Литейная форма для изготовления боковой рамы - RU187003U1
Код документа: RU187003U1
Чертежи

Описание
Полезная модель относится к литейному производству и может быть использована при изготовлении боковых рам ходовых тележек железнодорожных грузовых вагонов с помощью литейных форм, получаемых методом вакуумно-пленочной формовки.
Известна литейная форма для изготовления отливки боковой рамы, содержащей нижний пояс с опорной площадкой для рессорного комплекта, верхний пояс с консолями, выполненными с внутренними и наружными челюстными направляющими, соединяющие верхний и нижний пояса вертикальные и наклонные пояса, состоящая из нижней и верхней полуформ с полостями, образующими при смыкании литейную полость, формирующую внешний контур боковой рамы, стержней, формирующих внутренний контур боковой рамы, и литниково-питающей системы, включающей стояк, литниковые ходы и прибыли (US 20120291661 А1, опубл. 22.11.2012).
Известна также принятая за наиболее близкий аналог литейная форма для изготовления отливки боковой рамы, содержащей нижний пояс с опорной площадкой для рессорного комплекта, верхний пояс с консолями, выполненными с внутренними и наружными челюстными направляющими, вертикальные и наклонные пояса, соединяющие верхний и нижний пояса, состоящая из нижней и верхней полуформ с полостями, образующими при смыкании литейную полость, формирующую внешний контур боковой рамы, стержней, формирующих внутренний контур боковой рамы, литниково-питающей системы, включающей стояк и прибыли (RU 2621515 С2, опубл. 22.11.2012).
Техническая проблема, не решаемая известными техническими решениями, заключается в высокой вероятности образования литейных дефектов в боковой раме, отлитой в известных литейных формах, таких как коробление, усадочная пористость, холодные и горячие трещины в связи с образованием напряжений при остывании
Технический результат, достигаемый при осуществлении полезной модели, заключается в улучшения прочностных свойств боковой рамы тележки грузового вагона, изготовленной с применением литейной формы.
Указанный технический результат достигается тем, что в литейной форме для изготовления отливки боковой рамы, содержащей нижний пояс с опорной площадкой для рессорного комплекта, верхний пояс с консолями, вьполненными с внутренними и наружными челюстными направляющими, вертикальные и наклонные пояса, соединяющие верхний и нижний пояса, состоящей из нижней и верхней полуформ с полостями, образующими при смыкании литейную полость, формирующую внешний контур боковой рамы, стержней, формирующих внутренний контур боковой рамы, литниково-питающей системы, включающей стояк и прибыли,
согласно полезной модели, нижняя и верхняя полуформы изготовлены вакуумно-пленочной формовкой и состоят из уплотненного сыпучего формовочного материала, заключенного в нижнюю и верхнюю опоку, соответственно, и герметизированного синтетическими пленками,
прибыли размещены в верхней опоке в зонах соединения наклонных поясов; верхним поясом и с нижним поясом боковой рамы,
стояк расположен с наружной стороны от верхнего пояса боковой рамы,
в верхней полуформе размещены модели выпоров, установленные вдоль нижнего пояса, в зонах концов внутренних и наружных челюстных направляющих боковой рамы и над оболочками прибылей.
Изготовление литейной формы боковой рамы с помощью вакуумно-пленочной формовки в совокупности с предлагаемым расположением элементов литниково-питающей системы позволяет получить отливку боковой рамы без внутренних и внешних дефектов, с улучшенными прочностными свойствами. Размещение стояка со стороны верхнего пояса, между двух частей полуформ способствует наиболее равномерному заполнению литейной полости литейной формы металлом, в направлении. от более протяженных участков отливки к менее протяженным. Предлагаемое 'размещение выпоров в указанных выше зонах отливки боковой рамы обеспечивает улучшение прочностных свойств боковой рамы за счет снижения склонности к образованию газовых дефектов отливки.
