Предмет одежды типа трусов - RU170415U1
Код документа: RU170415U1
Чертежи









Описание
Область техники, к которой относится полезная модель
[0001]
Настоящая полезная модель предлагает натягиваемый предмет одежды, имеющий боковые шовные секции.
Уровень техники
[0002]
В качестве традиционного натягиваемого предмета одежды известен натягиваемый одноразовый подгузник, включающий абсорбирующий элемент и наружное покрытие, которое образует наружную поверхность предмета одежды, и в котором образующие пару боковые шовные секции получаются, когда соединяются обе боковые краевые секции наружного покрытия на передней стороне тела и обе боковые краевые секции наружного покрытия на задней стороне тела.
[0003]
В традиционной технике нагревательное валковое устройство, как правило, используется, чтобы соединять уложенные друг на друга листы на стадии изготовления абсорбирующих изделий, таких как одноразовые подгузники или гигиенические салфетки, и, как правило, боковые шовные секции образуются посредством использования нагревательного валкового устройства. Другие известные способы соединения включают способы сварки с использованием лазерного излучения и способы с использованием ультразвуковой сварки (см., например, патентный документ 1), а также способы с использованием лазерного излучения (см., например, патентный документ 2).
[0004]
Как правило, натягиваемые одноразовые подгузники изготавливают, осуществляя следующие стадии. А именно, натягиваемые одноразовые подгузники изготавливают, сначала изготавливая непрерывную полосу подгузников, в которой многочисленные подгузники соединяются непрерывно в одном направлении (направление перемещения), как показывает условный номер 10 на фиг. 9; после этого в секции, где должна быть образована боковая шовная секция, соединяются наружное покрытие на передней стороне поверхности тела и наружное покрытие на задней стороне поверхности тела, посредством наложения друг на друга, в непрерывной полосе подгузников с помощью соединительного устройства, такого как нагревательное валковое устройство; и затем разрезание и разделение непрерывной полосы подгузников на отдельные предметы, представляющие собой подгузники, посредством разрезания соединенной секции с помощью режущего устройства, такого как нож. Когда надевается традиционный натягиваемый одноразовый подгузник этого типа, изготовленный, как описано выше, обрезанные краевые секции в соединенных секциях, которые образуются посредством разрезания с помощью режущего устройства, выступают из наружной поверхности подгузника таким образом, что поперечные боковые края передней стороны тела и поперечные боковые края задней стороны тела накладываются друг на друга, как приложенные друг к другу ладони.
Список цитируемой литературы
Патентная литература
[0005]
Патентный документ 1: японская патентная заявка JP 2006-82556 A
Патентный документ 2: японская патентная заявка JP 2010-188629 A
Патентный документ 3: японская патентная заявка JP 9-000287 U
Патентный документ 4: японская патентная заявка JP 2003-24383 A
Патентный документ 5: японская патентная заявка JP 2007-195792 A
Патентный документ 6: японская патентная заявка JP-A-2009-160919
Патентный документ 7: японская патентная заявка JP-A-2010-111058
Сущность полезной модели
[0006]
В последние годы для натягиваемых одноразовых подгузников требуется внешний вид, делающих их похожими на обычное нижнее белье. Однако натягиваемые одноразовые подгузники, имеют боковые шовные секции, которые отсутствуют в обычном нижнем белье, и традиционные боковые шовные секции больше выступают в направлении наружной стороны подгузника, чем периферийные части, и в значительной степени воздействуют на внешний вид подгузника. Таким образом, традиционные натягиваемые одноразовые подгузники вряд ли можно считать имеющими внешний вид, напоминающий обычное нижнее белье.
[0007]
Кроме того, во время снятия натягиваемого одноразового подгузника с тела пользователя подгузник обычно разрывается таким образом, что его передняя сторона и задняя сторона разделяются в боковой шовной секции. Чтобы обеспечить снятие подгузника с тела надлежащим образом в целях смены подгузника после использования, оказывается предпочтительным, чтобы боковая шовная секция могла легко отрываться.
Что касается боковых шовных секций, которые не разрываются в течение использования, но могут легко отрываться после использования подгузника, были предложены: способы изготовления сваренных и соединенных секций, проходящих периодически в вертикальном направлении изделия, в котором присутствуют сваренные и соединенные секции, имеющие высокую прочность соединения, и сваренные и соединенные секции, имеющие низкую прочность соединения, прилегающие друг к другу в вертикальном направлении (см. патентный документ 3); и способы изготовления периодических многочисленных соединительных линий в продольном направлении боковой шовной секции, где интервал, с которым располагаются линии вблизи окружающей талию области и вблизи окружающих ноги областей, составляет менее чем интервал в других секциях (см. патентный документ 4). Патентный документ 5 описывает технологию соединения плавлением обоих боковых краев передней стороны и обоих боковых краев задней стороны в состоянии, в котором внутренняя поверхность перекрывается с наружной поверхностью, но не в состоянии, в котором поперечные боковые края передней стороны и поперечные боковые края задней стороны складываются друг с другом, как приложенные друг к другу ладони.
[0008]
Однако с помощью технологий, описанных в патентных документах 3 и 4, оказывается затруднительным уменьшение ширины боковой шовной секции и создание внешнего вида, напоминающего обычное нижнее белье. При использовании технологии, описанной в патентном документе 5, боковая шовная секция с трудом разрывается и открывается, и для разрыва боковой шовной секции требуется время и усилие.
Следует отметить, что заявитель предложил растягивающийся композитный лист, изготовленный посредством соединения растягивающегося листа, который включает первые области, имеющие эластичность и способность растяжения, и вторые области, имеющие меньшую способность растяжения, чем первые области, и еще одного листа, такого как нерастягивающийся лист, которые образуют его противоположные поверхности (см. патентные документы 6 и 7).
[0009]
Настоящая полезная модель предлагает натягиваемый предмет одежды, включающий наружное покрытие, которое образует наружную поверхность предмета одежды, в котором пара боковых шовных секций, отверстие для талии и пара отверстий для ног образуются, когда соединяются обе боковые краевые секции наружного покрытия на передней стороне тела и обе боковые краевые секции наружного покрытия на задней стороне тела. По меньшей мере, одно покрытие из наружного покрытия на передней стороне тела и наружного покрытия на задней стороне тела включает лист, имеющий области высокой плотности и области низкой плотности, проходящие поочередно и параллельно по отношению друг к другу, в котором области высокой плотности и области низкой плотности создают рисунок в полоску на поверхности, которая образует наружную поверхность предмета одежды. По меньшей мере, одна из боковых шовных секций включает скрепленную краевую секцию, которая образуется в результате соединения краевой секции наружного покрытия на передней стороне тела и краевой секции наружного покрытия на задней стороне тела посредством соединенной плавлением секции, которая проходит в непрерывной линейной форме в продольном направлении боковой шовной секции. В поперечном сечении, которое является перпендикулярным по отношению к направлению, в котором проходит боковая шовная секция, длина соединенной плавлением секции в направлении изнутри наружу, которое представляет собой направление от стороны, расположенной ближе к коже пользователя предмета одежды к стороне, расположенной дальше от кожи, составляет менее чем ширина области высокой плотности и ширина области низкой плотности в поперечном направлении предмета одежды. На вышеупомянутом рисунке в полоску направление, в котором проходят полоски, является наклонным по отношению к продольному направлению боковой шовной секции и к перпендикулярному ему направлению.
[0010]
Настоящая полезная модель также предлагает способ изготовления вышеупомянутый натягиваемый предмет одежды. Данный способ включает стадию сжатия, на которой приводится в сжатое состояние секция, где должна образовываться боковая шовная секция в непрерывном наружном покрытии, в котором наслаиваются наружное покрытие на передней стороне поверхности тела и наружное покрытие на задней стороне поверхности тела; и стадию образования боковой шовной секции, на которой образуется боковая шовная секция в предмете одежды посредством воздействия лазерного излучения на вышеупомянутую секцию, где должна образовываться боковая шовная секция, и которая находится в сжатом состоянии, а затем осуществляется разрезание и разделение непрерывного наружного покрытия и соединение плавлением обрезанных краевых секций наслоенных наружных покрытий, которые образуются посредством разрезания/разделения. На стадии образования боковой шовной секции воздействие лазерного излучения осуществляется посредством введения непрерывного наружного покрытия в светопроницаемую секцию, которая проходит в направлении, перпендикулярном по отношению к направлению, в котором перемещается непрерывное наружное покрытие, причем непрерывное наружное покрытие вводится в состоянии, в котором области высокой плотности и области низкой плотности наклонены по отношению к светопроницаемой секции.
Техническим результатом заявленной полезной модели является улучшенная склонность к разрыву боковых швов.
Краткое описание чертежей
[0011]
[Фиг. 1] Фиг. 1 представляет перспективное изображение, схематически иллюстрирующее натягиваемый одноразовый подгузник который представляет собой натягиваемый предмет одежды согласно варианту осуществления настоящей полезной модели.
[Фиг. 2] Фиг. 2 представляет изображение поперечного сечения, схематически иллюстрирующее поперечное сечение, проведенное вдоль линии I-I на фиг. 1.
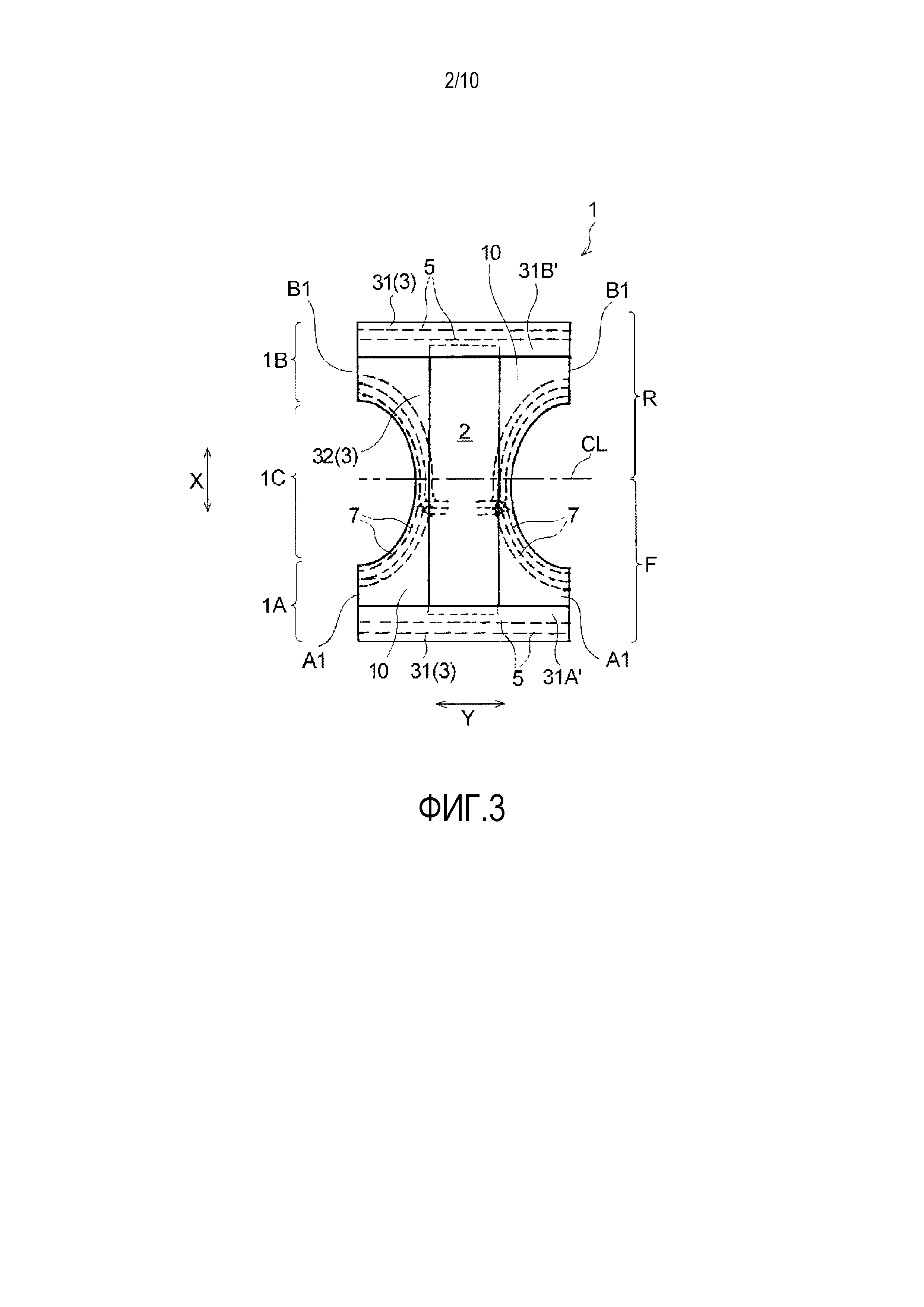
[Фиг. 3] Фиг. 3 представляет вид сверху, схематически иллюстрирующий подгузник на фиг. 1 в его развернутом и растянутом состоянии.
[Фиг. 4] Фиг. 4 представляет покомпонентное перспективное изображение подгузника, проиллюстрированного на фиг. 1.
[Фиг. 5] Фиг. 5 представляет изображение поперечного сечения, иллюстрирующее растягивающийся композитный лист, который можно использовать для наружного покрытия.
[Фиг. 6] Фиг. 6 представляет перспективное изображение, иллюстрирующий только растягивающийся лист в растягивающемся композитном листе, проиллюстрированном на фиг. 5.
[Фиг. 7] Фиг. 7 представляет вид сбоку, иллюстрирующий правую боковую секцию подгузника, проиллюстрированного на фиг. 1.
[Фиг. 8] Фиг. 8 представляет изображение поперечного сечения, иллюстрирующее боковую шовную секцию и ее окрестность в подгузнике, проиллюстрированном на фиг. 1, при наблюдении в направлении, перпендикулярном по отношению к направлению, в котором проходит боковая шовная секция.
[Фиг. 9] Фиг. 9 представляет перспективное изображение, схематически иллюстрирующее стадии изготовления непрерывной полосы подгузников в процессе изготовления подгузника, проиллюстрированного на фиг. 1.
[Фиг. 10] Фиг. 10 представляет перспективное изображение, иллюстрирующее лазерное соединительное устройство, которое предпочтительно используется в изготовлении натягиваемого предмета одежды согласно настоящей полезной модели, а также процесс плавления и резания непрерывной полосы подгузников посредством использования данного лазерного соединительного устройства.
[Фиг. 11] Фиг. 11(a)-11(c) представляют пояснительные диаграммы, которые иллюстрируют, как непрерывная полоса подгузников (лентообразное наружное покрытие) разрезается и разделяется, причем одновременно образуются боковые шовные секции (скрепленная краевые секции) посредством использования лазерного соединительного устройства, проиллюстрированного на фиг. 10.
[Фиг. 12] Фиг. 12 представляет схематическую диаграмму, иллюстрирующую пример того, каким образом области высокой плотности и области низкой плотности располагаются в боковой шовной секции.
[Фиг. 13] Фиг. 13(a)-13(d) представляют диаграммы, соответствующие фиг. 7 и иллюстрирующие другие варианты осуществления настоящей полезной модели.
Описание вариантов осуществления
[0012]
Настоящая полезная модель предлагает натягиваемый предмет одежды, включающий боковые шовные секции которые являются мягкими, и которые лишь незначительно выступают из наружной поверхности предмета одежды, и которые также имеют превосходный склонность к разрыву и достаточную прочность соединения для практического применения; а также способ изготовления натягиваемого предмета одежды.
[0013]
Далее настоящая полезная модель описана согласно своим предпочтительным вариантам осуществления со ссылкой на чертежи. Как проиллюстрировано на фиг. 1-3, натягиваемый одноразовый подгузник 1, который представляет собой натягиваемый предмет одежды согласно варианту осуществления полезной модели, включает абсорбирующий элемент 2 и наружное покрытие 3, которое образует наружную поверхность предмета одежды, в котором пара боковых шовных секций 4, 4, отверстие для талии 8, и пара отверстий для ног 9, 9 образуются, когда соединяются поперечные боковые краевые секции A1, A1 наружного покрытия 3 на передней стороне F тела (расположенная на животе секция 1A) и поперечные боковые краевые секции B1, B1 наружного покрытия 3 на задней стороне R тела (расположенная на спине секция 1B), причем поперечные боковые краевые секции проходят в вертикальном направлении X. Наружное покрытие 3 располагается на стороне не соприкасающейся с кожей поверхности абсорбирующего элемента 2, и абсорбирующий элемент 2 прикрепляется к наружному покрытию 3.
