Способ литья детали - RU2584842C1
Код документа: RU2584842C1
Чертежи

Описание
Область техники, к которой относится изобретение
Изобретение относится к способу литья детали из расплава металла, снабженной, по меньшей мере, сквозным отверстием. В рассматриваемых здесь литых деталях речь идет типичным образом о блоке цилиндров для двигателей внутреннего сгорания высокой мощности, которые отливаются из чугунного литья.
Уровень техники
Современные двигатели внутреннего сгорания постоянно совершенствуются для уменьшения расхода топлива. Центральное значение при этом имеет уменьшение объема и веса конструктивных элементов. Это направление развития в мире специалистов связывается с термином «даунсайзинг». Целью «даунсайзинга» является, например, получение при меньших размерах двигателя мощностей, которые требовали до сих пор больших конструктивных объемов.
Для успешного даунсайзинга двигателей внутреннего сгорания среди прочего необходимо постоянно повышать технологические свойства их отдельных деталей. Таким образом, получаемая с современными конструкциями мощность при одинаковом конструктивном размере могла бы больше чем утроиться.
Чтобы при этой плотности мощности обеспечить достаточную способность к нагрузке состоящего из литого чугуна блока цилиндров двигателя, сегодня вместо обычного серого чугуна применяется частично чугун с червеобразным графитом или применяются высоколегированные материалы чугуна, чтобы получить необходимую прочность.
Литые детали описанного выше вида отливаются обычно в литейных формах, которые собраны из нескольких частей формы и литейных стержней. В то время как части формы, как правило, определяют наружную форму литой детали, литейные стержни вставляются в литейную форму, чтобы образовать выемки, полости, сквозные отверстия и тому подобное в подлежащей изготовлению литой детали.
В зависимости от их положения в или на литой детали или способности к извлечению из формы после застывания литой детали части формы и литейные стержни рассчитываются в качестве долговременных частей формы и долговременных литейных стержней или в качестве теряемых частей формы и литейных стержней. В то время как долговременные части формы и литейные стержни состоят из материалов, которые выдерживают возникающие при литье нагрузки, и отсюда могут применяться повторно многократно, теряемые части формы и литейные стержни состоят обычно из формовочных материалов, которые без проблем могут разрушаться под воздействием сил или температуры. Если литейная форма состоит полностью или, по меньшей мере, в существенной части из теряемых частей формы и литейных стержней, обычно говорят о теряемой форме, тогда как литейные формы, которые в преобладающей части состоят из долговременных частей формы, в этом случае они называются как долговременными литейными формами, даже если в них применены теряемые литейные стержни. При чугунном литье обычно применяются теряемые формы, в то время как при литье легких металлов зачастую применяются долговременные литейные формы или комбинации из долговременных частей литейных форм и теряемых частей формы.
В случае формовочных материалов, из которых состоят теряемые части формы и литейные стержни, обычно речь идет о формовочных песках, смешанных с подходящим вяжущим, которые при изготовлении соответствующих частей формы или литейных стержней с помощью химической реакции упрочняются настолько, что они обладают достаточной устойчивостью формы вплоть до застывания залитого в литейную форму расплава. Составные части формовочного материала могут быть при этом так согласованы друг с другом, что соответствующий литейный стержень или соответствующая часть формы уже в ходе охлаждения литой детали вследствие возникающих при этом напряжений автоматически разрушаются. В качестве альтернативы или дополнительно разрушение теряемых частей формы и литейных стержней может вызываться приложением механически действующих сил. Так, например, литейные стержни могут разрушаться с образованием мелких частиц с помощью встряхивания соответствующей литой детали так, что ее формовочный материал будет высыпаться автоматически из литой детали или разрушение литейных стержней ускоряется с помощью выбуривания, выталкивания или промывки. Предпосылкой, однако, для этого является то, что литая деталь в основном полностью охлаждена, чтобы нагрузки, возникающие при механическом или термическом разрушении теряемых литейных стержней и частей формы, не вели к повреждению литой детали.
Процесс охлаждения литой детали оказывает решающее влияние на ее механические свойства. Проблемы при охлаждении литой детали могут возникнуть из-за того, что литая деталь вследствие неравномерного распределения материала или неравномерного отвода тепла охлаждается местами с различной скоростью. Вследствие такого неравномерного охлаждения в литой детали могут возникнуть собственные напряжения, которые могут привести к резкому снижению ее механической предельно допускаемой нагрузки.
Чтобы минимизировать возникновение таких напряжений, при литье литых деталей с сильно изменяющимися толщинами стенок охлаждение от температуры литья до температуры, лежащей, как правило, ниже 600°C, осуществляется целенаправленно медленно. Для этого применяющиеся на практике установки для литья оборудованы участками охлаждения определенной длины, причем эти участки охлаждения могут включать дополнительно так называемые « холодильные железнодорожные станции», на которых литейные формы с охлаждаемыми внутри литыми деталями могут выдерживаться определенное время, чтобы охлаждение замедлить еще больше. Если в распоряжении не имеется средств, чтобы гарантировать достаточно медленное охлаждение, или даже после такого рода медленного охлаждения в литой детали еще имеются слишком высокие собственные напряжения, литые детали должны подвергаться дополнительному отжигу, чтобы снять соответствующие напряжения.
