Опока для вакуумной формовки - SU952416A1
Код документа: SU952416A1
Чертежи
Описание
Изобретение относится к литейному производству, в частности к конструкции опок для вакуумной формовки.
Вакуумной формовкой изготавливают литейные формы из сухих дисперсных материалов. Для уменьшения пылевыделений в атмосферу цеха на операции формовки опоки выполняют с днищем, перекрывающим плоскость набивки формы .
Известны конструкции опок, содер-. жащие корпус с днищем, герметизирующим плоскость набивки, и систему вакуумирования с фильтром, препятствующим удалению формовочного материала из опоки при ее вакуумировании Clj.
Наиболее близким к изобретению по технической сущности и достигаемому результату является опока для вакуумной формовки, содержащая корпус с днищем, систему вакуумирования и фильтр, приближенно повторяющий конфигурацию отливки. В днище выполнено отверстие для заполнения опоки сыпучим формовочным материалом. Изготовление отливок в известной опоке производят следующим образом. На модельную оснастку, обтянутую пленкой, устанавливают опоку и через отвертие в днище заполняют ее формовочкым материалом. После виброуплотнения и вакуумирования формы производят протяжку модели, собирают и заливают форму. Выбивку производят после остывания отливки, для чего отключают вакуум от опок, опоки разнимают, высыпают формоврчный материал, из которого извлекают отливку , формовочный материал поступа10 ет вновь на формовку, практически, без регенерации. Наличие днища исключает выделение пыли в атмосферу цеха при заполнении опоки формовочным материалом, но на операции выбив15 ки происходит интенсивное пылевыделение , которое ухудшае1Т условия труда 12.
Недостатками известной опоки являются ПЕллевыделение на операции вы20 бивки и сложность технологии изготовления формы и отливки, обусловленная необходимостью заполнения формовочным материалам и удаление его из опрки на операции выбивки отливки, хотя
25 по условиям вакуумной формовки формовочный материал не требует регенерации и может использоваться многократно , не покидая пределов опоки.
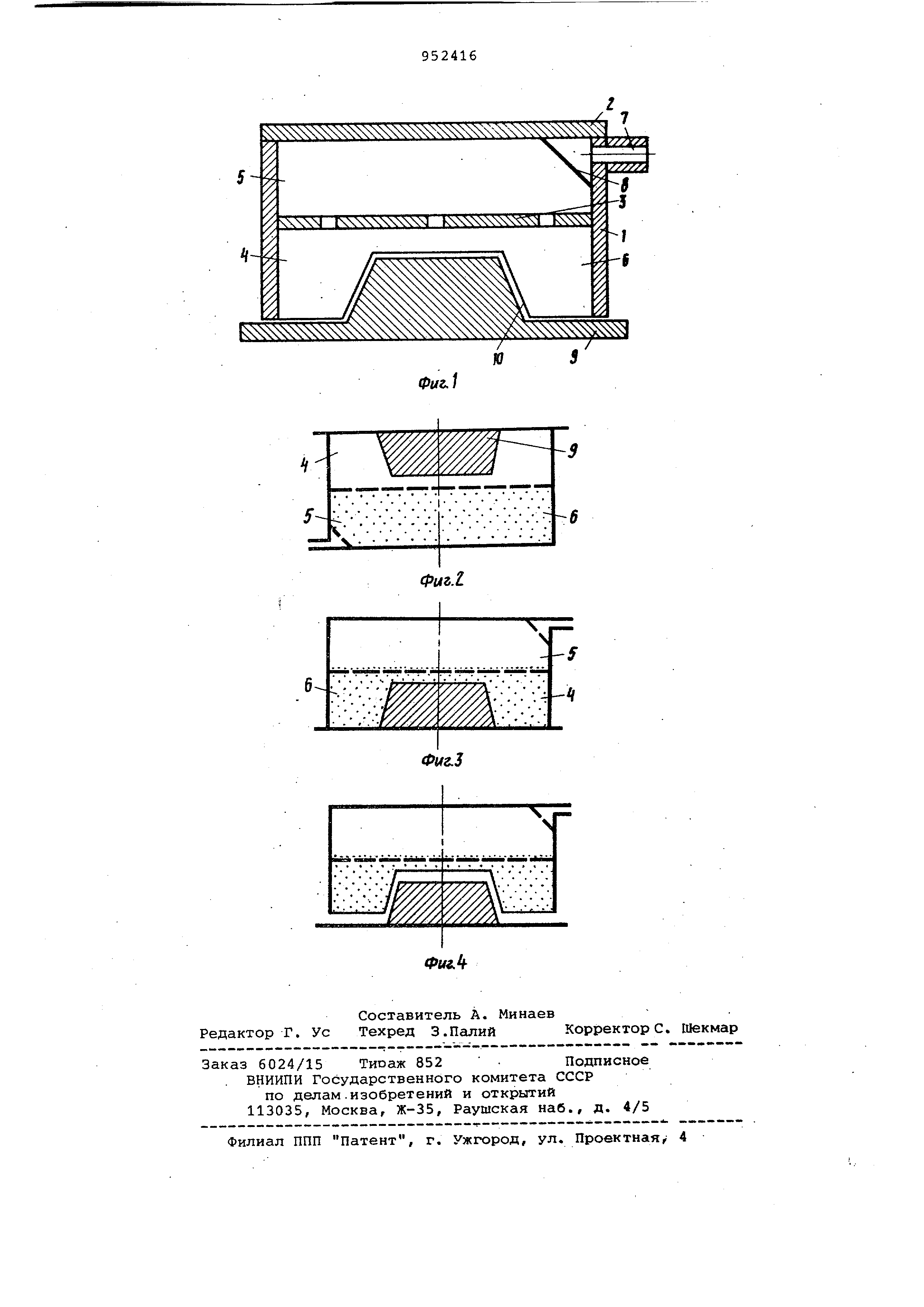
Целью изобретения является улуч30 шение условий труда путем уменьшения пылевыделеНИИ и упрощение технологии изготовления отливок. Поставленная цель достигается тем что опока, содержащая корпус с днищем и систему вакуумирования с фильтром , снабжена перфорированной перегородкой , образующей с дницем емкость для формовочного материала. Перфорированная перегородка обладает односторонней проводимостью пеб ка; под действием гравитации и вибрации песок легко перетекает через отверстия перегородки вниз и не проходит через перегородку вверх. Благо даря этому перегородка служит опорным элементом для песка, т.е. вьлтолняет роль пленки, герметизирующей поверхность набивки универсальной (открытой ) опбки. В то же время перфорированная ререгородка образует с днищем бункер для песка, который позволяет производить многократное заполнение опоки и выбивку без применения допол нительного оборудования (бункера с питателем, выбивной решетки и т.