 30.
В одном из вариантов осуществления данного изобретения толщина деформируемого материала сопряжения 22 может быть выбрана равной толщине комфортной подкладки, которая будет добавлена позже. Таким образом, деформируемый материал сопряжения 22 может обеспечить требуемый пространственный промежуток для комфортной подкладки, которая будет добавлена позже, такой как подкладка слоя сопряжения 84, без необходимости выполнения дорогих последующих работ по измерению или обработке с компьютерным изготовлением чертежей (CAD-работ). При непосредственном измерении хорошего и практичного приближения для поверхности 85 подкладки 84 объем дорогих CAD-работ, необходимых для создания внутренней поверхности 82 изготовляемого на заказ шлема 81, будет снижаться, благодаря чему будет обеспечено выполнение хорошо организованного и экономически эффективного процесса моделирования и изготовления шлемов 81 на заказ. Соответственно, любой зазор с кожей черепа 30, включая волосы на голове 32 и толщину деформируемого устройства сопряжения 22, можно будет учитывать различными способами в соответствии с конкретным случаем применения и схемой процесса моделирования. Для удобства обсуждения в настоящем описании иногда будут рассматриваться данные о голове, полученные с внешней поверхности деформируемого материала сопряжения 22, как данные о голове заказчика, относящиеся к поверхности головы заказчика 30, но не как приближение. Тем не менее, измерение головы заказчика 30 может также включать пространственный промежуток для подкладки 84.
В отдельном варианте осуществления данного изобретения шапочка 26, используемая для начальных измерений головы заказчика 30, включает толщину приблизительно 1,5 мм (в отельных вариантах он изготовлен из неопрена). Было установлено, что для некоторых заказчиков, например, трековых велогонщиков, более плотное прилегание шлема является более желательным, чем для других спортсменов, таких как уличные велосипедисты, которые используют шлемы с более свободной посадкой. В конкретных вариантах осуществления данного изобретения, описанных ниже, поверхность трехмерной формы головы 66 используется в качестве поверхности резания в процессе изготовления на заказ для внутренней поверхности базового устройства. В других вариантах осуществления данного изобретения выполнены дополнительные расчеты для виртуального добавления слоя между головой и поверхностью резания перед определением поверхности резания и выполнением резания. Если для заказчика изготовлена шапочка, включающая предварительно заданную толщину, которая выбрана для обеспечения конкретного пространственного промежутка между головой и внутренней поверхностью конечного варианта подобранного для заказчика шлема, в таком случае дополнительные вычисления не требуются. Это сокращает время обработки и значительно упрощает расчет поверхности резания.
В одном отдельном варианте осуществления данного изобретения использовались три варианта шапочек различной толщины в зависимости от предпочтений заказчика и конечной цели создания шлема. В отдельном варианте осуществления данного изобретения толщина первой шапочки составляла 1,5 мм, второй шапочки - 3,0 мм и третьей шапочки - 4,5 мм. Указанные примеры являются не ограничивающими, а предпочтения заказчиков и способы использования шлемов настолько отличаются, что в различных вариантах осуществления данного изобретения предусмотрены любые наборы толщин шапочек и любое количество шапочек. В другом отдельном варианте осуществления данного изобретения вместо или в дополнение к отдельным используемым шапочкам заказчик может надевать одновременно несколько шапочек для получения пространственного промежутка большей толщины. Например, заказчик может надеть три шапочки толщиной 1,5 мм для получения шапочки толщиной 4,5 мм. Таким образом, заказчик может показывать, насколько плотной должна быть посадка конечного варианта шлема, и без дополнительных сложных расчетов система сможет автоматически подобрать линию реза конечной модели шлема для сравнения с формой головы путем простого использования толщины одной шапочки или толщин нескольких шапочек во время обработки данных.
В других отдельных вариантах осуществления данного изобретения толщина шапочки может быть выбрана для автоматического определения пространственного промежутка для подкладки или комбинации пространственного промежутка для подкладки комфортного пространственного промежутка без необходимости вычисления системой пространственного трехмерного промежутка из данных измерения головы заказчика. При вводе пространственного промежутка в толщину шапочки промежуток, который обычно подсчитывался компьютерной системой, теперь может автоматически учитываться с помощью более толстой шапочки. Если материал шапочки, такой как неопрен, нейлон или другой эластичный облегающий материал, плотно прилегает к голове заказчика, этот способ может использоваться для определения требуемого пространственного промежутка без дополнительных вычислений отдельной поверхности резания.
Как показано на ФИГ. 2А-2С, шапочка 26 включает эталонный образец или сетчатый шаблон 28 в виде горизонтальных и вертикальных линий. Однако, эталонный образец 28 может содержать вертикальные линии, наклонные линии, пересекающиеся линии, отрезки, квадраты, круги, ромбы, штриховку и другие геометрические фигуры, структурированные образцы, случайные фигуры или любые другие композиции соответствующей формы, цвета, узора и формы. Как показано на ФИГ. 2А-2С, горизонтальные линии могут быть дополнительно сконфигурированы как главные горизонтальные опорные линии 36 и второстепенные горизонтальные опорные линии 38, отделенные друг от друга известными расстояниями. Например, на ФИГ. 2А является видом сбоку головы заказчика 30 с надетой шапочкой 26, которая в некоторых вариантах осуществления данного изобретения включает три главные горизонтальные опорные линии 36, образованные вокруг окружностей разных размеров на устройстве сопряжения 22. На ФИГ. 2А дополнительно показано некоторое количество второстепенных горизонтальных опорных линий 38, разделенных известными или одинаковыми интервалами, которые могут быть расположены на фиксированных расстояниях от главных опорных линий 36. В одном из вариантов осуществления данного изобретения, как показано на ФИГ. 2А, между каждой соседней парой главных опорных линий 36 находятся 5 второстепенных опорных линии, хотя может использоваться любое количество опорных линий. Кроме того, устройство сопряжения 22 может также включать вертикальные опорные линии 40, которые перпендикулярны горизонтальным опорным линиям. Как показано на ФИГ. 2С показан вид сверху шапочки 26, на котором устройство сопряжения 22 включает первую вертикальную опорную линию 40а, которая соединяет переднюю и заднюю части головы заказчика 30 в направлении длины L. Аналогично, устройство сопряжения 22 также включает вторую вертикальную опорную линию 40b, которая соединяет противоположные стороны головы заказчика 30 в направлении ширины W, при этом вертикальная опорная линия 40а пересекает вертикальную опорную линию 40b под прямым углом или под углом, составляющим приблизительно 90 градусов. Следовательно, опорные линии 36, 38 и 40 образуют эталонный образец 28, который может отражать форму, контур и топографию головы заказчика 30, и может использоваться в процессе получения данных о голове, включая ее длину, ширину и, по меньшей мере, один контур. Например, вертикальная линия 40а может повторять и обводить контур головы заказчика 30 по верхней точке или выступам головы вдоль длины. Аналогично, вертикальная линия 40b может повторять и обводить контур головы заказчика 30 по верхней точке или выступам головы вдоль ширины. Кроме того, большое количество других линий контура может содержаться любым количеством различных эталонных образцов 20.
Как показано на ФИГ. 2А и 2В, шапочка 26 также может включать точки измерения 42. Деформируемое устройство сопряжения 22 может включать любое количество точек измерения, и в одном из вариантов осуществления данного изобретения оно включает, по меньшей мере, четыре точки измерения 42, расположенные с левой стороны, с правой стороны, в передней и задней части деформируемого устройства сопряжения 22, совпадая с вертикальными опорными линиями 40а и 40b или перекрывая их. Деформируемое устройство сопряжения 22 также может включать устройство ориентации 44, которое может быть расположено в крайней верхней области деформируемого устройства сопряжения 22 или на пересечении вертикальных опорных линий 40. Устройство ориентации 44 облегчает получение изображений деформируемого устройства сопряжения 22, например, фотографами, и может также облегчить последующую компиляцию или сравнение изображений для получения исчерпывающего набора данных или формы головы заказчика 30, что будет более подробно обсуждено ниже. Устройство ориентации 44 может иметь любые необходимые размеры и форму и может быть изготовлено из любого подходящего материала. Например, устройство ориентации 44 может быть скомпоновано как одна или несколько пластмассовых трубочек, собранных в любую форму для обеспечения взаимной ориентации деформируемого устройства сопряжения 22 и головы заказчика 30.
Таким образом, не ограничивающий пример отдельного способа получения данных о голове можно пояснить с помощью ФИГУР 2А-2С. Сначала заказчик 20 надевает шапочку 26 на голову 30. Затем выполняется набор начальных опорных измерений в точках измерения 42, при этом у заказчика 20 на голове надето устройство сопряжения 22, такое как шапочка 26. Например, измерения можно выполнять вдоль вертикальных опорных линий 40а и 40b от передней, задней, левой, правой и верхней частей деформируемого устройства сопряжения 22. Этот способ может также включать устройство ориентации 44, установленное в определенном положении относительно деформируемого устройства сопряжения 22 при измерении деформируемого устройства сопряжения. Измерение деформируемого устройства сопряжения 22 может быть выполнено непосредственно на устройстве сопряжения, например, с помощью инструмента для измерения головы 10 или с помощью другого подходящего двумерного или трехмерного измерительного инструмента, или с помощью большого количества фотографий устройства сопряжения, надетого на голову заказчика 30. Фотографии могут быть видами слева, справа, спереди, сзади и сверху головы заказчика, включая точки измерения 42 и устройство ориентации 44. Измерения головы заказчика 30 также могут быть выполнены путем сбора данных с фотографий или из трехмерной формы или модели головы, которые создаются с помощью данных о голове заказчика. Поскольку шапочка 26 может включать главные горизонтальные опорные линии 36, второстепенные горизонтальные опорные линии 38, вертикальные опорные линии 40, точки измерения 42 и устройство ориентации 44, при создании изображений может быть собрано больше данных, что позволить создать более полную модель топографии головы заказчика 30.