В качестве альтернативной возможности минимизации напряжений растяжения во внутренней области блока цилиндров двигателя в DE 102008048761 A1 предлагалось расплав для литья после заливки в литейную форму направленно охлаждать таким образом, что застывание расплава осуществляется сначала внутри литого корпуса или застывание осуществляется от области литого корпуса направлено к питающему элементу. Это должно достигаться с помощью того, что на застывание соответствующей литой детали оказывается воздействие с помощью различной охлаждающей мощности от по меньшей мере двух независимых, предусмотренных на соответствующей литейной форме охлаждающих контуров. Правда, это можно обеспечить только тогда, когда соответствующая литейная форма, по меньшей мере, в областях, в которые целенаправленно должна подаваться мощность охлаждения, разработана в виде долговременной литейной формы. Так, для формовании присоединительных отверстий цилиндров соответствующего блока цилиндров двигателя предусмотрены специально оформленные пиноли, которые после застывания без разрушения вытягиваются из литой детали. При этом для извлечения пинолей после застывания оказалось предпочтительным, если охлаждение края присоединительных отверстий цилиндров начинается в другой момент времени, чем охлаждение поверхности цилиндра, и охлаждение края цилиндра осуществляется с другой интенсивностью, чем охлаждение поверхности цилиндра. Таким образом, застывание отлитого блока цилиндров двигателя в области присоединительных отверстий цилиндров должно иметь возможность проводиться так, что блок цилиндров двигателя может выниматься из формы в момент времени, в который он хотя и застыл, но еще имеет высокую температуру.
Другая возможность целенаправленного ускоренного охлаждения областей литой детали, которые расположены внутри соответствующего конструктивного элемента, описана в DE 2006000627 Т5. Известная из этой публикации песчаная литейная форма для изготовления литой детали из алюминиевого сплава включает участок, который изготовлен с помощью вяжущего, растворимого растворителем, в частности воды, и другой участок, который изготовлен с помощью вяжущего, который не может растворяться данным растворителем. Это разделение участков песчаной формы позволяет проводить удаление стержня, соответственно изготовленного на основе растворимого вяжущего, с помощью подвода растворителя, то есть, например, подвода с помощью водяной струи, так что внутренние области литой детали, подвергнутые действию растворителя, охлаждаются быстрее, чем остаток литой детали. Однако это решение касается только полостей, которые имеются в литой детали, и предполагает сложное исполнение песчаной формы из различных формовочных материалов.
Другое предложение, предназначенное для специального случая применения или пригодное для литья легких металлов, для ускоренного охлаждения областей литой детали, окружающих сквозное отверстие, было сделано в DE 2010003346 A1. При описанном там способе литья поршня для двигателя внутреннего сгорания после застывания краевого слоя в области отверстий под болты поршня вытаскиваются пиноли, предусмотренные для формования этих отверстий, и область соответствующего отверстия охлаждается с помощью охлаждающего средства, которое подводится с помощью, по меньшей мере, одного из пинолей.
Раскрытие изобретения
Задача изобретения состоит в том, чтобы создать способ, который с небольшими затратами на оборудование позволяет проводить изготовление имеющих сквозные отверстия литых деталей с оптимизированными механическими свойствами.
Согласно изобретению эта задача решается признаками п. 1 формулы изобретения.
Предпочтительные варианты осуществления изобретения приведены в зависимых пунктах формулы изобретения и ниже описываются как общая сущность изобретения по отдельности.
Предложенный в соответствие с изобретением способ для литья литой детали, снабженной, по меньшей мере, сквозным отверстием, из расплава металла включает таким образом следующие этапы работы:
a) подготовку литейной формы, в которой имеется, по меньшей мере, литейный стержень для образования сквозного отверстия, причем литейный стержень состоит из формовочного материала, включающего вяжущее, которое разрушается под воздействием силы или температуры,
b) заливку расплава металла в литейную форму для литой детали,
c) охлаждение литой детали в литейной форме до температуры, которая лежит ниже температуры начала кристаллизации расплава металла, однако выше минимальной температуры, до которой при ускоренном охлаждении происходит образование высокопрочной структуры,
d) проделывание идущего через сквозное отверстие литой детали соединительного канала, который выходит соответственно на наружной стороне литейной формы, с помощью того, что вяжущее формовочного материала, из которого выполнен литейный стержень, образующий сквозное отверстие, сгорает с помощью жара, вносящегося в нее при заливке расплава металла в литейную форму, или благодаря тому, что для проделывания соединительного канала литейный стержень, образующий соответствующее сквозное отверстие, и расположенные в его продолжении области литейной формы механически разрушаются, по меньшей мере, частично,
e) охлаждение литой детали в литейной форме при прохождении через соединительный канал охлаждающей среды.
В основе изобретения лежит идея уже во время следующего за разливкой сплава металла охлаждения литой детали с помощью вмешательства в литейную форму создать состояние, благодаря которому литая деталь в лежащей внутри области, которая является определяющей для ее будущей способности выдерживания нагрузки, охлаждается со скоростью, которая заметно выше, чем скорость, с которой литая деталь охлаждалась бы в этой области, если бы литейная форма оставалась при традиционном способе до охлаждения до комнатной температуры в состоянии, в котором производилась отливка.
Для этого согласно изобретению в момент времени, в который литая деталь хотя еще не полностью охладилась, однако уже приобрела стойкость формы, в литейную форму прокладывается проходящий насквозь литейную форму, идущий через по меньшей мере одно сквозное отверстие литой детали соединительный канал.
Через этот соединительный канал затем проходит охлаждающая среда. Прохождение охлаждающей среды способствует тому, что материал литой детали, окружающий сквозное отверстие, заметно быстрее охлаждается, чем это было бы в случае, когда литейная форма обычным образом оставалась бы закрытой, пока литая деталь не достигала предписанной температуры охлаждения. В зависимости от соответственно примененной охлаждающей среды, расхода охлаждающей среды, от способа, как образован и введен в литейную формы согласно изобретению проделанный канал, при этом могут достигаться скорости охлаждения, которые выше, чем скорости охлаждения, которые получаются на наружной стороне литейной формы.
С помощью предложенного согласно изобретению способа, таким образом, может резко уменьшаться температурный градиент между наружными и внутренними областями и одновременно в целом увеличиваться скорость охлаждения литой детали. Таким образом, с одной стороны, в литой детали уменьшаются до минимума термически обусловленные напряжения. С другой стороны, у литых деталей, изготовленных предложенным согласно изобретению способом, достигается прочность, которая заметно выше прочности, которую имеют литые детали, отлитые обычным способом и охлажденные в литейной форме без дополнительных мероприятий.
