Литейная форма для монокристаллического литья - RU2686163C2
Код документа: RU2686163C2
Чертежи



Описание
Изобретение относится к области литья, и в частности, к модели для литья по выплавляемым моделям, а также к способам изготовления оболочковых форм и литья с использованием такой модели.
В приведенном ниже описании понятия верх, низ, горизонтально и вертикально даны относительно нормальной ориентации такой формы во время литья в нее металла.
Способы так называемого литья «по восковым моделям» или «по выплавляемым моделям» известны с античных времен. Они пригодны, в частности, для изготовления металлических частей сложной формы. Таким образом, литье по выплавляемым моделям используется, в частности, для изготовления лопаток турбомашины.
При литье по выплавляемым моделям первым этапом является обычно выполнение модели из материала, имеющего температуру плавления, которая сравнительно низкая, например, воска или смолы. Сама модель покрывается огнеупорным материалом для создания литейной формы, в частности, формы типа оболочковой формы. После удаления или устранения материала модели из внутреннего пространства формы, откуда название этих способов литья по выплавляемым моделям, расплавленный металл заливается в литейную форму для заполнения полости, оставленной в форме моделью после удаления или устранения. После охлаждения и затвердевания металла, литейная форма может быть открыта или разрушена для извлечения металлической части, имеющей форму модели. В данном контексте понятие «металл» относится как к чистым металлам, так и, прежде всего, к металлическим сплавам.
Для обеспечения возможности изготовления множества частей одновременно, можно объединять множество моделей в один кластер, в котором они соединены вместе с помощью стержня, который образует литьевые каналы в литейной форме для расплавленного металла.
Среди различных типов литейных форм, которые можно использовать при литье по выплавляемым моделям, известны так называемые оболочковые формы, которые формируются посредством погружения модели или кластера моделей в шликер, с последующим напылением на покрытую шликером модель или кластер огнеупорного песка для формирования оболочки вокруг модели или кластера, а затем обжигом оболочки, с целью спекания ее для затвердевания в виде единого целого. Возможно погружение и напыление последовательно несколько раз для получения оболочки достаточной толщины перед обжигом. Понятие «огнеупорный песок» используется в данном контексте для обозначения любого гранулированного материала с величиной зерна, достаточно малой для обеспечения желаемых допусков изготовления, и который способен в твердом состоянии выдерживать температуру расплавленного металла, при одновременной способности затвердевания с образованием единого целого при обжиге оболочки.
Для получения особенно предпочтительных термомеханических свойств части, изготавливаемой посредством литья, может быть желательным обеспечивать направленное затвердевание металла в литейной форме. В данном контексте понятие «направленное затвердевание» используется для обозначения того, что при переходе металла из жидкого состояния в нем управляемым образом затравливаются и растут твердые кристаллы. Целью такого направленного затвердевания является исключение отрицательного влияния границ между зернами в части. Таким образом, направленное затвердевание может происходить в колоннах, или может быть монокристаллическим. Направленное затвердевание в каждой колонне состоит в ориентации всех границ зерен в одинаковом направлении, так что они не могут способствовать распространению трещин. Монокристаллическое направленное затвердевание состоит в обеспечении затвердевания части в виде единственного кристалла, так что исключаются все границы зерен.
Для обеспечения такого монокристаллического направленного затвердевания, литейная форма обычно имеет в литейной полости «затравочную» полость, которая соединена с литейной полостью через селекторный канал, как раскрыто, например, в патенте Франции FR 2 734 189. Во время затвердевания металла в литейной форме, форму последовательно подвергают охлаждению, начиная с затравочной полости, для вызывания высевания в ней кристаллов. Роль селекторного канала состоит, во-первых, в том, чтобы дать приоритет единственному зерну и, во-вторых, обеспечить прохождение единственного зерна в направлении литейной полости из фронта кристаллизации этого зерна, высеиваемого в затравочной полости.
Сложная форма литейной формы может создавать препятствие для такого направленного затвердевания. Таким образом, в литейной полости, имеющей большой горизонтальный выступ, в частности, выступ, соответствующий полке лопатки турбомашины, фронт затвердевания может внезапно прекращать прохождение по существу в вертикальном направлении, и может начать проходить в направлении выступа. Такое внезапное изменение направления может приводить к возникновению дефектов и, в частности, к не желаемым зернам, вблизи выступа.