[0014]
Как проиллюстрировано на фиг. 3, представляющем вид сверху подгузника в развернутом и растянутом состоянии, подгузник 1 имеет вертикальное направление X, соответствующее переднезаднему направлению пользователя, и перпендикулярное по отношению к нему поперечное направление Y. Подгузник 1 можно разделить на промежностную секцию 1C, расположенную на промежности в процессе ношения подгузника, а также расположенную на животе секцию 1A и расположенную на спине секцию 1B, которые находятся спереди и сзади в вертикальном направлении X. Наружное покрытие 3 в промежностной секции 1C имеет углубленные части, где образуются отверстия для ног 9, 9, причем данные углубленные части образуются в поперечных боковых краевых секциях в вертикальном направлении X. Кроме того, как проиллюстрировано на фиг. 3, подгузник 1 можно разделить на переднюю сторону F и заднюю сторону R посредством виртуальной центральной линии CL, которая делит подгузник 1 пополам в вертикальном направлении X.
[0015]
Следует отметить, что в настоящем описании “соприкасающаяся с кожей поверхность” представляет собой поверхность натягиваемого предмета одежды или его составляющих элементов (таких как абсорбирующий элемент), которая обращена в сторону кожи пользователя в процессе ношения подгузника, в то время как “не соприкасающаяся с кожей поверхность” представляет собой поверхность натягиваемого предмета одежды или его составляющих элементов, которая обращена в противоположном от кожи пользователя направлении в процессе ношения подгузника (т.е. в направлении одежды). В подгузнике 1 “вертикальное направление X” представляет собой направление (т.е. продольное направление) вдоль длинных сторон одноразового подгузника или абсорбирующего элемента 2, который представляет собой составляющий элемент подгузника, в то время как “поперечное направление Y” представляет собой направление ширины одноразового подгузника или абсорбирующего элемента 2, который представляет собой составляющий элемент подгузника.
[0016]
Как проиллюстрировано на фиг. 3, абсорбирующий элемент 2 имеет вертикально продолговатую форму, которая является относительно удлиненной в одном направлении (вертикальное направление X), и включает лицевой лист (не проиллюстрированный на чертеже), который образует соприкасающуюся с кожей поверхность; изнаночный лист (не проиллюстрированный на чертеже), который образует не соприкасающуюся с кожей поверхность; и удерживающая жидкость абсорбирующая сердцевина (не проиллюстрированная на чертеже), расположенная таким образом, что она находится между двумя листами. Абсорбирующая сердцевина имеет форму, удлиненную в направлении, которое представляет собой вертикальное направление X. Абсорбирующий элемент 2 присоединяется к центральной секции наружного покрытия 3 известным способом соединения (например, посредством связующего материала), таким образом, что продольное направление абсорбирующего элемента 2 представляет собой вертикальное направление X подгузника 1 в его развернутом и растянутом состоянии. Здесь “развернутое и растянутое состояние” означает состояние, в котором боковые шовные секции разрываются, и подгузник разворачивается, и посредством растяжения эластичных элементов в различных секциях развернутый подгузник принимает свой заданный размер (который является эквивалентным размеру подгузника, когда он становится плоским в состоянии, в котором полностью устраняется воздействие эластичных элементов).
[0017]
Как проиллюстрировано на фиг. 2 и 3, наружное покрытие 3 составляют посредством соединения лист наружного слоя 31, из которого образуется наружная поверхность подгузника 1 (не соприкасающаяся с кожей поверхность наружного покрытия 3); лист внутреннего слоя 32, из которого образуется внутренняя поверхность подгузника 1 (соприкасающаяся с кожей поверхность наружного покрытия 3), и который располагается на стороне внутренней поверхности (сторона соприкасающейся с кожей поверхности) листа наружного слоя 31; и многочисленные нитеобразные или лентообразные эластичные элементы 5, 7, фиксированные связующим материалом между двумя листами 31, 32. Два листа 31, 32 соединяются в заданных секциях, например, посредством связующего материала или соединения плавлением.
[0018]
Наружное покрытие 3 включает полимерный материал и образуется посредством использования полимерного материала в качестве своего основного компонента. Как проиллюстрировано на фиг. 4, лист наружного слоя 31 составляют три листа наружного слоя 31A-31C, и, таким образом, наружное покрытие 3 в расположенной на животе секции 1A составляет растягивающийся композитный лист 10S, который изготавливают, наслаивая лист наружного слоя 31A и лист внутреннего слоя 32 и соединяя эти два листа; и наружное покрытие 3 в расположенной на спине секции 1B составляет растягивающийся композитный лист 10S, который изготавливают, наслаивая лист наружного слоя 31B и лист внутреннего слоя 32 и соединяя эти два листа. Примеры листа наружного слоя 31 и листа внутреннего слоя 32, которые составляют наружное покрытие 3, включают листы, содержащие, в качестве полимерного материала, термоплавкий синтетический полимер, такой как полиэтилен, полиэтилентерефталат или полипропилен, и его составляет нетканое полотно, пленка или многослойный лист, состоящий из нетканого полотна и пленки. Примерные нетканые полотна включают воздухопроницаемые нетканые полотна, скрученные в горячем состоянии нетканые полотна, гидросплетенные нетканые полотна, фильерные нетканые полотна и изготовленные аэродинамическим способом из расплава нетканые полотна.
[0019]
Как проиллюстрировано на фиг. 3 и 4, листы наружного слоя 31A, 31B в каждом случае имеют такую длину, что они выходят дальше из секции, где эластичные элементы 5 секции талии удерживаются и фиксируются между листом наружного слоя 31 и листом внутреннего слоя 32, и соответствующие выступающие области 31A’, 31B’ листов наружного слоя 31, которые выходят наружу относительно листа внутреннего слоя 32, сгибаются назад в сторону абсорбирующего элемента 2.
[0020]
Согласно настоящему варианту осуществления, каждое покрытие, в том числе наружное покрытие 3 на стороне расположенной на животе секции 1A, и наружное покрытие 3 на стороне расположенной на спине секции 1B, составляет растягивающийся композитный лист 10S, который включает лист наружного слоя 31A или 31B и лист внутреннего слоя 32. Как проиллюстрировано на фиг. 5, растягивающийся композитный лист 10S представляет собой растягивающийся композитный лист, включающий растягивающийся лист 10A и нерастягивающийся лист 16, который наслаивается на растягивающийся лист 10A. Как проиллюстрировано на фиг. 6, растягивающийся лист 10A включает первые области 14, имеющие эластичность и способность растяжения, и вторые области 15, имеющие меньшую способность растяжения, чем первые области 14, и первые области 14 и вторые области 15 образуются так, что они проходят в заданном направлении E, как проиллюстрировано на фиг. 6, и образуются поочередно в направлении D, перпендикулярном по отношению к заданному направлению E. Кроме того, растягивающийся лист 10A и нерастягивающийся лист 16 соединяются друг с другом на соответствующих противоположных поверхностях, и композитный лист, в целом, имеет способность растяжения, по меньшей мере, в направлении, перпендикулярном по отношению к заданному направлению E.
Кроме того, как проиллюстрировано на фиг. 5, растягивающийся композитный лист 10S сокращается в своем естественном состоянии, и многочисленные первые длинные узкие выпуклости 17, которые проходят в заданном направлении E образуются на поверхности области на стороне нерастягивающегося листа 16, причем растягивающийся лист 10A и нерастягивающийся лист 16 соединяются практически на всей площади данной области, а также многочисленные вторые длинные узкие выпуклости 19, каждая из которых имеет меньшую высоту, чем высота первой длинной узкой выпуклости 17, образуются на поверхности на стороне растягивающегося листа 10A. Первые длинные узкие выпуклости 17 и вторые длинные узкие выпуклости 19 образуются поочередно в направлении D, перпендикулярном по отношению к заданному направлению E. Кроме того, как проиллюстрировано на фиг. 6, растягивающийся лист 10A образуется, когда к растягивающемуся нетканому полотну присоединяются многочисленные эластичные волокна 13, которые располагаются таким образом, что они проходят в одном направлении без пересечения друг с другом, причем эластичные волокна 13 присоединяются к растягивающемуся нетканому полотну на протяжении всей своей длины в практически нерастянутом состоянии. Таким образом, растягивающийся лист 10A имеет способность растяжения в направлении, в котором проходят эластичные волокна 13.
Кроме того, поскольку многочисленные первые области 14 имеют эластичность и способность растяжения, растягивающийся лист 10A имеет способность растяжения в направлении D. Вторые области 15 в растягивающемся листе 10A имеют меньшую способность растяжения, чем первые области 14.
[0021]
Нерастягивающийся лист 16 имеет практически нулевую способность растяжения. Здесь “способность растяжения” представляет собой способность растяжения самого листа.
Оказывается предпочтительным, что нерастягивающийся лист 16 имеет нулевую способность растяжения, по меньшей мере, в направлении (направление D), перпендикулярном по отношению к направлению (направление E), в котором проходят первые и вторые области, и оказывается более предпочтительным, что нерастягивающийся лист 16 имеет нулевую способность растяжения в обоих направлениях, включая направление E и направление D. Нерастягивающийся лист 16 может представлять собой лист, который имеет нулевую способность растяжения во всех направлениях, параллельных его передней и задней поверхностям.
[0022]
Выражение “лист имеет практически нулевую способность растяжения в заданном направлении” означает, что лист лишь незначительно растягивается, даже в том случае, если растягивающее усилие прилагается к листу в заданном направлении. Например, если образец длиной 15 см и шириной 5 см растягивается в продольном направлении с помощью устройства для исследования материалов при растяжении, такого как Tensilon, и удлинение при разрыве в тот момент, когда образец разрывается, составляет 10% или менее, то считается, что данный образец имеет практически нулевую способность растяжения в продольном направлении.
Следует отметить, что удлинение при разрыве можно вычислить следующим образом: {длина образца при разрыве - исходная длина образца}/{исходная длина образца}•100. Кроме того, здесь следует отметить, что продольное направление образца является таким же, как вышеупомянутое “заданное направление”.
[0023]
Как проиллюстрировано на фиг. 5, растягивающийся лист 10A и нерастягивающийся лист 16 соединяются на практически всей площади своих противоположных поверхностей с помощью связующего материала (такого как термоплавкий связующий материал) 18. Примеры, согласно которым два листа соединяются практически на всей площади, включают случаи, где всю поверхность, по меньшей мере, одного листа из растягивающегося листа 10A и нерастягивающегося листа 16 покрывают связующим материалом с помощью пистолета для нанесения покрытия и т.д., и два листа соединяются друг с другом; и случаи, где первые области 14 и нерастягивающийся лист 16, а также вторые области 15 и нерастягивающийся лист 16 одинаковым образом соединяют, образуя аналогичный рисунок и используя пистолет-распылитель, спиральный пистолет или устройство для нанесения покрытия с помощью валика. Необязательно соединять растягивающийся лист 10A и нерастягивающийся лист 16, используя связующий материал 18, во всей области, где два листа располагаются напротив друг друга, но они могут соединяться только в области, где оказывается желательным образование первых длинных узких выпуклостей 17. В тех областях, где не должны образовываться первые длинные узкие выпуклости 17, листы могут соединяться частично или совсем не соединяться. Соединение осуществляется на всей площади в тех областях, где должны образовываться первые длинные узкие выпуклости 17.
[0024]
Растягивающийся композитный лист 10S согласно настоящему варианту осуществления сокращается в состоянии, в котором не прилагается никакое внешнее усилие (т.е. в своем естественном состоянии), и, по меньшей мере, в сжатом состоянии, многочисленные первые длинные узкие выпуклости 17, 17… образуются на поверхности растягивающегося композитного листа 10S на стороне нерастягивающегося листа 16. многочисленные первые длинные узкие выпуклости 17, 17… образуются так, что они проходят практически параллельно по отношению к направлению E, в котором проходят первые и вторые области 14, 15. Кроме того, в растягивающемся композитном листе 10S, используемом согласно настоящему варианту осуществления, поскольку первые и вторые области 14, 15 образуются с одинаковыми интервалами в направлении D, многочисленные первые длинные узкие выпуклости 17, 17… в каждом случае имеет практически одинаковую высоту и ширину.
Аналогичным образом, многочисленные вторые длинные узкие выпуклости 19, 19…, каждая из которых имеет меньшую высоту, чем первая длинная узкие выпуклость 17 образуются на поверхности растягивающегося композитного листа 10S на стороне растягивающегося листа 10A. Также многочисленные вторые длинные узкие выпуклости 19, 19… образуются так, что они проходят практически параллельно по отношению к направлению E, в котором проходят первые и вторые области 14, 15, и в каждом случае имеют практически одинаковую высоту и ширину.
Следует отметить, что растягивающийся композитный лист 10S согласно настоящему варианту осуществления способен растягиваться в направлении D до тех пор, пока нерастягивающийся лист 16 не становится практически плоский, и в этом состоянии первые длинные узкие выпуклости 17 исчезают. Когда ослабляется усилие, которое вызывает растяжение, растягивающийся композитный лист 10S сжимается и возвращается в свое исходное состояние, в котором образуются многочисленные первые длинные узкие выпуклости 17. Оказывается достаточным, если многочисленные первые длинные узкие выпуклости 17 в растягивающемся композитном листе согласно настоящей полезной модели образуются, по меньшей мере, в естественном состоянии. Аналогичным образом, оказывается достаточным, если вторые длинные узкие выпуклости 19 образуются, по меньшей мере, в естественном состоянии.
[0025]
Шаг P1 между верхними секциями первых длинных узких выпуклостей 17 растягивающегося композитного листа 10S, а также шаг P2 (см. фиг. 5) между верхними секциями вторых длинных узких выпуклостей 19 составляет предпочтительно 0,5 мм или более и предпочтительнее 1 мм или более, и предпочтительно 5 мм или менее и предпочтительнее 3 мм или менее, и, более конкретно, предпочтительно от 0,5 до 5 мм и предпочтительнее от 1 до 3 мм.
Кроме того, высота T1 (см. фиг. 5) первой длинной узкой выпуклости 17 составляет предпочтительно 0,5 мм или более и предпочтительнее 1 мм или более, и предпочтительно 5 мм или менее и предпочтительнее 3 мм или менее, и, более конкретно, предпочтительно от 0,5 до 5 мм и предпочтительнее от 1 до 3 мм.
Высота T2 (см. фиг. 5) второй длинной узкой выпуклости 19 составляет предпочтительно 0,01 мм или более и предпочтительнее 0,05 мм или более, и предпочтительно 3 мм или менее и предпочтительнее 2 мм или менее, и, более конкретно, предпочтительно от 0,01 до 3 мм и предпочтительнее от 0,05 до 2 мм.
[0026]
Структура растягивающегося композитного листа 10S, который используется согласно настоящему варианту осуществления, способы измерения шага P и высоты T, а также предпочтительные способы изготовления описываются более подробно в японской патентной заявке JP 2009-160919 A.
Далее будет описана предпочтительная структура растягивающегося лист 10A, который используется в растягивающемся композитном листе 10S. Растягивающийся лист 10A имеет структуру, в которой нитеобразные эластичные волокна (эластичные нити) присоединяются к растягивающемуся волокнистому слою, который составляют, главным образом, неэластичные волокна, и, как проиллюстрировано на фиг. 6, его составляют два листа 11 и 12 и многочисленные нитеобразные эластичные волокна 13, расположенные между листами 11, 12. Каждый из листов 11, 12 представляет собой “растягивающийся волокнистый слой, который составляют, главным образом, неэластичные волокна” (хотя неэластичные волокна не проиллюстрированы на фиг. 6). Процентное содержание неэластичных волокон в каждом из листов 11, 12, которые составляют, главным образом, неэластичные волокна, составляет предпочтительно 90 мас.% или более и предпочтительнее 91 мас.% или более, и оно может составлять 100 мас.%.