Полезная модель поясняется графическими изображениями; где представлены:
на фиг. 1 - отливка боковой рамы с литниково-питающей системой, состоящая из двух частей, после извлечения из литейной формы и до удаления элементов литниково-питающей системы, аксонометрическая проекция;
на фиг. 2 - нижняя полуформа литейной формы, вид сверху;
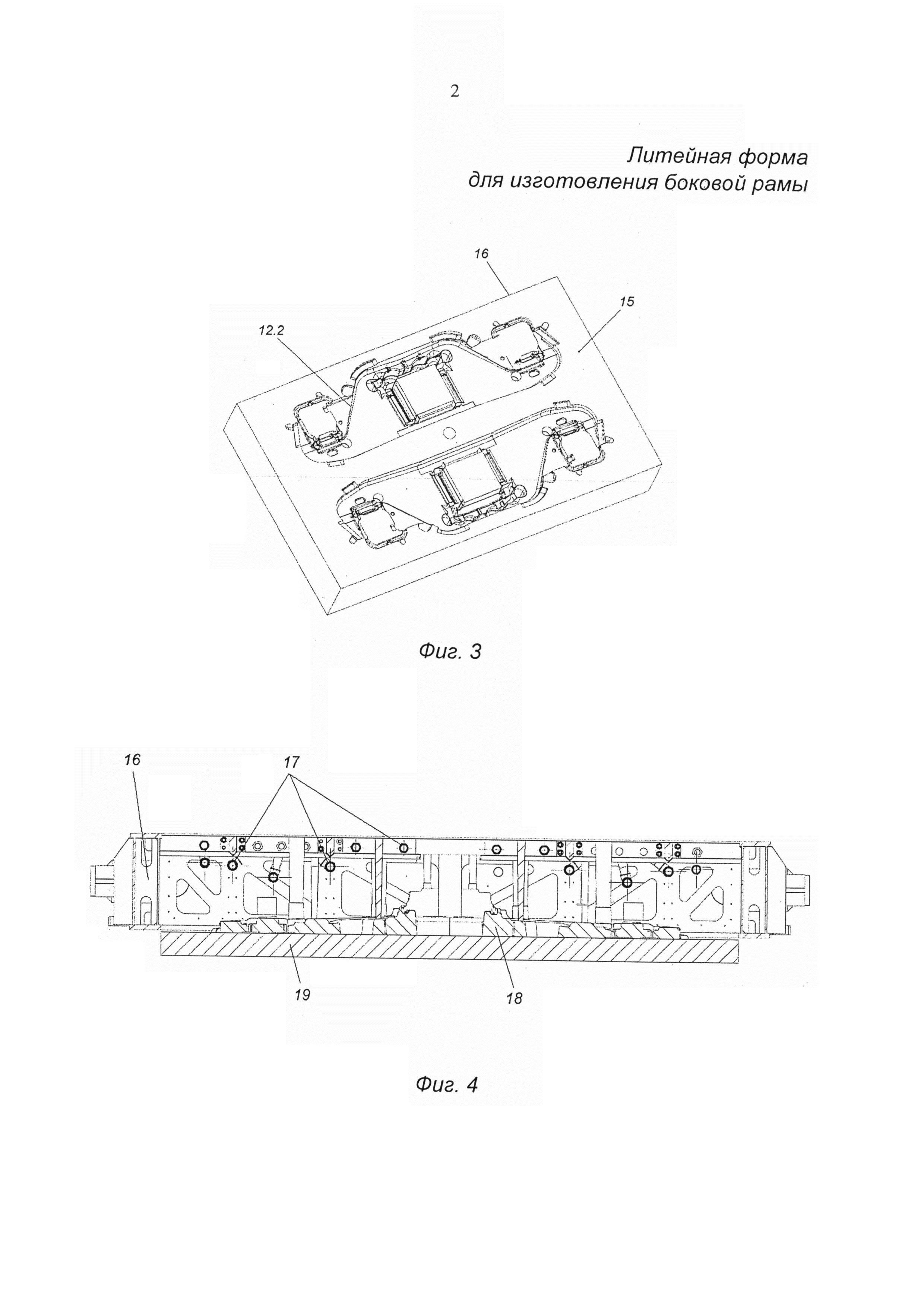
на фиг. 3 - верхняя полуформа литейной формы, вид сверху;
на фиг. 4 - верхняя опока в сборе с моделью боковой рамы, продольный разрез.