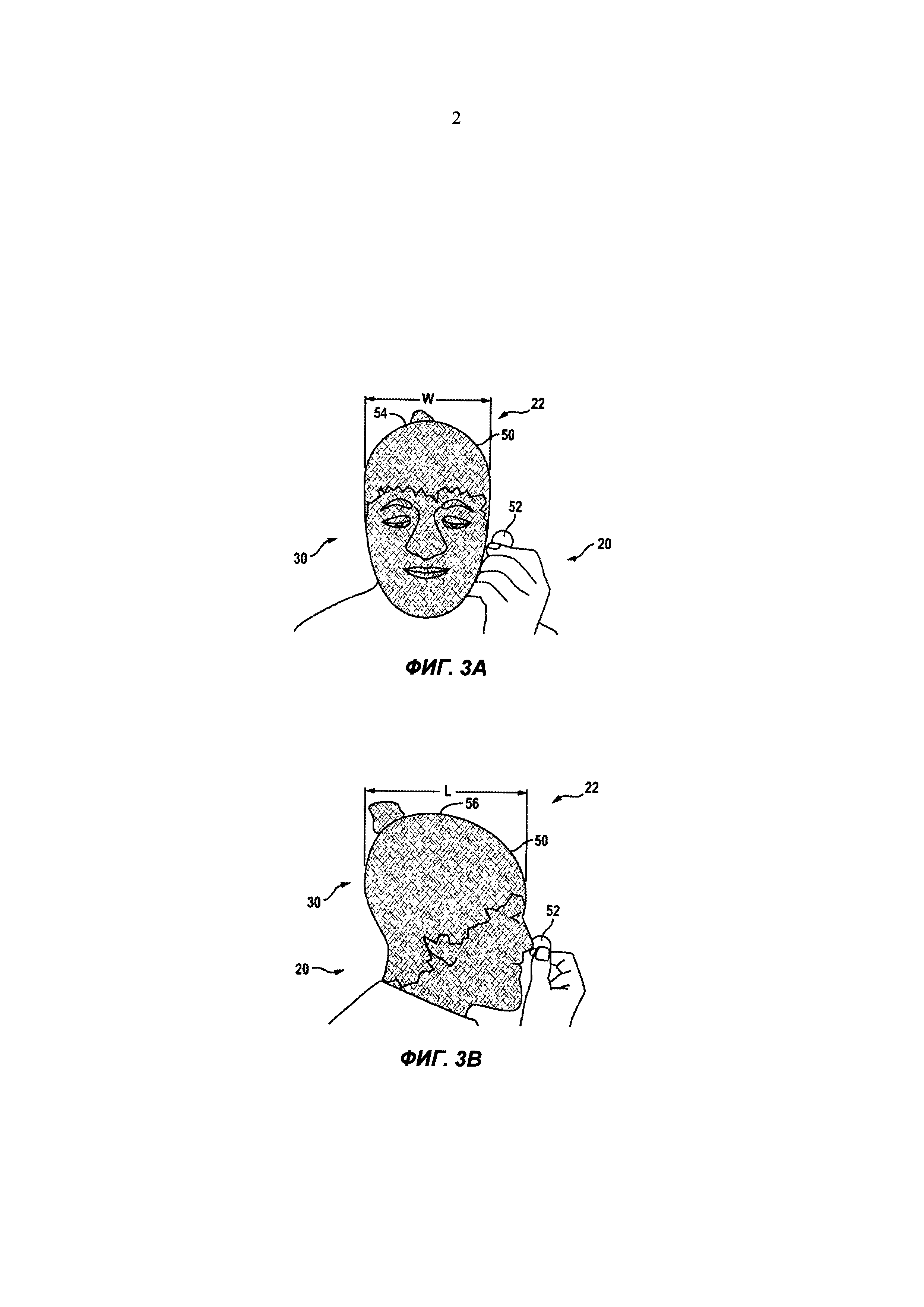
На ФИГ. 3А и 3В показан другой вариант способа получения данных о голове заказчика 20 с надетым деформируемым слоем сопряжения 22. Более конкретно, на ФИГ. 3А показан вид спереди заказчика 20 с надетым деформируемым устройством сопряжения 22, скомпонованным как облегающая насадка на голову или маска 50, расположенная на всей поверхности головы заказчика 30 и лица заказчика, что облегчает получение данных для всей головы заказчика 30. Как было описано выше, получить данные о всей голове заказчика 30 можно с помощью механических измерительных инструментов, оптических инструментов или обоих видов инструментов. В качестве не ограничивающего примера данные о голове заказчика 30 с надетой насадкой 50 можно получить с помощью фотографий головы заказчика 30. Можно сделать фотографии или получить изображения насадки 50 для разных видов головы заказчика 30 и под разными углами к голове заказчика 30. Большее количество фотографий может содержать большее количество деталей головы заказчика 30, вследствие чего может появиться возможность улучшения подбора шлема для заказчика. В одном из вариантов усовершенствования данного изобретения были получены пять изображений или фотографий заказчика 30 с надетым деформируемым устройством сопряжения - вид спереди, вид сзади, вид слева, вид справа и вид сверху.
Как показано на ФИГ. 3А, ширина (W) головы заказчика 30 может быть измерена путем замера расстояния между противоположными внешними краями головы заказчика 30 во фронтальной плоскости. Как показано на ФИГ. 3В, длина (L) головы заказчика 30 может быть измерена путем замера расстояния между противоположными внешними краями головы заказчика 30 в сагиттальной плоскости. Таким образом, длина L и ширина W головы заказчика 30, как и общая форма головы заказчика 30, могут быть определены из полученных изображений головы заказчика 30. Кроме того, могут быть определены и контуры головы заказчика 30. Типичные контуры могут включать первый контур 54, который включает макушку или выступ по окружному краю головы заказчика 30, как показано на ФИГ. 3А, или второй контур 56, который включает макушку или выступ по окружному краю головы заказчика 30, как показано на ФИГ. 3В. Большое количество других контуров можно также получить для различных макушек или выступов по окружному краю на изображениях или фотографиях, полученных под разными углами к заказчику 20. Большее количество контуров может содержать большее количество деталей формы и топографии головы заказчика 30, вследствие чего может появиться возможность улучшения подбора шлема для заказчика.
Как показано на виде спереди ФИГ. 3А и виде сбоку ФИГ. 3В, насадка на голову 50 не включает опорный образец или сетчатый эталон, такой как опорный образец 28, показанный на ФИГ. 2А-2С. Вместо этого используется индикатор или базисный элемент 52 для отображения относительно размера головы заказчика 30 и облегчения получения масштаба размеров из изображений или сканов. Как таковой, индикатор 52 имеет известные размеры и может включать неподвижную деталь, расположенную в непосредственной близости к заказчику с надетой на голову насадкой 50, когда выполняется снятие изображений насадки или получение данных о голове. Индикатор 52 также может содержать подвижные детали, которые заказчик 20 может держать или установить в определенном положении при снятии изображений. Например, на ФИГ. 3А показан заказчик 20, держащий монету в качестве индикатора 52 для обеспечения относительного расстояния или масштаба для выполнения измерений или калибровки данных о голове, полученных из изображений насадки на голову 50. Таким образом, включая индикатор 52 в фотографии заказчика 20 с надетой насадкой на голову 50, сделанные с одного места и со второго места, которое отличается от первого места или находится от него на некотором удалении, можно сразу же после получения фотографии проанализировать относительные размеры головы 30.
Например, первое место может быть домом или квартирой, например, домом заказчика, где можно собрать данные о голове заказчика, например, с помощью снятия изображений, измерений или фотографирования в удобной для заказчика 20 обстановке своего дома. Кроме того, первое место может также быть в магазине, в киоске, на торговой выставке и в любом другом месте или на каком-либо мероприятии, где можно получить изображения или данные о голове заказчика 30. Во время получения данных о голове в первом месте заказчик 20 или другое лицо может сделать одну или несколько фотографий с помощью состоящей из нескольких частей или дистанционной фотокамеры. Как вариант, одну или несколько фотографий можно сделать с помощью фотокамеры, которая соединена с компьютером, планшетом или портативным электронным устройством. Соединенная фотокамера также может быть связана или сопряжена с прикладной программой или программным обеспечением, содержащие инструкции или указания, которые направляют или дают подсказки заказчику 20, другому пользователю или помощнику в процессе получения или захвата соответствующих изображений фотографий. Интерактивные прикладные программы и программное обеспечение также могут подобрать количество и тип изображений, необходимых для получения надлежащих данных для последующего подбора шлема для заказчика. Например, стационарная камера, сопряженная с компьютерной программой, может делать серии фотографий через один или несколько фиксированных временных интервалов. Интерактивная программа также может подсказывать удобные положения головы заказчика 30 для каждого изображения таким образом, что заказчик получает указание изменить положение своей головы относительно камеры во время каждого временного интервала для получения большого количества изображений под разными углами, например, изображений передней части, задней части и боковых сторон головы заказчика 30. Исходя из качества полученных данных, погрешности и выбора размеров, необходимых для окончательного подбора шлема для заказчика, интерактивная программа может предлагать заказчику 30 или его помощнику сделать дополнительные фотографии или повторно сделать фотографии вместо некачественных, расфокусированных или смещенных снимков для гарантии получения достаточного количества качественных данных о голове для подбора шлема. Интерактивная прикладная программа также может быть сконфигурирована для выбора заказчиком других вариантов подбора шлема.
Данные о голове, полученные для заказчика 20, не должны ограничиваться единственным случаем применения или подбором шлема на заказ. Напротив, данные, собранные для заказчика 20, могут быть внесены в базу данных 24 и использоваться для задания профиля заказчика с целью последующей обработки, анализа и изготовления. Поскольку при достижении определенного возраста форма и размеры головы заказчика 30 уже не будут претерпевать значительных изменений, профиль заказчика может некоторое время храниться и использоваться в следующих заказах шлема. Обновление данных о голове заказчика 30 может выполняться через регулярные или фиксированные интервалы времени, исходя из возраста заказчика, предполагаемого роста головы заказчика или в зависимости от спортивного сезона и графика спортивных соревнований. Например, данные о голове заказчика можно обновлять, по меньшей мере, один раз в год или, по меньшей мере, через каждые шесть месяцев, измеряя, по меньшей мере, одну или несколько изменившихся показателей длины, изменившихся показателей ширины и изменившегося контура головы.
Таким образом, данные о голове заказчика после получения и до и после обновления могут быть переданы с первого места во второе место, удаленное от первого места. Данные о голове заказчика могут быть переданы в базу данных 24, в которой они централизуются для дальнейшей обработки, анализа и изготовления шлема на заказ, что будет подробно обсуждаться ниже. Данные могут передаваться в базу данных 24 любым способом, например, среди прочих, путем ввода и передачи с помощью компьютера через сеть Интернет или другим способом передачи, путем пересылки по электронной почте или посредством передачей данных по телефону сотрудником центра хранения данных, помощником заказчика или даже самим заказчиком сотруднику, связанному с базой данных 24 и с перенаправлением данных.
На ФИГ. 4А-4С показано, что после получения данных о голове заказчика 20 их можно использовать для создания трехмерной компьютерной формы головы, у которой совпадают длина, ширина и контур головы заказчика 30, с помощью, по меньшей мере, одного процессора и программы трехмерного моделирования 60. Перед созданием трехмерной компьютерной формы головы данные о голове заказчика могут быть дополнительно обработаны, если необходимо, и проанализированы на соответствие отдельных измерительных данных голове заказчика 30. В вариантах осуществления данного изобретения, где данные о голове заказчика поступают в виде изображений, можно использовать имеющееся в продаже программное обеспечение в качестве программы трехмерного моделирования 60 для создания приближенного трехмерного изображения или, по меньшей мере, трехмерную решетку аппроксимации поверхности головы заказчика 30. На ФИГ. 4А показан не ограничивающий пример имеющегося в продаже программного обеспечения анализа изображений 62, 123D Catch, которое выпускается компанией «Autodesk» и может использоваться в качестве программы для трехмерного моделирования. Моделируются ли поверхностные данные как трехмерное твердое тело, трехмерная поверхность, облако точек, массив данных, сетка из многоугольных ячеек или каким-либо другим методом аппроксимации модели поверхности, эти данные могут использоваться для аппроксимации поверхности головы заказчика 30 в целях данного изобретения.
В одном из вариантов осуществления данного изобретения данные о голове заказчика 20, например, фотографии, могут быть введены в программу анализа изображений 62 таким образом, что фотографии заказчика размещаются на соответствующих опорных плоскостях, таких как фронтальная, сагиттальная и поперечная плоскости, после чего определяются их размеры с помощью выполненных измерений, например, с помощью измерительных точек 42 или индикатора 52. Программа трехмерного моделирования 60 создает представление головы заказчика 30 и может включать трехмерный шаблон, который соответствует эталонному образцу 28, если он существует. Соответственно, трехмерные линии могут совпадать с главными и второстепенными горизонтальными опорными линиями 40а и 40b, также как и с вертикальными опорными линиями 40, если они проведены, в каждой из соответствующих опорных плоскостей. Используя трехмерные кривые, программа моделирования создает поверхность, которая соединяет все кривые и образует трехмерную форму головы или графическое представление 66 головы заказчика 30, как показано на ФИГ. 4В. Трехмерная форма головы 66 близко соответствует топографии или длине, ширине и, по меньшей мере, одному контуру головы заказчика 30. В частности, трехмерная форма головы 66 может быть скомпенсирована предварительно установленным значением для размещения внутренней обшивки и/или внутренней подкладки шлема, которые обладают некоторой толщиной.
