Способ легирования тонкостенных чугунных отливок - RU2784305C1
Код документа: RU2784305C1
Чертежи

Описание
Изобретение относится к химико-термической обработке тонкостенных чугунных отливок получаемых при индукционной наплавке, изделий и используемых в производстве сельскохозяйственной техники.
Наиболее распространенным сплавом, используемым для выплавки сталей и чугунов является ферробор - сплав на основе железа, содержащий 15-20% бора. К достоинствам ферробора следует отнести его относительную дешевизну при высокой концентрации бора в сплаве. Однако на практике получить заданное содержание бора в металле с помощью ферробора довольно сложно. Бор имеет высокое химическое сродство к кислороду и азоту, и, будучи введенный в расплав, он активно взаимодействует с растворенными в металле кислородом и азотом (Лякишев Н.П., Плинер Ю.Л., Лаппо С.И. Борсодержащие стали и сплавы. - М.: Металлургия, 1986, с. 72-73).
Поэтому бор легко окисляется и связывается в нитрид даже крайне малыми остаточными концентрациями кислорода и азота в металле. В связи с этим, основная задача при легировании бором - предотвратить окисление и азотирование бора и получить в металле требуемое количество растворенного бора, повышающего износостойкость и коррозионостойкость металлических изделий. Для предотвращения окисления и нитрирования бора проводят предварительную обработку металла сильными раскисляющими и деазотирующими элементами. На завершающем этапе осуществляют легирование борсодержащим сплавом, подаются в металл в виде кусков, брикетов в ковш или на желоб во время выпуска металла из плавильных печей. Энергия струи расплавленного металла используется для принудительного погружения ферросплава и интенсивного перемешивания. При таком способе ввода наблюдается наибольший угар элементов при низкой стабильности их усвоения.
Для снижения угара элементов используют различные технологические приемы:
- изменение места ввода ферросплавов в плавильный агрегат, в ковш (в струю металла, вытекающую из плавильного агрегата или из ковша; на дно ковша; в ковш, помещенный в вакуумную камеру);
- подбор оптимального гранулометрического состава и др.,
Известен способ получения литых деталей, при котором на участки поверхности литейной формы наносится покрытие на основе графита, а перед заливкой металла подготовленная форма подогревается до 600-1300°С для обеспечения высокой скорости насыщения поверхности детали углеродом (аналог) (Вейник А.И. Термодинамика литейной формы. - М.: Машиностроение, 1968. - С 186.). Недостатками приведенного способа является невозможность легировать отливку по всему объему и отсутствует возможность многократного использования легирующих компонентов, кроме того, происходит засорения формовочных материалов легирующими элементами.
Наиболее близким к заявляемому способу по технической сущности (прототипом) является способ включающий нанесения на рабочую поверхность кокиля разведенного в воде до состояния обмазки или краски состава, содержащего углеродсодержащий легирующий компонент, и заливку чугуна в кокиль (SU 1461584 А, 28.02.1989).
Прототип имеет следующие недостатки: значительный расход легирующих элементов, так как нельзя вторично использовать остающиеся на форме компоненты после легирования расплавленного металла отливки и засорение формовочных материалов легирующими компонентами.
Задачей решаемой настоящим изобретением является уменьшение расхода легирующих компонентов при производстве отливок.
Техническая сущность предлагаемого технического решения заключается в возможности повторного использования остатков карбида бора остающихся после легирования изделия.
Поставленная задача достигается тем, что в способе легирования тонкостенных чугунных отливок, включающем нанесение на рабочую поверхность кокиля разведенного в воде до состояния обмазки или краски состава, содержащего углеродсодержащий легирующий компонент, и заливку чугуна в кокиль, в качестве углеродсодержащего легирующего компонента используют карбид бора и в состав дополнительно вводят крахмал при следующем соотношении компонентов, мас. %:
при этом толщина нанесенного на рабочую поверхность кокиля легирующего состава составляет от 1 до 1,9 мм, а кокиль с нанесенным легирующим составом прогревают до температуры 880-1050°С.
Изобретение позволяет легировать тонкостенные отливки по всему ее объему и использовать остатки легирующих элементов в полости кокиля и тем самым уменьшить их расход. Перед заливкой в кокиль не требуется перегрев расплава, особенно при производстве тонкостенных отливок и тем самым снизить угар бора в процессе легирования путем понижения температуры разливаемого чугуна в подогретый кокиль.