Каждая из отливок 1 боковых рам (фиг. 1) содержит нижний пояс 2 с опорной площадкой для рессорного комплекта, верхний пояс 3 с консолями, вьшолненными с внутренними 4 и наружными 5 челюстными направляющими, вертикальные пояса 6 и наклонные пояса 7, соединяющие между собой нижний пояс 2 и верхний пояс 3.
Литниково-питающая система включает стояк 8, прибыли 9, выпоры 10, литниковые ходы 11. Стояк 8 расположен между двумя боковыми рамами 1 со стороны их верхних поясов 3 на линии поперечной оси О-О. Прибыли 9 размещены в зонах; где требуется дополнительное питание, какими являются зоны соединения наклонных поясов 7 с нижним поясом 2 и с верхним поясом 3. Модели выпоров 10 размещены в зонах, в которых требуется исключение газовых дефектов и засоров, какими являются зоны над прибылями 9 и в местах, наиболее удаленных от местоположения стояка а именно, вдоль нижнего пояса 2 и в зонах внутренних 4 и наружных 5 челюстных направляющих. Модели выпоров 10, которые расположены над оболочками прибылей 9, могут быть выполнены без верхней крышки с организацией выпора от верхнего края оболочки прибыли до верхней поверхности опоки, а диаметры моделей выпоров могут иметь величину до диаметров оболочек прибылей 9. Такая конструкция выпоров способствует увеличению выхода газов, а также улучшению питания металлом зон тепловых узлов отливки боковой рамы за счет увеличения объема прибылей. С целью обеспечения наиболее эффективного газоотведения соотношение суммарной площади сечения выпоров 10 к площади сечения стояка 8 составляет не менее, чем 2:1.
Нижняя полуформа (фиг. 2) содержит полость 12.1, поверхность которой формирует внешний контур нижней части боковой рамы. Внутри полости 12.1 размещены стержни 13, которые формируют внутренний контур боковой рамы. Нижняя полуформа ограничена нижней опокой 14, которая заполнена сыпучим формовочным материалом 15, например, сухим песком.
Верхняя полуформа (фиг. 3) содержит полость 12.2, поверхность которой формирует внешний контур верхней части боковой рамы. Верхняя полуформа ограничена верхней опокой 16, которая заполнена таким же формовочным материалом 15.
Нижняя 14 и верхняя 16 опоки снабжены патрубками (не показаны) для сообщения с вакуумными насосами, создающими разрежение в указанных полуформах.
В верхней опоке 16 (фиг. 4) параллельно друг другу и равномерно по длине верхней опоки 16 установлены вакуумные трубки 17, каждая из которых расположена на удалении не менее, чем на 3 см, относительно внешнего контура модели 18 боковой рамы. Аналогичным образом установлены вакуумные трубки в нижней опоке 14.
Осуществляют предлагаемую полезную модель следующим образом.
Для изготовления нижней и верхней полуформ литейной формы для литья боковой рамы применяют известную технологию вакуумно-пленочной формовки. Для этого на подмодельную плиту 19 (фиг. 4) устанавливают модель 18 боковой рамы, затем на поверхность модельной оснастки накладывают предварительно размягченную нагреванием синтетическую пленку, вакуумирутот вакуумным насосом полость подмодельной плиты 19 и полость модели 18, наносят на синтетическую пленку антипригарное покрытие.