На ФИГ. 4В показана трехмерная форма головы 66 для верхней части головы заказчика 30 для создания на заказ шлема, который будет покрывать только верхнюю часть головы заказчика 30. В другом варианте форма головы 66 может соответствовать всей голове заказчика 30, включая лицо, подбородок и шею, и может использоваться для создания на заказ шлема, который будет покрывать только верхнюю часть головы заказчика 30 или всю голову заказчика 30, включая лицо, подбородок и шею.
Как показано на ФИГ. 4С, графическое представление 66, включая любой пространственный промежуток, может быть введено в модель набора трехмерных инструментов 70, и точки графического представления 66 будут совпадать с соответствующими точками модели набора инструментов. Форма головы модели набора инструментов 70 может быть создана для демонстрации формы головы заказчика 30. Форма головы может быть создана, например, с помощью 3D-принтера или другим способом, для создания специальной литейной формы, которая будет использоваться для изготовления шлема на заказ. В другом варианте базовому элементу шлема может быть придана форма, соответствующая контурам головы заказчика 30. В любом случае результатом будет подобранный на заказ шлем, изготовленный по трехмерной форме головы заказчика 66, предназначенной для получения шлема, который будет подогнан к топографии или длине, ширине и, по меньшей мере, одному контуру головы заказчика 30.
На ФИГ. 5А-5С сравниваются трехмерная форма головы 66 и стандарт безопасности для шлемов 71. Трехмерная форма головы 66 может использоваться для автоматического или графического визуального сравнения со стандартом безопасности для шлемов 71, сохраненных с помощью процессоров, связанных с базой данных 24. В отдельных вариантах осуществления данного изобретения материал защитного основания может быть размещен между внешней поверхностью 83 изготовленного на заказ шлема 81 и подобранной внутренней поверхностью шлема 82. Материал защитного основания 72 может состоять из энергопоглощающего или энергоослабляющего материала, такого как пенополистирол (ППС), пенополипропилен (ППП), пластмасса, пена, пенополиэтилен (PET), винил нитрил (ВН), полиуретан (ПУ), этиленвинилацетат (ЭВА), пробка, резина, орбатан, гибридное соединение ППП/ППС (Zorbium), EPLA, пена «brock» и другие соответствующие материалы, смешанные комбинации материалов и гибридные материалы. Материал защитного основания 72 может защищать заказчика 20 и голову заказчика 30 путем поглощения или ослабления энергии во время удара посредством пластической или упругой деформации. Например, в одном из вариантов осуществления данного изобретения пена ППС может дробиться для защиты головы заказчика 30 во время удара. Материал защитного основания 72 может быть установлен таким образом, чтобы соответствовать предварительно заданным минимальным размерам (DM), требуемым стандартом безопасности 71. Минимальные размеры DM могут задаваться специальными нормами или стандартами безопасности, действующими в видах спорта или в видах деятельности, где используются шлемы, посредством специальных технических требований или условий для производства шлемов или через контролирующие и регулирующие органы власти. Примеры регулирующих органов и стандартов, известных специалистам в данной области техники, включают стандартны, установленные Международной организацией стандартизации (ISO), стандарты испытаний Европейской экономической Комиссии (ЕЭК) ООН, широко используемые в Европе, Министерство транспорта США и Фонда памяти Снелла (некоммерческая организация, которая исследует, обучает, испытывает и разрабатывает стандарты безопасности для шлемов).
Как показано на ФИГ. 5А, трехмерная форма головы 66 заказчика 20 может автоматически или графически сравниваться со стандартом безопасности для шлема 71, включая минимальные размеры DM, для определения размера и габаритных размеров изготовляемого на заказ шлема 81. Исходя из трехмерной формы головы 66 и минимальных размеров DM, можно сформировать изготовляемый на заказ шлем 81, содержащий подобранную внутреннюю поверхность 82b с топографией, соответствующей длине, ширине и, по меньшей мере, одному контуру головы заказчика 30. Как показано на ФИГ. 5В, фактические размеры (DA), измеренные для изготовляемого на заказ шлема 81, больше или превышают минимальные размеры DM, требуемые стандартом безопасности для шлема 71. Как показано на ФИГ. 5В, фактические размеры DA, измеренные для изготовляемого на заказ шлема 81, могут быть большими или равными минимальным размерам DM, требуемым стандартом безопасности для шлема 71. В некоторых случаях первая часть подобранной внутренней поверхности 82с может быть образована таким образом, что толщина или расстояние между подобранной внутренней поверхностью 82с и внешней поверхностью 83 может быть по существу или приблизительно равным минимальному размеру DM, требуемому стандартом безопасности для шлема 71. Как показано на ФИГ. 5С, часть подобранной внутренней поверхности 82с расположена над верхней частью или макушкой головы заказчика 30 таким образом, что толщина или расстояние между подобранной внутренней поверхностью 82с и внешней поверхностью 83 по существу или приблизительно равно минимальному размеру DM. Соответственно, вторая часть подобранной внутренней поверхности 82с может быть образована таким образом, что толщина или расстояние между подобранной внутренней поверхностью 82с и внешней поверхностью 83 больше минимального расстояния DM, требуемого стандартом безопасности для шлема 71, такого как части подобранной внутренней поверхности 82с, расположенные по периметру или вне верхней части головы заказчика 30.
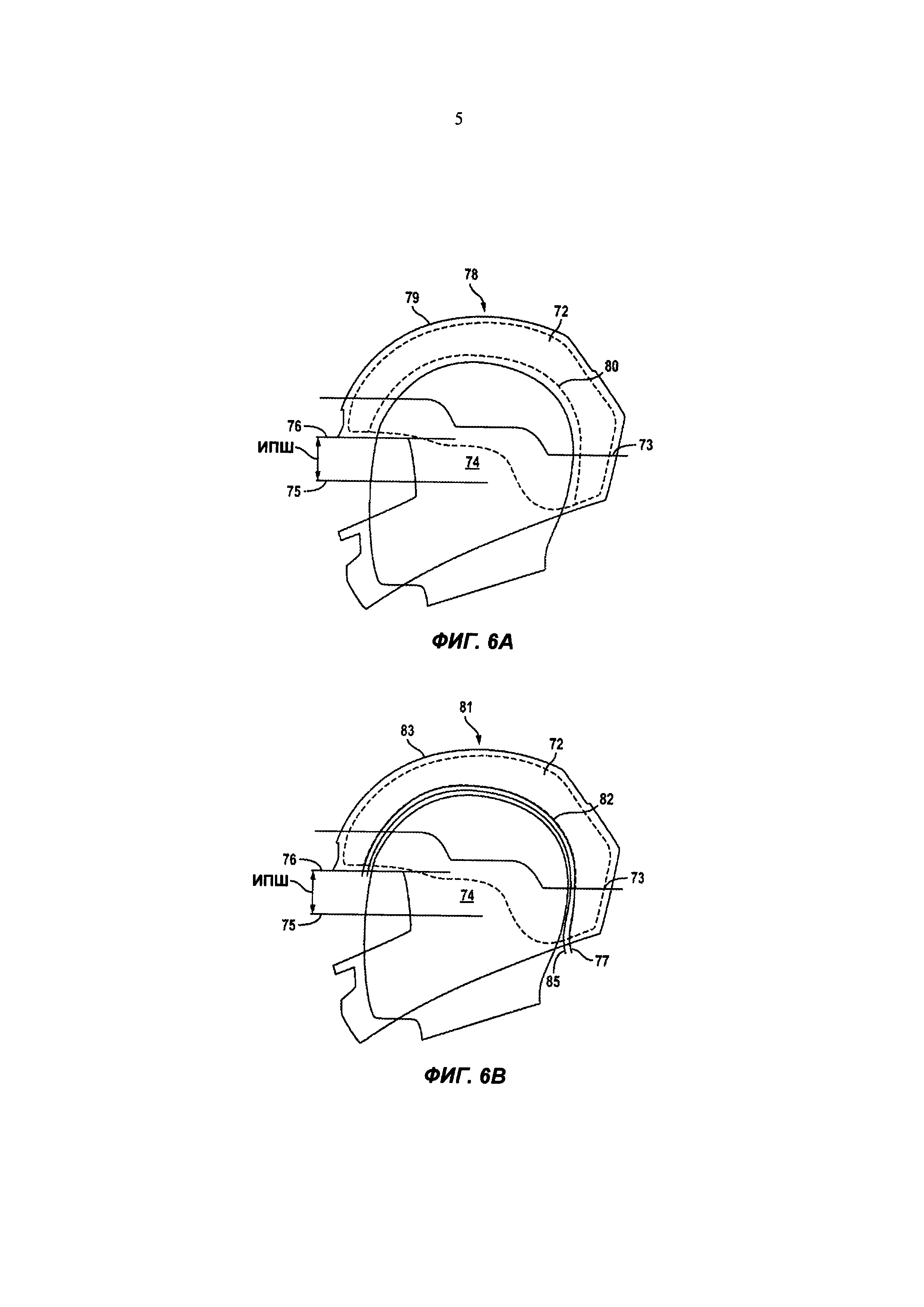
На ФИГ. 6A-6F 5А-5С, показан вариант осуществления данного изобретения, в котором созданный на заказ шлем 81 сравнивается со стандартом безопасности для шлема 71, включающего толщину материала защитного основания 72, которая больше минимальной толщины, чтобы соответствовать требованиям стандартам безопасности для шлема. Более конкретно, на ФИГ. 6A-6F показан способ задания испытательной линии или испытательной плоскости 73 для испытания изготовленного на заказ шлема 81. Испытательная линия 73 может быть получена скорее из сертифицированной поверхности 77, чем из подобранной на заказчика внутренней поверхности 82 шлема 81. Как будет подробно описано выше, вывести испытательную линию 73 из сертифицированной поверхности 77 можно графически или аналитически с помощью формы головы 66 заказчика 20.
На ФИГ. 6А показан вид в поперечном разрезе испытательной формы головы 74. Испытательная форма головы 74 может быть реальным физическим объектом или аналитической или компьютерной моделью, которая облегчает выполнение или позволяет выполнять виртуальное испытание физических шлемов или моделей шлемов. Когда испытательная форма головы 74 является виртуальным шлемом или моделью, испытательная форма головы может включать CAD-файл или другие соответствующие компьютерные файлы или программы. Испытательная форма головы 74, физическая или виртуальная, может быть установлена по размерам, сконфигурирована или изготовлена таким образом, чтобы обладать или соответствовать любым характеристикам или требования стандарта безопасности для шлема 71. Испытательная форма головы 74 сконфигурирована для получения испытательных шлемов, таких как шлем 78, и позволяет при испытаниях шлемов определить, удовлетворяют ли они требованиям соответствующих стандартов безопасности, таких как стандарт безопасности для шлема 71.
На ФИГ. 6А также показана испытательная линия шлема 73, полученная или связанная с испытательной формой головы 74, как пример того, как стандарт безопасности для шлема 71 может использоваться в испытаниях шлема или шлема 78, который не изготавливался на заказ. Шлем 78, который подвергается испытаниям на соответствие требованиям стандарта безопасности 71, затем может быть установлен на форме головы 74, а испытательная линия шлема 73 затем может быть перенесена с формы головы на внешнюю поверхность или на корпус шлема 78 для проведения испытания. Во время испытания испытательная линия 73 используется в качестве разграничительной для указания места, где шлем 78 может испытывать удары при испытаниях. Например, испытательный шлем 78 подвергаться ударам, места которых находятся на испытательной линии 73 или выше. Удары, используемые в испытаниях шлема 78 или какого-либо другого шлема, происходят в местах, расположенных на испытательной линии 73 или выше нее, в верхней части шлема, поскольку верхняя часть шлема обычно является наиболее важной частью для защиты головы пользователя 30, а удары в нижнюю части шлема 78 ниже испытательной линии 73 обычно приводят к тому, что шлем выходи из строя. Испытательная линия 73 может быть получена из любой подтвержденной или сертифицированной формы в соответствии с требованиями стандарта безопасности для шлема 71. На ФИГ. 6A-6F в качестве не ограничивающего примера показана испытательная линия 73 как стандартная испытательная линия, подтвержденная или используемая Фондом памяти Снелла.