Для исключения этого, специалисты в данной области техники используют зерновые каналы, служащие для обеспечения фронта затвердевания с альтернативными путями прохождения к горизонтальным выступам в литейных полостях, без резких изменений направления. Однако недостатком такого зернового канала является то, что он затрудняет выколачивание литейной формы и, прежде всего, то что металлические ветви, возникающие в результате затвердевания металлического материала в зерновом канале, затем необходимо удалять из литой заготовки, что добавляет этапы обработки, которые являются сложными и дорогостоящими.
Сущность изобретения
Данное изобретение имеет целью устранение этих недостатков с помощью предлагаемой литейной формы для монокристаллического литья частей, которые имеют большие боковые выступы, при одновременном облегчении последующей обработки литой заготовки.
По меньшей мере в одном варианте выполнения, эта цель достигается тем, что литейная форма, которая имеет литейную полость, содержит: первый объем; второй объем, расположенный на первом объеме в соединении с ним, и имеющий по меньшей мере один горизонтальный выступ относительно первого объема; и зерновой канал с нижним концом, соединенным с первым объемом, и с верхним концом, расположенным рядом с указанным горизонтальным выступом второго объема, дополнительно включает в себя разделительный элемент, расположенный между указанным вторым объемом литейной полости и верхним концом зернового канала.
За счет этого охлаждение и тем самым затвердевание металлического материала в литейной полости может продвигаться через зерновой канал в направлении горизонтального выступа, без непосредственного контактирования металлического материала в горизонтальном выступе с материалом в зерновом канале, что упрощает отделение металлической ветви, образованной за счет зернового канала, от остальной литой заготовки.
Для обеспечения постоянного продвижения фронта охлаждения в литейной полости, верхний конец зернового канала может иметь ширину, которая по существу равна указанному горизонтальному выступу второго объема.
В частности, такую литейную форму можно использовать для изготовления лопаток турбомашины, как стационарных направляющих лопаток, так и подвижных лопаток. Для этого первый объем литейной полости может соответствовать телу лопатки турбомашины, а второй объем литейной полости может соответствовать полке лопатки турбомашины. В данном контексте понятие «турбомашина» относится к любой машине, в которой энергия переносится между потоком текучей среды и по меньшей мере одним набором лопаток, такой как, например, компрессор, насос, турбина или комбинация по меньшей мере двух из них.
Для облегчения направленного затвердевания материала расплавленного металла в литейной полости, литейная форма может иметь под литейной полостью затравочную полость, соединенную с литейной полостью с помощью селекторного канала.
Данное изобретение относится также к способу изготовления такой литейной формы для монокристаллического литья, при этом способ содержит этапы, на которых: выполняют модель, воспроизводящую форму литейной полости; покрывают указанную модель огнеупорным материалом для формирования литейной полости; и опустошают литейную полость.
В частности, для упрощения введения разделительного элемента в литейную форму, указанный разделительный элемент можно вводить в модель перед этапом покрытия. В частности, модель может быть выполнена из материала, который плавится при температуре ниже, чем температура указанного огнеупорного материала, такого как, например, воск или смола, и может быть удалена из литейной полости в жидком состоянии, с использованием так называемого способа «по восковым моделям».
В частности, указанный этап покрытия можно выполнять посредством погружения модели в шликер, напыления на модель огнеупорного песка, с целью образования оболочки вокруг модели, и обжига оболочки для ее затвердевания, с образованием тем самым оболочковой формы.
Согласно данному изобретению, предлагается также способ применения такой литейной формы, при этом способ содержит: вакуумное литье металлического материала в жидком состоянии в литейную полость; обеспечение затвердевания металлического материала направленным образом с низа литейной полости в направлении верха; и выколачивание литейной формы, включающей в себя разделительный элемент, расположенный между вторым объемом литейной полости и верхним концом зернового канала. В данном контексте понятие «вакуум» необходимо понимать как давление, значительно меньше атмосферного давления, и, в частности, меньше 0,1 Па до 0,01 Па. После выколачивания литейной формы, литейная заготовка, образованная металлическим материалом, который затвердел внутри литейной полости, может подвергаться дополнительной обработке, в частности, для отделения ветви металлического материала, которая затвердела в зерновом канале.
