Литейная форма для изготовления корпуса автосцепки - RU187005U1
Код документа: RU187005U1
Чертежи


Описание
Полезная модель относится к литейному производству и может быть использована при изготовлении корпусов автосцепок автоматических сцепных устройств грузовых вагонов в литейных формах, получаемых методом вакуумно-пленочной формовки.
Известна литейная форма для литья корпуса автосцепки, состоящего из головы и хвостовика, содержащая нижнюю и верхнюю полуформы из отвержденного формовочного материала со связующим на основе смолы, выполненные с полостями, образующими при смыкании полуформ литейную полость, формирующую внешний контур корпуса автосцепки, стержни, формирующие внутренний контур корпуса автосцепки, и литниково-питающую систему, включающую стояк, литниковые ходы и прибыли, размещенные над участком головы, при этом верхняя и нижняя полуформы содержат упомянутые полости для по меньшей мере двух автосцепок, уложенных рядом друг с другом, ориентированных в противоположных относительно друг друга направлениях вдоль соответствующих продольных осей и сообщающихся литниковыми ходами (см. Коломийченко В.В., Беспалов Н.Г., Семин Н.А. Автосцепное устройство подвижного состава. М.: Транспорт, 1985; Автосцепное устройство железнодорожного подвижного состава/ В.В Коломийченко, Н.А. Костина, В.Д. Прохоренков, В.И. Беляев. М.: Транспорт, 1991).
Известна также литейная форма для изготовления корпуса автосцепки железнодорожных вагонов, состоящего из головы и хвостовика с перемычкой на конце, содержащая нижнюю и верхнюю полуформы из отвержденного формовочного материала, выполненные с полостями, образующими при смыкании полуформ литейную полость, формирующую внешний контур корпуса автосцепки, стержни, формирующие внутренний контур корпуса автосцепки, и литниково-питающую систему включающую стояк, литниковые ходы и прибыли прямого питания, размещенные над участком головы корпуса автосцепки (см. RU 2013158936 А, МПК В22С 9/08, опубл. 20.07.2015). Данное техническое решение принято за ближайший аналог полезной модели.
Технической проблемой, не решаемой известными техническими решениями, является недостаточно высокое качество корпуса автосцепки, получаемого в литейных формах известных конструкций, что выражается в недостаточной чистоте поверхности готовой отливки корпуса автосцепки, в отклонениях готовой отливки от размернойточности, в высокой вероятности образования литейных дефектов в зонах термических узлов, возникающих при остывании отливки в литейной форме и на этапе эксплуатации. Указанными зонами образования термических узлов в конструкции корпуса автосцепки являются участки над головой и над перемычкой хвостовика.
Технический результат, достигаемый при использовании полезной модели, заключается в повышении качества корпуса автосцепки, изготавливаемого в заявляемой литейной форме.
Для достижения указанного технического результата литейная форма для изготовления корпуса автосцепки, состоящего из головы и хвостовика с перемычкой на конце, содержит нижнюю и верхнюю полуформы из отвержденного формовочного материала, выполненные с полостями, образующими при смыкании полуформ литейную полость, формирующую внешний контур корпуса автосцепки, стержни, формирующие внутренний контур корпуса автосцепки, и литниково-питающую систему, включающую стояк, литниковые ходы и прибыли прямого питания, размещенные над участком головы корпуса автосцепки. В отличие от ближайшего аналога, нижняя и верхняя полуформы изготовлены вакуумнопленочной формовкой и содержат отвержденный сыпучий формовочный материал, заключенный в верхнюю и нижнюю опоки и герметизированный синтетическими пленками, верхняя и нижняя опоки снабжены вакуумными трубками, расположенными равномерно по длине указанных опок и параллельно друг другу, при этом над участками головы и перемычки хвостовика корпуса автосцепки установлены оболочки для формирования прибылей прямого питания, над оболочками прибылей прямого питания установлены модели выпоров.
