Многослойная броня, имеющая особую конфигурацию - RU2210718C2
Код документа: RU2210718C2
Чертежи






Описание
Изобретение касается брони, выполненной из множества слоев труднопробиваемого материала, и, в частности, относится к нательной броне, содержащей часть, которой придана особая конфигурация, соответствующая изогнутой области тела, такой как женская грудь, а также к способу производства такой брони.
Уровень техники, к которой относится
изобретение
Известно использование в нательной броне высокопрочных волокон, таких как полиарамидные волокна в виде многослойных структур для обеспечения защиты от огнестрельного ранения.
Пуленепробиваемые жилеты из многослойных структур оказались вполне удовлетворительными в качестве нательной брони для мужчин и женщин, однако возникли трудности при повышении его удобства для женщин
посредством придания бронежилету конфигурации, приспособленной к телу женщины.
Комфорт владельца и эффективность брони для предотвращения ранения тесно взаимосвязаны. В зависимости от степени защиты и типа ткани используют от около 10 до 50 слоев ткани. Это приводит к получению довольно жесткой структуры, которую нелегко приспособить для повторения контуров тела, особенно в области женской груди. Если броня неплотно прилегает к телу владельца, то распространение удара становится неравномерным и нательная броня не действует должным образом. Области нательной брони, имеющие сложную конфигурацию, особенно подвержены повреждениям при выстрелах с попаданием под углом скольжения. Кроме того, женская грудь особенно подвержена травматическому повреждению при ударе.
Уже предлагались различные варианты многослойной нательной брони, имеющей особую конфигурацию, для защиты областей тела сложной формы, таких как женская грудь. Но придание многослойной броне особой конфигурации оказалось сложным из-за того, что слои труднопробиваемого материала являются гибкими, но относительно неэластичными. Это является недостатком конструкции.
Придание контура передней панели брони посредством шовного соединения разрезанных частей материала внахлест с использованием особого рисунка швов предлагалось в патенте США 4183097. Однако если перекрытие швов недостаточно велико, выстрелы под косым углом могут пробивать жилет, тогда как увеличение размера перекрытия швов создает твердую кромку в области, где женщине требуется как можно большая гибкость.
В патенте США 4578821 предлагалось вставлять гибкую многослойную баллистическую панель в передний карман одежды владельца. Эта панель удерживается посредством застежки Велкро (липучки), допускающей регулирование для различных размеров груди, но защищаемая область ограничена, и застежка Велкро не может обеспечивать высокой эффективности защиты от поражения. Эта система, следовательно, пригодна только для обеспечения низкой степени защиты.
В описании к патенту Великобритании 2231481 предложен жилет, внутренняя часть которого содержит вспененный пластиковый материал, выполненный по форме груди. Жесткий или полужесткий ударопоглащающий лист, которому придана соответствующая форма, добавляют к пластиковым слоям и, наконец, вводят многослойный баллистический пакет, причем всю эту конструкцию заключают в оболочку. При такой конструкции баллистический пакет приспосабливают к форме тела посредством сгибания по горизонтальной линии. Это может достигаться только путем оставления больших отверстий с левой и правой сторон грудной клетки, так что защита в этих боковых областях будет практически отсутствовать. Кроме того, жилет будет относительно тяжелым, жестким и неудобным для ношения.
Другое решение, раскрытое в патенте США 5020157 касалось использования твердых, негибких чашечек, выполненных из высокопрочного ламинированного полиэтиленового материала, которые носят поверх женской груди под обычным мягким нательным жилетом для защиты от удара при попадании пули. Давление, производимое этим ударом, будет, однако, распространяться по кромке чашечек, что может привести к травме. Кроме того, жесткие чашечки неудобны для ношения.
Придание конфигурации нательной броне посредством формования слоев арамидной ткани в поливинилхлоридном (ПВХ)-корпусе под давлением воздуха 400-800 кПа и при температуре 180-300oС предложено в документе DE-A 4423194 и в публикации WO 96/01405. Однако арамидные ткани имеют удлинение до 4%, что может привести к их повреждению при формовании. Кроме того, придание слоям формы вытягивает ткань, что будет увеличивать промежутки между волокнами и уменьшать эффективность защиты от поражения. Кроме того, формование в ПВХ-корпусе делает броню относительно жесткой.
Поэтому вышеописанные предшествующие решения многослойной брони, имеющей особую конфигурацию, не смогли обеспечить легкую многослойную структуру, которая удобно прилегает к телу при обеспечении высокой защиты от поражения и которую можно производить, используя доступное оборудование, работающее при температуре окружающей среды.
Сущность изобретения
Задача изобретения состоит в устранении вышеупомянутых недостатков решений, известных из
предшествующего уровня техники, и в обеспечении многослойной брони, имеющей особую конфигурацию, соответствующую области тела сложной формы, и которая сочетает надежную защиту от огнестрельного
ранения с высокой степенью комфорта.
Также задачей изобретения является обеспечение простого способа придания формы многослойной броне, который не требует тепловой обработки, снижающей эффективность (защиты).
Эти задачи решают посредством способа обеспечения вытачек для создания слоев, имеющих форму, образованную сгибами, более или менее равномерно распределенными в поворачиваемой (смещаемой под углом) последовательности, как описано ниже.
