Приспособление для смены модельных плит вне формовочной машины - SU1289585A1
Код документа: SU1289585A1
Чертежи


Описание
Изобретение может быть применено в литейных формовочных машинах, где требуется частое изменение и быстрая смена модельных плит или частей модельных плит.
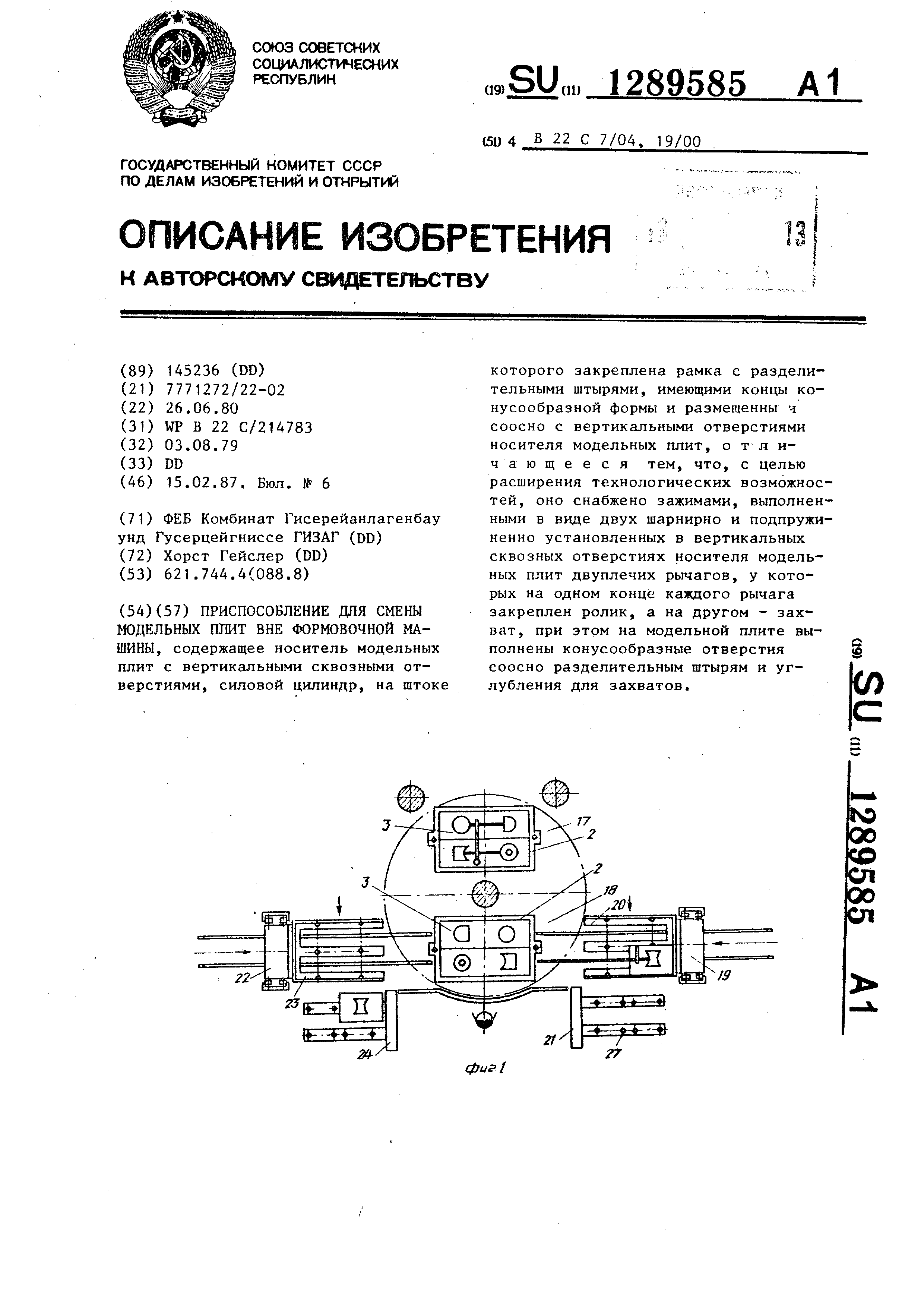
Известно приспособление для смены модельных плит вне формовочной машины , содержащее носитель модельных плит с вертикальными сквозными отверстиями , силовой цилиндр, на штоке которого закреплена рамка с разделительными штырями, имеющими концы конусообразной формы и размещенными соосно с вертикальными отверстиями носителя модельных плит (заявка Великобритании № 2007558, кл. В 22 С 11/00, 1979).