Изготовление нижней и верхней полуформ литейной формы с помощью вакуумнопленочной формовки в совокупности с предлагаемым расположением прибылей прямого питания, выпоров и вакуумных трубок позволяет получить отливку корпуса автосцепки повышенного качества, без внутренних и внешних дефектов, с улучшенными прочностными свойствами. Предлагаемая установка выпоров над оболочками прибылей прямого питания обеспечивает улучшение прочностных свойств корпуса автосцепки за счет снижения образования газовых дефектов отливки и улучшения питания металлом зон термических узлов отливки.
В предпочтительном варианте реализации оболочки прибылей прямого питания выполнены с отверстиями в крышках, в которые установлены модели выпоров высотойот верхнего края оболочки прибыли прямого питания до верхней поверхности верхней опоки. Предлагаемая организация выпоров над оболочками прибылей способствует увеличению выхода газов, уменьшению газовых дефектов и засоров.
В предпочтительном варианте реализации в качестве сыпучего формовочного материала используют сухой песок.
В предпочтительном варианте реализации литейная форма содержит сообщающиеся литниковыми ходами полости для литья по меньшей мере двух корпусов автосцепок, при этом при изготовлении двух корпусов автосцепок полости в нижней и верхней полуформах расположены рядом друг с другом, а стояк литниково-питающей системы установлен между указанными полостями, при изготовлении четырех, шести или восьми корпусов автосцепок полости в нижней и верхней полуформах расположены рядом друг с другом и в два ряда, а стояк литниково-питающей системы установлен между двумя рядами указанных полостей.
Осуществление предлагаемой полезной модели иллюстрируется чертежами, где представлено:
на фиг. 1 - отливки корпуса автосцепки с литниково-питающей системой в случае изготовления шести корпусов автосцепки в одной форме, аксонометрическая проекция;
на фиг. 2 - нижняя полуформа литейной формы, аксонометрическая проекция;