[0027]
Оба листа 11, 12 являются растягивающимися. Листы 11, 12 способны растягиваться в таком же направлении, как направление (поперечное направление Y), в котором проходят эластичные волокна 13. Здесь термин “растягивающийся” распространяется на (a) случаи, где растягиваются сами составляющие волокна листов 11, 12; и (b) случаи, где сами составляющие волокна не растягиваются, но лист 11, 12, в целом, растягивается, например, в результате разделения волокон, которые были связаны с точках пересечения волокон, соединениях и т.д., и соответствующего изменения трехмерной структуры, которую образуют волокна, или разрыва составляющих волокон.
[0028]
Листы 11, 12 могут растягиваться в своем исходном текстильном состоянии перед присоединением эластичных волокон 13. В качестве альтернативы, листы 11, 12 могут представлять собой листы, которые не растягиваются в своем исходном текстильном состоянии перед присоединением эластичных волокон 13, но они приобретают способность растяжения посредством обработки таким способом, что они становятся растягивающимися после присоединения эластичных волокон 13. Конкретные примерные способы, которые делают листы растягивающимися, представляют собой термическая обработка, растяжение между валиками, растяжение посредством зацепления между зубцами и канавками или между шестернями, а также растяжение с помощью растягивающей рамы.
[0029]
Листы 11, 12 являются растягивающимися и практически неэластичными. Здесь термин “эластичный” означает способность растяжения и сокращения после ослабления растягивающего усилия. Эта характеристика отсутствует у листов 11, 12.
[0030]
Эластичные волокна 13 образуются посредством растяжения эластичного полимера в его расплавленном или размягченном состоянии. Многочисленные эластичные волокна 13 являются практически непрерывными на протяжении всей длины растягивающегося листа 10A (на протяжении всей длины наружного покрытия 3 в поперечном направлении Y). Многочисленные эластичные волокна 13 располагаются таким образом, что они проходят в одном направлении (поперечное направление D), и в результате этого они не пересекаются друг с другом. Следует отметить, что допускается незапланированное пересечение эластичных волокон 13, вызываемое неизбежной изменчивостью условий изготовления растягивающегося листа 10A. Эластичные волокна 13 могут проходить линейно, или они проходят извилистым путем, при том условии, что они не пересекаются друг с другом.
[0031]
Эластичные волокна 13 присоединяются к листам 11, 12 в практически нерастянутом состоянии. Поскольку эластичные волокна 13 не растягиваются, существуют преимущества, заключающиеся в том, что не возникает релаксация (ползучесть), вызываемая растяжением, и что способность растяжения не ухудшается после обработки, такой как растяжение, и в течение хранения исходного текстильного материала, полученного после присоединения эластичных волокон 13 к листам 11, 12. Кроме того, в свернутом исходном текстильном материале не возникает деформация, вызываемая сжатием. Еще одно преимущество заключается в том, что, поскольку эластичные волокна соединяются в нерастянутом состояние, оказывается возможным растяжение до длины, до которой могут растягиваться листы 11, 12, или до максимальной степени деформации эластичных волокон 13.
[0032]
Диаметр эластичного волокна 13 не ограничивается заданным образом, но с точки зрения превосходного баланса между текстурой растягивающегося листа 10A и производительности эластичных волокон 13, диаметр эластичных волокон 13 составляет предпочтительно 10 мкм или более и предпочтительнее 20 мкм или более, и предпочтительно 200 мкм или менее и предпочтительнее 130 мкм или менее, и, более конкретно, предпочтительно от 10 до 200 мкм и предпочтительнее от 20 до 130 мкм.
[0033]
Поперечное сечение эластичного волокна 13 может быть круглым, но в некоторых случаях оно может быть эллиптическим. Например, в тех случаях, где растягивающийся лист 10A изготавливается согласно описанному последним способу изготовления, поперечное сечение эластичных волокон 13, как правило, становится эллиптическим. В таких случаях в растягивающемся листе 10A оказывается предпочтительным расположение эластичных волокон 13 таким образом, что большая ось эллиптической формы проходит в таком же направлении, как направление в плоскости растягивающегося листа 10A, а малая ось проходит в таком же направлении, как направление толщины растягивающегося листа 10A.
[0034]
С точки зрения изготовления растягивающегося листа 10A, имеющего достаточную способность растяжения и превосходную текстуру, напоминающую текстуру ткани, шаг между прилегающими эластичными волокнами 13, 13 (т.е. расстояние между соответствующими центрами прилегающих эластичных волокон) составляет предпочтительно 0,1 мм или более и предпочтительнее 0,4 мм или более, и предпочтительно 5 мм или менее и предпочтительнее 1 мм или менее, и, более конкретно, предпочтительно от 0,1 до 5 мм и предпочтительнее от 0,4 до 1 мм, при том условии, что диаметр эластичного волокна 13 находится в пределах вышеупомянутого интервала.
[0035]
В растягивающемся листе 10A многочисленные эластичные волокна 13 присоединяются к листами 11, 12 на протяжении всей своей длины. Здесь выражение “присоединяются на протяжении всей своей длины” не требует, чтобы все волокна (волокна, составляющие листы 11, 12), которые находятся в контакте с эластичными волокнами 13, соединялись с эластичным волокном 13, но означает, что эластичные волокна 13 и составляющие волокна (неэластичные волокна) листов 11, 12 соединяются таким образом, что отсутствуют незапланированно образованные несоединенные секции в эластичных волокнах 13. Поскольку эластичные волокна 13 присоединяются к листам 11, 12 на протяжении всей своей длины, усилие для присоединения эластичные волокна 13 к листам 11, 12 может увеличиваться в достаточной степени. В результате этого эластичные волокна 13 оказываются менее склонными к отслаиванию от листов 11, 12, даже если растягивающийся лист 10A растягивается и удлиняется. Если эластичные волокна 13 отслаиваются от листов 11, 12, будут образовываться промежутки между эластичными волокнами 13 и листами 11, 12 в естественном состоянии (релаксированном состоянии), что ухудшает ощущение целостности всего растягивающегося листа 10A.
[0036]
Кроме того, в растягивающемся листе 10A некоторые из многочисленных неэластичных волокон, которые включаются в листы 11, 12, соединяются плавлением и погружаются в эластичные волокна 13. Все или некоторые из неэластичных волокон, которые находятся на периферии каждого эластичного волокна 13, могут погружаться в эластичное волокно 13. Здесь термин “погруженный” означает состояние, в котором, в точке пересечения между неэластичным волокном и эластичным волокном 13, часть неэластичного волокна, которая находится в точке пересечения, опускается в часть эластичного волокна 13, которая находится в данной точке пересечения. Таким образом, согласно настоящей полезной модели, значение термина “погруженный” не распространяется на состояние, в котором соответствующие поверхности неэластичного волокна и эластичного волокно 13 соединяются друг с другом вдоль линии или в точке. Кроме того, с точки зрения улучшения прочности соединения между неэластичными волокнами и эластичными волокнами 13, оказывается предпочтительным, что неэластичное волокно погружается в эластичное волокно 13 на такую глубину, которая составляет более чем или равняется половине диаметра неэластичного волокна.
[0037]
Поскольку эластичные волокна 13 и неэластичные волокна, которые содержатся в листах 11, 12, соединяются в вышеупомянутом состоянии, прочность соединения между эластичными волокнами 13 и листами 11, 12 увеличивается, и расслаивание осуществляется с меньшей вероятностью между эластичными волокнами и листами, когда растягивающийся лист 10A растягивается. В результате этого, когда растягивающийся лист 10A растягивается, листы 11, 12 растягиваются с хорошим соответствием в отношении растяжения эластичных волокон 13, и, таким образом, достигается полезный эффект, заключающийся в том, что растягивающийся лист 10A приобретает превосходную способность растяжения. Кроме того, поскольку эластичные волокна 13 и неэластичные волокна, которые содержатся в листах 11, 12, соединяются в вышеупомянутом состоянии, эластичные волокна 13 находятся в тесном контакте с листами 11, 12, и, таким образом, становятся менее ощутимыми различия уровня между секциями, где присутствуют эластичные волокна 13, и секциями, где они отсутствуют, и в результате этого достигается полезный эффект, заключающийся в том, что растягивающийся лист 10A приобретает превосходную текстуру.
[0038]
Следует отметить, что вышеупомянутое состояние погружения неэластичных волокон в эластичные волокна 13 может наблюдаться в секциях наружного покрытия 3 (растягивающийся лист 10A), которые были подвергнуты обработке скрепления, но они не могут наблюдаться в секциях, подвергнутых обработке скрепления, таких как боковые шовные секции 4. Здесь “ обработка скрепления” представляет собой процесс, в котором материал (полимер) расплавляется, образуя наружное покрытие 3, и соответствующие примеры представляют собой воздействие нагревания и давления, такое как тиснение, ультразвуковая обработка скрепления, а также обработка посредством воздействия лазерного излучения. Обработка скрепления вызывает изменение первоначально существующего состояния погружения неэластичных волокон в эластичные волокна 13, и данное состояние погружения может исчезать. Таким образом, то факт, что неэластичные волокна погружаются в эластичные волокна 13 или нет, следует подтверждать в секциях наружного покрытия 3, которые не были подвергнуты обработке скрепления.
[0039]
Предпочтительный способ, позволяющий изготавливать растягивающийся лист 10A и использовать его, чтобы изготавливать растягивающийся композитный лист 10S, описан на фиг. 4 японской патентной заявки JP 2009-160919 A. Посредством изготовления растягивающегося листа 10A согласно данному предпочтительному способу изготовления может быть получено “состояние, в котором который неэластичные волокна присоединяются плавлением и погружаются в эластичные волокна 13”. Кроме того, согласно вышеупомянутому способу изготовления, никакое тепло не воздействует на листы 11, 12, но эластичные волокна 13, которые получаются прядением из расплава, присоединяются плавлением к листам 11, 12, прежде чем эластичные волокна затвердевают. Таким образом, только волокна, которые находятся на периферии эластичных волокон 13, соединяются с эластичными волокнами 13, а волокна, которые располагаются дальше от эластичных волокон 13, поддерживают текстуру листов 11, 12, и в результате этого достигается преимущество сохранения превосходной текстуры растягивающегося листа 10A.
[0040]
Как описано выше, в растягивающемся листе 10A соединение эластичных волокон 13 с листами 11, 12 обеспечивают волокна (неэластичные волокна), которые составляют листы 11, 12 и присоединяются плавлением к эластичным волокнам 13 в таком состоянии, в котором они погружаются в эластичные волокна 13; таким образом, соединение достигается без использования связующего материала, такого как термоплавкий связующий материал. Таким образом, никакой связующий материал не присутствует листами 11, 12, которые представляют собой растягивающиеся волокнистые слои, состоящие, в основном, из неэластичных волокон, и присоединенных к ним эластичных волокон 13.
[0041]
Растягивающийся лист 10A растягивается в направлении, представляющем собой направление (поперечное направление Y), в котором проходят эластичные волокна 13. Способность растяжения растягивающегося листа 10A обеспечивается эластичностью эластичных волокон 13. Когда растягивающийся лист 10A растягивается и удлиняется в таком же направлении, как направление, в котором проходят эластичные волокна 13, эластичные волокна 13 и листы 11, 12 растягиваются. Когда растяжение/удлинение растягивающегося листа 10A прекращается, эластичные волокна 13 сокращаются, и, в соответствии с этим сокращением, листы 11, 12 возвращаются в свое состояние, существовавшее до растяжения и удлинения. Кроме того, в растягивающемся листе 10A отсутствуют какие-либо другие эластичные волокна, прикрепленные в направлении, перпендикулярном по отношению к эластичным волокнам 13, и, таким образом, когда растягивающийся лист 10A растягивается и удлиняется в таком же направлении, как направление (поперечное направление Y), в котором проходят эластичные волокна 13, растягивающийся лист 10A растягивается, и при этом возникает лишь незначительная “поперечная усадка”, в результате которой котором растягивающийся лист 10A сокращается в поперечном направлении Y.
[0042]
Далее будут описаны материалы, которые образуют растягивающийся лист 10A. Неэластичные волокна, которые являются практически неэластичными, используются в качестве волокон, составляющих листы 11, 12 (растягивающиеся волокнистые слои, состоящие, в основном, из неэластичных волокон), и соответствующие конкретные примеры представляют собой волокна, которые содержат полиэтилен (PE), полипропилен (PP), сложные полиэфиры, такие как полиэтилентерефталат (PET) или полибутилентерефталат (PBT), и полиамиды. Волокна, которые составляют листы 11, 12, могут представлять собой короткие волокна или длинные волокна, и они могут быть гидрофильными или гидрофобными. Кроме того, можно использовать сопряженные волокна, такие как содержащие сердцевину и оболочку волокна или содержащие параллельные компоненты волокна, расщепленные волокна, имеющие модифицированное поперечное сечение волокна, гофрированные волокна или термоусадочные волокна. Можно использовать индивидуально волокна одного типа, или можно использовать в сочетании волокна двух или более типов.
[0043]
Каждый лист 11, 12 может представлять собой нетканое полотно, которое составляют непрерывные волокна или короткие волокна. В частности, чтобы был изготовлен толстый и объемный растягивающийся лист 10A, оказывается предпочтительным, что листы 11, 12 представляют собой нетканые полотна, состоящие из коротких волокон. Примерные нетканые полотна включают воздухопроницаемые нетканые полотна, скрученные в горячем состоянии нетканые полотна, гидросплетенные нетканые полотна, фильерные нетканые полотна и изготовленные аэродинамическим способом из расплава нетканые полотна. Лист 11 и лист 12 могут относиться к одному и тому же типу, или они могут относиться к различным типам. Здесь “листы одного типа” означают листы, для которых одинаковыми являются все параметры, например, процесс изготовления листов, типы составляющих листы волокон, диаметр и длина составляющих волокон, толщина и поверхностная плотность листов. Если один или несколько из этих параметров являются различными, то данные листы представляют собой “листы различных типов”.
[0044]
Оказывается предпочтительным, что составляющие волокна (неэластичные волокна) в каждом листе 11, 12 содержат, по меньшей мере, два компонента, в том числе легкоплавкий компонент и тугоплавкий компонент. В таких случаях составляющие волокна соединяются друг с другом в точках их пересечения посредством соединения плавлением, по меньшей мере, легкоплавкого компонента. Примерное предпочтительное содержащее сердцевину и оболочку сопряженное волокно, состоящее, по меньшей мере, из двух компонентов, включая легкоплавкий компонент и тугоплавкий компонент, представляет собой волокно, в котором сердцевина представляет собой тугоплавкий PET или PP, а оболочка представляет собой легкоплавкий PET, PP или PE. Использование таких сопряженных волокон оказывается особенно предпочтительным, поскольку становится прочным соединение плавлением с эластичными волокнами 13, а также становится менее вероятным возникновение расслаивания между ними.
[0045]
Толщина каждого из листов 11, 12 составляет предпочтительно 0,05 мм или более и предпочтительнее 0,1 мм или более, и предпочтительно 5 мм или менее и предпочтительнее 1 мм или менее, и, более конкретно, предпочтительно от 0,05 до 5 мм и предпочтительнее от 0,1 до 1 мм. Толщину каждого листа можно определять следующим образом: сначала измеряемый лист помещают между плоскими панелями, и к нему прилагают нагрузку 0,5 сН/см2; затем поперечное сечение этого листа наблюдают при увеличении от 50 до 200 раз, используя микроскоп (VHX-1000 от компании Keyence или другой микроскоп) в трех отдельных точках в продольном направлении одного подгузника, измеряют толщину каждого поперечного сечения и вычисляют среднее значение толщины, измеренной в этих трех точках. Кроме того, с точки зрения текстуры, толщины и эстетичности конструкции, поверхностная плотность каждого из листов 11, 12 составляет предпочтительно 3 г/м2 или более и предпочтительнее 5 г/м2 или более, и предпочтительно 100 г/м2 или менее и предпочтительнее 30 г/м2 или менее, и, более конкретно, предпочтительно от 3 до 100 г/м2 и предпочтительнее от 5 до 30 г/м2.