Как показано на ФИГ. 6А, испытательная линия 73 перенесена из испытательной формы головы 74 на внешнюю поверхность 79 шлема 78 таким образом, что испытательная линия 73 образована на шлеме 78 или ее положение или местоположение связано с шлемом 78. Положение испытательной линии 73 на шлеме 78 зависит от взаимного прилегания испытательной формы головы 74 и шлема 78. Относительное положение испытательной формы головы 74 и внешней поверхности 79 шлема 78 может быть установлено с помощью базисной плоскости, франкфуртской плоскости или аурикуло-орбитальной плоскости 75 и индекса положения шлема (ИПШ) относительно точки или плоскости 78, такой как верхняя кромка над лицом спереди шлема 76. Базисная плоскость 75 является анатомическим положением формы головы 74, черепа или головы заказчика 30, которое определяется плоскостью, проходящей через самую нижнюю точку по нижнему краю левой глазницы (или через нижний край левой глазной орбиты или глазницы черепа) и через левый и правый порионы или через верхние края каждого наружного слухового канала или наружного слухового прохода. ИПШ определяет расстояние между базисной плоскостью 75 испытательной формы головы 74 и частью шлема 78, такой как передняя часть верхней кромки над лицом 76 шлема 78. ИПШ может включать любое соответствующее расстояние, исходя из характеристик и потребностей конкретного заказчика, включая расстояния в пределах 35-65 миллиметров (мм), 40-55 мм и около 47 мм.
Таким образом, чтобы определить положение испытательной линии 73 относительно внешней поверхности 79 шлема 78 и определить, какие части шлема 78 будут подвергаться испытанию на удары, шлем устанавливается относительно испытательной формы головы 74 таким образом, что внешняя поверхность испытательной формы головы 74 «контактирует» с внутренней поверхностью 80 шлема 78. Передняя часть надбровной дуги головы заказчика 30 может находиться в контакте с частью надбровной дуги внутренней поверхности 80 вблизи верхней кромки над лицом. Затем шлем 78 может быть повернут таким образом, что верхняя часть или макушка головы заказчика 30 входит в контакт с макушкой внутренней поверхности 80. Положение шлема 78 относительно испытательной формы головы 74 может быть установлено путем размещения физического или материального шлема на физической или материальной форме головы, хотя чаще выполняется графическое или аналитическое сравнение с помощью созданных компьютером трехмерных изображений шлема и испытательной формы головы. Когда шлем 78 находится на форме головы 74, испытательная линия 73 переносится с формы головы на шлем, благодаря чему определяются участки или части шлема, которые могут подвергаться воздействию ударов во время испытаний, например, на испытательном стенде.
Когда испытывается серийно выпускаемый шлем стандартного размера со стандартной внутренней поверхностью, такой как шлем 78, относительные положения формы головы 74 и любого шлема 78, выбранного из серийно выпускаемой группы, будут по существу одинаковыми или постоянными для всех шлемов в группе, поскольку внутренняя поверхность 80 каждого шлема 78 является стандартной, а форма головы 74 является постоянной. Соответственно, относительное положение испытательной линии 73 также будет постоянным для каждого шлема 78. Постоянное относительное положение испытательной линии 73 и шлема 78 позволяет разрушать во время испытаний небольшое репрезентативное количество шлемов для гарантии того, что все шлемы 78 определенной конструкции будут удовлетворять требованиям соответствующих стандартов безопасности.
И наоборот, изготовленный на заказ шлем 81 включает подобранную внутреннюю поверхность 82 материала защитного основания 72 или внутреннюю поверхность 85 подкладки или слоя сопряжения 84, так что каждый изготовленный на заказ шлем 81 может иметь разное положение относительно испытательной формы головы 74. Различные относительные положения формы головы 74 и подобранной внутренней поверхности 82 потенциально могут привести к новому положению или местоположению каждой испытательной линии 73, перенесенной с формы головы 74 на каждый изготовленный на заказ шлем 81. В соответствии с требованиями общепринятых стандартов на испытания, каждый подобранный на заказ шлем должен быть изготовлен в таком количестве, чтобы некоторое число изготовленных на заказ шлемов 81 могло быть подвергнуто разрушающим испытаниям для гарантии того, что конструкция отдельного изготовленного на заказ шлема 81, надетого заказчиком 20, будет удовлетворять соответствующим стандартам безопасности. Поскольку изготовление некоторого количества каждого подобранного на заказ шлема для проведения разрушающих испытаний не является коммерчески целесообразным подходом для изготовления и продажи шлемов на заказ, могут использоваться неразрушающие испытания, включая аналитическое или графическое сравнение подобранного на заказ шлема 81 со стандартом безопасности для шлема 71. В качестве не ограничивающего примера ниже обсуждается альтернативный способ испытания подобранных на заказ шлемов 81, который показан на ФИГ. 6B-6F.
На ФИГ. 6В показана сертифицированная поверхность 77 для расположения испытательной линии 73 на внешней поверхности 83 подобранного на заказ шлема 81 как часть способа испытаний изготовленных на заказ шлемов. Удостоверенная поверхность 77 создается и подтверждается как часть стандарта безопасности для шлема 71, и ее положение может быть зафиксировано по отношению к внешней поверхности 83 подобранного на заказ шлема 81 для обеспечения минимальной толщины материала защитного основания 72, который используется как часть изготовленного на заказ шлема. Хотя сертифицированная поверхность 77 может иметь одинаковую протяженность с внутренней поверхностью материала защитного основания 72 или с внутренней поверхностью 82 подобранного на заказ шлема 81, сертифицированная поверхность 77 также может отличаться от внутренней поверхности 82, что подробно обсуждено для ФИГ. 6С.
В отличие от ФИГ. 6А, на ФИГ. 6В 6А, показан вид в поперечном разрезе испытательной формы головы 74 внутри подобранного на заказ шлема 81 вместо не подобранного на заказ шлема 78. Кроме сертифицированной поверхности 77, на ФИГ. 6В также показана внутренняя поверхность 85 подкладки или слоя сопряжения 84. Слой подкладки 84 может быть установлен между материалом защитного основания 72 и формой головы 74 или трехмерной формой головы 66. Слой подкладки 84 также может быть комфортным слоем пены, подкладки или другого подходящего материала, который может быть более мягким или более деформируемым, чем материал защитного основания 72. Слой подкладки 84 может иметь любую толщину, и в одном из вариантов осуществления данного изобретения имеет толщину в пределах 0-20 мм, 1-10 мм или около 5 мм. Внутренняя поверхность 85 является поверхностью слоя подкладки 84, которая ближе всего расположена к голове заказчика 30, трехмерной форме головы 66 или форме головы 74. Таким образом, месторасположение, положение и контур поверхности 85 слоя подкладки 84 можно определять и контролировать путем добавления расстояния пространственного промежутка, отображающего толщину слоя подкладки 84, к топографии или контурам внутренней поверхности 82 подобранного на заказ шлема 81. Указанное расстояние или пространственный промежуток может быть постоянным по всей поверхности слоя подкладки 84, если толщина слоя подкладки 84 является равномерной и постоянной. И наоборот, расстояние или пространственный промежуток может варьироваться или изменяться, по меньшей мере, на части поверхности слоя подкладки 84, если толщина слоя подкладки 84 является неравномерной или варьируется.
Удостоверенная поверхность 77 может быть создана или выбрана на основании данных по большому количеству голов заказчиков 30, включая трехмерных формы головы 66. Взяв группу или набор данных по головам одинакового размера, можно получить сертифицированную поверхность 77, которая будет соответствовать каждой из голов, содержащейся в наборе данных. Удостоверенная поверхность 77 необязательно должна существовать физически как осязаемая структура внутри изготовленного на заказ шлема 78 или как часть базового устройства шлема 86, а может существовать в математическом или графическом виде или как часть модели. В одном из вариантов осуществления данного изобретения сертифицированная поверхность 77 существует, например, как часть выполняемой компьютером программы, такой как ПО САПР, и может использоваться для задания или создания испытательной линии 73.
Удостоверенная поверхность 77 может преимущественно использоваться для определения положения формы головы 74 внутри подобранного на заказ шлема 81 или базового устройства 86 и переноса испытательной линии 73 с формы головы на внешнюю поверхность 83 подобранного на заказ шлема. Чтобы перенести испытательную линию 73 с формы головы 74 на внешнюю поверхность 83 подобранного на заказ шлема, испытательную форму головы можно установить в крайнем верхнем и крайнем переднем положении, разрешенном сертифицированной поверхностью 77 (или в другом относительном положении или пространственном промежутке, заданном сертифицированной поверхностью 77, такой как поверхность 85 подкладки 84, которая для удобства рассматривается в данном документе как сертифицированная поверхность). По сути, шлем 81 можно расположить по отношению к испытательной форме головы 74 таким образом, что внешняя поверхность испытательной формы головы 74 будет совпадать или иметь одинаковое протяжение с сертифицированной поверхностью 77. Более конкретно, передняя часть надбровной дуги 74 может совпадать с частью надбровной дуги сертифицированной поверхности 77 вблизи верхней кромки над лицом. Далее шлем 81 можно повернуть таким образом, что верхняя часть или макушка формы головы 74 буде совпадать с верхней частью сертифицированной поверхности 77, совпадая при этом с частями надбровной дуги.
Положение шлема 81 относительно испытательной формы головы 74 может быть установлено путем размещения физического или материального шлема на физической или материальной форме головы, хотя чаще выполняется графическое или аналитическое сравнение с помощью созданных компьютером трехмерных изображений шлема и испытательной формы головы. При выравнивании формы головы 74 в направлении передней и верхней частей подобранного на заказ шлема 81 может существовать зазор, пространственный промежуток или некоторое расстояние между задней частью формы головы 74 и задней частью сертифицированной поверхности 77, особенно для форм головы разных размеров, включая большие размеры. Указанный зазор может быть заполнен материалом защитного основания 72 путем образования подобранной внутренней поверхности 82, исходя из конкретного размера или формы головы заказчика 30 или трехмерной формы головы 66, что будет обговорено ниже для ФИГ. 6С. После размещения испытательной формы головы 74 внутри шлема 81 выполняется перенос испытательной линии 73 с испытательной формы головы 74 на внешнюю поверхность 83 подобранного на заказ шлема 81. Иными словами, испытательная линия или испытательная плоскость 73 могут выступать наружу до контакта или пересечения с внешней поверхностью 83 подобранного на заказ шлема 81 и фактической отметкой, или же регистрируется или сохраняется набор координат или данных относительно внешней поверхности 83 для определения участков или частей подобранного на заказ шлема 81, которые затем могут подвергнуться воздействию ударов во время испытаний. В одном из вариантов осуществления данного изобретения испытательная линия 73 и ИПШ используются только с целью сертификации поверхности и формы головы. Удостоверенная форма головы 74 показывает, что чертеж испытательной линии 73 можно выполнить повторяемым способом, и поэтому любая подобранная трехмерная форма головы 66 будет повторять одну и ту же установленную испытательную линию 73 с начального удостоверения.