Краткое описание чертежей
Для лучшего понимания изобретения и его преимуществ, ниже приводится подробное описание не имеющего ограничительного характера примера выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг. 1 - литейная форма для монокристаллического литья, согласно одному варианту выполнения изобретения;
фиг. 2 - модель для выполнения показанной на фиг. 1 литейной формы, в изометрической проекции; и
фиг. 3, 4 и 5 - продвижение фронта охлаждения и затвердевания в способе литья в показанной на фиг. 1 установке.
Подробное описание изобретения
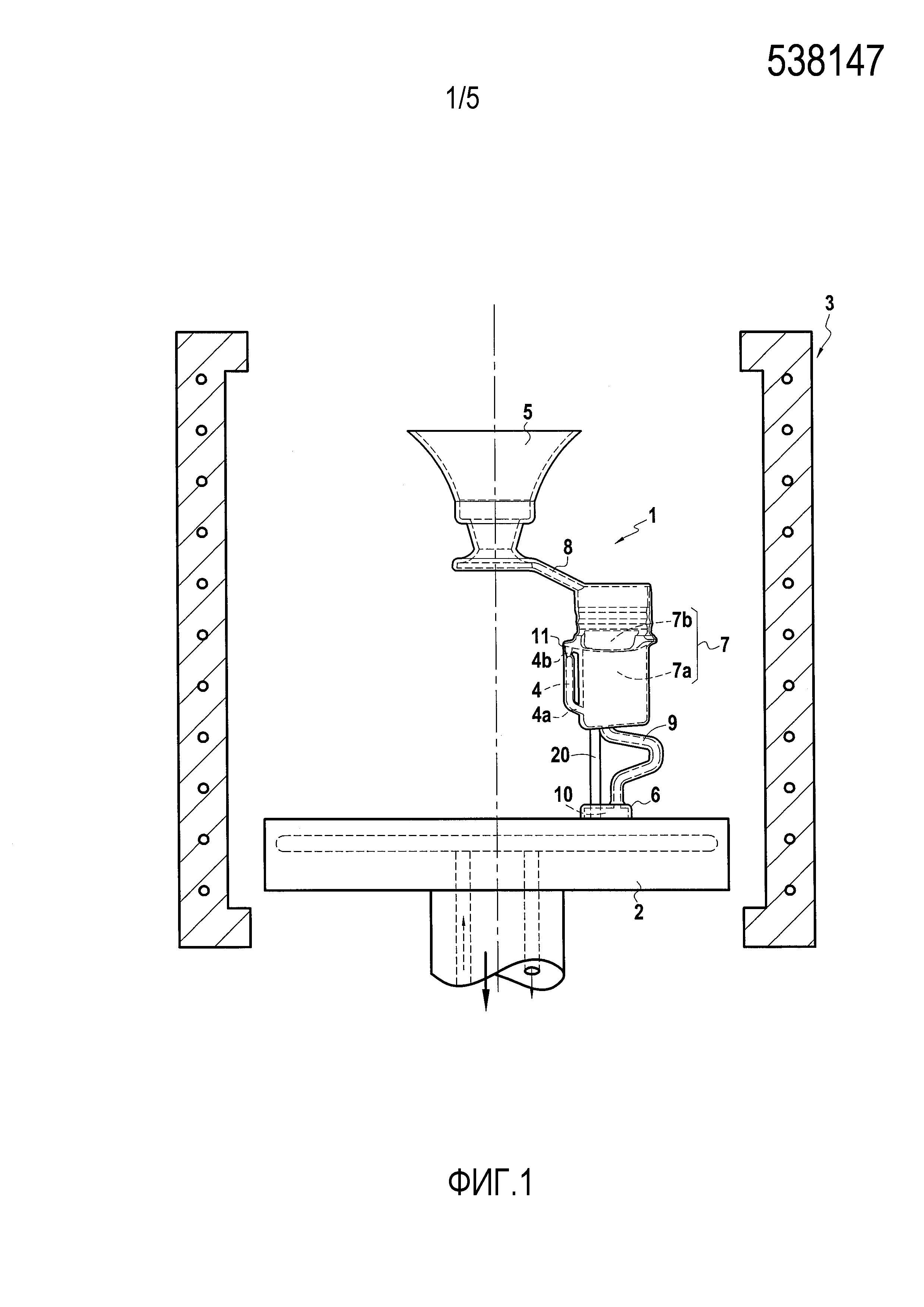
На фиг. 1 показано, как происходит последовательное охлаждение расплавленного металла для получения направленного затвердевания, обычно выполняемого в способе литья.