Особенно эффективным оказывается предложенный согласно изобретению способ при получении литых деталей из расплава литого чугуна. В этом случае минимальная температура, до которой максимально охлаждается литая деталь до проделывания подлежащего согласно изобретению введению в литейную форму соединительного канала (рабочий этап с)), устанавливается так, что она лежит выше A1 - температуры, при которой происходит образование аустенита. Благодаря возможному согласно изобретению ускоренному охлаждению внутри литой детали может получаться, таким образом, более высокая доля твердой структуры, которая вносит вклад в заметное повышение прочности. При сплавах литого чугуна, применяемых, в частности в области литья блоков цилиндров двигателя, минимальная температура, которая не должна превышаться при охлаждении на рабочем этапе с), обычно лежит в диапазоне 1153-600°C.
В случае охлаждающей среды речь может идти, например, о воздухе или другой газообразной среде. Например, в случаях, в которых требуется определенная минимальная скорость охлаждения, возможно применение в качестве охлаждающей среды водяного пара или смеси воздуха с водяным паром.
При прохождении соединительного канала газообразной охлаждающей среды, направленной в окружение обрабатываемой согласно изобретению литейной формы, используется эффект дымовой трубы, который возникает вследствие конвекции благодаря отдаче тепловой энергии литой детали газообразной охлаждающей среде, соответственно поступающей в соединительный канал. Этот эффект может поддерживаться с помощью того, что литая деталь с литейной формой ориентирована так или проложенный в литейную форму соединительный канал выполняется так, что главное направление соединительного канала ориентировано вертикально. В этом случае имеющийся в соединительном канале или поступающий следом и соответственно нагретый в нем воздух может подниматься в него беспрепятственно.
Если нужны более высокие скорости прохождения, охлаждающая среда может направляться через соединительный канал в принудительном потоке. Для этого протекание охлаждающей среды может побуждаться с помощью транспортного устройства, в случае которого речь может идти о вентиляторе или насосе. Данное транспортное устройство для этого может позиционироваться перед одним из расположенных на одной из наружных боковых сторон устьев соединительного канала или при надобности вдвигаться в него после прокладки соединительного канала.
Разумеется, предложенный согласно изобретению способ действия может применяться и в литых деталях, которые имеют несколько сквозных отверстий. В этом случае при надобности в области каждого из сквозных отверстий проделывается соединительный канал, через который потом направляется охлаждающая среда, чтобы осуществить ускоренное согласно изобретению охлаждение в соответствующем сквозном отверстии.
Особенно успешно может применяться предложенный согласно изобретению способ, если в случае обработанной согласно изобретению литой детали речь идет о блоке цилиндров двигателя внутреннего сгорания, и сквозное отверстие представлено, по меньшей мере, предусмотренным в блоке цилиндров двигателя присоединительным отверстием цилиндра. В этом случае, например, перед полным охлаждением литой детали литейные стержни, образующие соответствующие присоединительные отверстия цилиндров, полностью, а также литейный стержень, образующий кривошипную камеру, и части литейной формы, которые расположены в продолжении присоединительного отверстия цилиндра, удаляются, по меньшей мере, настолько, что воздух или другое газообразное средство охлаждения может проходить через присоединительное отверстие цилиндра, в то время как другие части литой детали еще окружены литейной формой. Вследствие того, что благодаря изобретению становится возможным ускоренное охлаждение внутри литой детали, может достигаться в целом более высокая прочность, чем это возможно при обычных способах литья, при которых литые детали в закрытой форме охлаждаются только благодаря отводу тепла, происходящему через наружные стороны литейной формы. При этом возможно, с помощью локально ускоренного охлаждения в области, непосредственно примыкающей к соответствующему присоединительному отверстию, целенаправленно достигать более высокую прочность, чем в лежащей на большем расстоянии окружающей области блока цилиндров двигателя, которая там охлаждается медленнее, чем в области, непосредственно перекрытой охлаждающей средой предложенным согласно изобретению способом, и таким образом сохраняет свою высокую вязкость.
Особенно просто и одновременно благоприятно в экономическом отношении и гибко предложенный согласно изобретению способ может реализоваться на практике с помощью того, что литейная форма полностью или, по меньшей мере, в области сквозного отверстия образована в виде пакета литейных стрежней, части формы и литейных стрежни которого, расположенные в области сквозного отверстия и продолжения литейного стержня, образующего сквозное отверстие, состоят из формовочного материала, который разрушается под воздействием силы или температуры.
В качестве особо благоприятного среди практических условий производства при этом оказалось, если при осуществлении предложенного согласно изобретению способа полностью отказаться от техники литья, связанной с опоками, а литейная форма вся выполняется в виде пакета литейных стержней.
Так как литейная форма согласно изобретению, по меньшей мере, в области сквозного отверстия литой детали, которое предполагается снабдить соединительным каналом, состоит из теряемых литейных стержней или частей формы, данные литейные стержни и части формы изготовлены из обычных формовочных материалов, которые, как однажды отмечено, состоят из формовочного песка, органического или неорганического вяжущего, причем формовочному материалу, разумеется, могут быть дополнительно добавлены присадки, чтобы оптимизировать его свойства. Параметры вяжущего формовочного материала при этом могут быть определены известным самим по себе способом так, что вяжущее, обеспечивающее устойчивость формы частей формы и литейных стержней, сгорает при заливке расплава метала в литейную форму во внесенном в нее жаре. В этом случае указанные литейные стержни и части формы разрушаются автоматически с образованием небольших кусочков, которые затем точно также автоматически при освобождении соединительного канала высыпаются из литейной формы соответственно литой детали.