Известно, при понижение температуры расплава железа растворимость кислорода в нем уменьшается, а эффективность раскисления увеличивается (Сидоркин М.Ф. Теория и технология электроплавки стали М.: Металлургия, 1985, 270 с.). Предварительный подогрев легирующих компонентов позволяет снизить температуру заливки легируемого чугуна в кокиль и тем самым уменьшить угар бора в расплаве, а также из-за кратковременности процесса легирования снижается его окисления из воздушной среды.
Предлагаемая технология легирования бором чугунных отливок позволяет уменьшить расход легирующего компонента.
Изобретение поясняется чертежом.
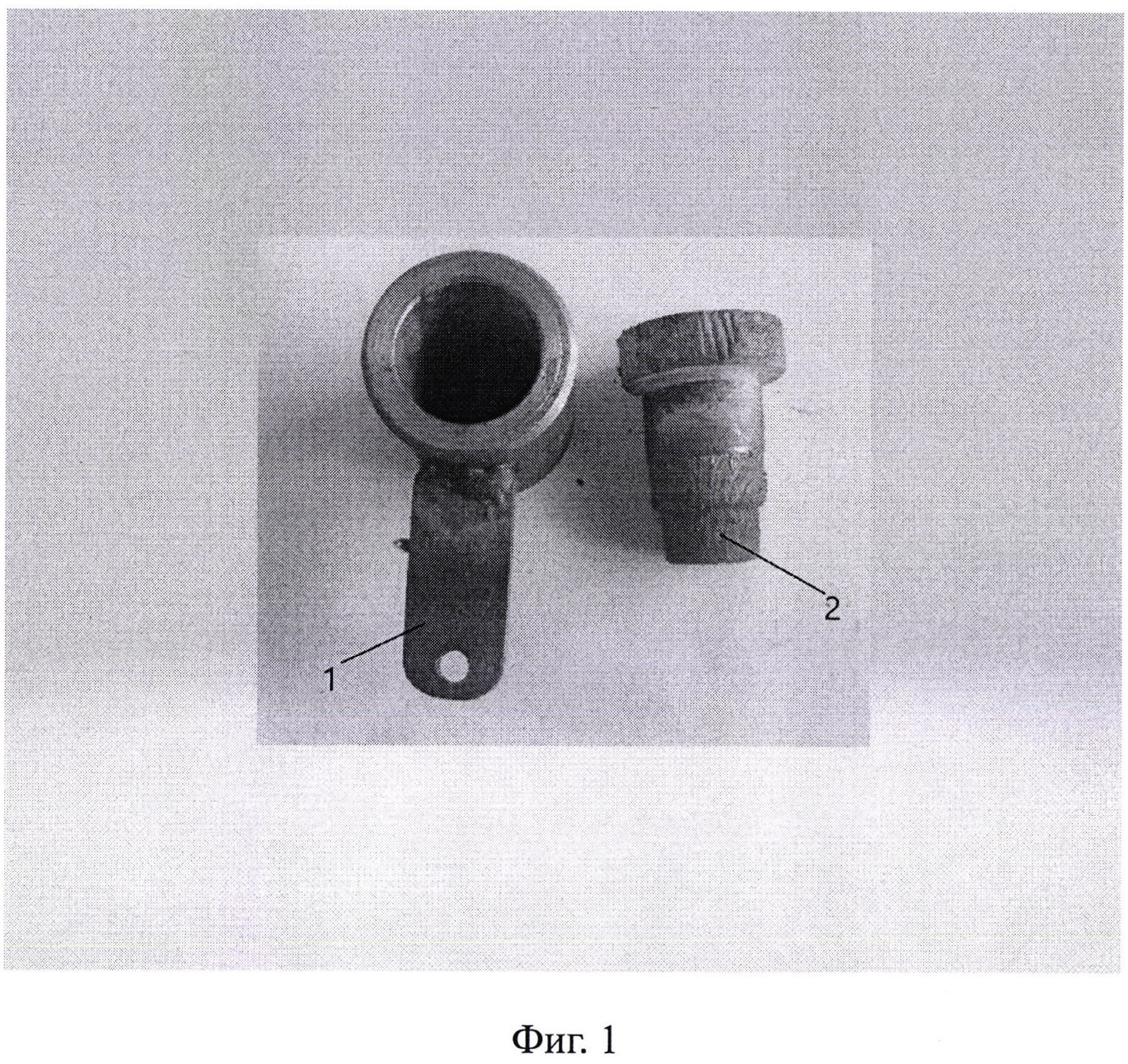
На фиг. 1 показано литейное оборудование для получения тонкостенных отливок.