Литейная форма 1, используемая в этом способе, содержит разливочную воронку 5 и основание 6. Во время извлечения литейной формы 6 из нагревательной камеры 3, основание 6 находится в непосредственном контакте с опорной плитой 2. Литейная форма 1 имеет также литейную полость 7. Возможно также расположение нескольких литейных полостей в кластере в одной и той же литейной формы. Литейная полость 7 соединена с разливочной воронкой 5 подающим каналом 8, в который проходит расплавленный металл во время его разливки. Литейная полость 7 соединена также в основном у дна через выполненный в виде ловушки селекторный канал 9 с небольшой затравочной полостью 10 в основании 6. В показанном варианте выполнения, литейная полость 7 имеет первый объем 7а и второй объем 7b, расположенный непосредственно над первым объемом 7а, и в соединении с ним, при этом он значительно шире в горизонтальной плоскости, с образованием по меньшей мере одного очень значительного горизонтального выступа относительно первого объема 7а. А именно, в показанном варианте выполнения, литейная форма 1 предназначена для изготовления лопаток турбомашины. Следовательно, первый объем 7а соответствует телу лопатки, и второй объем 7b соответствует полке лопатки. Литейная полость 7 имеет также зерновой канал 4 с нижним концом 4а, соединенным непосредственно с первым объемом 7а, и верхним концом 4b, расположенным рядом с горизонтальным выступом второго объема 7b. В показанном варианте выполнения указанный верхний конец 4b шире, чем остальная часть зернового канала 4, так что он находится рядом с указанным горизонтальным выступом второго объема 7b по всей ширине L второго объема 7b. Хотя верхний конец 4b зернового канала 4 и указанный второй объем 7b расположены рядом друг от друга, однако не в непосредственном соединении, поскольку они разделены имеющим форму стержня разделительным элементом 11.
В качестве примера, разделительный элемент 11 может быть выполнен из керамического материала. Хотя в показанном варианте выполнения он выполнен в виде цилиндрического стержня с круглым поперечным сечением, могут использоваться другие формы поперечного сечения и другие общие формы в качестве альтернативы, в зависимости от требований. Размеры и теплопроводность материала стержня могут быть выбраны так, чтобы обеспечивать хороший тепловой контакт между верхним концом 4b зернового канала 4 и расположенным рядом горизонтальным выступом второго объема 7b литейной полости 7.
Литейная форма 1 может быть изготовлена с помощью так называемого способа «по выплавляемым моделям» составом или «по восковым моделям». Первый этап в таком способе состоит в создании модели 12, такой как показана на фиг. 2. Модель 12 предназначена для формирования литейной полости 7, а также затравочной полости 10, селекторного канала 9, разливочной воронки 5 и подающего канала 8, которые все являются полыми в литейной форме 1. Модель получается с использованием материала, имеющего низкую температуру плавления, такого как подходящий воск или смола. Можно изготавливать эти элементы, в частности, посредством инжекции воска или смолы в постоянную литейную форму. Для опоры модели 12, в модель 12 включается опорный стержень 20, выполненный из огнеупорного материала, например керамики, соединяющий основное тело 7ʹ, соответствующее литейной полости 7, с его основанием (не изображено), соответствующим затравочной полости 10. Для крепления опорного стержня 20 на модели 12, можно использовать естественную адгезию материала модели 12, или же использовать походящий клей. Разделительный элемент 11 может быть также заделан тем же образом в модель 12 между объемом основного тела 7ʹ, соответствующего верхнему концу 4b зернового канала 4, и объемом, соответствующим горизонтальному выступу, расположенному рядом со вторым объемом 7b литейной полости 7.
В этом варианте выполнения, для изготовления литейной формы из не постоянной модели 12, модель 12 погружают в шликер, а затем напыляют на нее огнеупорный песок. Эти этапы погружения и напыления можно повторять несколько раз, пока не будет образована оболочка из пропитанного шликером песка, которая имеет желаемую толщину вокруг модели 12.
Затем модель 12, покрытую этой оболочкой, для расплавления и извлечения имеющего низкую температуру плавления материала модели 12 из внутреннего пространства оболочки, с одновременным сохранением опорного стержня 20 и разделительного элемента 11. Затем на этапе обжига с высокой температурой, оболочка спекается для упрочнения огнеупорного песка, с целью формировании литейной формы 1, в которой остаются включенными опорный стержень 20 и разделительный элемент 11.