Недостатком этого приспособления является то, что при изменении всех частей модельных плит носителя моделей затрудняется возможность манипулирования требующими изменения частями модельных плит.
Целью изобретения является раснапример , четырех модельных плит 3 распределительные цилиндры 8 находя ся вокруг центра тяжести модельных плит (фиг. 3). Коаксиально с распре
J делительными цилиндрами 8 на плоско ти 4 модельных плит 3 находятся (фиг. 4) предпочтительно конусообра ные углубления 11 и попарно с ними плоскости 12 натяжения. В носителе
to модельных плит закреплены взаимодей ствующие с плоскостями 12 натяжения содержащие захват 15 и ролик 14 рычаги 13, поворачивающиеся на опорах 25, которые с помощью пружин 16 дер
15 жатся в натянутом положении.
В складах 21, 24, сменных кассетах 20, 23 и носителе 2 модельной плиты центрируются модельные плиты с помощью шпонок 27 и центрирующих
20 отверстий 26.
I
Приспособление для смены модельн
плит работает следующим образом.
Носитель 2 модельных плит с поло
ширение технологических возможностей. 25 женными модельными плитами 3 соответственно циклу изготовления форм рабочей позиции 17 формовочной маши ны передвигается на позицию 18 смен модельных плит, где закреплен носиветственно циклу изготовления форм рабочей позиции 17 формовочной машины передвигается на позицию 18 смены модельных плит, где закреплен носиНа фиг. 1 изображено приспособление для смены модельных плит, вид -сверху; на фиг. 2 - то же, вид спереди; на фиг. 3 - носитель моделей с положенной модельной плитой, вид свер-30 тель 2 моделей на рамке 1. ху; на фиг. 4 - разрез А-А на фиг. 3, Если имеются два носителя моделей, с закрепленной модельной плитой; на фиг, 5 - то же, со свободной модельной плитой.
Приспособление для смены модельных 35 товления формы,
плит (фиг. t) содержит два носителя 2 - Согласно программы смены модель- с положенными и модельными плитами 3, причем носитель 2 модельной плиты находится на рабочей позиции 17 формовочной машины, а другой носитель
то процесс смены осуществляется на носителе 2 моделей в то время, как одновременна продолжается процесс изгоных плит, например, на первом складе 21 находятся модельные плиты 3, Пер
вое устройство 19 транспорта находит- 40 ся S положении укладки. Первая сменная кассета 20 вертикально передвигается таким образом, чтобы она находилась горизонтально под требующей смены модельной плиты 3. Другим конаходится на позиции 18 смены модельных плит. С обеих сторон позиции 18 смены модельных плит расположены решеточные сменные кассеты 20, 23, содержащие устройства 19, 22 транспор- 45 ротковременным передвижением в горита и принадлежащие им склады 21, 24.