В качестве альтернативы или дополнительно, в частности, в отношении эффективности и целенаправленности предложенного согласно изобретению способа может быть также предпочтительно разрушение относящихся к соответствующему соединительному каналу частей и литейных стержней, необходимое для образования соединительного канала литейной формы, целенаправленно осуществлять с помощью механической обработки. Для этого относящиеся к соответствующему сквозному отверстию литой детали литейные стержни или части формы могут выдавливаться с помощью выталкивателя или соединительный канал может прокладываться в литейную форму с помощью бура.
Чтобы содействовать по возможности интенсивному быстрому охлаждению области материала литой детали, окружающей соответствующее сквозное отверстие, при проделывании соединительного канала, по меньшей мере один литейный стержень, образующий сквозное отверстие, и области литейной формы, расположенные в его продолжении, на практике регулярно полностью удаляются.
Правда, однако, если в области соответствующего сквозного отверстия литой детали нужно добиться ускоренного охлаждения, но при этом поверхности литой детали, ограничивающие соответствующее сквозное отверстие, прямо не «перекрыты», то, в частности, с помощью механической обработки соединительный канал может прокладываться так через соответствующее сквозное отверстие литой детали, что литейный стержень, образующий сквозное отверстие литой детали, удаляется только частично. Между соединительным каналом и внутренней поверхностью сквозного отверстия в этом случае еще остается формовочный песок литейного стержня, который после как прежде оказывает определенное изолирующее действие. Соответственно охлаждение области, примыкающей к сквозному отверстию, осуществляется в зависимости от толщины остающегося материала литейного стержня не так быстро, как это было бы в случае полного удаления литейного стержня, образующего сквозное отверстие и прямого «перекрытия» внутренних поверхностей сквозного отверстия охлаждающей средой.