Металл или металлический сплав, используемый в этом способе литья, заливается в расплавленном состоянии в литейную форму 1 через литейную воронку 5, и он заполняет затравочную полость, селекторный канал 9 и литейную полость 7 через подающий канал 8. Среди металлических сплавов, которые пригодны для использовании в этом способе, имеются, в частности, монокристаллические никелевые сплавы, такие как, в частности, АМ1 и АМ3 фирмы SNECMA; а также другие, такие как CMSX-2®, CMSX-6®, CMSX-6® и CMSX-10® фирмы C-M Group; Rene® N5 и N6 фирмы General Electric; RR2000 и SRR99 фирмы Rolls Royce; PWA 1480, 1484 и 1487 фирмы Pratt&Whitney, в качестве примера.
В таблице 1 показаны составы этих сплавов.
Таблица 1. Составы монокристаллических никелевых сплавов, в масс.%
Во время разлива литейная форма 1 находится в нагревательной камере 3, как показано на фиг. 1. После этого для вызывания последовательного охлаждения расплавленного металла, литейная форма 1, опирающаяся на охлаждаемую и подвижную опору 2, извлекается из нагревательной камеры 3 вниз вдоль основной оси Х. Поскольку литейная форма 1 охлаждается через свое основание 6 с помощью опоры 2, то расплавленный металл начинает затвердевать в затравочной полости 10, и затвердевание распространяется по существу вертикально вверх в литейной форме 1 по мере последовательного извлечения вниз из нагревательной камеры 3, при этом затвердевание следует за фронтом 50, как показано на фиг. 3. Сужение, образованное селекторным каналом 9, а также за счет его формы в виде ловушки, обеспечивает, что лишь одно зерно из первоначально высеянных в затравочной полости 10, способно продолжать прохождение в литейную полость 7.
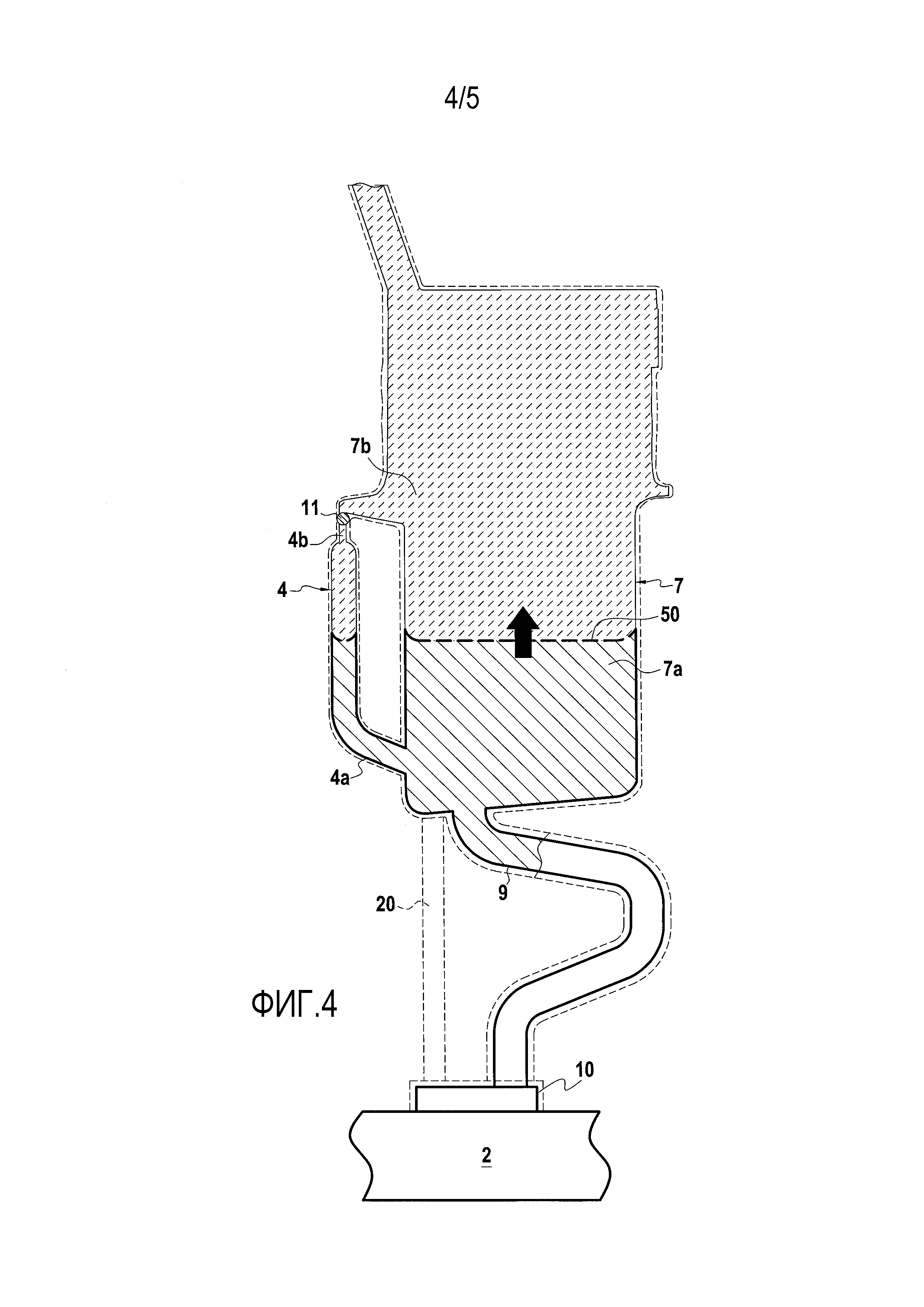
У нижнего конца 4а зернового канала 4 фронт 50 охлаждения и затвердевания металла разветвляется, продолжая продвижение в первом объеме 7а литейной полости 7, а также продвижение в зерновом канале 4, как показано на фиг. 4. Следовательно, этот фронт 50 охлаждения и затвердевания приближается по существу одновременно к поверхности раздела между первым и вторым объемами 7а и 7b литейной полости 7 и к верхнему концу 4b зернового канала 4. Таким образом, за счет теплопроводности между верхним концом 4b зернового канала 4 и горизонтальным выступом второго объема литейной полости 7, фронт 50 охлаждения и затвердевания может сохранять во втором объеме 7b направление прохождения, которое является по существу вертикальным, как показано на