Как видно из фиг. 2, на позиции 18 смены модельных плит ниже носителя 2 модельных плит, закрепленного в рамке 1 и имеющего отверстия 5, расположено устройство 6, на котором закреплен цилиндр 7 подъема, на его штоке рамка 10 подъема и на нем снабженные вертикально проходящими отверстия
зонтальном направлении модельная плита 3 поднимается с рычагов первого склада 21. Последовательное горизонтальное и вертикальной движение 50 передвигает модельную плиту 3 на
уровень смены. Уже во время передвижения носителя 2 модельной плиты на позицию 18 смены модельных плит передвигаются стержни 9 распределительных
5 стержни 9 с распределительными ци-55 цилиндров 8 модельной плиты 3, При линдрами 8. При этом (предпочтитель- остановке и закреплении носителя 2 но) шестнадцать распределительных модельных плит срабатыванием цилинд- цилиндров 8 ортогонально расположены ра 7 подъема поднимается рамка 10 таким образом, что при использовании, подъема и с ней распределительный
например, четырех модельных плит 3 распределительные цилиндры 8 находятся вокруг центра тяжести модельных плит (фиг. 3). Коаксиально с распределительными цилиндрами 8 на плоскости 4 модельных плит 3 находятся (фиг. 4) предпочтительно конусообразные углубления 11 и попарно с ними плоскости 12 натяжения. В носителе 2
модельных плит закреплены взаимодействующие с плоскостями 12 натяжения содержащие захват 15 и ролик 14 рычаги 13, поворачивающиеся на опорах 25, которые с помощью пружин 16 держатся в натянутом положении.
В складах 21, 24, сменных кассетах 20, 23 и носителе 2 модельной плиты центрируются модельные плиты 3 с помощью шпонок 27 и центрирующих
отверстий 26.
I
Приспособление для смены модельных
плит работает следующим образом.
Носитель 2 модельных плит с положенными модельными плитами 3 соответственно циклу изготовления форм рабочей позиции 17 формовочной машины передвигается на позицию 18 смены модельных плит, где закреплен носитель 2 моделей на рамке 1. Если имеются два носителя моделей,
тель 2 моделей на рамке 1. Если имеются два носителя моделей,
то процесс смены осуществляется на носителе 2 моделей в то время, как одновременна продолжается процесс изго- Согласно программы смены модель-
ных плит, например, на первом складе 21 находятся модельные плиты 3, Пер
вое устройство 19 транспорта находит- 0 ся S положении укладки. Первая сменная кассета 20 вертикально передвигается таким образом, чтобы она находилась горизонтально под требующей смены модельной плиты 3. Другим козонтальном направлении модельная плита 3 поднимается с рычагов первого склада 21. Последовательное горизонтальное и вертикальной движение 50 передвигает модельную плиту 3 на
уровень смены. Уже во время передвижения носителя 2 модельной плиты на позицию 18 смены модельных плит передвигаются стержни 9 распределительных
цилиндр 8 вверх. При этом двухступенчатые конусообразные концы стержня 9 передвижением роликов 14 и поворачиванием рычагов 13 освобождают модельные плиты 3 на модельной плите носителя. Вследствие повторного подъема модельная плита 3 поднимается на уровень смены, причем модельная плита 3 с конусообразными углублениями 11 лежит на двухступенчатых концах стержня 9.
Верхние концы захватов второй сменной кассеты 23 на втором устройстве 22 транспорта находятся немного ниже уровня смены. Второе устройство 22 транспорта передвигается в положение смены, это значит рычаги второй сменной кассеты 23 переходят между выдвинутыми стержнями 9 и охватывают модельную плиту 3. Подъемом второй сменной кассеты 23 поднимаетс модельная плита 3 от концов стержня. Второе устройство 22 транспорта передвигается в положение складирования и с помощью горизонтального и верти-
кального перемещения второй сменной кассеты 23 устанавливает модельную плиту во втором складе 24.
Одновременно с передвижением второго устройства 22 транспорта в положение складирования первое транспортное устройство 19 перемещается в положение смены, укладывает сменяемую модельную плиту 3 со съемными плоскостями с помощью опускания первой сменной кассеты 20 на концы выдвинутых концов стержня 9 и передвигается опять в положение складирования- .
После этого рамка 10 подъема опусканием цилиндра 7 подъема опускается тем самым сменная модельная плита 3 укладывается в носитель 2 моделей и там закрепляется.
Таким образом, завершается процесс смены модельной плиты и носитель модельной плиты опять передвигается на рабочую позицию 17 формовочной машины.
N
25 /б
14 5
26.27

Реферат
Формула
Комментарии