Экономичность предложенного согласно изобретению способа может повышаться еще больше благодаря тому, что литейная форма имеет по меньшей мере две формовочные полости для одновременного литья по меньшей мере двух литых деталей и расплав металла направляется в формовочные полости литейной формы через общий литниковый канал.
Краткое описание чертежей
Ниже изобретение более подробно поясняется чертежами, на которых не в масштабе, соответственно упрощенно и схематически показано:
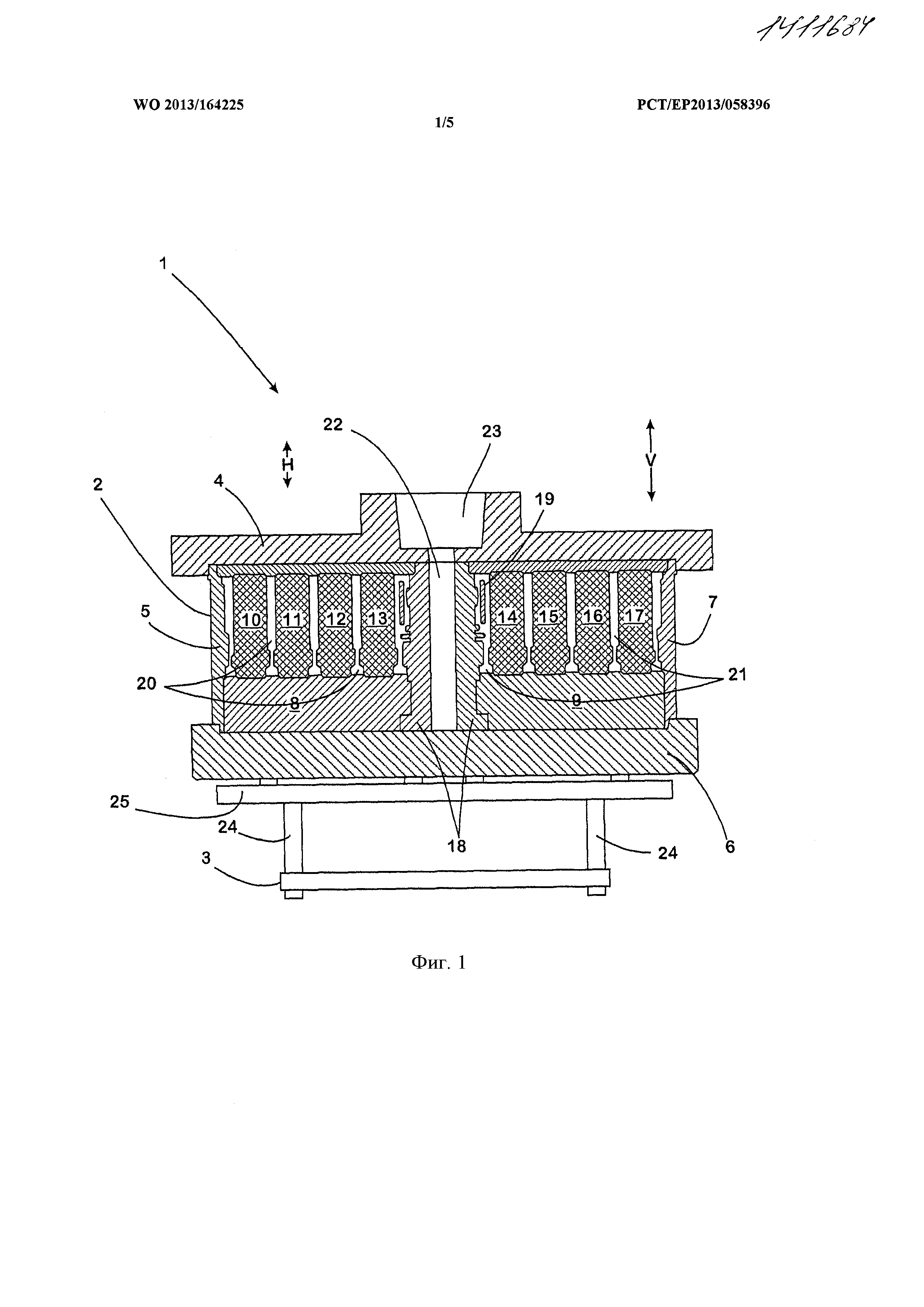
фиг. 1: устройство для литья двух литых деталей в продольном разрезе;
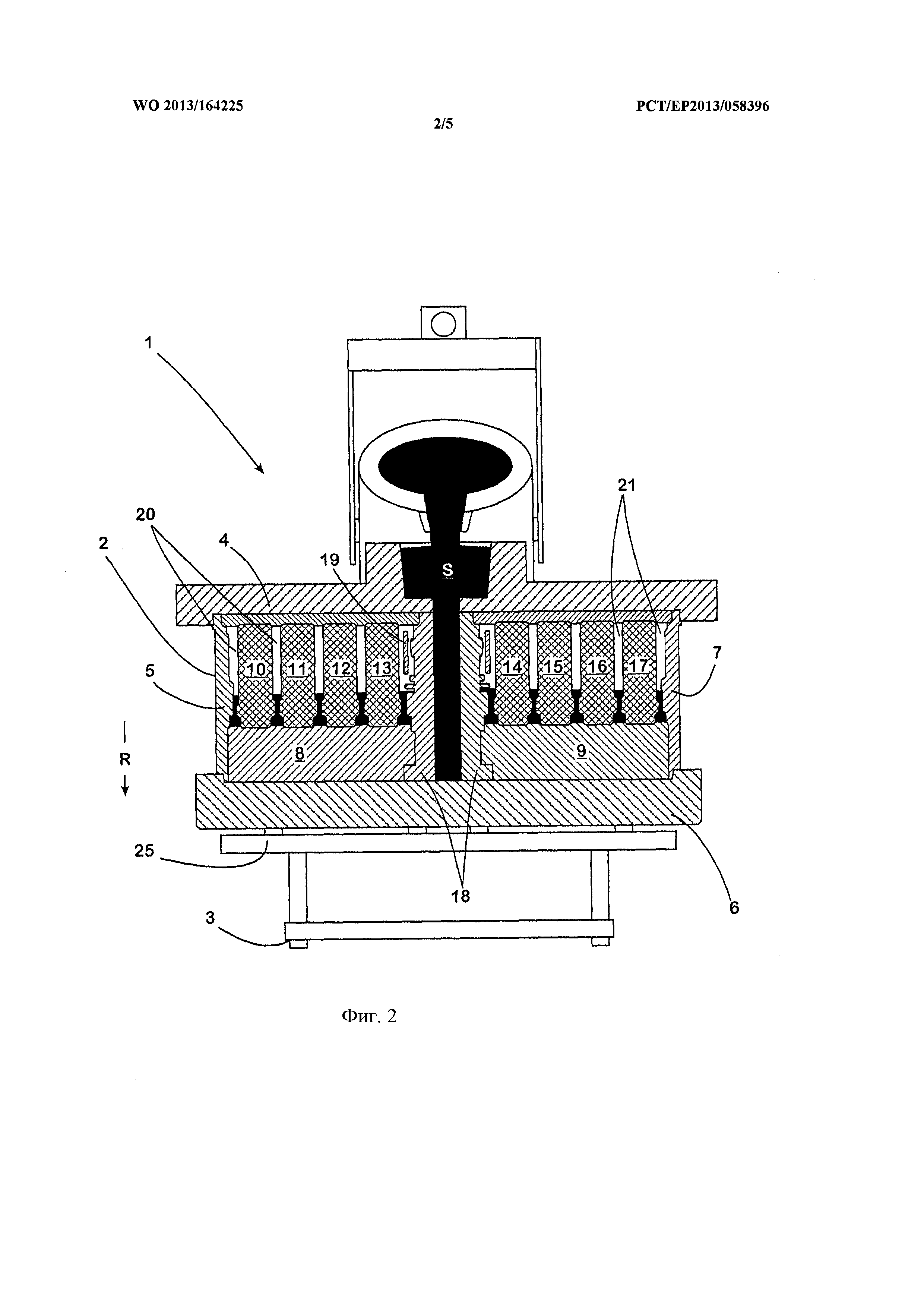
фиг. 2: устройство согласно фиг. 1 во время заливки расплава литого чугуна, вид в разрезе, соответствующий фиг. 1;
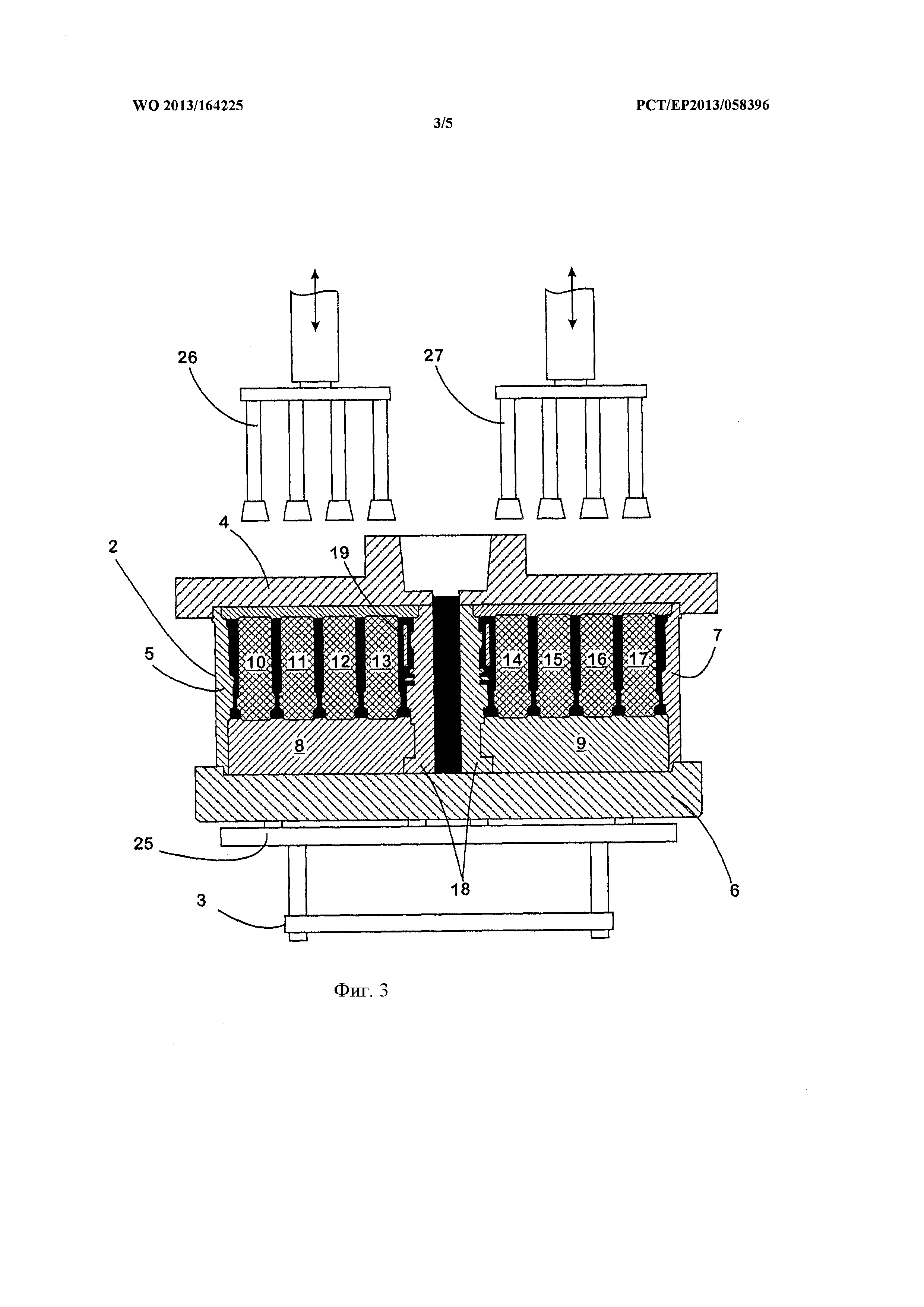
фиг. 3: устройство согласно фиг. 1 после застывания расплава литого чугуна, вид в разрезе, соответствующий фиг. 1;
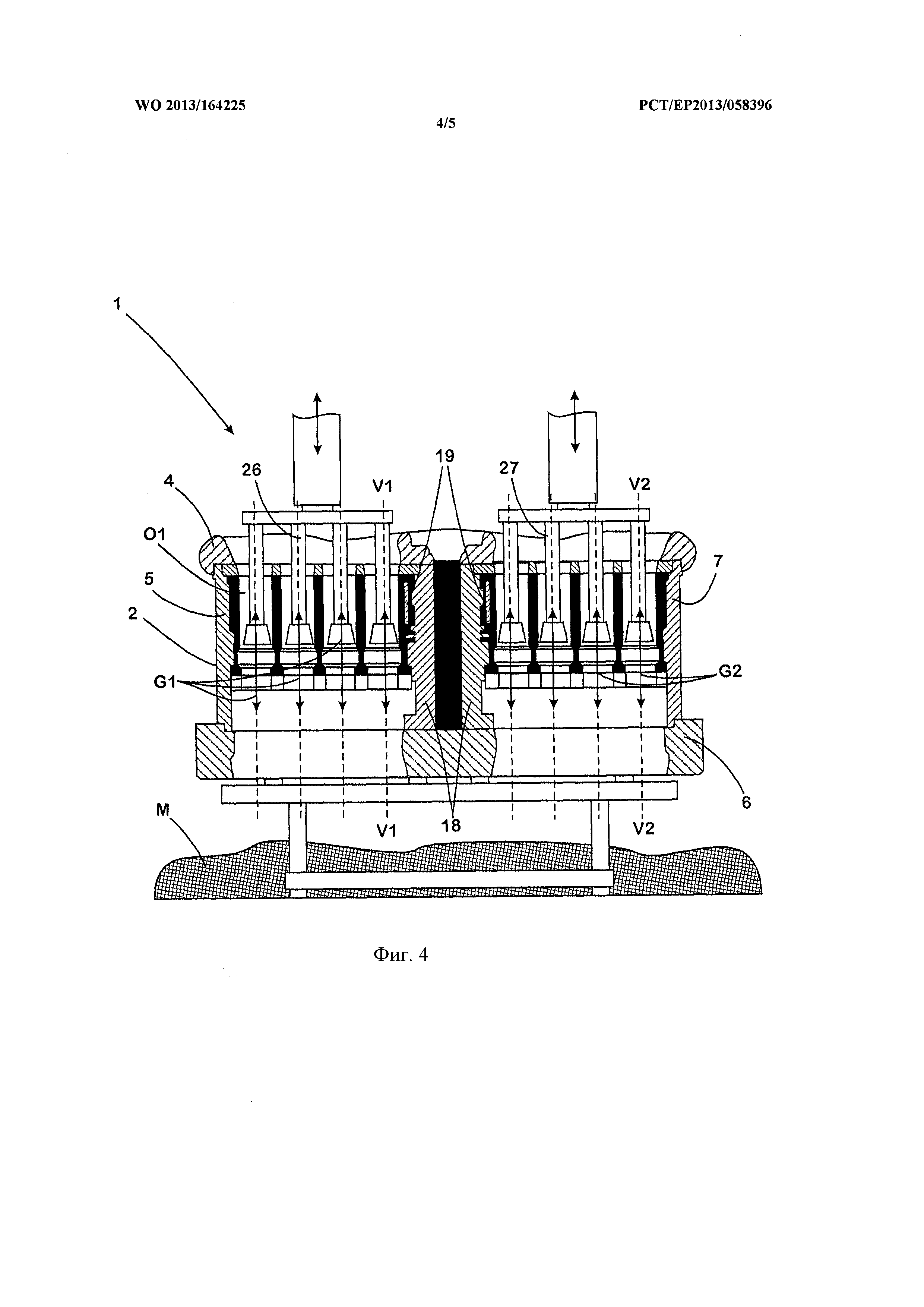
фиг. 4: устройство согласно фиг. 1 во время проделывания соединительного канала, вид в разрезе, соответствующий фиг. 1;
фиг. 5: устройство согласно фиг. 1 во время прохождения соединительных каналов охлаждающей средой, вид в разрезе, соответствующий фиг. 1.