д.) так как после выбивки песок возвращается в бункер опоки. На фиг. 1 представлена опока, общий вид, разрез; на фиг. 2 и 4 - последовательность операций при изгото лении формы. Опока состоит из корпуса 1 с днищем 2. В корпусе установлена перфорированная перегородка 3, отделяющая рабочую полость 4 от бункера 5. Объе бункера 5 должен обеспечивать размещение всего формовочного материала 6 Система вакуумирования 7 снабжена фильтром 8. Формовку производят по модельной оснастке 9, обтянутой плен кой 10. Конструкция перегородки 3 должна обладать достаточной жесткостью, про ностью и содержать не менее одного отверстия для протекания формовочног материала из бункера 5 в рабочую полость 4 (при формовке) и из полости 4 в бункер (при выбивке). Формовку производят следующим образом . Опоку устанавливают днищем 2 вниз (фиг. 2) и заполняют формовочным материалом б до уровня перегородки 3, или несколько выше. На опоку устанав ливают модельную оснастку 9, обтянутую пленкой 10, и производят их кант вание (фиг. 3). Формовочный материал 6под действием гравитации и вибраци ( при вакуумной формовке уплотнение формовочного материала производят ви рацией) перетекает из бункера 5 в ра бочую полость 4, формуется и уплотня ется. При этом формовочный материал должен заполнить полость 4 полностью без зазора между ними и перегородкой Излишки остаются в бункере 5. Посредством системы вакуумировани 7создают разряжение в опоке, что обеспечивает напряженное состояние формовочного материала (за счет избыточного давления на поверхности пленки 10) и переводит его из сыпучего в связанное состояние. Следует отметить, что в связанном состоянии дисперсные материалы обладают ограниченной способностью к.проникновению в отверстия малого диаметра, особенно в направлении , противоположном гравитации. После протяжки модели (фиг. 4) форма поступает на сборку и заливку. На операции выбивки отключают вакуум от нижней полуформы. Формовочный материал б просыпается в бункер 5. Отливка удерживается вакуумным притяжением в верхней полуформе. Верхнюю полуформу с отливкой кантуют в положение днищем вниз и отключают вакуум. Формовочный материал протекает в бункер , а отливка остается над перегородкой .После удаления отливки полуформы верха и низа готовы к повторной формовке. Замена формовочногр материала или комг1енсация его потерь в процессе эксплуатации опоки не вызывает технической трудности. -Поэтому опока может выдерживать несколько десятков циклов изготовления отливок. По сравнению с известными предлагаемая опока обладает рядом преимуществ : улучшаются условия труда в результате уменьшения пыпевыделений на операциях транспортировки формовочного материала, формовки и выбивки; снижается трудоемкость изготовления отливки, так как уменьшаются затраты на транспортирование формо .вочного материала при формовке и выбивке , а формовка и выбивка осуществляются автоматически без затрат ручного труда; принципиально изменяется технологический процесс (сокращается продолжительность формовки и выбивки ) и исключается три вида технологического оборудования: бункер с n iтателем , выбивная решетка, механизмы транспортирования формовочного материала на позицию формовки от позиции выбивки. Формула изобретения Опока для вакуумной формовки преимущественно верхних полуформ, содержащая корпус с Днищем и систему вакуумирования с фильтром, отличающаяся тем, что, с целью улучшения условий труда путем уменьшения пылевьделений и упрощения технологии изготовления отливок, она снабжена перфорированной перегородкой, образующей с днищем емкость для формовочного материала . Источники информации, принятые во внимание при экспертизе 1.Патент Японии № 50-30009, кд. В 22 С 21/00, опублик. 1975, 2.Заявка ФРГ 25161:.8, кл. В 22. С 5/12, опублик. 1976.
Реферат
Формула
Комментарии