Оборудование представлено: 1 кокиль, 2 пуансон для формовки легирующего состава на стенки и дно кокиля.
Осуществление изобретения иллюстрируется следующим примером.
К индукционной установке ЭЛСИТ 70/40 подключали индуктор в виде соленоида в него устанавливался тигель (Форнакс) фирмы АО «ОЭЗ «ВладМиВа» в нем осуществляли плавку чугуна марки ФС17.
Для получения легированных бором тонкостенных отливок готовили кокили (см. фиг. а для футеровки их полости вытачивали специальные пуансоны, с целью прессования формовочного состава) и возможностью получать стенки из формовочного состава различной толщины: 0,5, 1, 9 мм.
Расход карбида бора определяли по массе оставшейся в кокиле и на поверхности отливки. Взвешивание оставшегося карбида бора определяли на весах марки CUW-620H.
В керамический тигель загружали куски чугуна марки ФС17, в количестве 50 гр. и флюс (ТУ 57-43-060-00196368-97 Известняк и (известняк флюсовый)- 15 гр. Плавку вели в течение 5 мин. Затем снимали шлак и разливали расплавленный чугун в кокиль-поддон с зафутерованными стенками, состоящими из карбида бора и крахмала. Внутренняя поверхность кокиля футеровались толщиной 0,5, 1,9 мм. При толщине футеровочного слоя меньше 0,5 мм, например на поверхности кокиля наблюдаются оголенные участки от легирующего состава, а при толщине большем 1,9 мм, например 2 мм начинался уже перерасход легирующего состава.
В полужидком состоянии листы прокатывали на специальном приспособлении до поперечного сечения 0,5-0,9 мм по известному способу (Ткачев В.Н. Износ и повышение долговечности деталей сельскохозяйственных машин. - М.: Машиностроение, 1971. - С. 159).
После остывания листы дробили в дробилки марки ЩД-10.
Размолотый сплав просеивали через сито с размерами ячеек 1,0, 0,5, 0,25 мм. Производили взвешивание на весах марки CUW-620H, готовили наплавочную шихту состоящую из сплава ФС17-85% и флюса П-0,66 перемешивали в биконусном смесители, затем через шаблон размером (10*20*3 мм) насыпали наплавочную шихту на образец (30*70*8) из стали 65Г, который помещали в индуктор подключенный к инвертору ЭЛСИТ-100/70 и осуществляли нагрев и расплавление наплавочной шихты на образце.
Таким образом, предлагается способ легирования тонкостенных чугунных отливок используемых для изготовления металлической части наплавочной шихты содержащей активный к кислороду и азоту компонент-бор. Качество легирования обеспечивается за счет предварительного прогрева легирующего компонента до температур 880-1050°С в не агрессивной среде и последующее кратковременное взаимодействие с расплавом, при этом легирующий компонент не требует значительного количества тепла и времени на его активацию для протекания химических реакций и диффузионных процессов.
Реферат
Изобретение относится к химико-термической обработке тонкостенных чугунных отливок, используемых в производстве сельскохозяйственной техники. Способ легирования тонкостенных чугунных отливок включает нанесение на рабочую поверхность кокиля 1 состава, разведенного в воде до состояния обмазки или краски, содержащего углеродсодержащий легирующий компонент, с помощью пуансона 2 для формовки легирующего состава на стенки и дно кокиля, и заливку чугуна в кокиль 1, при этом в качестве углеродсодержащего легирующего компонента используют карбид бора и в состав дополнительно вводят крахмал при следующем соотношении компонентов, мас. %: карбид бора 93-97, крахмал 3-7, толщина нанесенного на рабочую поверхность кокиля 1 легирующего состава составляет от 1 до 1,9 мм, а кокиль 1 с нанесенным легирующим составом прогревают до температуры 880-1050°С. Технический результат – повторное использование остатков карбида бора после легирования изделия, а соответственно уменьшение его расхода. 1 ил.
Комментарии