Осуществление изобретения
Устройство 1 для одновременного литья двух литых деталей Z1, Z2 включает литейную форму 2, которая оперта на станину 3. В случае литых деталей Z1, Z2 речь идет об имеющих обычную конструкцию блоках цилиндров двигателя, которые предназначены для установки в рядном, четырехцилиндровом двигателе внутреннего сгорания.
Литейная форма 2 собрана в виде пакета литейных стержней из наружных частей формы 4, 5, 6, 7 и расположенных внутри литейной формы 2 литейных стержней 8-19. В то время как наружные части формы 4-7 определяют наружную форму подлежащих отливке литых деталей Z1, Z2, литейные стержни 8, 9 образуют внутреннюю форму картера двигателя K1, K2 с подшипниками коленчатого вала L1, L2 и литейные стержни 10-17, присоединительные отверстия цилиндров литых деталей Z1, Z2, образованных в виде сквозного отверстия O1, O2. Соответственно сбоку расположенные части литейной формы 5, 7 формируют при этом соответственно торцевую сторону соответствующей литой детали Z1, Z2, в то время как соответствующие литейные стержни 18, расположенные напротив по отношению к соответственно расположенной наружной части формы 5, 7, образуют расположенную здесь внутри литейной формы 2 торцевую сторону соответствующей литой детали Z1, Z2. Другие литейные стержни 19 служат, например, для создания каналов для воды или масла в литых деталях Z1, Z2. Литейная форма 2 при этом ориентирована так, что главное направление Н сквозных отверстий O1, O2 ориентировано в вертикальном направлении V.
Полости формы 20, 21 литейной формы 2, ограниченные при незаполненной литейной форме 2 частями формы 4-7 и литейными стержнями 8-19, соединены с помощью дальше не показанных литниковых систем с общей, расположенной центрально в литейной форме 2 и ориентированной вертикально литниковой системой 22. Центральная литниковая система 22 опять же присоединена к точно также образованному центрально на верхней стороне литейной формы 2 литниковому каналу 23, через который осуществляется заполнение литейной формы расплавом литого чугуна S. Литниковая система 22 и другие здесь не показанные литниковые системы литейной формы 2 расположены при этом так, что заполнение полостей формы 20, 21 осуществляется против направления R действия силы тяжести.
Литейная форма 2 сидит на колосниковой решетке 25 станины 3, несущей опоры 24.
Наружные части формы 4, 5, 6, 7 и литейные стержни 8-9 сформированы из имеющегося на рынке формовочного материала из неорганического вяжущего, смешанного с песком, который с помощью подвода тепла и удаления влаги упрочняется настолько, что он обладает устойчивостью формы, достаточной для сохранения литейной формы 2 и восприятия сил, возникающих во время процесса заливки. Однако вследствие сопутствующего заливке расплава литого чугуна S повышения температуры уже начинается разрушение, в частности, тех самых частей формы 4, 5, 6, 7 и литейных стержней 8-19, которые непосредственно подвержены нагреву от расплава литого чугуна S.
После заполнения литейной формы 2 расплавом литейного чугуна S (фиг. 2) литые детали Z1, Z2 охлаждаются до минимальной температуры, лежащей в диапазоне 850-650°C, при которой с одной стороны застывает материал литого чугуна и с другой стороны, однако, температура литых деталей Z1, Z2 еще достаточно так высока, что с помощью ускоренного охлаждения может создаваться твердая структура. При этом оптимальным образом температура настолько высока, что структура литых деталей Z1, Z2 еще полностью аустенитна.
Если это состояние достигнуто (фиг. 3), в литейной форме 2 проделываются соединительные каналы G1, G2 (фиг. 4), из которых соответственно один предназначен сквозным отверстиям O1, O2 литой детали Z1, Z2. Для этого с помощью выталкивателей 26, 27, из которых точно также один предназначен одному из сквозных отверстий O1, O2 литой детали, из литейной формы 2 выталкиваются уже разрушенные частично к этому моменту времени на более мелкие обломки литейные стержни 10-17, образующие сквозные отверстия O1, O2 литых деталей, а также лежащие в их воображаемом продолжении V1, V2 поверх них участки наружной части формы 4, образующей крышку литейной формы 2, и лежащие в их воображаемом продолжении V1, V2 под ними литейные стержни 8, 9, образующие блоки цилиндров двигателя K1, К2 с подшипниками коленчатого вала L1, L2, а также точно также лежащие в продолжении под литейными стержнями 8, 9 участки нижней части формы 6, образующей дно литейной формы 2. Образованные так тянущиеся через сквозные отверстия O1, O2 соединительные каналы G1, G2 выходят соответственно со своим верхним концом соответственно на верхней наружной стороне, образованной верхней наружной поверхностью, представляющей крышку части формы 4 со своим нижним концом на нижней наружной стороне литейной формы 2, образованной нижней наружной поверхностью, представляющей дно части формы 6.
Вытолкнутые участки частей формы и обломки литейных стержней разрушаются при этом с образованием способного ссыпаться состоящего из мелких частиц материала М, который просыпается через решетку станины и собирается на полу под литейной формой 2. Высыпавшийся из литейной формы 2 формовочный материал М при необходимости может подвергаться известным само по себе способом встряхиванию, разбиванию и другой механической обработкой. Падающий вниз из литейной формы 2 материал М может вывозиться с помощью не показанного здесь транспортного устройства.