Кроме сертифицированной поверхности 77, на ФИГ. 6С показан вид в поперечном разрезе трехмерной формы головы 66 вместо испытательной формы головы 74, которая расположена внутри подобранного на заказ шлема 81, содержащего испытательную линию 73. Кроме сертифицированной поверхности 77, на ФИГ. 6С также показано, как дополнительный материал основания 72 может выступать за пределы удостоверенной поверхности 77 или может быть добавлен к ней для обеспечения подобранной внутренней поверхности 82, которая может включать топографию, соответствующую длине, ширине и, по меньшей мере, одному контуру трехмерной формы головы 66 или головы заказчика 30, которая больше соответствует трехмерной форме головы 66, чем удостоверенная поверхность 77. Подобранная внутренняя поверхность 82 может также учитывать или включать пространственный промежуток, подкладку или слой сопряжения 84. Соответственно, подобранная внутренняя поверхность 82 подобранного на заказ шлема 81 может включать поверхность 85 слоя подкладки 84, как показано на ФИГ. 6C-6F. Трехмерная форма головы 66 преимущественно может быть размещена внутри подобранного на заказ шлема 81 и в пределах удостоверенной поверхности 77 таким образом, чтобы максимально улучшить прилегание головы заказчика 30 внутри подобранного на заказ шлема 81 и максимально расширить поле зрения (ПЗ) заказчика 20. Кроме того, трехмерная форма головы 66 может быть размещена внутри подобранного на заказ шлема 81 путем выравнивания или подгонки части надбровной дуги формы головы 66 к части надбровной дуги подобранной внутренней поверхности 82 подобранного на заказ шлема 81, и при этом также выравниваются верхние части трехмерной формы головы и подобранной внутренней поверхности.
Учитывая положение глаза заказчика 20 при установке положения трехмерной формы головы 66 внутри подобранного на заказ шлема 81, можно расширить ПЗ заказчика 20. В одном из вариантов осуществления данного изобретения глаз заказчика 20 может быть совмещен с кромкой над лицом подобранного на заказ шлема 78 путем регулирования вертикального промежутка и расстояния между глазом заказчика и верхней кромкой над лицом 76 или нижней кромкой под лицом так, что указанная кромка не будет заграждать поле зрения заказчика. Оптимальное положение глаза между кромками шлема на лице зависит от способа применения шлема. Например, при максимальном расширении ПЗ заказчика более низкое положение лицевой кромки шлема относительно глаза заказчика желательно для прямой посадки при езде по улице, в то время как более высокое положение лицевой кромки относительно глаза заказчика желательно для динамичных сгруппированных положений во время гонок, когда относительное положение верхней кромки 76 может существенно ограничивать поле зрения.
Кроме того, может сокращаться расстояние от глаза заказчика 20 до лицевой кромки подобранного на заказ шлема 81. При обычной или стандартной конструкции шлема голова находится посредине между передней и задней частью шлема, и можно создать значительный пространственный промежуток между передней частью шлема и передней частью головы заказчика 20. В результате наличия такого промежутка между глазом пользователя и передней частью шлема лицевые кромки шлема могут больше перекрывать ПЗ. С другой стороны, устанавливая голову заказчика 30 в крайнее переднее положение, разрешенное соответствующим стандартом безопасности 71, можно расширить ПЗ для заказчика 30 путем уменьшения количества преград, создаваемых лицевыми кромками подобранного на заказ шлема 81. Заказчики с более узкой головой в продольном направлении могут получить преимущество, передвигая голову еще дальше вперед. Заявители установили, что даже небольшие изменения расстояния между глазом заказчика 20 и передней частью шлема или вертикального расстояния между глазом заказчика и верхней и нижней лицевыми кромками шлема могут значительно влиять на ПЗ заказчика.
После надлежащего расположения трехмерной формы головы 66 внутри подобранного на заказ шлема 81, нежелательные зазоры или промежутки между удостоверенной поверхностью 77 и трехмерной формой головы можно выявить и устранить путем установки материала защитного основания 72 (и дополнительной подкладки 84) для заполнения зазора между удостоверенной поверхностью 77 и трехмерной формой головы заказчика 66. Хотя установка материала защитного основания 72 внутри зазора между удостоверенной поверхностью 77 м трехмерной формой головы 66 может рассматриваться как «заполнение» промежутка, в некоторых вариантах осуществления данного изобретения зазоры физически не будут существовать между физически созданной по заказу внутренней поверхностью 82 и головой заказчика 30. Например, перед формированием на заказ внутренней поверхности 82 аналитическое или компьютерное сравнение можно выполнить физически, графически, аналитически, с помощью ПО САПР или с помощью другой соответствующей программы таким образом, что может быть сформирована на заказ внутренняя поверхность такая, что, при отсечении от базового устройства 86 она будет соответствовать длине, ширине и, по меньшей мере, одному контуру головы заказчика без нежелательного зазора между удостоверенной поверхностью 77 и трехмерной формой головы 66 или головой заказчика 30.
При формировании подобранной внутренней поверхности 82 с дополнительным материалом основания 72 между трехмерной формой головы 66 и удостоверенной поверхностью 77 подобранный на заказ шлем 81 становится прочнее, чем стандартный или сертифицированный шлем, у которого материал основания 72 существует только для удостоверенной поверхности 77. По этой причине подобранный на заказ шлем 81 будет соответствовать требованиям стандарта безопасности 71 или может быть эффективно испытан с помощью одной и той же испытательной линии 73 для целого класса подобранных на заказ шлемов 81 вместо разрушающего испытания для каждого нового изготовленного на заказ шлема. Иными словами, любой подобранный на заказ шлем 81, который включает подобранную внутреннюю поверхность 82, которая находится на расстоянии или сдвинута от удостоверенной поверхности 77 при наличии минимального расстояния между внешней поверхностью 83 и подобранной внутренней поверхностью 82, которое больше минимального расстояния между внешней поверхностью 83 и удостоверенной поверхностью 77, будет также соответствовать требованиям стандарта безопасности 71 или может быть эффективно испытан с помощью той же испытательной линии 73. Еще по-другому можно сказать, что любой подобранный на заказ шлем 81, включающий подобранную внутреннюю поверхность 82, в которой не размещается голова заказчика 30 или трехмерная форма головы 66 таким способом, чтобы выступать через или за удостоверенную поверхность 77 по направлению к внешней поверхности 83, будет также соответствовать требованиям стандарта безопасности 71 или может быть эффективно испытан с помощью той же испытательной линии 73.
По этой причине, в одном из вариантов осуществления данного изобретения, для лица, имеющего обычный опыт в соответствующей области техники, будет понятно, что удостоверенная поверхность 77 является базовой поверхностью, показывающей, что любое другое внешнее положение подобранной внутренней поверхности 82 (или большее удаление от внешней поверхности 83, чем удостоверенная поверхность 77), будет создавать шлемы, которые будут соответствовать требованиям стандарта безопасности 71 или могут быть эффективно испытаны с помощью той же испытательной линии 73. Соответственно, подобранные на заказ шлемы 81, содержащие подобранные внутренние поверхности 82, могут быть сертифицированы с помощью удостоверенной поверхности 77 и испытания с помощью испытательной линии 73 без необходимости проведения разрушающего испытания для каждого подобранного на заказ шлема, как для не подобранного на заказ шлема 78, как было описано выше. Поэтому использование испытательной формы головы 74 для создания единого стандарта испытаний, такого как испытательная линия 73 относительно удостоверенной поверхности 77 для семейства или класса подобранных на заказ шлемов 81, может устранить экономическую нагрузку, создаваемую разрушающими испытаниями каждого изготовленного на заказ шлема 81, что делает экономически выгодным крупномасштабное производство сертифицированных по стандартам безопасности изготовленных на заказ шлемов.
Как не ограничивающий пример, заявитель изобретения работал с ответственными лицами в фонде памяти Снелла и установил приемлемый рабочий метод для последовательной установки положения форм головы ISO относительно сертифицированных поверхностей 77 и внутри подобранных на заказ шлемов 81 или их моделей таким образом, что испытательные линии 73 будут постоянными или будут иметь фиксированное положение относительно различных подобранных на заказ шлемов, что позволяет выполнять единое испытание для сертификации по стандартам безопасности некоторого количества одинаковых шлемов, имеющих различные внутренние поверхности, без потерь из-за разрушения изготовленных на заказ шлемов. На ФИГ. 6D-6F, описанных подробно ниже, показан не ограничивающий пример сотрудничества заявителя изобретения с Фондом памяти Снелла с целью создания процедуры испытания подобранных на заказ шлемов 81.
Кроме сертифицированной поверхности 77, на ФИГ. 6D показана средняя форма головы для испытания ISO 74а, расположенная внутри подобранного на заказ шлема 81, который содержит сертифицированную поверхность 77 для головы или формы головы среднего размера. Однако, поскольку каждая голова имеет свою неповторимую топографию, включая разные длины, ширины и контуры, стандартная форма и контур испытательной формы головы 74а отличаются от подобранной внутренней поверхности 82. Подобранная внутренняя поверхность 82 выступает от сертифицированной поверхности 77, или, иначе говоря, она включает фактический размер DA, который больше минимального размера DM, связанного с сертифицированной поверхностью 77. По этой причине подобранная внутренняя поверхность 82 только частично контактирует с формой головы 74а и не расположена надлежащим образом внутри подобранного на заказ шлема 81, как были бы расположены форма головы 66 или голова заказчика 30. Кроме сертифицированной поверхности 77, на ФИГ. 6D показана форма головы 74а, включающая базисную плоскость 75а, которая повернута по отношению к номинальной базисной плоскости 75, сдвинутой от верхней лицевой кромки шлема с помощью ИПШ. Кроме сертифицированной поверхности 77, на ФИГ. 6D также показано, что верхняя часть формы головы 74а не соприкасается и не совпадает с верхней частью подобранной внутренней поверхности 82. Наоборот, верхняя часть формы головы 74а сдвинута и имеет зазор относительно верхней части подобранной внутренней поверхности 82. Как поворот, так и плохое прилегание формы головы 74а и подобранной внутренней поверхности 82 могут стать источником проблем при использовании формы головы в испытаниях.
Аналогично, на ФИГ. 6Е показана альтернативная конфигурация, при которой подобранная внутренняя поверхность 82 может стать источником проблем при использовании в испытаниях средней формы головы для испытаний ISO 74а. На ФИГ. 6Е средняя форма головы для испытаний ISO 74а расположена внутри подобранного на заказ шлема 81, который содержит подобранную внутреннюю поверхность 82, показанную на ФИГ. 6D. Однако, вместо того, чтобы базисная плоскость 75а формы головы 74а отличалась от номинальной базисной плоскости 75, на ФИГ. 6Е показано, что базисная плоскость 75а формы головы 74а совпадает с номинальной плоскостью и надлежащим образом сдвинута от верхней лицевой кромки шлема 76 в соответствии с ИПШ. Однако, поскольку стандартные форма и контур испытательной формы головы 74а отличаются от подобранной внутренней поверхности 82, форма головы 74а показана выступающей за пределы внутренней поверхности 82. По сути дела, в случае, когда форма головы 74а выступает за пределы внутренней поверхности 82, модель описывает ситуацию, в которой голова заказчика 30 занимает место материала защитного основания 77. По этой причине конфигурация, показанная на ФИГ. 6Е, также является непригодной для испытаний на удар изготовленного на заказ шлема 81 из-за несовпадения между средней формой головы 74а и внутренней поверхностью 82 подобранного на заказ шлема 81, возникающего вследствие неповторимой длины, ширины и контура фактической головы заказчика 30 или формы головы 66, используемых для создания подобранной внутренней поверхности 82. Поэтому несовпадение между средней формой головы 74а и внутренней поверхностью 82 подобранного на заказ шлема 81, показанные на ФИГ. 6D и 6Е, дают основание предположить, что средняя форма головы для испытаний ISO 74а является слишком большой для, по меньшей мере, некоторых подобранных на заказ шлемов 81, содержащих сертифицированную поверхность 77, разработанную для средних размеров головы.