[0046]
С точки зрения способности растяжения, текстуры, толщины и стоимости, поверхностная плотность многочисленных эластичных волокон 13, расположенных между листами 11, 12 (поверхностная плотность слоя эластичных волокон) составляет предпочтительно 3 г/м2 или более и предпочтительнее 4 г/м2 или более, и предпочтительно 30 г/м2 или менее и предпочтительнее 15 г/м2 или менее, и, более конкретно, предпочтительно от 3 до 30 г/м2 и предпочтительнее от 4 до 15 г/м2.
[0047]
Материал для эластичных волокон 13 представляет собой, например, термопластический эластомер или каучук. В частности, если в качестве данного материала используется термопластический эластомер, становится возможным прядение из расплава с помощью экструдера, как в случае обычных термопластических полимеров. Кроме того, эластичные волокна, полученные таким способом, могут легко обеспечивать соединение плавлением, и, следовательно, они являются подходящими для растягивающегося листа 10A. Примерные термопластические эластомеры представляют собой эластомеры на основе стирола, такие как SBS (стирол-бутадиен-стирол), SIS (стирол-изопрен-стирол), SEBS (стирол-этилен-бутадиен-стирол) и SEPS (стирол-этилен-пропилен-стирол); эластомеры на основе олефинов (эластомеры на основе сополимеров этилена и альфа-олефинов или эластомеры на основе сополимеров пропилена и этилена, бутена, октена и т.д.); эластомеры на основе сложных полиэфиров; и эластомеры на основе полиуретанов. Можно использовать индивидуально эластомер одного типа, или можно использовать в сочетании эластомеры двух или более типов. Кроме того, можно использовать содержащие сердцевину и оболочку или параллельно расположенные компоненты волокна, которые составляют вышеупомянутые полимеры.
[0048]
Растягивающийся лист (лист, имеющий области высокой плотности и области низкой плотности, проходящие поочередно и параллельно по отношению друг к другу) 10A в растягивающемся композитном листе 10S, который используется согласно настоящему варианту осуществления, представляет собой лист, у которого способность растяжения создается или увеличивается посредством обработки на зубцах/канавках. Способ, описанный в японской патентной заявке JP 2009-160919, можно использовать в качестве способа создания или увеличения способности растяжения посредством обработки на зубцах/канавках.
[0049]
Нетканые полотна, полученные, например, разнообразными способами изготовления, можно предпочтительно использовать в качестве нерастягивающегося листа 16, который входит в состав растягивающегося композитного листа 10S. Примеры нерастягивающегося листа 16 представляют собой фильерные нетканые полотна, воздухопроницаемые нетканые полотна и иглопробивные нетканые полотна. Среди вышеупомянутых типов предпочтительными являются фильерные нетканые полотна. Оказывается предпочтительным совпадение направление ориентации волокон в фильерном нетканом полотне с направлением, в котором проходят эластичные волокна.
Примерные составляющие волокна, которые образуют нетканое полотно, используемое в качестве нерастягивающегося листа 16, включают волокна, которые составляет, например, полиэтилен (PE), полипропилен (PP), сложный полиэфир (PET или PBT) или полиамид. Волокна, составляющие нетканое полотно, которое используется в качестве нерастягивающегося листа 16, могут представлять собой короткие волокна или длинные волокна, причем они могут быть гидрофильными или гидрофобными. Кроме того, можно использовать сопряженные волокна, такие как содержащие сердцевину и оболочку волокна или содержащие параллельные компоненты волокна, расщепленные волокна или имеющие модифицированное поперечное сечение волокна. Можно использовать индивидуально волокно одного типа, или можно использовать в сочетании волокна двух или более типов. Нетканое полотно может представлять собой нетканое полотно, которое составляют непрерывные волокна или короткие волокна. В частности, оказывается предпочтительным, что нетканое полотно составляют непрерывные волокна.
В качестве растягивающегося композитного листа, который является пригодным для применения согласно полезной модели, можно использовать, например, лист, описанный в японской патентной заявке JP 2010-111058 A, или лист, состоящий только из растягивающегося листа 10A.
[0050]
В подгузнике 1 согласно настоящему варианту осуществления лист наружного слоя 31A и лист наружного слоя 31B в каждом случае стоит из растягивающегося листа 10A; лист внутреннего слоя 32 состоит из нерастягивающегося листа 16; и растягивающийся композитный лист 10S, имеющий вышеупомянутую структуру, образуется посредством соединения листов с помощью связующего материала. Следует отметить, что лист наружного слоя 31C, который образует промежностную секцию 1C, располагается между листом наружного слоя 31A, находящимся на стороне расположенной на животе секции 1A, и листом наружного слоя 31B, находящимся на стороне расположенной на спине секции 1B. Лист наружного слоя 31C в промежностной секции 1C соединяется посредством наложения его обеих концевых секций 31Ce на концевую секцию 31Ae листа наружного слоя 31A и концевую секцию 31Be листа наружного слоя 31B.
[0051]
В подгузнике 1 согласно настоящему варианту осуществления наружное покрытие 3 на передней стороне F поверхности тела и наружное покрытие 3 на задней стороне R поверхности тела в каждом случае включают растягивающийся лист 10A; растягивающийся лист 10A подвергается вышеупомянутой обработке на зубцах/канавках; и области высокой плотности и области низкой плотности в листе 10A создают рисунок в полоску на поверхности, которая образует наружную поверхность предмета одежды. Кроме того, посредством превращения растягивающегося листа 10A, который подвергается обработке на зубцах/канавках, в растягивающийся композитный лист 10S, как описано выше, многочисленные длинные узкие выпуклости образуются на обеих поверхностях растягивающегося композитного листа 10S. Посредством нанесения растягивающегося композитного листа 10S на наружную поверхность предмета одежды создается рисунок в полоску на поверхности, которая образует наружную поверхность предмета одежды. Лист, образующий наружную поверхность предмета одежды, может состоять только из растягивающегося листа 10A, или он может состоять из растягивающегося композитного листа 10S. В качестве альтернативы, поверхность, которая образует наружную поверхность предмета одежды, может приобретать рисунок в полоску посредством использования других способов, таких как печать. Однако оказывается предпочтительным использование растягивающего композитного листа 10S в качестве листа, образующего наружную поверхность предмета одежды, с точки зрения видимости и регулярности рисунка в полоску, мягкости наружной поверхности, а также технологичности.
В любом случае, наружное покрытие 3 на передней стороне F поверхности тела и наружное покрытие 3 на задней стороне R поверхности тела в каждом случае включают обработанный на зубцах/канавках растягивающийся лист 10A, и включают первые области 14 имеющий эластичность и способность растяжения и вторые области 15 имеющие меньшую способность растяжения, чем первые области 14. Когда растягивающийся лист 10A или растягивающийся композитный лист 10S растягивается в направлении растяжения (направление D), первые области 14, имеющие эластичность и способность растяжения, растягиваются в высокой степени, в то время как вторые области 15 не растягиваются в такой значительной степени, как первые области. Таким образом, первые области 14 превращаются в области низкой плотности 14, а вторые области 15 превращаются в области высокой плотности 15, и эти области проходят поочередно и параллельно по отношению друг к другу.
Как описано выше, оказывается достаточным, если существует различие плотности между областями низкой плотности 14 и областями высокой плотности 15, по меньшей мере, в растянутом состоянии.
[0052]
В подгузнике 1 согласно настоящему варианту осуществления полоски 35 на рисунке в полоску наружного покрытия 3 на передней стороне F поверхности тела представляют собой вторые длинные узкие выпуклости 19 на растягивающемся композитном листе 10S, которые выглядят, как линии, и, как проиллюстрировано на фиг. 7, направление E, в котором проходят полоски 35, является наклонным по отношению к продольному направлению X’ боковой шовной секции 4 и к направлению Y’, перпендикулярному по отношению к продольному направлению X’. Аналогичным образом, полоски 36 на рисунке в полоску наружного покрытия 3 на задней стороне R поверхности тела представляют собой вторые длинные узкие выпуклости 19 на растягивающемся композитном листе 10S, которые выглядят, как линии, и, как проиллюстрировано на фиг. 7, направление E, в котором проходят полоски 36, является наклонным по отношению к продольному направлению X’ боковой шовной секции 4 и к направлению Y’, перпендикулярному по отношению к продольному направлению X’. Следует отметить, что в наружном покрытии 3 на передней стороне F поверхности тела и в наружном покрытии 3 на задней стороне R поверхности тела согласно настоящей полезной модели поверхность растягивающегося композитного листа 10S на стороне нерастягивающегося листа 16 может образовывать наружную поверхность подгузника, и рисунок в полоску могут составлять первые длинные узкие выпуклости 17, которые выглядят, как линии.
[0053]
Чтобы сделать более заметным рисунок в полоску, а также упростить разрывание боковой шовной секции после использования подгузника, оказывается предпочтительным, что растягивающийся лист представляет собой растягивающийся лист, который образуется посредством присоединения к растягивающемуся нетканому полотну многочисленных эластичных волокон, которые располагаются таким образом, что они проходят в одном направлении без пересечения друг с другом, причем эластичные волокна присоединяются к растягивающемуся нетканому полотну на протяжении всей своей длины в практически нерастянутом состоянии; и растягивающийся лист приобретает способность растяжения, когда он подвергается обработке на зубцах/канавках в направлении, в котором проходят эластичные волокна растягивающегося листа.
[0054]
Кроме того, как проиллюстрировано на фиг. 2, каждая из боковых шовных секций 4, 4 в подгузнике 1 включает скрепленную краевую секцию 41, которую образуют посредством соединения краевая секция наружного покрытия 3 на передней стороне F тела и краевая секция наружного покрытия 3 на задней стороне R тела с помощью соединенной плавлением секции 40, которая проходит в непрерывной линейной форме в продольном направлении боковой шовной секции 4. Скрепленная краевая секция 41 в подгузнике 1 образуется в каждой из боковых шовных секций 4, 4 непрерывно на протяжении всей длины между отверстием для талии 8 и соответствующими отверстиями для ног 9. Соединенная плавлением секция 40 в скрепленной краевой секции 41 образуется посредством плавления и затвердевания составляющих полимеров в многочисленных листах (листы наружного слоя 31 и листы внутреннего слоя 32), которые составляют соответствующие наружные покрытия 3 в состоянии, в котором накладываются друг на друга (наслаиваются) края этих листов.
[0055]
Как проиллюстрировано на фиг. 8, в поперечном сечении, которое является перпендикулярным по отношению к направлению, в котором боковая шовная секция 4 проходит, когда предмет одежды надевается, скрепленная краевая секция 41 в боковой шовной секции 4 имеет форму, в которой наружный край 4a, образованный посредством соединенной плавлением секции 40, углубляется в направлении внутрь предмета одежды. Кроме того, в том же поперечном сечении является малой ширина W4 соединенной плавлением секции 40, находящейся в скрепленной краевой секции 41, которая находится на наружной поверхности подгузника, и эта ширина W4 составляет предпочтительно 5 мм или менее, предпочтительнее 3 мм или менее и еще предпочтительнее 2 мм или менее.
[0056]
Следует отметить, что, как проиллюстрировано на фиг. 11(c) и фиг. 2, в поперечном сечении в направлении, которое представляет собой поперечное направление Y подгузника 1 и является перпендикулярным по отношению к направлению, в котором боковая шовная секция 4 проходит в плоском состоянии, в котором наслаиваются расположенная на животе секция 1A (передняя сторона тела F) и расположенная на спине секция 1B (задняя сторона тела R), каждый боковая шовная секция 4 (скрепленная краевая секция 41), которая образуется посредством вышеупомянутого разрезания/разделения, приобретает такую форму, что наружный край 4a, который образует наружный край соединенной плавлением секции 40, имеет форму дуги, которая выступает в направлении внутрь подгузника 1. Кроме того, соединенная плавлением секция 40, которую образуют четыре листы 31, 32, составляющие соответствующие наружные покрытия 3, образуется в секции подгузника 1, находясь внутри по отношению к наружному краю 4a, включая при этом наружный край 4a. Ширина соединенной плавлением секции 40 является больше в ее центральной секции в направлении толщины (направление сверху вниз на фиг. 11(c)) наружных покрытий 3, чем обе концевые секции (верхняя и нижняя концевые секции). Более конкретно, на изображении поперечного сечения в поперечном направлении Y подгузника 1 (т.е. в направлении, перпендикулярном по отношению к направлению разрезания/разделения лазерным лучом), ширина соединенной плавлением секции 40 постепенно увеличивается при приближении к ее центральной секции в направлении толщины, и соединенная плавлением секция 40 образуется таким образом, что она приобретает форму серпа или форму полумесяца (соединенная плавлением секция 40, проиллюстрированная на фиг. 11(c), имеет форму серпа).
[0057]
Боковая шовная секция 4 включает соединенную плавлением секцию 40, которая образуется посредством плавления и затвердевания образующих лист материалов, и, таким образом, боковая шовная секция 4 представляет собой секцию, которая может ухудшать удобство подгузника 1 при ношении, поскольку она является более жесткой и имеет неудовлетворительную текстуру по сравнению с другими секциями в подгузнике 1. Однако когда образуется соединенная плавлением секция 40, имеющая форму серпа или форму полумесяца на изображении поперечного сечения в направлении ширины подгузника 1, оказывается возможным уменьшение пропорции соединенной плавлением секции 40, которая находится в углах 3S боковой краевой секции наружных покрытий 3, составляющих боковую шовную секцию 4, по сравнению со случаями, где поперечное сечение соединенной плавлением секции имеет прямоугольную форму, как в традиционных боковых шовных секциях. Таким образом, в меньшей степени ухудшаются мягкость и текстура, которые исходно имели углы 3S, и в результате этого улучшается удобство в процессе ношения данного подгузника по сравнению с традиционными подгузниками. С другой стороны, соединенная плавлением секция 40 присутствует в достаточной степени в центральной секции в направлении толщины боковой краевой секции наружного покрытия 3 (центральная секция располагается между углом 3S на стороне одной поверхности наружного покрытия 3 и углом 3S на стороне другой поверхности), центральная секция в направлении ширины представляет собой секцию, которая в значительной степени воздействует на прочность соединения плавлением боковой шовной секции 4. Таким образом, боковая шовная секция 4 имеет прочность соединения плавлением, которая является достаточной для практического применения, и уменьшается вероятность возникновения недостатков, таких как разрыв боковой шовной секции 4 в процессе ношения подгузника 1.
[0058]
Боковая шовная секция 4 согласно настоящему варианту осуществления имеет преимущества, заключающиеся в том, что боковая шовная секция 4 является мягкой, поскольку является малой ширина W4 наружной поверхности подгузника, а также является малой длина L4 в направлении изнутри наружу P подгузника. Однако расположение боковой шовной секции 4 может оказаться недостаточно видимым снаружи в состоянии ношения подгузника 1, или когда он находится в своем естественном состоянии (сжатое состояние). Если боковая шовная секция 4 оказывается плохо видимой визуально, то обнаружение боковой шовной секции 4 может оказаться затруднительным, когда подгузник 1 снимает после использования один из родителей (например, мать) или другой человек, который ухаживает за ребенком или взрослым, использующим подгузник, и для снятия подгузника 1 может потребоваться время и усилие.
[0059]
В данном отношении, в подгузнике 1 согласно настоящему варианту осуществления наружное покрытие 3 на передней стороне F поверхности тела имеет рисунок в полоску, и, как проиллюстрировано на фиг. 7, направление E, в котором проходят полоски 35, является наклонным по отношению к продольному направлению X’ боковой шовной секции 4 и к перпендикулярному ему направлению Y’. Таким образом, боковые шовные секции 4 имеют превосходную видимость, не теряя своей мягкости и хорошей текстуры.
Кроме того, в подгузнике 1 согласно настоящему варианту осуществления, рисунок в полоску наружного покрытия 3 на задней стороне R поверхности тела образуется таким образом, что направление E, в котором проходят полоски 36, является наклонным по отношению к продольному направлению X’ боковой шовной секции 4 и к перпендикулярному ему направлению Y’, и направление наклона полосок на рисунке на передней стороне F поверхности тела отличается от направления наклона полосок на рисунке на задней стороне R поверхности тела. Таким образом, боковые шовные секции 4 имеют еще лучшую видимость.