После того как соединительные каналы G1, G2, будут открыты и таким образом станет возможным прохождение потока через литые детали Z1-Z2 в вертикальном направлении V, под литейной формой 2 устанавливается устройство с соплами 28, через которое с помощью не показанного здесь вентилятора в вертикальном направлении R снизу в литейную форму 2 вдувается ускоренный поток охлаждающей среды M1, М2 (фиг. 5). В поясняющем здесь примере осуществления речь идет в случае охлаждающей среды о воздухе.
Соответственно этому минимизирована разница температур между расположенными внутри литых деталей Z1, Z2 областями, примыкающими к сквозным отверстиям O1, O2, к подшипникам коленчатого вала L1, L2 и к соответственно поддерживающим подшипники коленчатого вала L1, L2 анкерным связям A1, A2 и лежащими на большем удалении наружными областями литых деталей Z1, Z2, которые благодаря там имеющимся более тонким толщинам стенок охлаждаются со сравнимыми скоростями охлаждения.
Соответствующий поток охлаждающей среды M1, М2 проходит через тянущиеся через сквозные отверстия O1, O2 литых деталей Z1, Z2 соединительные каналы G1-G2 и способствует ускоренному охлаждению участков стенок литых деталей Z1, Z2. Таким образом, в области сквозных отверстий O1, O2, подшипников коленчатого вала L1, L2 и анкерных связей A1, A2, соответственно поддерживающих подшипники коленчатого вала L1, L2, возникает структура, отличающаяся мелкопластинчатым перлитом при одновременно тонкой зернистости, которая имеет более высокую прочность, чем прочность, которая достигается у литых деталей, которые охлаждаются с помощью естественной потери тепла через свои наружные части формы.
В общем, таким способом достигается то, что температурные градиенты между наружной и внутренней областью литых деталей Z1, Z2 остаются низкими. Низкий температурный градиент уменьшает собственные напряжения растяжения во внутренней области. Одновременно более высокая скорость охлаждения способствует более высокой прочности на растяжение литого чугуна, так что благодаря предложенному в соответствии с изобретением способу действия в результате в литых деталях Z1, Z2 достигается способность к нагрузкам, которая на 50% выше, чем способность к нагрузкам у обычно изготовленных, медленно охлажденных в литейной форме блоков цилиндров двигателя.
Перечень позиций
1 Устройство для одновременного литья двух литых деталей Z1, Z2
2 Литейная форма
3 Станина
4-7 Наружные части литейной формы 2
8-19 Литейные стержни
20, 21 Формовочные полости литейной формы 2
22 Центральная литниковая система литейной формы 2
23 Канал для заливки литейной формы 2
24 Опоры станины 3
25 Колосниковая решетка станины 3
26, 27 Выталкиватель
28 Устройство с соплами
A1, A2 Анкерная стяжка литых деталей Z1, Z2
G1-G2 Соединительные каналы литейной формы 2
H Главное направление сквозных отверстий O1, O2
K1, K2 Картер двигателя литых деталей Z1, Z2
L1, L2 Подшипник коленчатого вала литых деталей Z1, Z2
M Формовочный материал
M1, M2 Потоки охлаждающей среды
O1, O2 Сквозные отверстия (присоединительные отверстия цилиндра) литых деталей Z1, Z2
R Направление действия силы тяжести
S Расплав литого чугуна
V Вертикальное направление
V1, V2 Воображаемое продолжение сквозных отверстий O1, O2 литейной формы 2
Z1, Z2 Литые детали (блок цилиндров двигателя)
Реферат
Изобретение может быть использовано для литья деталей, имеющих сквозные отверстия, в частности блока цилиндров двигателей внутреннего сгорания. Способ включает подготовку литейной формы (2) с литейным стержнем (8-19) для образования сквозного отверстия (O1, O2), заливку расплава металла (S) в форму, охлаждение литой детали (Z1, Z2) до температуры ниже температуры начала кристаллизации расплава металла (S), но выше минимальной температуры, до которой при ускоренном охлаждении происходит образование высокопрочной структуры. Через сквозное отверстие (O1, O2) литой детали (Z1, Z2) проделывают соединительный канал (G1, G2), путем сгорания связующего в формовочном материале, из которого выполнен литейный стержень (8-19), или путем механического разрушения литейного стержня. Связующее сгорает под действием тепла, выделяющегося при заливке расплава металла в литейную форму. Литую деталь охлаждают в литейной форме путем пропускания охлаждающей среды (M1, M2) через направляющий сквозной канал (G1, G2). Обеспечивается получение оптимальных механических свойств литых деталей. 9 з.п. ф-лы, 5 ил.
Формула
a) подготовку литейной формы (2) и литейного стержня (8-19), формирующего сквозное отверстие (O1, O2) в детали и выполненного из формовочного материала со связующим, которое разрушается под действием силы или тепла,
b) разливку металлического расплава (S) в литейную форму (2),
c) охлаждение литой детали (Z1, Z2) в литейной форме (2) до температуры, которая ниже температуры начала кристаллизации металлического расплава (S) и выше минимальной температуры, до которой при ускоренном охлаждении происходит образование высокопрочной структуры,
d) изготовление проходящего через сквозное отверстие (O1, O2) литой детали (Z1, Z2) направляющего сквозного канала (G1, G2), выходящего соответственно на наружной стороне литейной формы (2), путем сгорания связующего формовочного материала, из которого выполнен литейный стержень (8-19), формирующий сквозное отверстие (O1, O2), посредством тепла, выделяемого при заливке металлического расплава в литейную форму, или путем по меньшей мере частичного механического разрушения литейного стержня (8-19), формирующего сквозное отверстие (O1, O2), и расположенных в его продолжении (V1, V2) областей литейной формы (2),
e) охлаждение литой детали (Z1, Z2) в литейной форме (2) при прохождении через направляющий сквозной канал (G1, G2) охлаждающей среды (M1, М2).
Комментарии