Кроме сертифицированной поверхности 77, на ФИГ. 6F показан вариант осуществления данного изобретения, в котором меньшая форма головы ISO, такая как малая форма головы для испытаний ISO 74b, а не средняя форма головы для испытаний ISO 74а, установлена внутри подобранного на заказ шлема 81 для испытания изготовленного на заказ шлема, содержащего сертифицированную поверхность 77 для головы или формы головы среднего размера. При использовании малой формы головы для испытаний ISO 74b форма головы 74b может полностью соприкасаться со всеми частями подобранной внутренней поверхности 82 и может быть надлежащим образом расположена внутри подобранного на заказ шлема 81, как были бы расположены форма головы 66 или голова заказчика 30. Кроме того, при использовании малой формы головы для испытаний ISO 74b базисная плоскость формы головы 74b также может совпадать с номинальной базисной плоскостью и может быть надлежащим образом сдвинута от верхней лицевой кромки шлема 76 в соответствии с ИПШ. Таким образом, меньший объем формы головы 74b обеспечивает большую гибкость прилегания формы головы внутри участка подобранной внутренней поверхности 82, меньшего, чем участок сертифицированной поверхности 77. Кроме того, чтобы малая форма головы для испытаний ISO 74b обеспечивала приемлемые результаты испытаний для сертифицированной поверхности среднего размера, малая форма головы для испытаний ISO 74а может быть нагружена, чтобы соответствовать и реагировать во время испытаний как форма головы средних размеров для испытаний ISO 74b.
На ФИГ. 6Е примерного варианта осуществления данного изобретения показана испытательная линия 73b, связанная с формой головы 74b и проходящая по внешней поверхности 83 подобранного на заказ шлема 81 в месте и направлении, которые отличаются от места и направления испытательной линии 73. Однако, наличием по-разному расположенных испытательных линий, которое является результатом разных форм головы для испытаний ISO, можно пренебречь с целью определения лини ударов при условии, что используемая форма головы для испытаний ISO надлежащим образом совпадает с шлемом и 81 находится внутри него или не проходит через сертифицированную поверхность 77. Таким образом, установленная испытательная линия 73 используется в испытании на удар, и при этом используется надлежащим образом нагруженная малая форма головы для испытаний ISO 74b. Хотя формы головы 74а и 74b рассматривались как формы среднего и малого размера соответственно, для обычного специалиста в данной области техники будет понятно, что как первая, так и вторая формы головы разных размеров могут использоваться и одинаково применимы для предыдущего примера.
Кроме того, как обсуждалось для ФИГУР 6B-6F, различные формы головы для испытаний ISO могут использоваться для определения испытательной линии и проведения испытания на удар, в отличие от обычных испытаний, в которых использовалась только одна форма головы для испытаний ISO как для определения испытательной линии, так и для проведения испытания на удар. Как обсуждалось выше, первая форма головы для испытаний ISO, такая как форма головы 74, показанная на ФИГ. 6В, может использоваться для задания положения и направления испытательной линии 73 относительно сертифицированной поверхности 77. Вторая форма головы для испытаний ISO, такая как форма головы 74b, показанная на ФИГ. 6F, может использоваться для проведения испытания на удар изготовленного по заказу шлема 81.
После того, как будет определено, какой будет внутренняя поверхность 82 подобранного на заказ шлема 81, исходя, например, из данных о голове заказчика и стандарта безопасности для шлема 71, может быть сформирована внутренняя поверхность 82. Как было указано выше для ФИГ. 4С и было показано на ФИГ. 7А-7В, базовое устройство шлема 86 может использоваться для создания подобранного на заказ шлема 81, включая внутреннюю поверхность 82, которая подогнана к топографии или длине, ширине и, по меньшей мере, одному контуру головы заказчика 30 или трехмерной формы головы 66. Базовое устройство шлема 86 может быть изготовлено из материала для защиты от ударов, который легко снимается и режется, чтобы соответствовать голове заказчика 30, форме головы 66 или и той, и другой. Базовое устройство шлема 86 может состоять из энергоослабляющего материала, такого как ППС, ППП, пластмасса, пена, PET, ВН, ПУ, ЭВА, пробка, резина, орбатан, Zorbium, EPLA, пена «brock» и других соответствующих материалов, смешанных комбинаций материалов и гибридных материалов.
Базовое устройство шлема 86 включает внешнюю поверхность 83, подобранную внутреннюю поверхность 82 и материал защитного основания 72 между внешней и внутренней поверхностями, который будет соответствовать как стандарту безопасности для шлема 71, так и трехмерной форме головы 66. Таким образом, базовое устройство шлема 86 может иметь любой размер и любую форму перед подгонкой к голове заказчика 30. Подгонка базового устройства 86 для изготовления на заказ шлема 81 может выполняться с помощью процесса добавления или удаления. В действительности, базовое устройство шлема 86 может быть первоначально образовано, в частности, в подбираемых вариантах осуществления данного изобретения, как блок защитного материала, который полностью обрезается для получения подобранной на заказ формы шлема и конструкции, которая будет соответствовать голове заказчика 30 в соответствии с трехмерной формой головы 66. Таким образом, базовое устройство 86 может быть первоначально образовано как не описываемое блочное базовое устройство или как базовое устройство в форме шлема, которое включает материал внутри и снаружи окончательно подобранного шлема, который будет подогнан посредством удаления лишнего материала из базового устройства шлема. В другом варианте базовое устройство шлема 86 может быть базовым устройством в форме шлема, включающим материал внутри, который будет подогнан посредством удаления лишнего материала, и внешней поверхности 83, для которой подгонка не требуется. Пример базового устройства шлема 86, который включает внешнюю поверхность 83, не требующую подгонки, и подбираемую внутреннюю поверхность 82, в которой остался материал внутри базового устройства шлема, который будет подогнан, показан на ФИГ. 7В. Кроме того, изготовление на заказ шлема 81 может быть выполнено с помощью процесса добавления, такого как 3D-печать, для наращивания внешней поверхности 83 и подобранной внутренней поверхности 82.
Однако, чтобы минимизировать количество материала защитного основания 72, которое может быть удалено для снижения или сведения к минимуму веса и размера подобранного на заказ шлема 81, базовое устройство шлема 86 может быть образовано таким образом, что внешняя поверхность 83 будет сформирована с формой, внешним видом и контуром, равными окончательным форме, внешнему виду и контуру окончательного варианта подобранного на заказ шлема 81. Аналогично, базовое устройство шлема 86 может быть образовано таким образом, что подобранная внутренняя поверхность 82 будет включать форму, внешний вид и контур, которые будут приблизительно совпадать или будут немного больше окончательных формы, внешнего вида и контура подобранной внутренней поверхности 82 полностью изготовленного шлема 81. Таким образом, при подготовке базового устройства шлема 86, когда оно приблизительно совпадает с конечной формой и конструкцией изготовленного на заказ шлема 81, снижается количество материала защитного основания 72, удаляемого для подгонки на заказ внутренней поверхности 82.
Для гарантии того, что базовое устройство шлема 86 будет приблизительно совпадать с конечной формой и конструкцией изготовленного на заказ шлема 81 для различных заказчиков с головами различной формы и различного размера, может быть предложено некоторое количество моделей базового устройства шлема, включая размеры от малого до большого. Таким образом, базовое устройство шлема 86 можно выбрать из некоторого количества моделей базового устройства шлема, чтобы иметь наименьший возможный размер шлема, благодаря чему сводится к минимуму вес и размер шлема, но при этом заказчик 20 может иметь подобранный на заказ шлем 81 с толщиной большей или равной минимальному размеру DM стандарта безопасности для шлемов 71 между поверхностью головы заказчика 30 и внешней поверхностью 83 подобранного на заказ шлема 81. Затем размеры базового устройства шлема 86 могут быть изменены для создания компьютерной модели шлема 88. Компьютерная модель шлема 88 включает, по меньшей мере, набор цифровых данных, отображающих часть шлема. В некоторых вариантах осуществления данного изобретения компьютерная модель шлема 88 включает модель, по меньшей мере, подобранной внутренней поверхности 82 подобранного на заказ шлема 81. Кроме того, как будет более подробно обсуждаться ниже, в некоторых случаях все размеры подобранного на заказ шлема 81 могут быть рассчитаны процессором, соединенным с базой данных 24. В отдельном варианте осуществления данного изобретения может быть выполнено визуально или аналитически графическое сравнение между формой головы 66, минимальными размерами DM стандарта безопасности для шлема 71 и базовым устройством шлема 86 для визуального выявления несоответствия каких-либо минимальных размеров DM, которые попадают в пространство, занятое формой головы 66, или выходят за пределы базового устройства шлема 86. Если часть формы головы 66 не входит, по меньшей мере, в часть минимальных размеров DM для базового устройства шлема 86, тогда выбирается большая или другая модель базового устройства шлема.
Как показано на ФИГ. 7С, после получения данных о голове заказчика 30 и дополнительного создания трехмерной формы головы 66 трехмерная форма головы или данные о голове сравниваются со стандартом безопасности для шлема 71 для создания на заказ шлема 81, исходя из трехмерной формы головы или данных о голове, таким образом, что подобранный на заказ шлем удовлетворяет требованиям стандарта безопасности, а подобранная внутренняя поверхность 82 содержит топографию, которая соответствует длине, ширине и, по меньшей мере, одному контуру головы заказчика. Создание на заказ шлема 81 может быть выполнено во втором месте, отличном от первого места, где были получены данные о голове заказчика 30. Как было указано выше, подобранный на заказ шлем 81 может быть изготовлен с помощью процессов добавления и удаления. В процессах удаления, в которых материал удаляется для формирования подобранной внутренней поверхности 82, определяется надлежащее базовое устройство шлема 86, как было описано выше, благодаря чему обеспечиваются минимальные размеры DM необходимые для соответствия требованиям стандарта безопасности для шлема 71, и при этом минимизируются или уменьшаются дополнительная толщина и вес шлема, которые не требуются для безопасности или комфорта. В частности, в не ограничивающем варианте осуществления данного изобретения выбирается базовое устройство шлема 86, чтобы иметь размер, от которого удаляется 6-8 мм материала для образования подобранной внутренней поверхности 82 подобранного на заказ шлема 81. Соответственно, полость черепа 90 базового устройства шлема 86 будет приблизительно на 20% меньше, чем полость головы 92 подобранного на заказ шлема 81. Иными словами, полость головы 90 базового устройства шлема 86 включает размер или объем, составляющий приблизительно 81% размера или объема полости головы 90. Однако, могут использоваться различные стандартные начальные толщины, объемы и размеры, которые могут больше подходить в зависимости от большого количества разных факторов, включая стиль шлема, тип установленной защиты от ударов, тип используемого материала или сочетание факторов.