[0060]
Кроме того, длина L4 (см. фиг. 2) соединенной плавлением секции 40 боковой шовной секции 4 в вышеупомянутом направлении изнутри наружу P составляет менее чем ширина области высокой плотности 15 и ширина области низкой плотности 14 в поперечном направлении Y подгузника 1 (предмет одежды). Здесь ширина области высокой плотности 15 и области низкой плотности 14 не представляет собой длину в направлении, перпендикулярном по отношению к направлению E, в котором проходят области высокой плотности 15 и области низкой плотности 14, но представляет собой ширину каждой области, когда она измеряется в поперечном направлении Y подгузника 1 (предмета одежды).
Как описано выше, оказывается достаточным, если существует различие плотности между областями низкой плотности 14 и областями высокой плотности 15, по меньшей мере, в состоянии, в котором наружное покрытие 3 растягивается. Это объясняется тем, что на стадии изготовления изделия боковые шовные секции 4, как правило, образуются на стадии боковой шов в растянутом состоянии. Таким образом, ширина области высокой плотности 15 и ширина области низкой плотности 14 измеряются в состоянии, в котором наружное покрытие 3 растягивается. Здесь “растянутое состояние” означает состояние, где натягиваемый одноразовый подгузник 1 растягивается в целом в поперечном направлении Y и не может дополнительно растягиваться.
[0061]
{Первый способ}
Ширина области высокой плотности 15, а также ширина области низкой плотности 14, измеряется посредством наблюдения наружного покрытия 3 в его естественном состоянии и в вышеупомянутом растянутом состоянии при увеличении с помощью микроскопа и т.д. Более конкретно, посредством наблюдения естественного состояния и растянутого состояния становится возможным исследование области высокой плотности 15, которая является подобной своему естественному состоянию даже в своем растянутом состоянии, и области низкой плотности 14, которая содержит меньше волокон в растянутом состоянии, чем область высокой плотности 15, и измерение ширины каждой области 15, 14 в поперечном направлении Y предмета одежды. При этом ширина области высокой плотности 15, а также ширина области низкой плотности 14, измеряется в десяти точках, и измеренные значения усредняют, чтобы вычислить ширину области высокой плотности 15 и ширину области низкой плотности 14 наружного покрытия 3.
Значения ширины области высокой плотности 15 и области низкой плотности 14 можно вычислить, используя второй способ, описанный ниже.
{Второй способ}
Области высокой плотности наблюдаются визуально в их естественном состоянии, и осуществляется маркировка в поперечной центральной секции в каждой из двух прилегающих областей высокой плотности. В качестве маркировки проводится тонкая линия в продольном направлении каждой области высокой плотности, как проиллюстрировано на фиг. 12. после этого измеряется шаг P3 между двумя точками (шаг P3, измеренный в поперечном направлении Y предмета одежды; см. фиг. 12) в состоянии, в котором наружное покрытие растягивается до состояния своего максимального растяжения. Половина измеренного шага P3 рассматривается как ширина области высокой плотности, а также ширина области низкой плотности. Средняя величина измеренных значений, полученных в пяти произвольных точках согласно данному способу рассматривается как ширина области высокой плотности 15 и ширина области низкой плотности 14 наружного покрытия 3. Преимущества данного второго способа проявляются в тех случаях, где ширина области высокой плотности 15 является практически такой же, как ширина области низкой плотности 14, а также в тех случаях, где не может быть точно определена граница между областью высокой плотности 15 и областью низкой плотности 14.
[0062]
За счет того, что длина L4 соединенной плавлением секции 40 составляет менее чем значения ширины область высокой плотности 15 и области низкой плотности 14, в соединенной плавлением секции 40 будут образовываться секции, в которых области высокой плотности 15 имеют соединение плавлением, и секции, в которых области низкой плотности 14 имеют соединение плавлением, и, таким образом, упрощается образование секций, имеющих высокую прочность шва, и секций, имеющих низкую прочность шва в боковой шовной секции 4. Таким образом, боковая шовная секция 4 может легко разрываться, разделяя переднюю сторону и заднюю сторону, а также может быть надежно обеспечена такая прочность шва, при которой не будет допускаться нежелательный разрыв в процессе ношения подгузника, и которая является достаточной для практического применения.
[0063]
Кроме того, согласно настоящему варианту осуществления, как проиллюстрировано на фиг. 12, области высокой плотности 15 и области низкой плотности 14 проходят поочередно в боковой шовной секции 4. Таким образом, боковая шовная секция может легче разрываться, как по линии разреза.
В одной боковой шовной секции 4 присутствуют предпочтительно три или более и предпочтительнее пять или более областей высокой плотности 15, и предпочтительно двадцать или менее и предпочтительнее пятнадцать или менее областей высокой плотности 15, и предпочтительно от трех до двадцати и предпочтительнее от пяти до пятнадцати областей высокой плотности 15 (аналогично определяется число областей низкой плотности 14).
[0064]
Вышеупомянутый подгузник 1 можно изготавливать, осуществляя, например, способ изготовления, описанный ниже.
Данный способ изготовления подгузника 1 включает стадию сжатия или приведения в сжатое состояние секции 10c, на которой должна образовываться боковая шовная секция в непрерывном наружном покрытии 3, и на которой наслаиваются наружное покрытие на передней стороне поверхности тела и наружное покрытие на задней стороне поверхности тела; и стадию образования боковой шовной секции, на которой образуется боковая шовная секция 4 в предмете одежды посредством воздействия лазерного излучения на вышеупомянутую секцию, где должна образовываться боковая шовная секция, которая находится в сжатом состоянии, а затем осуществляется разрезание и разделение непрерывного наружного покрытия 3 и соединение плавлением обрезанных краевых секций наслоенных наружных покрытий, которые образуются посредством разрезания/разделения. Данный способ также включает, перед стадией сжатия, стадию образования непрерывного наружного покрытия 3 и стадию фиксации корпуса, на которой абсорбирующие элементы 2 прикрепляются к наружному покрытию 3 (лист наружного слоя 31, лист внутреннего слоя 32).
[0065]
Более конкретно, согласно данному способу изготовления подгузников 1, как проиллюстрировано на фиг. 9, на стадии сжатия, посредством складывания лентообразного наружного покрытия 3 (листы наружного слоя 31 и листы внутреннего слоя 32) в направлении его ширины, причем накладываются передняя сторона и задняя сторона лентообразного наружного покрытия 3, к которому прикрепляются абсорбирующие элементы 2, и, таким образом, получается “непрерывная полоса подгузников 10, в которой заготовки натягиваемых одноразовых подгузников, в которых пока отсутствуют образуемые в них боковые шовные секции, соединяются непрерывно в одном направлении”. После этого на стадии образования боковой шовной секции, как проиллюстрировано на фиг. 10, на лентообразное наружное покрытие 3 в непрерывной полосе подгузников 10 воздействует лазерное излучение 30, и она разрезается и разделяется (расплавляется и разрезается) на отдельные предметы, и одновременно соединяются плавлением обрезанные краевые секции, которые образуются посредством разрезания/разделения в многочисленных наслоенных наружных покрытиях 3 (листы наружного слоя 31 и листы внутреннего слоя 32), и в результате этого непрерывно изготавливаются натягиваемые одноразовые подгузники 1, каждый из которых включает наружное покрытие 3, имеющее пару боковых шовных секций 4, 4.
[0066]
Более конкретно, сначала на стадии обработки на зубцах/канавках каждый из двух листов 31A’’, 31B’’ лентообразного наружного слоя поступает таким образом, что он зацепляется между образующими пару имеющими зубцы/канавки валиками 12A, 12B, и каждый из листов 31A’’, 31B’’ наружного слоя подвергается обработке на зубцах/канавках. В результате этого образуются листы 31A, 31B лентообразного наружного слоя, каждый из которых имеет образованные поочередно в направлении перемещения области низкой плотности, которые растягиваются в значительной степени в направлении перемещения, и области высокой плотности, которые не растягиваются в направлении перемещения, или которые растягиваются, но степень их растяжения является относительно малой. В каждом из листов 31A, 31B наружного слоя области низкой плотности и области высокой плотности проходят в направлении, перпендикулярном по отношению к направлению перемещения.
Согласно настоящему варианту осуществления, данная операция растяжения осуществляется посредством использования растягивающего устройства 120, включающего пары имеющих зубцы/канавки валиков 12A, 12B, причем каждый валик имеет зубцы и канавки, расположенные поочередно в окружном направлении; композитный материал растягивается в направлении своего перемещения, т.е. в направлении, в котором проходят эластичные волокна 13.
[0067]
Следует отметить, что в каждой паре имеющих зубцы/канавки валиков 12A, 12B, зубцы и канавки образуются поочередно в окружном направлении, и валики сочетаются таким образом, что зубцы на одном имеющем зубцы/канавки валике 12A свободно вставляются между зубцами на другом имеющем зубцы/канавки валике 12B, и зубцы на другом имеющем зубцы/канавки валике 12B свободно вставляются между зубцами на первом имеющем зубцы/канавки валике 12A. В этом состоянии композитный материал, в котором эластичные волокна 13 располагаются между листами 11, 12, вставляется между валиками 12A, 12B и подвергается процессу растяжения таким образом, что он растягивается в направлении, в котором проходят эластичные волокна 13.
[0068]
С точки зрения изготовления более видимого рисунка и изготовления боковой шовной секции, которая легче разрывается после использования подгузника, оказывается предпочтительным изготовление большой толщины (т.е. длины в окружном направлении валика) каждый зубца на имеющих зубцы/канавки валиках 12A, 12B, а также изготовление большой величины зацепления (т.е. максимальной длины перекрывания зубцов на имеющих зубцы/канавки валиках 12A, 12B), т.е. увеличение коэффициента растяжения.
С вышеупомянутой точки зрения, толщина каждого зубца на имеющих зубцы/канавки валиках 12A, 12B составляет предпочтительно 0,4 мм или более и предпочтительнее 0,7 мм или более, и предпочтительно 2,0 мм или менее и предпочтительнее 1,7 мм или менее, и, более конкретно, предпочтительно от 0,4 мм до 2,0 мм и предпочтительнее от 0,7 мм до 1,7 мм. Кроме того, с той же точки зрения, величина зацепления зубцов на имеющих зубцы/канавки валиках 12A, 12B составляет предпочтительно 1,0 мм или более и предпочтительнее 1,5 мм или более, и предпочтительно 4,0 мм или менее и предпочтительнее 3,5 мм или менее, и, более конкретно, предпочтительно от 1,0 мм до 4,0 мм и предпочтительнее от 1,5 мм до 3,5 мм.
[0069]
Далее, на стадии образования непрерывного наружного покрытия 3, листы 31A, 31B, 31C лентообразного наружного слоя интегрируются посредством соединения обеих боковых секций листа 31C наружного слоя с боковой секцией каждого из листов 31A, 31B наружного слоя, и в результате этого они образуют широкий лентообразный лист 31 наружного слоя. После этого, как проиллюстрировано на фиг. 9, многочисленные эластичные элементы 5 секции талии, которые образуют сборки на талии и многочисленные эластичные элементы 7 секций ног, которые образуют сборки на ногах, располагаются в своем растянутом состоянии, в котором они растягиваются до заданного коэффициента растяжения, между непрерывно поступающими листом 31 лентообразного наружного слоя и листом 32 лентообразного внутреннего слоя, которые непрерывно поступают с катушки исходного текстильного материала (не проиллюстрировано на чертеже). Здесь эластичные элементы 7 секций ног располагаются таким образом, что они образуют заданный рисунок вокруг ног посредством известной направляющей качания (не проиллюстрировано на чертеже), которая совершает возвратно-поступательное движение в перпендикулярном направлении, чтобы изменять направление листов. Кроме того, перед тем, как накладываются (наслаиваются) лист 31 лентообразного наружного слоя и лист 32 лентообразного внутреннего слоя, термоплавкий связующий материал наносится с помощью устройства для нанесения связующего материала (не проиллюстрировано на чертеже) на заданные секции поверхности (поверхностей) одного или обоих листов 31, 32. Следует отметить, что в тех случаях, где эластичные элементы, такие как эластичные элементы 5 секции талии, располагаются в своем растянутом состоянии таким образом, что они пересекают секцию в листах 31, 32, которые подлежат разрезанию и разделению посредством воздействия лазерного излучения (т.е. “секция, где должна быть образована боковая шовная секция 4”; причем секция, которая подлежит разрезанию и разделению, проиллюстрирована условным номером 1°C на фиг. 11), оказывается предпочтительным нанесение связующего материала на эту секцию или ее окрестность в целях исключения недостатков, такие как выпадение или значительное сокращение эластичных элементов после разрезания/разделения.
[0070]
После этого, как проиллюстрировано на фиг. 9, когда лист 31 лентообразного наружного слоя и лист 32 лентообразного внутреннего слоя, между которыми располагаются эластичные элементы 5 секции талии и эластичные элементы 7 секций ног в своем растянутом состоянии, проходят между образующими пару прижимными валиками 110, 110, которые сжимают листы, образуется непрерывное лентообразное наружное покрытие 3, который включает многочисленные эластичные элементы 5, 7 расположенные в своем растянутом состоянии между лентообразными листами 31, 32.
После этого, в случае необходимости, посредством использования предварительно разрезающего эластичные элементы устройства (не проиллюстрировано на чертеже), многочисленные эластичные элементы 7 секций ног сжимаются в местах, соответствующих местам расположения описанных выше абсорбирующих элементов 2, и разрезаются и разделяются на многочисленные отдельные предметы таким образом, что их функция сжатия не выполняется. Примерное устройство, предварительно разрезающее эластичные элементы, включает разрезающий эластичные элементы блок, используемый в способе изготовления композитных эластичных элементов, как описано в японской патентной заявке JP 2002-253605 A.
[0071]
Далее, как проиллюстрировано на фиг. 9, связующий материал, такой как термоплавкий связующий материал, наносится заблаговременно на каждый из многочисленных абсорбирующих элементов 2, которые были изготовлены на отдельной стадии, каждый абсорбирующий элемент 2 поворачивается на 90 градусов, и абсорбирующие элементы 2 периодически поступают и фиксируются на листе внутреннего слоя 32, который составляет лентообразное наружное покрытие 3 (стадия фиксации корпуса). После этого, как проиллюстрировано на фиг. 9, отверстие для ноги LO’ образуется внутри каждой кольцевой секции, которую кольцеобразно окружают эластичные элементы 7 секций ног в лентообразном наружном покрытии 3, на котором располагаются абсорбирующие элементы 2. Стадия образования отверстий для ног может осуществляться посредством использования способа/приспособления, аналогичного традиционным способам/приспособлениям, таким как вращающийся нож или лазерный нож, для изготовления изделия данного типа.
[0072]
Далее лентообразное наружное покрытие 3 складывается в направлении своей ширины (направление, перпендикулярное по отношению к направлению, в котором перемещается наружное покрытие 3). Более конкретно, как проиллюстрировано на фиг. 9, обе боковые секции 3a, 3a в направлении перемещения лентообразного наружного покрытия 3 складываются назад таким образом, что они покрывают обе концевые секции каждого абсорбирующего элемента 2 в его продольном направление и фиксируются к концевым секциям в продольном направлении абсорбирующего элемента 2’, и после этого наружное покрытие 3 складывается пополам в направлении своей ширины вместе с абсорбирующими элементами 2 (стадия перекрывания (наслоения) на стадии сжатия). Таким образом, получается непрерывная полоса подгузников 10.
[0073]
Далее, как проиллюстрировано на фиг. 10, на изготовленную таким способом непрерывную полосу подгузников 10 воздействует лазерное излучение в процессе использования лазерного соединительного устройства 20, и образуется пара боковых шовных секций 4, 4 (стадия образования боковых шовных секций), и в результате этого непрерывно изготавливаются натягиваемые одноразовые подгузники 1, каждый из которых имеет наружное покрытие 3, имеющее пару боковых шовных секций 4.