В нижней и верхней полуформах закрепляют элементы литниково-питающей системы в составе стояка 8, прибылей в экзотермических или теплоизолирующих оболочках 9, моделей выпоров 10, литниковых ходов 11. Прибыли 9 размещают в местах сопряжения нескольких стенок боковой рамы, где в процессе формирования отливки образуются термические узлы; такими местами в конструкции боковой рамы являются зоны соединения ее наклонных поясов 7 с нижним поясом 2 и с верхним поясом 3. Далее устанавливают верхнюю опоку 16, внутри которой расположены вакуумные трубки 17. Заполняют верхнюю опоку 16 сыпучим формовочным материалом 15, например, сухим песком, уплотняют его вибрационным методом и на контрлад верхней опоки 16 накладывают синтетическую пленку. Верхнюю опоку 16 вакуумируют вакуумным насосом с созданием разрежения в диапазоне от 0,5 атм до 0,2 атм. При этом создание разрежения до давления ниже 0,2 атм ухудшает податливость формы и является трудно достижимым технологически; при создании разрежения давлением выше 0,5 атм форма не приобретает достаточной прочности, удержание пеТжа "оказывается не вполне надежным, что может привести к обвалу формы. После извлечения модели 18 получают готовую верхнюю полуформу литейной формы боковой рамы.
При изготовлении нижних и верхних полу форм целесообразно одновременное устройство в каждой из полуформ пары равных литейных полостей под отливки боковых рам. Для этого первоначально на подмодельную плиту 19, имеющую достаточную для этого площадь, устанавливают по две модели 18, расположенные симметрично относительно друг друга верхними поясами 3 боковых рам внутрь. Стояк 8 располагают равноудаленно между двумя частями нижних полуформ на линии поперечной оси О-О, что обеспечивает равномерную заливку металла.
Изготовленная предлагаемым способом литейная форма обеспечивает повышение прочностных свойств боковой рамы, отливаемой в полученной литейной форме на следующем этапе технологического цикла.
Для изготовления боковой рамы в нижнюю полуформу вводят стержни 13, формирующие внутренний контур боковой рамы. Готовые нижнюю и верхнюю полуформы скрепляют между собой с образованием двух литейных полостей 12 литейной формы, каждая из которых формирует внешний, контур боковой рамы. При этом нижняя и верхняя полуформы состоят из заключенного между, соответственно, нижней 14 и верхней 16 опоками, и синтетическими пленками отвержденного песка 15, и находятся в состоянии разрежения. В литейные полости 12 через стояк 8 заливают металл. Через промежуток времени от 2 до 5 минут после окончания заливки снимают разрежение с нижних и верхних полуформ, отключая вакуумные насосы. Затем литейную форму охлаждают и извлекают пару готовых отливок 1, являющихся заготовками для изготовления комплекта из двух боковых рам тележки железнодорожного грузового вагона.
Реферат
Полезная модель относится к литейному производству и может быть использована при изготовлении боковых рам ходовых тележек железнодорожных грузовых вагонов, отливаемых в литейные формы, получаемые методом вакуумно-пленочной формовки. Литейная форма состоит из нижней и верхней полуформ, образующих при смыкании литейную полость, стержней и литниково-питающей системы, включающей стояк и прибыли. Нижняя и верхняя полуформы изготовлены вакуумно-пленочной формовкой и состоят из уплотненного сыпучего формовочного материала, заключенного в соответствующую опоку и герметизированного синтетическими пленками. Прибыли размещены в верхней опоке в зонах соединения наклонных поясов с верхним поясом и с нижним поясом боковой рамы. Стояк расположен с наружной стороны от верхнего пояса боковой рамы. В верхней полуформе размещены модели выпоров, установленные вдоль нижнего пояса, в зонах концов внутренних и наружных челюстных направляющих боковой рамы и над оболочками прибылей. Получаемый при использовании литейной формы технический результат заключается в улучшении прочностных свойств боковой рамы ходовой тележки железнодорожного грузового вагона. 4 ил.
Комментарии