В зависимости от типа материала, используемого в качества материала защитного основания 72 базового устройства шлема 86, могут использоваться различные способы удаления материала защитного основания 72 из базового устройства шлема. Обычный специалист в данной области техники легко поймет или определит без экспериментов, какой способ удаления материала защитного основания 72 будет наилучшим, исходя из его состава. Кроме сертифицированной поверхности 77, на ФИГ. 7С показано использование станка с ЧПУ или фрезерного станка 94 с ножом 96, который хорошо удаляет излишний материал защитного основания 72, содержащий ППС. И наоборот, использование станка с ЧПУ может быть менее эффективным для ППП, чем для ППС, поскольку ППП проявляет тенденцию к плавлению или деформированию во время удаления материала защитного основания 72 с помощью станка с ЧПУ 94. Вращающийся нож 96 используется для отрезания лишнего материала защитного основания 72 от базового устройства шлема 86 таким образом, что подобранная внутренняя поверхность 82 содержит топографию, которая соответствует голове заказчика 30, трехмерной форме головы 66 или им обеим. Надлежащее фиксирующее приспособление 98 может использоваться для удержания базового устройства шлема 86 во время удаления части материала защитного основания 72. Фиксирующее приспособление 98 может включать любую конструкцию, собранную для предотвращения нежелательного движения базового устройства 86 во время удаления материала защитного основания 72. Как показано на ФИГ. 7С, фиксирующее приспособление 98 может содержать блокировки 100, которые состыкованы с фиксирующим приспособлением 98 и скомпонованы для фиксации положения базового устройства шлема 86. Базовое устройство шлема 86 может включать Держатели или выступы 102, созданные как часть базового устройства шлема и скомпонованные для блокировки фиксирующим приспособлением 98. Держатели 102 могут иметь любую форму и могут быть встроены в базовое устройство шлема 86, или наоборот, они могут иметь форму отверстий, которые действуют как приемники блокировок 100 фиксирующего приспособления 98. Если держатели 102 имеют форму выступов, выходящих из внешней поверхности 83, держатели могут быть удалены или закрыты другими покрытиями на окончательно изготовленном по заказу шлеме 81 после использования для блокировки с фиксирующим приспособлением 100. Как вариант, фиксирующее приспособление может быть скомпоновано для блокировки или сопряжения с постоянным элементом или формой на базовом устройстве шлема, которые не удаляются при последующей обработке.
Важно отметить, что подгонка внутренней поверхности 82 для включения топографии, которая будет соответствовать длине, ширине и, по меньшей мере, одному контуру головы заказчика 30, может быть выполнена для любой формы или стиля шлема. Другие не ограничивающие примеры других типов шлемов показаны на ФИГ. 8A-9D. В отдельных вариантах осуществления данного изобретения лишний материал защитного основания 72, включая держатели 102, может быть удален после того, как базовое устройство шлема 86 было покрыто или вставлено во внешнюю оболочку, такую как декоративная внешняя оболочка. Как вариант, лишний материал защитного основания 72, включая держатели 102, может быть удален перед тем, как базовое устройство шлема 86 будет покрыто или вставлено во внешнюю оболочку, или может быть удален без последующего использования внешней оболочки.
Кроме сертифицированной поверхности 77, на ФИГ. 7D показан подобранный на заказ шлем 81, включающий окончательно подобранную внутреннюю поверхность 82, содержащую топографию, которая соответствует длине, ширине и, по меньшей мере, одному контуру головы заказчика 30. Подобранный на заказ шлем 81 на ФИГ. 7D отличается от базового устройства шлема 86, показанного на ФИГ. 7А, в том, что толщина или фактический размер DA между внешней поверхностью 72 и подобранной внутренней поверхностью 82 подобранного на заказ шлема 81 на ФИГ. 7D, меньше, чем толщина или фактический размер DA между внешней поверхностью 72 и подобранной внутренней поверхностью 82 базового устройства шлема 86, показанного на ФИГ. 7А. Иными словами, фактический размер DA между внешней поверхностью 72 и подобранной внутренней поверхностью 82 базового устройства шлема 86 на ФИГ. 7А больше, чем толщина или фактический размер DA между внешней поверхностью 72 и подобранной внутренней поверхностью 82 подобранного на заказ шлема 81 на ФИГ. 7D.
Процесс формирования на заказ внутренней поверхности 82 для подобранного на заказ шлема 81 может применяться не только к реальному базовому устройству шлема 86, но также и в компьютерных моделях шлема 88. В одном из вариантов осуществления данного изобретения компьютерная модель шлема 88 может быть виртуальной или графической моделью, которая содержит размеры, формы, контуры и характеристики окончательно варианта шлема, который включает внешнюю поверхность 83 и также удовлетворяет требованиям стандарта безопасности для шлема 71. Иными словами, компьютерная модель шлема 88 может быть виртуальным представлением реального ли физического базового устройства шлема 86. Часть компьютерной модели шлема 88 может быть образована или модифицирована с помощью данных о голове заказчика 30 или трехмерной формы головы 66. Точнее говоря, компьютерная модель шлема 88 может быть разработана или модифицирована таким образом, что подобранная внутренняя поверхность 82 будет содержать топографию, соответствующую длине, ширине и, по меньшей мере, одному контуру головы заказчика 30, трехмерной формы головы 66 или и той, и другой. Компьютерная модель шлема 88 может использоваться в качестве начальной точки подбора внутренней поверхности 82 путем модификации базового устройства шлема 86 для изготовления на заказ шлема 81, как было указано выше для ФИГУР 7A-7D. Как вариант, компьютерная модель шлема 88 может использоваться для формирования внутренней поверхности 82 с помощью процесса добавления. Подобранная внутренняя поверхность 82 подобранного на заказ шлема 81 может быть создана, например, с помощью 3D-принтера, специального литья на основе данных о голове заказчика или другого единовременного или одноразового способа изготовления, включая в качестве не ограничивающего примера физическое литье из гипса, вулканизацию при комнатной температуре (ВКТ) или литье или формование из уретана, глины, воска, папье-маше и других материалов, которые используются для литья, формования или копировального фрезерования.
Кроме сертифицированной поверхности 77, на ФИГ. 8А показан вид в поперечном разрезе подобранного на заказ шлема 81, изготовленного как многослойный шлем 106, который включает внешний слой или первый слой 108 и внутренний слой или второй слой 110. Внешний слой 108 включает внешнюю поверхность 83, а внутренний слой 110 включает подобранную внутреннюю поверхность 82. Хотя многослойный шлем 106 показан с двумя отличающимися слоями, то есть, с внешним слоем 108 и внутренним слоем 110, может использоваться любое количество слоев, включая любое количество слоев, расположенных между подобранной внутренней поверхностью 82 и внешней поверхностью 83.
Внутренний слой 110 может быть образован из материала, который является идентичным, похожим или отличным от материала внешнего слоя 108. Внутренний слой 110 может быть связан с внешним слоем 108 химическими связями, механическими связями или связями обоих типов, и может быть связан с помощью клейкого вещества, связывающего вещества или трения. Внешний слой 108 может быть стандартным корпусом шлема из материала для защиты от ударов, подобным базовому устройству шлема 86, которое включает материал защитного основания 72 и также содержит внешнюю поверхность 83. Внутренняя поверхность внешнего слоя 108 не скомпонована для контактирования с головой клиента 30, но вместо этого она скомпонована для контакта или соединения с одним или несколькими внутренними слоями 110.
Подобранная внутренняя поверхность 82 внутреннего слоя 110 может быть изготовлена с помощью процессов добавления или удаления. Внутренний слой 110 может быть нанесен как отдельно изготовленная вставка внешнего слоя 108, в которой внутренний слой 110 создан путем распыления или как другой формованный материал, добавленный к внешнему слою 108 во время изготовления или позже, или каким-либо другим способом, известным в данной области техники. Части одного или нескольких внутренних слоев 110 могут быть вырезаны или удалены каким-либо другим способом как часть процесса удаления таким образом, что подобранная внутренняя поверхность 82 будет соответствовать данным о голове заказчика 30 или трехмерной форме головы 66. Окончательная подобранная внутренняя поверхность 82 может быть образована как перед добавлением внутреннего слоя 110 к внешнему слою 108, так и после добавления внутреннего слоя 110 к внешнему слою 108. Внутренний слой 110 включает подобранную внутреннюю поверхность 82, которая содержит топографию, соответствующую длине, ширине и, по меньшей мере, одному контуру головы заказчика 30. Подобранная внутренняя поверхность 82 может находиться в непосредственном контакте с головой заказчика 30 или волосами заказчика 32. Как вариант, подобранная внутренняя поверхность 82 может быть связана или находиться в контакте с одной или несколькими подкладками или сопряженными слоями 84, которые находятся в непосредственном контакте с головой заказчика 30 или волосами заказчика 32. Слой подкладки 84 может быть установлен поверх подобранной внутренней поверхности 82 подобранного на заказ шлема 81 как слой одинаковой толщины. Как вариант, слой подкладки 84 может быть образован как слой, содержащий варьируемую или различную толщину, в котором различные части слоя подкладки могут быть образованы с различными количествами подкладки или прокладки для отдельных частей головы заказчика 30 или подобранного на заказ шлема 81. Однако, если слой подкладки 84 образуется с помощью варьируемой толщины, необходимо использовать различные количества подкладки для учета разницы между топографией внутренней поверхности стандартного шлема и топографией головы заказчика, как обычно выполняется для стандартных шлемов одного размера.
В отдельных вариантах осуществления настоящего изобретения внутренний слой 110 может быть образован из материала, который легче снимается или срезается, чем внешний слой 108. В зависимости от процессов изготовления, используемых для образования подобранной внутренней поверхности 82, внутренний слой 110 может быть образован из любого подходящего защитного материала для шлема, известного в данной области техники, включая ППС, различные пены, ППП, пластмассу, пенополиэтилен, ВН, ПУ, ЭВА, пробку, резину, Sorbathane, Zorbium, EPLA, пену «brock» или комбинации перечисленных материалов.
При использовании способов удаления для образования подобранной внутренней поверхности 82 внутреннего слоя 110 могут использоваться различные способы удаления лишнего материала из внутреннего слоя, которые зависят от защитного материала, используемого для создания базового устройства шлема 86. Обычный специалист в данной области техники легко поймет или определит без экспериментов, исходя из защитного материала, используемого в базовом устройстве шлема 86, какой способ удаления будет наилучшим для материала защитного основания 72. Один способ, который хорошо удаляет лишний ППС, использует фрезерные станки или станки с ЧПУ, как было описано выше для ФИГ. 7С. При формировании многослойного шлема 106 с внешним слоем 108 из материала для защиты от ударов и размещении внутреннего слоя 110 рядом с внутренним слоем можно получить лучшее прилегание и достигнуть лучшего изготовления шлема, который является уникальным для каждого заказчика 20.
В одном из вариантов осуществления данного изобретения, как было указано выше, дополнительный внутренний слой может быть сформирован как вставка, которая отдельно изготавливается из внешнего слоя. Внутренний слой может быть, например, получен распылением или любым другим способом, известным в данной области техники. Вставка внутреннего слоя включает внутренний слой 110, как было показано и описано для ФИГ. 8А. Кроме того, включение внутреннего слоя как части способа получения подготовленного на заказ шлема может быть применимо к шлема всех типов, включая шлем-маски для различных видов спорта, как было указано выше, включая автоспорт и технику для активного отдыха, как также будет указано ниже, например, для ФИГУР 9А и 9В. Как не ограничивающий пример, подготовленная на заказ формованная обшивка из поликарбоната (ПК)/ППС может быть вставлена в стандартный шлем для замены существующей обшивки стандартного шлема или стандартного слоя комфортной подкладки. В этом случае производитель, техник или даже заказчик 20 удаляет существующую комфортную подкладку или обшивку из стандартного шлема и устанавливает изготовленную на заказ вставку (такую как подготовленная на заказ формованная обшивка из поликарбоната (ПК)/ППС). Однако, поскольку заказчики обычно не являются специалистами по подгонке шлемов, в некоторых вариантах осуществления данного изобретения предпочтительной является подгонка, выполненная производителем или обученным техническим специалистом. Изготовленная на заказ вставка устанавливается внутри стандартного шлема для получения заказанной версии стандартного слоя. Изготовленная на заказ вставка может устанавливаться внутри стандартного шлема с помощью установленных механических застежек. Например, изготовленная на заказ вставка может быть установлена в стандартном шлеме с помощью тех же застежек, что использовались для соединения стандартной комфортной подкладки или обшивки с внешним слоем стандартного шлема. Изготовленная на заказ вставка предпочтительно может также содержать комфортную подкладку, которая может быть тоньше, чем существующая комфортная подкладка.