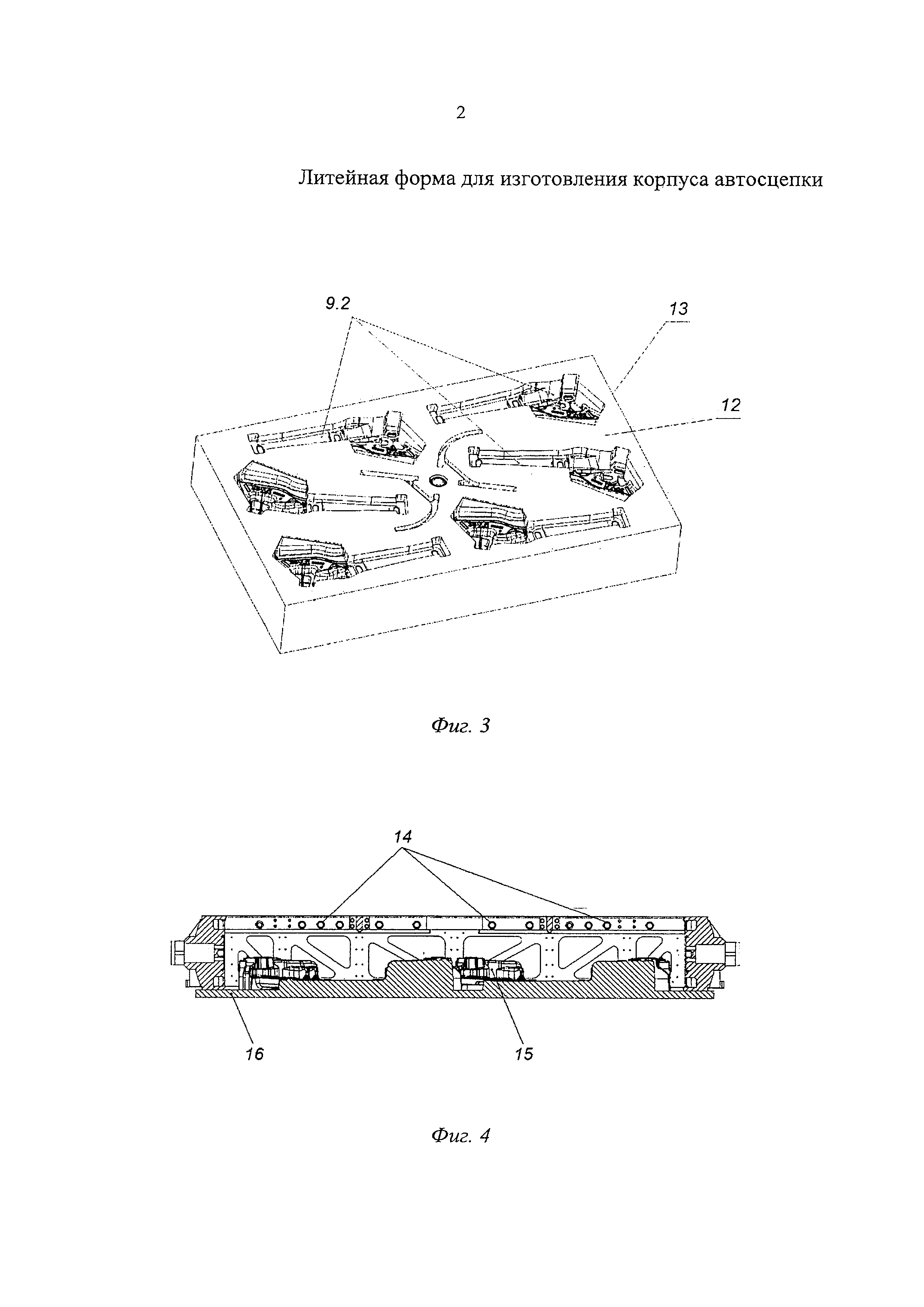
на фиг. 3 - верхняя полуформа литейной формы, аксонометрическая проекция;
на фиг. 4 - верхняя опока литейной формы в сборе с подмодельной плитой и моделями корпуса автосцепки, продольный разрез;
на фиг. 5 - то же самое, вид сверху.
Каждый из корпусов автосцепки в отливке 1 (фиг. 1) содержит голову 2 и хвостовик 3, имеющий на конце перемычку 3.1.
Литниково-питающая система включает в себя стояк 4, прибыли 5 прямого питания, предпочтительно, заключаемые в теплоизолирующие или экзотермические оболочки 6, модели выпоров 7, литниковые ходы 8. Стояк 4 расположен между двумя рядами отливок корпусов автосцепок, при этом в каждом ряду содержится по три корпуса автосцепок, расположенных рядом друг с другом. Прибыли 5 размещены в необходимых для дополнительного питания зонах, какими являются участки головы 2 и перемычки хвостовика 3.1. Выпоры 7 организованы в необходимых для исключения газовых дефектов и засоров зонах, какими являются зоны над прибылями 5. Модели выпоров 7установлены над оболочками 6 прибылей 5 и выполнены с диаметрами установочной части, равными диаметрам отверстий, выполненных в крышках оболочек 6. С целью обеспечения наиболее эффективного газоотведения соотношение суммарной площади сечения выпоров 7 к площади сечения стояка 4 составляет не менее чем 2:1.
Нижняя полуформа (фиг. 2) содержит литейную полость 9.1, поверхность которой формирует внешний контур нижней части корпуса автосцепки. Внутри полости, 9.1 размещены стержни 10, которые формируют внутренний контур корпуса автосцепки. Нижняя полуформа ограничена, нижней опокой 11, которая заполнена отвержденным вследствие вакуумирования сыпучим формовычным материалом 12, например, сухим песком.
Верхняя полуформа (фиг. 3) содержит полость 9.2, поверхность которой формирует внешний контур верхней части корпуса автосцепки. Верхняя полуформа ограничена верхней опокой 13, которая заполнена таким же сыпучим формовочным материалом 12.