[0074]
Далее будет описано лазерное соединительное устройство 20. Как проиллюстрировано на фиг. 10, лазерное соединительное устройство 20 включает полый цилиндрический валик 23, который приводится во вращение в направлении стрелки A; облучающую головку 25, которая располагается в полой секции цилиндрического валика 23 и которая направляет лазерный луч 30 на цилиндрический (кольцевой) опорный элемент 21, который образует секцию периферической поверхности цилиндрического валика 23; и прижимное устройство ленточного типа 26, которое включает бесконечную прижимную ленту 24 (прижимной элемент).
Лазерное соединительное устройство 20 включает регулирующий натяжение механизм (не проиллюстрированный на чертеже), который может увеличивать/уменьшать и регулировать натяжение прижимной ленты 24, которая пропускается над наружной периферической поверхностью кольцевого опорного элемента 21 (секция периферической поверхности цилиндрического валика 23). Посредством изменения натяжения можно регулировать соответствующим образом давление, которое производят на непрерывную полосу подгузников 10 (многослойные листы) опорный элемент 21 и прижимная лента 24.
[0075]
Опорный элемент 21 образует секцию периферической поверхности (секцию, которая примыкает к заготовке) цилиндрического валика 23 и располагается и фиксируется между образующими пару кольцевыми рамочными элементами 22, 22, из которых образуются соответствующие концевые секции цилиндрического валика 23 в направлении вращения его оси. Опорный элемент 21 составляет металлический материал, такой как железо, алюминий, нержавеющая сталь или медь, или термостойкий материал, такой как керамический материал.
[0076]
Опорный элемент 21 имеет светопроницаемые секции 27, через которые может проходить лазерный луч. Как проиллюстрировано на фиг. 10, опорный элемент 21 имеет, в качестве светопроницаемых секций, щелеобразные отверстия 27, которые пронизывают опорный элемент 21 в направлении толщины. Каждое отверстие 27 представляет собой прямоугольник на виде сверху, и его продольное направление совпадает с направлением, которое пересекается с направлением A перемещения непрерывной полосы подгузников 10 (лентообразного наружного покрытия 3), более конкретно, это направление является параллельным по отношению к аксиальному направлению оси вращения цилиндрического валика 23, и образуются многочисленные отверстия 27 с заданными интервалами между ними в окружном направлении цилиндрического опорного элемента 21. Опорный элемент 21 позволяет лазерному лучу проходить через отверстия 27, но прохождение (пропускание) лазерного луча является невозможным в секциях, не представляющих собой отверстия 27. Способы изготовления отверстий 27 в опорном элементе 21 включают: (1) способ изготовления отверстий 27, согласно которому осуществляется, например, травление, пробивание или лазерная обработка в заданных секциях опорного элемента 21, который представляет собой единый кольцевой элемент, имеющий такую же длину, как длина окружности кольцевых рамочных элементов 22; или (2) способ, в котором в качестве опорного элемента 21 вместо единого кольцевого элемента используются многочисленные изогнутые прямоугольные элементы, и эти элементы располагаются между образующими пару рамочными элементами 22, причем между ними остаются заданные промежутки в окружном направлении рамочных элементов 22. Согласно способу (2), промежуток между двумя прилегающими элементами превращается в щелеобразное отверстие 27.
[0077]
В данном лазерном соединительном устройстве 20 щелеобразное отверстие 27, которое пронизывает опорный элемент 21 в направлении толщины, представляет собой светопроницаемая секция, через которую лазерный луч может проходить в цилиндрическом валике 23. Таким образом, секция непрерывной полосы подгузников 10, которая перекрывает отверстие 27, т.е. отрезаемая/отделяемая секция 10C, прижимается прижимной лентой 24, но не располагается между опорным элементом 21 и прижимной лентой 24 (прижимным элементом). Таким образом, строго говоря, на отрезаемую/отделяемую секцию 1°C не действует прижимное усилие, создаваемое посредством помещения между элементами 21, 24. Даже несмотря на то, что отрезаемая/отделяемая секция 10C, которая перекрывает отверстие 27, не располагается между элементами 21, 24, ее окрестности, т.е. секции непрерывной полосы подгузников 10, которые перекрывают окрестность отверстия 27, располагаются между элементами 21, 24. Таким образом, отрезаемая/отделяемая секция 1°C не движется до и после воздействия лазерного излучения, и, таким образом, не движутся обрезанные краевые секции, которые образуются в результате разрезания/разделения непрерывной полосы подгузников 10 посредством воздействия лазерного излучения. Другими словами, отрезаемая/отделяемая секция 1°C в непрерывной полосе подгузников 10 представляет собой секцию, которую ограничивает прижимное усилие, создаваемое посредством помещения между элементами 21, 24, и на данную секцию фактически воздействует прижимное усилие.
[0078]
Прижимное устройство ленточного типа 26 включает бесконечную прижимную ленту 24 (прижимной элемент) и три валики 25a, 25b, 25c, которые вращаются в состоянии, в котором прижимная лента 24 петлеобразно проходит над ними. Валики 25a, 25b, 25c могут представлять собой ведущие валики, которые приводит в движение источник энергии, такой как мотор, или они могут представлять собой ведомые валики, которые следуют за вращением цилиндрического валика 23. Когда один или несколько из валиков 25a, 25b, 25c начинают вращаться, или когда валики следуют за вращением цилиндрического валика 23, прижимная лента 24 движется с такой же скоростью, как цилиндрический валик 23 (опорный элемент 21). Оказывается предпочтительным, что опорный элемент 21 и прижимная лента 24 находятся в заданном температурном интервале посредством воздушного охлаждения, водяного охлаждения и т.п.
[0079]
В качестве прижимной ленты 24 (прижимного элемента) может быть использована изготовленная из металла или полимера лента, обладающая термостойкостью, которая способна выдерживать тепло, производимое в течение обработки, и, например, оказывается возможным использование ленты, которую составляет металлический материал, такой как железо, алюминий или нержавеющая сталь. Кроме того, в качестве прижимной ленты 24, как правило, используется лента, которая не является проницаемой для лазерного излучения, направляемого на заготовку (лентообразное наружное покрытие 3), но вместо этого может быть использована лента, обладающая такой проницаемостью.
[0080]
Как проиллюстрировано на фиг. 10, в полой секции полого цилиндрического валика 23 находится облучающая головка 25, которая направляет лазерный луч 30 на опорный элемент 21, образующий секцию периферической поверхности цилиндрического валика 23. Облучающая головка 25 представляет собой гальваносканер (устройство с зеркалом на валу мотора), которое может обеспечивать свободное сканирование лазерного луча 30 и включает, например, механизм, который заставляет лазерный луч 30 перемещаться вперед и назад в направлении, параллельном по отношению к оси вращения цилиндрического валика 23; механизм, которым перемещается, в окружном направлении цилиндрического валика 23, положение (точка облучения), где лазерный луч 30 попадает на непрерывную полосу подгузников 10 на опорный элемент 21; и механизм, сохраняющий постоянным диаметр пятна лазерного луча 30 на периферической поверхности цилиндрического валика 23. В такой конфигурации лазерный облучающий механизм может перемещать точку воздействия лазерного луча 30 заданным образом одновременно в окружном направлении цилиндрического валика 23 и в направлении, перпендикулярном по отношению к окружному направлению.
[0081]
Как проиллюстрировано на фиг. 10, непрерывная полоса подгузников 10 поступает на наружную поверхность опорного элемента 21, которая образует секцию периферической поверхности цилиндрического валика 23, приводимого во вращение в направлении стрелки A, в состоянии, в котором к нему прилагается заданное натяжение направляющими валиками и т.д. (не проиллюстрировано на чертеже). Непрерывная полоса подгузников 10 затем перемещается на заданное расстояние посредством вращения цилиндрического валика 23 в его окружном направлении таким образом, что она проходит над опорным элементом 21. После этого непрерывная полоса подгузников 10 отделяется от опорного элемента 21 выпускающими валиками и прижимными валиками (не проиллюстрировано на чертеже). Поскольку непрерывная полоса подгузников 10 перемещается таким образом, что она проходит над опорным элементом 21, который образует секцию периферической поверхности цилиндрического валика 23, с приложенным к ней заданным натяжением и таким образом, что она прижимается прижимной ленты 24, секции непрерывной полосы подгузников 10, которые располагаются между опорным элементом 21 и прижимной лентой 24 и их окрестности приводятся в состояние, в котором они сжимаются (сдавливаются) в направлении толщины, прежде чем они разрезаются и разделяются посредством воздействия лазерного излучения. Таким образом, в тех случаях, где, например, непрерывная полоса подгузников 10 включает нетканое полотно, непрерывная полоса подгузников 10 может сжиматься более эффективно, и в результате этого, когда непрерывная полоса подгузников 10, находится в своем сжатом состояние, на нее воздействует лазерное излучение, она разрезается и разделяется, и обрезанные краевые секции многочисленных листов (наружных покрытий 3), из которых состоит отрезанная/отделенная секция, можно подвергать соединению плавлением с большей надежностью, увеличивая, таким образом, прочность соединения плавлением боковых шовных секций 4.
[0082]
Угол, на который поворачивается опорный элемент 21 (цилиндрический валик 23) с момента, когда непрерывная полоса подгузников 10 поступает на опорный элемент 21, до того момента, когда она отделяется от него, может составлять, например, от 90 градусов до 270 градусов включительно и предпочтительнее от 120 градусов до 270 градусов включительно. Кроме того, интервал углов для прижатия непрерывной полосы подгузников 10 в контакте с опорный элемент 21 прижимной лентой 24 составляет предпочтительно 90 градусов или более и предпочтительнее 120 градусов или более, и предпочтительно 270 градусов или менее и предпочтительнее 270 градусов или менее, и, более конкретно, предпочтительно от 90 градусов до 270 градусов включительно и предпочтительнее от 120 градусов до 270 градусов включительно, и тот случай, в котором в контакте с непрерывной полосой подгузников 10 прижимается цилиндрический опорный элемент 21 (цилиндрический валик 23) по всему периметру в своем окружном направлении, рассматривается как 360 градусов.
[0083]
Согласно варианту осуществления, который проиллюстрирован на фиг. 10, в процессе непрерывного перемещения непрерывной полосы подгузников 10 одна поверхность 10a непрерывной полосы подгузников 10 примыкает к наружной поверхности опорного элемента 21, который образует секцию периферической поверхности цилиндрического валика 23 и который имеет щелеобразные отверстия 27 (светопроницаемые секции), через которые может проходить лазерный луч 30, и посредством облучения секции 10c, где должны образовываться боковые шовные секции 4 в непрерывной полосе подгузников 10, которую поддерживают в сжатом состоянии опорный элемент 21 и прижимная лента 24 (прижимной элемент), посредством лазерного луча 30, проходящего через отверстие 27 со стороны опорного элемента 21, непрерывная полоса подгузников 10 разрезается и разделяется, и одновременно соединяются плавлением обрезанные краевые секции, которые образуются в результате разрезания и разделения в многочисленных листах (наружных покрытиях 3) в вышеупомянутом сжатом состоянии. Таким образом, получаются боковые шовные секции 4 (стадия образования боковых шовных секций).
[0084]
Фиг. 11 поясняет, каким образом непрерывная полоса подгузников 10 (лентообразный многослойный листовой материал) разрезается и разделяется, и одновременно образуются боковые шовные секции 4, каждая из которых имеет скрепленную краевую секцию 41, посредством использования лазерное соединительное устройство 20. На фиг. 11(a) схематически проиллюстрирована отрезаемая/отделяемая секция 1°C (секция, в которой должны образовываться боковые шовные секции 4) в непрерывной полосе подгузников 10 посредством лазерного излучения 30, а также ее окрестность. Отрезаемая/отделяемая секция 1°C в непрерывной полосе подгузников 10 согласно проиллюстрированному варианту осуществления располагается в центре, в продольном направлении (направление перемещения A) области в непрерывной полосе подгузников 10, в которой отсутствуют абсорбирующие элементы 2. Отрезаемую/отделяемую секцию 1°C составляют: имеющая восьмислойную структуру секция, в которой наслаиваются восемь листов, в концевой секции отверстия для талии 8 (см. фиг. 1) и ее окрестность; и имеющая четырехслойную структуру секция, в которой наслаиваются четыре листа, в других секциях. Как проиллюстрировано на фиг. 11(a), имеющую четырехслойную структуру секцию составляют два листа (лист наружного слоя 31 и лист внутреннего слоя 32), составляющие единое наружное покрытие 3 в расположенной на животе секции 1A, и два листа 31, 32, составляющие единое наружное покрытие 3 в расположенной на спине секции 1B, и осуществляется наслаивание этих четырех листов. С другой стороны, в имеющей восьмислойную структуру секции, поскольку обе боковые секции 3a, 3a лентообразного наружного покрытия 3 складываются назад таким образом, что они покрывают обе концевые секции в продольном направлении каждого абсорбирующего элемента 2 во время изготовления непрерывной полосы подгузников 10, как описано выше (см. фиг. 9), два наружных покрытия 3 находятся в каждой из расположенная на животе секции 1A и расположенной на спине секции 1B, и это означает, что четыре наружные покрытия 3, 3 наслаиваются, и, таким образом, наслаиваются восемь листов 31, 32. Следует отметить, что как в имеющей четырехслойную структуру секции, так и в имеющей восьмислойную структуру секции эластичные элементы, такие как эластичные элементы 5 секции талии или эластичные элементы 7 секций ног, могут помещаться и располагаться между наложенными друг на друга листами 31, 32. В приведенном ниже описании рассматривается, главным образом, имеющая четырехслойную структуру секция, но если не определено другое условие, имеющая восьмислойную структуру секция по своей структуре является аналогичной имеющей четырехслойную структуру секции и содержит образованные в ней боковые шовные секции 4.
[0085]
В имеющей четырехслойную структуру отрезаемой/отделяемой секции 1°C в непрерывной полосе подгузников 10 один или все листы, в том числе лист наружного слоя 31, из которого состоит одна поверхность 10a (поверхность, примыкающая к опорному элементу 21) непрерывной полосы подгузников 10, и листы (листы внутреннего слоя 32), не представляющие собой лист, составляющий вышеупомянутую одну поверхность 10a, представляют собой листы, которые производят тепло посредством поглощения лазерного излучения 30. Согласно проиллюстрированному варианту осуществления, все четыре листа 31, 32, из которых состоит отрезаемая/отделяемая секция 10C, представляют собой листы (нетканые полотна), которые производят тепло посредством поглощения лазерного излучения 30, два наложенных друг на друга листа, в том числе лист наружного слоя 31 и лист внутреннего слоя 32, в отрезаемой/отделяемой секции 1°C и ее окрестности могут соединяться связующим материалом и т.д., или они совсем не соединяются.
[0086]
Как проиллюстрировано на фиг. 11(b), непрерывная полоса подгузников 10 поступает на опорный элемент 21, который вращается в направлении стрелки A, таким образом, что вышеупомянутая одна поверхность 10a примыкает к опорному элементу 21, и отрезаемая/отделяемая секция 1°C (секция, в которой должны образовываться боковые шовные секции 4) располагается на щелеобразном отверстии 27. Кроме того, непрерывная полоса подгузников 10 сжимается (сдавливается) в направлении толщины в процессе ее перемещения в направлении стрелки A, поскольку другую поверхность 10b прижимает прижимная лента 24 (прижимной элемент). После этого отрезаемая/отделяемая секция 10C, которая перемещается в этом сжатом состоянии, облучается лазерным лучом 30 через отверстие 27 со стороны опорного элемента 21. Как описано выше, точка воздействия лазерного луча 30 располагается таким образом, что она имеет возможность заданного перемещения в окружном направлении цилиндрического валика 23, и устанавливается таким образом, чтобы следовать за движением отверстия 27 в окружном направлении. Таким образом, в процессе перемещения отрезаемая/отделяемая секция 10C, расположенная на отверстии 27, непрерывно облучается лазерным лучом 30 в течение заданного периода времени. Оказывается предпочтительным, что лазерный луч 30 перемещается в направлении, пересекающем направление перемещения непрерывного наружного покрытия 3 и должен в продольном направлении проходить над областями высокой плотности 15 и областями низкой плотности 14, расположенными поочередно в направлении, перпендикулярном по отношению к направлению перемещения, таким образом, что на одной стадии получаются секции, образующиеся посредством соединения плавлением областей высокой плотности 15, и секции, образующиеся посредством соединения плавлением областей низкой плотности 14.