Кроме сертифицированной поверхности 77, на ФИГ. 8В показ вид в перспективе многослойного шлема 106. Хотя многослойный шлем 106 может быть создан как шлем любого типа, на ФИГ. 8А и 8В показан частный не ограничивающий вариант осуществления данного изобретения для шлема велосипедиста. Для всех вариантов осуществления данного изобретения, раскрытых или рассмотренных в этом документе, может быть выполнена дополнительная подгонка для подобранного на заказ шлема 81, включая создание подогнанного защитного материала шлема 112 как части подобранного на заказ шлема. Например, на ФИГ. 8В показан защитный материал 112, созданный как защитная, функциональная или декоративная внешняя оболочка, установленная на внешней поверхности 83 внешнего слоя 108. Дополнительная подгонка также может включать слой подкладки 84, добавленный к подобранной внутренней поверхности 82, ремешки, включая подбородочные и шейные ремешки, соединенные с подобранным на заказ шлемом 81, а также цветовые и стилистические особенности. Таким образом, обычный специалист в данной области техники легко поймет из этого описания изобретения, что теперь в коммерческой среде возможны и практически осуществимы разные уровни подгонки изготовляемых на заказ шлемов 81.
Кроме сертифицированной поверхности 77, на ФИГ. 9А показан другой вариант изготовленного на заказ шлема 81, в котором внутренний слой 114, содержащий дополнительный материал, может быть добавлен к внешнему слою 108, как было описано выше для ФИГУР 8А и 8В. Внутренний слой 114 отличается от внутреннего слоя 110 тем, что, в отличие от внутреннего слоя 110, который является цельным монолитным куском, внутренний слой 114 состоит из большого количества сегментов 116. Сегменты 116 могут быть гибкими, полугибкими, растяжимыми и перестраиваемыми компонентами, которые могут быть постоянно соединенными, временно соединенными или отдельно друг от друга прикрепленными к внешнему слою 108. Таким образом, сегменты 116 созданы в одной или нескольких смежных или несвязанных частях и собраны как одно целое или как отдельные фрагменты на внешнем слое 108. Кроме сертифицированной поверхности 77, на ФИГ. 9А показан зазор или канал 118, образованный или существующий между сегментами 116, так что сегменты не соединены непосредственно или не контактируют непосредственно друг с другом.
Кроме сертифицированной поверхности 77, на ФИГ. 9В показан другой вариант осуществления данного изобретения, в котором сегменты 116 находятся снаружи внешнего слоя 108 и соединены соединительными элементами 120. Соединительный элемент 120 может быть изготовлен из алюминия, нейлона, пластмассы или другого гибкого материала, и расположен между сегментами 116 для обеспечения фиксированного или изменяемого расстояния, такого как зазор или канал, между сегментами. Соединительные элементы 120 могут частично выходить из сегментов 116 и могут быть частично заделанными в них. Один или отдельный соединительный элемент может быть соединен с несколькими сегментами 116 или проходить сквозь них. В одном из вариантов осуществления данного изобретения большое количество сегментов 116, включая множество сегментов 116, соединены с одним соединительным элементом 120, который включает отдельные спицы, радиально выступающие из центрального участка.
Как показано на ФИГ. 9А и 9В, сегменты 116 могут быть изготовлены за пределами внешнего слоя 108 и затем собраны в изготовленном на заказ шлеме 81 таким образом, чтобы быть соединенными с внешним слоем 108. Соответственно, сегменты 116 могут быть скомпонованы для образования внутреннего слоя 114, который содержит подобранную внутреннюю поверхность 82 и также содержит топографию, которая соответствует длине, ширине и, по меньшей мере, одному контуру головы заказчика 30 или формы головы 66.
Кроме сертифицированной поверхности 77, на ФИГ. 9В также показаны сегменты 116 внутреннего слоя 110, которые могут быть скомпонованы или собраны в плоскую или планарную решетку или в преимущественно плоскую или планарную решетку с некоторым количеством сегментов 116, расположенных вокруг центрального или верхнего сегмента 117 и соединенных соединительными элементами 120. Аналогично, сегменты 116 могут также быть скомпонованы в решетку, которая не является полностью плоской или планарной, но является достаточно плоской или планарной для обеспечения доступа резца 96 станка с ЧПУ 94 или другого режущего инструмента к частям сегментов 116, которые необходимы для создания подобранной внутренней поверхности 82. Резец 96 станка с ЧПУ 94 или другой режущий инструмент может быть преимущественно использован для формирования, вырезания или создания по образцу внутренней поверхности 82 сегментов 116, которые были бы недоступны, если бы не были в сглаженной форме. Например, хотя сегменты 116 расположены в плоской компоновке, удаление материала из сегментов 116 в труднодоступных местах, таких как часть шлема, повторяющая контур затылочной кривой заказчика, является доступным для обычных станков с ЧПУ или вырезающих станков. Обычные станки с ЧПУ не могут создавать новую кривую шлема, чтобы достигнуть соответствия затылочной кривой заказчика на жестком базовом устройстве шлема, поскольку режущая часть станка не может отклонять резец от строго вертикального положения на требуемый угол. Размещая сегменты 116 в преимущественно плоском или планарном положении, можно сформировать топографию подобранной внутренней поверхности 82, чтобы она соответствовала головы заказчика 30 только с вертикальным доступом к сегментам 116. Таким образом, изготовленный на заказ шлем 81 может включать повторную кривую, образованную из жесткого материала для защиты от ударов, такого как ППС или ППП, или из полужесткого материала для защиты от ударов, такого как винил нитрил (ВН), пена ВН или другого подходящего пенного или аналогичного материала. После завершения создания подобранной внутренней поверхности 82 путем удаления материала станком с ЧПУ, содержащим вертикальный резец, плоская или преимущественно плоская решетка из сегментов 116 теперь может быть сформирована как часть изготовленного на заказ шлема 81, такая, что вставляется во внешний слой 108 или соединяется с ним.
На ФИГ. 10А и 10В показаны примерные варианты изготовленных на заказ шлемов 81, в которых подгоняются части шлемов, которые не относятся к верхней внутренней части вблизи макушки головы заказчика 30. Например, собирая данные о расположении и форме бровей, носа, ушей, глаз, рта, щек, подбородка и шеи заказчика 20 и зная, как конкретно будет использоваться этот шлем, можно выполнить другие подгонки на заказ. Например, другие компоненты шлема, которые могут контактировать с лицом или головой 30 заказчика 20, могут быть отрегулированы таким образом, чтобы содержать поверхность или топографию, которая будет соответствовать форме, размеру или контуру любой характерной особенности заказчика 20. Кроме того, может быть расширено ПЗ заказчика путем оптимизации положения глаз заказчика относительно верхней и нижней лицевых кромок шлема или глазниц в шлеме.
Более конкретно, на ФИГ. 10А показан изготовленный на заказ шлем для игрока в американский футбол 124, и на ФИГ. 10В показан шлем мотоциклиста 128. Поскольку изготовленный на заказ шлем футболиста 124 и изготовленный на заказ шлем мотоциклиста 128 включают части шлема, такие как боковые панели или щиток для защиты лица, которые окружают крайние участки лица, щеки или и то, и другое у заказчика 20, части шлемов 124 и 128, такие как подобранные на заказ панели, могут быть изготовлены, чтобы соответствовать лицу, щекам или и тому, и другому у заказчика 30 для получения более удобного, с улучшенной посадкой и во многих случаях более безопасного шлема. В мотоциклетном спорте, например, шлем надевается по-разному в зависимости от того, путешествует ли байкер или находится в вертикальном или гоночном положении. Для мотоциклетных гонок шлем может быть приспособлен и подогнан таким образом, чтобы, исходя из конкретного положения глаз заказчика, шлем не перекрывал поле зрения гонщика, когда он находится в вертикальном или гоночном положении. Аналогичным образом может быть создан подобранный компонент шеи для хоккейного шлема, содержащий внутреннюю поверхность, форма которой соответствует шее заказчика.
Следует понимать, что данное описание не ограничено точными деталями конструкции, работы, точными материалами или показанными и описанными вариантами, поскольку очевидные модификации и эквивалентные варианты будут понятными для специалиста в данной области техники; например, фотографии могут быть цифровыми или бумажными, которые затем будут отсканированы в цифровую форму. Хотя специальные варианты осуществления данного изобретения были проиллюстрированы и описаны, приходят на ум многочисленные модификации, которые не отклоняются существенно от духа описания.
В данном контексте термины «компонент», «система» и т.д., применительно к дискуссиям о связанных с компьютером процессах и системах, предназначены для обозначения относящихся к компьютеру объектов, будь то аппаратных средства, комбинация аппаратных средств и программного обеспечения, программное обеспечение или работающее программное обеспечение. Например, компонент может быть, помимо прочего, процессом, происходящим в процессоре, процессором, объектом, примером, выполняемым, потоком вычислений, программой, компьютером или и тем, и другим. Для иллюстрации работающее приложение в компьютере и сам компьютер могут быть компонентами. Один или несколько компонентов могут содержаться внутри процесса, потока вычислений или и в том, и в другом, а компонент может быть локализован в одном компьютере и/или распределен между двумя или несколькими компьютерами.
Кроме того, все или части связанных с компьютером процессов и систем могут быть внедрены как способ, устройство или изделие, используя стандартные методики программирования и/или инженерные методики для создания программного обеспечения, встроенного программного обеспечения, аппаратных средств или их комбинации для управления компьютером с целью внедрения описанной инновационной разработки. Термин «изделие» в данном контексте предназначен охватывать компьютерную программу, доступную с любого считываемого компьютером устройства или носителя. Например, считываемые компьютером носители могут включать, помимо прочего, магнитные запоминающие устройства (например, жесткий диск, дискета, магнитные ленты…), оптические диски (например, компакт-диск (CD), универсальный цифровой диск (DVD)…), микропроцессорные карты и устройства флеш-памяти (например, флеш-карта, флешка, флеш-накопитель…). Кроме того, следует учесть, что может использоваться несущая волна для передачи считываемых компьютером электронных данных, таких, которые используются для передачи и приема электронной почты или для доступа к сети, такой как Интернет или локальная сеть (LAN). Конечно, специалист в данной области техники отметит много модификаций, которые могут быть выполнены для этой конфигурации без отступления от содержания и духа заявленного предмета.
По указанным выше справочным примерам, вариантам осуществления и внедрениям обычный специалист в данной области техники поймет, что другие шлем и устройства изготовления могут быть соединены или заменены предложенными. В местах, где описание относится к конкретным вариантам шлемов и способов подгонки, должно быть явно выражено, что можно произвести большое количество модификаций без отклонения от их духа и что указанные варианты и внедрения также могут быть приложены к другим методикам изготовления на заказ шлемов. Соответственно, раскрытый предмет предназначен охватывать все такие изменения, модификации и вариации, которые не отклоняются от духа и содержания описания и знания обычного специалиста в данной области техники.
Реферат
Подобранный на заказ шлем и способ его изготовления могут содержать на первом месте получение данных о голове заказчика, содержащих длину, ширину и, по меньшей мере, один контур головы. Создание с помощью, по меньшей мере, одного процессора компьютерной трехмерной формы головы, совпадающей с длиной, шириной и контуром головы заказчика из данных о голове. Трехмерная форма головы может сравниваться со стандартом безопасности для шлема. На втором месте, отличном от первого места, может быть сформирован подобранный на заказ шлем на основе трехмерной формы головы, при этом подобранный на заказ шлем удовлетворяет требования стандарта безопасности и содержит внутреннюю поверхность, содержащую топографию, которая соответствует длине, ширине и, по меньшей мере, одному контуру головы заказчика. Первое место может быть домом или магазином. Получение данных о голове из фотографических изображений деформируемого устройства сопряжения, установленного на голове заказчика. 3 н. и 35 з.п. ф-лы, 28 ил.
Комментарии