В верхней опоке 13 (фиг. 4, 5) параллельно друг другу и равномерно по длине верхней опоки 13 установлены вакуумные трубки 14. Аналогичным образом установлены вакуумные трубки в нижней опоке 11.
Осуществляют предлагаемую полезную модель следующим образом.
При изготовлении нижней и верхней полуформ литейной формы для литья корпуса автосцепки применяют известную технологию вакуумно-пленочной формовки. Для этого на подмодельные плиты 15 устанавливают, соответственно, нижнюю и верхнюю полумодели 16 корпуса автосцепки, затем на поверхность модельной оснастки накладывают предварительно размягченные нагреванием синтетические пленки, вакуумируют полости подмодельньгх плит 15 и нижней и верхней половин моделей 16 корпуса автосцепки с помощью вакуумного насоса, наносят на синтетические пленки антипригарное покрытие.
В верхней полуформе над верхней половиной модели 16 закрепляют элементы литниково-питающей системы - стояк 4, оболочки 6 для формирования прибылей 5, модели выпоров 7. Прибыли 5 размещают в зонах, где необходимо дополнительное питание отливки; такими местами в конструкции корпуса автосцепки являются участки головы 2 и перемычки 3.1 хвостовика 3. Далее устанавливают, соответственно, нижнюю 11 и верхнюю 13 опоки, внутри которых расположены вакуумные трубки 14. Заполняют опоки сухим песком 12, уплотняют его и со стороны контрлада опокна получившиеся полуформы накладывают синтетическую пленку. Опоки 11 и 13 вакуумируют вакуумным насосом с созданием разрежения в диапазоне от 0,2 атм до 0,5 атм. При этом создание разрежения ниже 0,2 атм ухудшает податливость формы и является трудно достижимым технологически; при создании разрежения выше 0,5 атм форма не приобретает достаточной прочности, что может привести к обвалу формы, а также нарушению геометрической точности отливок. После извлечения половин модели 16 получают готовые нижнюю и верхнюю полуформы литейной формы корпуса автосцепки.
При изготовлении нижней и верхней полуформ целесообразно устройство в каждой из полуформ литейных полостей, сообщающихся литейными ходами 8, для изготовления одновременно двух, четырех, шести, восьми корпусов автосцепки. Для этого первоначально на подмодельные плиты 15, имеющие достаточные для этого площади поверхности, устанавливают соответствующее количество полумоделей, располагая их рядом друг с другом и в два ряда. Для обеспечения равномерной заливки металла стояк 4 при изготовлении двух корпусов автосцепок располагают между этими двумя полостями, при изготовлении четырех, шести, восьми корпусов автосцепок - между двумя рядами полостей.
Реферат
Полезная модель относится к литейному производству и может быть использована при изготовлении корпусов автосцепок автоматических сцепных устройств грузовых вагонов в литейных формах, получаемых методом вакуумно-пленочной формовки. Литейная форма состоит из нижней и верхней полуформ, образующих при смыкании литейную полость, стержней и литниково-питающей системы. Нижняя и верхняя полуформы изготовлены вакуумно-пленочной формовкой и содержат отвержденный вакуумированный сыпучий формовочный материал, заключенный в верхнюю и нижнюю опоки и герметизированный синтетическими пленками. Верхняя и нижняя опоки снабжены вакуумными трубками, расположенными равномерно по длине указанных опок и параллельно друг другу. Над участками головы и перемычки хвостовика корпуса автосцепки установлены оболочки для формирования прибылей прямого питания. Над оболочками прибылей прямого питания установлены выпоры. Технический результат, достигаемый при осуществлении полезной модели, заключается в повышении качества отливки корпуса автосцепки, изготавливаемой в заявляемой литейной форме. 3 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Рамная боковина и надрессорная балка для железнодорожной тележки, а также способ их изготовления
Комментарии