фиг. 5, как если бы верхний конец 4b зернового канала 4 находился фактически в соединении с горизонтальным выступом второго объема литейной полости 7. Это обеспечивает предотвращение любого внезапного изменения направления в прохождении во втором объеме 7b, которое могло бы приводить к образованию не желательных зерен вокруг поверхности раздела между объемами 7а и 7b литейной полости 7.
После охлаждения и затвердевания металла в литейной форме 1, литейную форму можно выколачивать для извлечения металлической части, которую затем можно подвергать чистовой обработке с помощью способов машинной обработки и/или способов обработки поверхности. Как выколачивание литейной формы, так и выполнение чистовой обработки части существенно упрощаются за счет разделения между верхним концом 4а зернового канала 4 и вторым объемом 7b литейной полости 7, поскольку достаточно разрушить единственное соединение между металлической частью и металлической ветвью, соответствующей зерновому каналу, для разделения их.
Хотя описание данного изобретения дано применительно к конкретному варианту выполнения, понятно, что возможны различные модификации и изменения без выхода за общий объем изобретения, заданного формулой изобретения. Дополнительно к этому, отдельные характеристики указанных различных вариантов выполнения можно комбинировать в дополнительные варианты выполнения. Следовательно, описание и чертежи необходимо рассматривать в смысле иллюстрации, а не ограничения.
Реферат
Изобретение относится к области монокристаллического литья, в частности к литейной форме для монокристаллического литья, а также к ее изготовлению и способу вакуумного литья металлического материала с использованием упомянутой литейной формы. Литейная форма содержит литейную полость, содержащую первый объем и второй объем, расположенный на первом объеме в соединении с ним и имеющий по меньшей мере один горизонтальный выступ относительно первого объема, и зерновой канал с нижним концом, соединенным с первым объемом, и с верхним концом, расположенным рядом с указанным горизонтальным выступом второго объема, при этом она включает в себя разделительный элемент, расположенный между указанным вторым объемом литейной полости и верхним концом зернового канала так, чтобы разделять их. Изобретение позволяет создать литейную форму для отливки деталей с большим горизонтальным боковым выступом, соответствующим полке лопатки турбомашины. 3 н. и 6 з.п. ф-лы, 5 ил.
Комментарии