[0087]
Когда имеющая четырехслойную структуру отрезаемая/отделяемая секция 1°C облучается лазерным лучом 30, материалы (волокна и т.д.), которые образуют листы 31, 32 в отрезаемой/отделяемой секции 10C, производят тепло в результате непосредственного воздействия лазерного луча 30 и, таким образом, испаряются и исчезают из непрерывной полосы подгузников. При этом вышеупомянутые образующие листы материалы в окрестности отрезаемой/отделяемой секции 1°C косвенно нагреваются лазерным лучом 30 и плавятся. В результате этого, как проиллюстрировано на фиг. 11(c), имеющая четырехслойную структуру отрезаемая/отделяемая секция 1°C расплавляется и разрезается, и, таким образом, непрерывная полоса подгузников 10 разрезается и разделяется так, что один многослойный лист (заготовка подгузника) отделяется от непрерывной полосы подгузников 10, и одновременно соединяются плавлением обрезанные краевые секции четырех листов 31, 32 в отделенном многослойном листе, который образуется посредством разрезания/разделения, а также обрезанные краевые секции четырех листов 31, 32 в непрерывной полосе подгузников 10, от которой отделяется многослойный лист. Эти обрезанные краевые секции приводятся в сжатое состояние (сдавленное состояние), когда они помещаются между опорным элементом 21 и прижимной лентой 24, даже до своего образования (т.е. прежде чем непрерывная полоса подгузников 10 разрезается и разделяется посредством воздействия лазерного излучения 30). Согласно проиллюстрированному варианту осуществления, в способе изготовления подгузника разрезание/разделение лентообразного наружного покрытия 3 и соединение плавлением обрезанных краевых секций наружного покрытия 3, которые образуются в двух местах посредством разрезания/разделения и которые находятся в сжатом состоянии, осуществляются одновременно посредством однократного воздействия лазерного излучения. Таким образом, по сравнению со способами, согласно которым два места соединения плавлением образуются посредством двукратного осуществления воздействия лазерного излучения, соединение плавлением и разрезание/разделение могут осуществляться на одной стадии с практически половинной выходной мощностью лазера, и, таким образом, могут эффективно изготавливаться подгузники 1.
[0088]
Как проиллюстрировано на фиг. 11(c), обрезанные краевые секции листов 31, 32 находятся в расплавленном состоянии вследствие выделения тепла в течение и непосредственно после прекращения воздействия лазерного излучения 30. Однако после прекращения облучения обрезанные краевые секции быстро охлаждаются окружающим воздухом и затвердевают, причем сжатое состояние под действием опорного элемента 21 и прижимной ленты 24 сохраняется в непрерывной полосе подгузников 10, и одна заготовка подгузника отделяется от непрерывной полосы подгузников 10 посредством воздействия лазерного излучения 30. Таким образом, обрезанные краевые секции превращаются в соединенные плавлением секции 40, в которых материалы (волокна и т.д.), из которых образуются обрезанные краевые секции, расплавляются и соединяются друг с другом. Посредством образования соединенной плавлением секции 40, образуется одна боковая шовная секция из пары боковых шовных секций 4, 4 в одном подгузнике 1. Следует отметить, что в случае необходимости обрезанные краевые секции листов 31, 32 можно принудительно охлаждать, используя известное охлаждающее устройство, такое как всасывающее устройство или откачивающее воздух устройство, чтобы способствовать образованию соединенных плавлением секций 40.
[0089]
После того, как одна отрезаемая/отделяемая секция 1°C (секция, в которой должны образовываться боковые шовные секции 4) отрезается и отделяется, лазерный луч 30 перемещается таким образом, что соответствующая точка облучения попадает на другое отверстие 27, прилегающее к первому отверстию, в направлении, противоположном по отношению к направлению перемещения A, и лазерный луч 30 направляется через вышеупомянутое другое отверстие 27 на другую отрезаемую/отделяемую секцию 10C, которая располагается на нем. Таким образом, эта другая отрезаемая/отделяемая секция 1°C отрезается/отделяется и соединяется плавлением таким же образом, и образуется другая боковая шовная секция 4 (соединенная плавлением секция 40), которая составляет пару с ранее образованной боковой шовной секцией 4. После этого повторяется такая же операция, и в результате этого непрерывно изготавливаются натягиваемые одноразовые подгузники 1, каждый из которых имеет наружное покрытие 3, в котором присутствует пара боковых шовных секций 4, 4.
[0090]
Чтобы образовался рисунок в полоску, который является наклонным по отношению к боковым шовным секциям 4, оказывается предпочтительным осуществление воздействия лазерного излучения 30 посредством нанесения наружного покрытия 3 на светопроницаемую секцию 27, которая проходит в направлении, перпендикулярном по отношению к направлению, в котором перемещается непрерывное наружное покрытие 3, в состоянии, в котором области высокой плотности 15 и области низкой плотности 14 наклонены по отношению к светопроницаемой секции 27.
Чтобы области высокой плотности 15 и области низкой плотности 14 были наклонными по отношению к светопроницаемой секции 27, можно использовать разнообразные способы, такие как способ, согласно которому, во время образования широкого лентообразного листа наружного слоя 31 посредством соединения друг с другом многочисленных листов наружного слоя 31A, 31B, и 31C, листы наружного слоя 31A, 31B, которые включают области высокой плотности 15 и области низкой плотности 14, проходящие направлении, перпендикулярном по отношению к направлению перемещения, растягиваются посредством перемещения своей одной боковой секции с более высокой скоростью, чем скорость перемещения своей другой боковой секции, и в результате этого образуется наклонная ориентация областей высокой плотности 15 и областей низкой плотности 14, а затем эти листы соединяются с листом наружного слоя 31C в этом состоянии; способ, согласно которому, после образования отверстий для ног, центральная секция наружного покрытия 3 в направлении своей ширины перемещается с иной скоростью, чем скорости обеих соответствующих боковых секций, и в результате этого образуется наклонная ориентация областей высокой плотности 15 и областей низкой плотности 14; и способ, согласно которому осуществляется обработка на зубцах/канавках таким образом, что области высокой плотности 15 и области низкой плотности 14 наклонены по отношению к направлению, перпендикулярному к направлению перемещения. Однако, не ограничиваясь вышеизложенным, можно использовать и другие разнообразные способы.
Подгузник 1, включающий пару боковых шовных секций 4, 4, которые получаются посредством стадии, на которой одновременно осуществляются разрезание/разделение и соединение плавлением наружного покрытия 3, имеет превосходную мягкость и текстуру в боковых шовных секциях 4, и он является удобным в процессе ношения. В качестве способа одновременного осуществления разрезания/разделения и соединения плавлением наружного покрытия 3 оказывается возможным использование способа, согласно которому нагретое режущее лезвие прижимается к непрерывному наружному покрытию, 3 и наружное покрытие 3 разрезается одновременно с соединением плавлением краевых секций, которые образовались посредством разрезания, вместо вышеупомянутого способа с использованием лазерного излучения.
[0091]
Далее будет описано лазерное излучение. Лазерное излучение, которое имеет такую длину волны, что его поглощает лист (лист наружного слоя 31; лист внутреннего слоя 32), составляющий наружное покрытие 3, и которое заставляет лист производить тепло, используется в качестве лазерного излучения, которое направляется на непрерывную полосу подгузников 10 (лентообразное наружное покрытие 3). Здесь “лист составляющий наружное покрытие” не ограничивается листом (например, листом наружного слоя 31 согласно вышеупомянутому варианту осуществления), который составляет одну поверхность (поверхность, которая примыкает к опорному элементу 21) наружного покрытия, но он может представлять собой любой лист, составляющий наружное покрытие. Тот факт, что лазерное излучение, которое направляется на наружное покрытие, имеет такую длину волны, что оно поглощается каждым листом, составляющим наружное покрытие, и что оно заставляет лист производить тепло, определяется посредством соотношения между материалом листа и длиной волны используемого лазерного излучения. В тех случаях, где в качестве листа, составляющего наружное покрытие, присутствуют изготовленные из синтетического полимера нетканые полотна или пленки, которые обычно используются, чтобы изготавливать абсорбирующие изделия (гигиенические изделия), такие как одноразовые подгузники и гигиенические салфетки, оказывается предпочтительным использование излучения лазеров, таких как углекислотные лазеры, лазеры на основе алюмоиттриевого граната (YAG), светодиодные лазеры (полупроводниковые лазеры), лазеры на основе ванадата иттрия (YVO4) или волоконные лазеры. В тех случаях, где лист, составляющий наружное покрытие включает, например, полиэтилен, полиэтилентерефталат или полипропилен в качестве синтетического полимера, оказывается предпочтительным использование излучения, у которого длина волны находится, например, в интервале от 8,0 мкм до 15,0 мкм включительно, в качестве излучения, которое может поглощаться листом и заставлять лист производить тепло удовлетворительным образом. Оказывается более предпочтительным, если длина волны колебаний углекислотного лазера, когда присутствует лазерное устройство высокой мощности, составляет от 9,0 мкм до 11,0 мкм включительно. Диаметр пятна лазерного луча, выходную мощность лазера и другие параметры можно выбирать соответствующим образом, принимая во внимание материал, толщину и другие свойства листа, составляющего наружное покрытие.
[0092]
Настоящая полезная модель была описана выше согласно вариантам осуществления, но настоящую полезную модель можно модифицировать соответствующим образом без ограничения вышеупомянутыми вариантами осуществления.
[0093]
Например, лентообразное наружное покрытие (многослойный лист) можно изготавливать, наслаивая два, три, пять или большее число листов вместо четырех листов, как проиллюстрировано на фиг. 11(a).
Кроме того, как проиллюстрировано на фиг. 3, наружное покрытие 3 согласно вышеупомянутому варианту осуществления (аспекту) имеет непрерывную форму песочных часов, которую образуют расположенная на животе секция 1A, промежностная секция 1C и расположенная на спине секция 1B, и в которой отсутствует разделение между расположенной на животе секцией 1A и расположенной на спине секцией 1B. Однако наружное покрытие согласно настоящей полезной модели не ограничивается вышеупомянутой непрерывной формой, и в нем могут разделяться, например, элемент расположенного на животе листа, который находится на стороне живота (передней стороне) пользователя, и элемент расположенного на спине листа, который находится на стороне спины (задней стороне пользователя), и абсорбирующий элемент может фиксироваться таким образом, что он соединяет элементы этих двух листов. Согласно способу изготовления натягиваемого одноразового подгузника, который включает этот тип раздельного наружного покрытия, на стадии сжатия достигается сжатое состояние в секции, где должна образовываться боковая шовная секция в лентообразном наружном покрытии, имеющем структуру, в которой перекрываются передняя сторона поверхности (элемент лентообразного листа на стороне живота) лентообразного наружного покрытия, содержащего фиксированные на нем абсорбирующие элементы, и задняя сторона поверхности (элемент лентообразного листа на стороне спины).
[0094]
Кроме того, согласно вышеупомянутому варианту осуществления, перед вышеупомянутой стадией сжатия, обе боковые секции 3a, 3a в направлении перемещения лентообразного наружного покрытия 3, т.е. боковые секции в направлении перемещения листа 31 лентообразного наружного слоя и листа 32 лентообразного внутреннего слоя, складывали назад таким образом, чтобы они покрывали обе концевые секции каждого абсорбирующего элемента 2 в его продольном направлении, как проиллюстрировано на фиг. 9. Однако лист, имеющий больший размер в направлении ширины (направление, перпендикулярное по отношению к продольному направлению), чем лист лентообразного внутреннего слоя 32, можно использовать в качестве листа 31 лентообразного наружного слоя, и только выступающая секция листа 31 наружного слоя, которая проходит наружу от бокового края листа 32 внутреннего слоя 32, когда два листа 31, 32 накладываются друг на друга, может складываться назад таким образом, чтобы покрывать обе концевые секции каждого абсорбирующего элемента 2 в его продольном направлении. В этом случае отрезаемую/отделяемую секцию 1°C непрерывной полосы подгузников 10 составляют имеющая шестислойную структуру секция, в которой наслаиваются шесть листов, в концевой секции отверстия для талии 8 и его окрестности; и имеющая четырехслойную структуру секция, в которой наслаиваются четыре листа, в других секциях. В качестве альтернативы, не должны складываться обе боковые секции 3a, 3a в направлении перемещения лентообразного наружного покрытия 3, т.е. боковые секции в направлении, в котором перемещаются лист 31 лентообразного наружного слоя и лист 32 лентообразного внутреннего слоя.
[0095]
Кроме того, в натягиваемом предмете одежды согласно настоящей полезной модели рисунок в полоску на передней стороне F поверхности тела и рисунок в полоску на задней стороне R поверхности тела могут образовываться, принимая, например, формы, которые проиллюстрированы на фиг. 13. В примере, проиллюстрированном на фиг. 13(a), ориентация полосок на рисунке в полоску на передней стороне F поверхности тела является наклонной по отношению к продольному направлению боковой шовной секции и к перпендикулярному ему направлению, но ориентация полосок на рисунке в полоску на задней стороне R поверхности тела соответствует продольному направлению боковой шовной секции 4. В примере, проиллюстрированном на фиг. 13(b), угол наклона полосок на рисунке в полоску на передней стороне F поверхности тела отличается от угла наклона полосок на рисунке в полоску на задней стороне R поверхности тела. В примере, проиллюстрированном на фиг. 13(c), наружное покрытие в расположенной на животе секции 1A включает лист, имеющий области высокой плотности 15 и области низкой плотности 14, и имеет рисунок в полоску, в то время как наружное покрытие в расположенной на спине секции 1B не включают лист, имеющий области высокой плотности 15 и области низкой плотности 14, и здесь отсутствует имеют рисунок в полоску. В примере, проиллюстрированном на фиг. 13(d), наружное покрытие в расположенной на спине секции 1B включает лист, имеющий области высокой плотности 15 и области низкой плотности 14, и имеет рисунок в полоску, в то время как наружное покрытие в расположенной на животе секции 1A не включают лист, имеющий области высокой плотности 15 и области низкой плотности 14, и здесь отсутствует рисунок в полоску.
[0096]
Кроме того, лист наружного слоя 31C может представлять собой лист, у которого присутствует или отсутствует способность растяжения. Кроме того, лист наружного слоя 31C может отсутствовать в листе наружного слоя 31, и лист наружного слоя 31 могут составлять только лист наружного слоя 31A и лист наружного слоя 31B. В качестве альтернативы, лист наружного слоя 31 может представлять собой единый лист.
[0097]
Кроме того, натягиваемый предмет одежды согласно настоящей полезной модели не ограничивается натягиваемым одноразовым подгузником и может представлять собой, например, натягиваемую гигиеническую салфетку или покрытие подгузника, которое включает наружное покрытие, образующее наружную поверхность предмета одежды, но в котором отсутствует абсорбирующий элемент.
Отличительные особенности согласно определенным вариантам осуществления, которые не были описаны, или отличительные особенности, свойственные только определенным вариантам осуществления, могут считаться применимыми и для других вариантов осуществления, и отличительные особенности согласно различным вариантам осуществления являются взаимозаменяемыми по отношению к вариантам осуществления, насколько это является целесообразным.
[0098]
По отношению к вышеупомянутым вариантам осуществления (аспектам) настоящей полезной модели описываются следующие дополнительные условия (натягиваемые предметы одежды).
[0099]
<1> Натягиваемый предмет одежды, включающий наружное покрытие, которое образует наружную поверхность предмета одежды, в котором пара боковых шовных секций, отверстие для талии и пара отверстий для ног образуются, когда соединяются обе боковые краевые секции наружного покрытия на передней стороне тела и обе боковые краевые секции наружного покрытия на задней стороне тела, причем:
по меньшей мере, одно покрытие из наружного покрытия на передней стороне тела и наружного покрытия на задней стороне тела включает лист, имеющий области высокой плотности и области низкой плотности, проходящие поочередно и параллельно по отношению друг к другу, причем области высокой плотности и области низкой плотности создают рисунок в полоску на поверхности, которая образует наружную поверхность предмета одежды;
по меньшей мере, одна из боковых шовных секций включает скрепленную краевую секцию, которая образуется в результате соединения краевой секции наружного покрытия на передней стороне тела и краевой секции наружного покрытия на задней стороне тела посредством соединенной плавлением секции, которая проходит в непрерывной линейной форме в продольном направлении боковой шовной секции; в поперечном сечении, которое является перпендикулярным по отношению к направлению, в котором проходит боковая шовная секция, длина соединенной плавлением секции в направлении изнутри наружу, которое представляет собой направление от стороны, расположенной ближе к коже пользователя предмета одежды к стороне, расположенной дальше от кожи, составляет менее чем ширина области высокой плотности и ширина области низкой плотности в поперечном направлении предмета одежды; и
на рисунке в полоску направление, в котором проходят полоски, является наклонным по отношению к продольному направлению боковой шовной секции и к перпендикулярному ему направлению.
[0100]
<2> Натягиваемый предмет одежды согласно условию <1>, в котором области высокой плотности и области низкой плотности проходят поочередно в продольном направлении боковой шовной секции.
<3> Натягиваемый предмет одежды согласно условию <1> или <2>, в котором существует различие плотности между областью низкой плотности и областью высокой плотности, по меньшей мере, в растянутом состоянии.
<4> Натягиваемый предмет одежды согласно любому из условий <1>-<3>, в котором лист представляет собой лист, имеющий способность растяжения.
<5> Натягиваемый предмет одежды согласно любому из условий <1>-<3>, в котором лист представляет собой растягивающийся композитный лист, включающий растягивающийся лист и нерастягивающийся лист, который наслаивается на растягивающийся лист.
<6> Натягиваемый предмет одежды согласно условию <5>, в котором растягивающийся лист и нерастягивающийся лист соединяются друг с другом на соответствующих противоположных поверхностях; и растягивающийся композитный лист, в целом, имеет способность растяжения, по меньшей мере, в направлении, перпендикулярном по отношению к заданному направлению E, в котором проходят области высокой плотности и области низкой плотности.
<7> Натягиваемый предмет одежды согласно условию <5> или <6>, в котором растягивающийся композитный лист сокращается в своем естественном состоянии; и многочисленные первые длинные узкие выпуклости, которые проходят в заданном направлении E, в котором проходят области высокой плотности и области низкой плотности, образуются на поверхности, на стороне нерастягивающегося листа, области, в которой растягивающийся лист и нерастягивающийся лист соединяются практически на всей площади данной области.
<8> Натягиваемый предмет одежды согласно любому из условий <5>-<7>, в котором многочисленные вторые длинные узкие выпуклости, каждая из которых имеет меньшую высоту, чем высота первой длинной узкой выпуклости, образуются на поверхности со стороны растягивающегося листа.
<9> Натягиваемый предмет одежды согласно любому из условий <5>-<8>, в котором растягивающийся композитный лист способен растягиваться в направлении D, перпендикулярном по отношению к заданному направлению E, в котором проходят области высокой плотности и области низкой плотности, до тех пор, пока нерастягивающийся лист не становится практически плоским; и в этом состоянии первые длинные узкие выпуклости исчезают.
<10> Натягиваемый предмет одежды согласно любому из условий <5>-<9>, в котором растягивающийся лист включает первые области, имеющие эластичность и способность растяжения, и вторые области, имеющие меньшую способность растяжения, чем первые области; причем первые и вторые области образуются так, что они проходят в заданном направлении E, в котором проходят области высокой плотности и области низкой плотности, и образуются поочередно в направлении D, перпендикулярном по отношению к заданному направлению E.
<11> Натягиваемый предмет одежды согласно любому из условий <5>-<10>, в котором растягивающийся лист образуется, когда к растягивающемуся нетканому полотну присоединяются многочисленные эластичные волокна, которые располагаются таким образом, что они проходят в одном направлении без пересечения друг с другом, причем эластичные волокна присоединяются к растягивающемуся нетканому полотну на протяжении всей своей длины в практически нерастянутом состоянии.
[0101]
<12> Натягиваемый предмет одежды согласно любому из условий <1>-<11>, в котором, в поперечном сечении, которое является перпендикулярным по отношению к направлению, в котором проходит боковая шовная секция, когда предмет одежды надевается, скрепленная краевая секция в боковой шовной секции имеет форму, в которой наружный край, который образуется посредством соединенной плавлением секции, углубляется по направлению внутрь натягиваемого предмета одежды.
<13> Натягиваемый предмет одежды согласно любому из условий <1>-<12>, в котором, в поперечном сечении, которое является перпендикулярным по отношению к направлению, в котором проходит боковая шовная секция, является малой ширина W4 соединенной плавлением секции, которая находится в скрепленной краевой секции в боковой шовной секции, которая находится на наружной поверхности натягиваемого предмета одежды, причем ширина W4 составляет предпочтительно 5 мм или менее, предпочтительнее 3 мм или менее и еще предпочтительнее 2 мм или менее.
<14> Натягиваемый предмет одежды согласно любому из условий <1>-<13>, в котором, на изображении поперечного сечения в поперечном направлении Y натягиваемого предмета одежды, ширина соединенной плавлением секции постепенно увеличивается при приближении к ее центральной секции в направлении толщины.
<15> Натягиваемый предмет одежды согласно любому из условий <1>-<14>, в котором наружное покрытие на передней стороне тела и наружное покрытие на задней стороне тела включают эластичные элементы секции талии, которые образуют сборки на талии, или эластичные элементы секции бедра, которые образуют сборки на бедре; и эластичные элементы секции талии или эластичные элементы секции бедра фиксируются с помощью связующего материала между листами, которые составляют каждое из наружных покрытий, расположенных на обеих сторонах боковой шовной секции.
<16> Натягиваемый предмет одежды согласно любому из условий <1>-<15>, в котором наружное покрытие на передней стороне тела и наружное покрытие на задней стороне тела в каждом случае имеет рисунок в полоску; и различаются направления, в которых проходят полоски на соответствующих рисунках в полоску на обеих сторонах боковой шовной секции.
<17> Натягиваемый предмет одежды согласно любому из условий <1>-<15>, в котором наружное покрытие на передней стороне тела и наружное покрытие на задней стороне тела в каждом случае имеет рисунок в полоску; и направление полосок на рисунке в полоску на передней стороне поверхности тела является наклонным по отношению к продольному направлению боковой шовной секции и к перпендикулярному ему направлению, в то время как направление полосок на рисунке в полоску на задней стороне поверхности тела представляет собой продольное направление боковой шовной секции.
[0102]
<18> Натягиваемый предмет одежды согласно любому из условий <1>-<15>, в котором наружное покрытие на передней стороне тела и наружное покрытие на задней стороне тела в каждом случае имеет рисунок в полоску; и угол наклона полосок на рисунке в полоску на передней стороне поверхности тела отличается от угла наклона полосок на рисунке в полоску на задней стороне поверхности тела.
<19> Натягиваемый предмет одежды согласно любому из условий <1>-<15>, в котором наружное покрытие в расположенной на животе секции включает лист, имеющий области высокой плотности и области низкой плотности и имеет рисунок в полоску, в то время как в наружном покрытии в расположенной на спине секции отсутствует включают лист, имеющий области высокой плотности и области низкой плотности, а также отсутствует рисунок в полоску.
<20> Натягиваемый предмет одежды согласно любому из условий <1>-<15>, в котором наружное покрытие в расположенной на спине секции включает лист, имеющий области высокой плотности и области низкой плотности и имеет рисунок в полоску, в то время как в наружном покрытии в расположенной на животе секции отсутствует лист, имеющий области высокой плотности 15 и области низкой плотности 14, а также отсутствует рисунок в полоску.
<21> Натягиваемый предмет одежды согласно любому из условий <2>-<20>, в котором существуют предпочтительно три или более, и предпочтительнее пять или более областей высокой плотности, находящихся в боковой шовной секции (аналогично для числа областей низкой плотности).
<22> Натягиваемый предмет одежды согласно любому из условий <2>-<21>, в котором существуют предпочтительно двадцать или менее и предпочтительнее пятнадцать или менее областей высокой плотности, находящихся в боковой шовной секции (аналогично для числа областей низкой плотности).
<23> Натягиваемый предмет одежды согласно любому из условий <1>-<22>, в котором лист, имеющий области высокой плотности и области низкой плотности, проходящие поочередно и параллельно по отношению друг к другу, представляет собой лист, у которого способность растяжения создается или увеличивается посредством обработки на зубцах/канавках.
<24> Натягиваемый предмет одежды согласно любому из условий <1>-<23>, в котором длина соединенной плавлением секции в направлении изнутри наружу составляет 2,5 мм или менее.
<25> Способ изготовления натягиваемого предмета одежды согласно любому из условий <1>-<24>, причем данный способ включает:
стадию образования боковой шовной секции, на которой образуется боковая шовная секция в предмете одежды посредством воздействия лазерного излучения на секцию, где должна образовываться боковая шовная секция в непрерывном наружном покрытии, в котором наслаиваются наружное покрытие на передней стороне поверхности тела и наружное покрытие на задней стороне поверхности тела, а затем осуществляется разрезание и разделение непрерывного наружного покрытия и соединение плавлением обрезанных краевых секций наслоенных наружных покрытий, которые образуются посредством разрезания/разделения, причем
на стадии образования боковой шовной секции воздействие лазерного излучения осуществляется посредством введения непрерывного наружного покрытия в светопроницаемую секцию, которая проходит в направлении, перпендикулярном по отношению к направлению, в котором перемещается непрерывное наружное покрытие, причем непрерывное наружное покрытие вводится в состоянии, в котором области высокой плотности и области низкой плотности наклонены по отношению к светопроницаемой секции.
<26> Способ изготовления натягиваемого предмета одежды согласно любому из условий <1>-<24>, причем данный способ включает:
стадию сжатия, на которой приводится в сжатое состояние секция, где должна образовываться боковая шовная секция в непрерывном наружном покрытии, в котором наслаиваются наружное покрытие на передней стороне поверхности тела и наружное покрытие на задней стороне поверхности тела; и
стадию образования боковой шовной секции, на которой образуется боковая шовная секция в предмете одежды посредством воздействия лазерного излучения на секцию, где должна образовываться боковая шовная секция, и которая находится в сжатом состоянии, а затем осуществляется разрезание и разделение непрерывного наружного покрытия и соединение плавлением обрезанных краевых секций наслоенных наружных покрытий, которые образуются посредством разрезания/разделения, причем
на стадии образования боковой шовной секции воздействие лазерного излучения осуществляется посредством введения непрерывного наружного покрытия в светопроницаемую секцию, которая проходит в направлении, перпендикулярном по отношению к направлению, в котором перемещается непрерывное наружное покрытие, причем непрерывное наружное покрытие вводится в состоянии, в котором области высокой плотности и области низкой плотности наклонены по отношению к светопроницаемой секции.
<27> Способ изготовления натягиваемого предмета одежды согласно условию <25> или <26>, в котором, во время образования широкого лентообразного листа, который составляет непрерывное наружное покрытие, когда соединяются друг с другом многочисленные лентообразные листы, один из лентообразных листов, которые включают области высокой плотности и области низкой плотности, проходящие в направлении, перпендикулярном по отношению к направлению перемещения, растягивается посредством перемещения одной боковой секции лентообразного листа с более высокой скоростью, чем скорость перемещения его другой боковой секции, и в результате этого оказывается наклонной ориентация областей высокой плотности и областей низкой плотности, и в этом состоянии лентообразный лист соединяется с другим лентообразным листом.
<28> Способ изготовления натягиваемого предмета одежды согласно условию <25> или <26>, в котором, после образования отверстий для ног в непрерывном наружном покрытии, центральная секция наружного покрытия в направлении своей ширины перемещается с иной скоростью, чем скорости обеих соответствующих боковых секций, и в результате этого оказывается наклонной ориентация областей высокой плотности и областей низкой плотности.
<29> Способ изготовления натягиваемого предмета одежды согласно любому из условий <25>-<28>, в котором оказывается предпочтительным, что длина волны лазерного излучения составляет 8,0 мкм или более; и оказывается более предпочтительным, что длина волны колебаний углекислотного лазера, когда присутствует лазерное устройство высокой мощности, составляет 9,0 мкм или более.
<30> Способ изготовления натягиваемого предмета одежды согласно любому из условий <25>-<29>, в котором оказывается предпочтительным, что длина волны лазерного излучения составляет 15,0 мкм или менее; и оказывается более предпочтительным, что длина волны колебаний углекислотного лазера, когда присутствует лазерное устройство высокой мощности, составляет 11,0 мкм или менее.
[0103]
<31> Способ изготовления натягиваемого предмета одежды согласно любому из условий <25>-<30>, в котором:
растягивающийся лист, полученный посредством стадии, на которой лист вводится в процесс растяжения, когда лист перемещается таким образом, что он зацепляется между образующими пару имеющими зубцы/канавки валиками, или растягивающийся композитный лист, полученный, когда соединяются растягивающийся лист и другой лист на своих противоположных поверхностях, используется в качестве одного или обоих из наружного покрытия на передней стороне поверхности тела и наружного покрытия на задней стороне поверхности тела; и
толщина каждого зубца на паре имеющих зубцы/канавки валиков составляет предпочтительно 0,4 мм или более и предпочтительнее 0,7 мм или более, и предпочтительно 2,0 мм или менее и предпочтительнее 1,7 мм или менее, и, более конкретно, предпочтительно от 0,4 мм до 2,0 мм и предпочтительнее от 0,7 мм до 1,7 мм.
<32> Способ изготовления натягиваемого предмета одежды согласно любому из условий <25>-<31>, в котором:
растягивающийся лист, полученный посредством стадии, на которой лист вводится в процесс растяжения, когда лист перемещается таким образом, что он зацепляется между образующими пару имеющими зубцы/канавки валиками, или растягивающийся композитный лист, полученный, когда соединяются растягивающийся лист и другой лист на своих противоположных поверхностях, используется в качестве одного или обоих из наружного покрытия на передней стороне поверхности тела и наружного покрытия на задней стороне поверхности тела; и
величина зацепления зубцов на паре имеющих зубцы/канавки валиков составляет предпочтительно 1,0 мм или более и предпочтительнее 1,5 мм или более, и предпочтительно 4,0 мм или менее и предпочтительнее 3,5 мм или менее, и, более конкретно, предпочтительно от 1,0 мм до 4,0 мм и предпочтительнее от 1,5 мм до 3,5 мм.
<33> Натягиваемый предмет одежды, изготовленный способом изготовления согласно любому из условий <25>-<32>.
Промышленная применимость
[0104]
Натягиваемый предмет одежды согласно настоящей полезной модели включает боковые шовные секции, которые являются мягкими и которые лишь незначительно выступают из наружной поверхности предмета одежды, и которые также имеют превосходную склонность к разрыву и достаточную прочность соединения для практического применения.
Используя способ изготовления натягиваемого предмета одежды согласно настоящей полезной модели, можно эффективно изготавливать натягиваемый предмет одежды.
Реферат
Описывается натягиваемый предмет одежды (1), имеющий пару боковых шовных секций (4), отверстие для талии (8) и пару отверстий для ног (9). Наружное покрытие (3) на передней (F) стороне тела или на задней (R) стороне тела включает лист (10A), имеющий области высокой плотности (15) и области низкой плотности (14), проходящие поочередно и параллельно по отношению друг к другу, причем две области (14, 15) создают рисунок в полоску на поверхности, которая образует наружную поверхность предмета одежды. По меньшей мере, одна из боковых шовных секций (4) включает скрепленную краевую секцию (41), которая образуется, когда соединяются краевая секция наружного покрытия на передней стороне (1A) поверхности тела и краевая секция наружного покрытия на задней стороне (1B) поверхности тела посредством соединенной плавлением секции (40), которая проходит в непрерывной линейной форме в продольном направлении боковой шовной секции (4). Длина (L4) соединенной плавлением секции (40) в направлении изнутри наружу (P) составляет менее чем ширина области высокой плотности (15) и ширина области низкой плотности (14). На рисунке в полоску направление, в котором проходят полоски (35, 36), является наклонным по отношению к продольному направлению (X’) боковой шовной секции (4) и к перпендикулярному ему направлению (Y’).
Комментарии