Изобретение предлагает броню, в частности нательную броню, выполненную из множества слоев гибкого, относительно неэластичного труднопробиваемого материала, которому придана особая конфигурация, соответствующая форме области, подлежащей защите.
Выражение "особая конфигурация" означает выступающие части объемной (трехмерной) структуры типа одежды.
Согласно изобретению слои удерживаются в этой конфигурации посредством множества вытачек в последовательных слоях материала. Каждая вытачка в слое содержит, по существу, V-образный участок, края которого соединены в виде вытачки, с V-образным участком, загнутым на себя и согнутым на одну сторону сгиба для образования дополнительной толщины, лежащей над или под смежной частью слоя.
Также согласно изобретению вытачки смещены под углом друг от друга с согнутыми V-образными участками, ориентированными так, чтобы указанная дополнительная толщина была распределена по существу равномерно.
Выполненная таким образом броня имеет особую конфигурацию, является удобной для ношения без ухудшения защиты от пуль. Отсутствие разрезов в вытачках означает, что ослабленные линии, допускающие проникновение пуль, не образуются.
Дополнительная толщина согнутых частей V-образных участков, распределенная по существу равномерно вокруг области сложной формы, обеспечивает дополнительные защитные слои над этими частями сложной формы, в которые попадание пули наиболее вероятно под углом скольжения и может привести к ранению. Однако прекрасная защита от пуль обеспечивается не благодаря этим утолщенным частям, а в основном благодаря тому, что конструкция не создает ослабленных мест, которые понижают защитную эффективность основных слоев.
Конфигурация, полученная таким способом, обеспечивает лучшее соответствие контуру тела, не накладывая при этом ограничений на степень защиты, обеспечиваемой многослойной структурой. Благодаря их равномерному распределению согнутые части не ухудшают гибкости и удобства брони. Кроме того, увеличение веса согнутых частей незначительно. Нательная броня, таким образом, остается легкой и удобной для ношения, повышая степень защиты от ранения.
Согнутые V-образные участки материала образуют складки, которые могут быть ориентированы в одном направлении, т.е. загнуты в одну сторону. Однако обычно эти складки ориентируют в разных направлениях. В предпочтительном варианте осуществления пара слоев материала имеет вытачки в одном угловом положении со складками, ориентированными в противоположных направлениях так, чтобы они не перекрывали друг друга. Слои материала, образующие эти пары, могут быть смежны друг другу, но предпочтительно они перемежающиеся (через одного), поскольку это улучшает гибкость и удобство, предотвращая сжатие складок, которое может привести к жесткости или образованию неровностей.
Между вытачками, где удобно, могут быть оставлены угловые промежутки между некоторыми или всеми смежными под углом складками различных слоев. Это может способствовать гибкости конфигурированной части без снижения степени защиты. Важно распределить складки под углом таким образом, чтобы дополнительная толщина была равномерно распределена, предотвращая образование неровностей или жесткости, которые могут уменьшить комфорт и безопасность.
В принципе, вытачки продолжаются, по существу, радиально от, по меньшей мере, одной точки или области схождения. Обычно вытачки расположены с угловым смещением друг от друга вокруг точки или области схождения под углом, равным или превышающим угол V-образного участка перед сгибанием. Это предотвращает нежелательное перекрывание краев согнутых складок.
Каждый слой материала обычно имеет одну вытачку или в случае женского бронежилета, имеющего особую конфигурацию, две вытачки, расположенные симметрично с обеих сторон двух точек или областей схождения. Однако каждый слой материала может иметь больше вытачек, например, четыре вытачки, расположенные с обеих сторон и продолжающиеся выше или ниже двух точек или областей схождения.
Основным применением брони, имеющим особую конфигурацию, по изобретению является нательная броня, содержащая, по меньшей мере, одну часть, которой придана особая конфигурация для соответствия части тела сложной формы, такой как торс, шея и/или область ключицы, плечо или локоть, колено или другая суставная область. Нательная броня может быть мягкой или относительно жесткой или тяжелой броней, выполненной в форме жилета или накладок для рук или ног или подобного облачения.
Частным применением такого средства является нательная броня особой конфигурации для соответствия форме женской груди, имеющая две разнесенные в стороны вогнутые углубленные части, соответствующие форме груди. В этом варианте осуществления вытачки смещены под углом вокруг каждой из двух разнесенных в стороны углубленных частей, образуя непрерывную форму бюста ("одночашечную"), вмещающую обе груди.
Альтернативно могут быть обеспечены две чашечки, но это не является необходимым. В этом случае можно было бы обеспечить достаточное количество вытачек, смещенных под углом друг к другу, так чтобы складки покрывали по существу всю круговую область вокруг каждой боковой углубленной части.
Вытачки этого женского бронежилета, имеющего особую конфигурацию, продолжаются радиально от двух разнесенных в стороны точек или областей схождения, соответствующих центрам углубленных частей, выше и ниже двух точек или областей схождения, и предпочтительно покрывающих угол, по меньшей мере, около 180o.
Бронежилет, выполненный в соответствии с изобретением, обычно имеет переднюю и заднюю панели, неразъемно соединенные или прикрепленные посредством застежек Велкро с возможностью разъединения, причем передней панели, например, придана форма для соответствия женской груди посредством описанного нового расположения сгибов. Изобретение касается как всего жилета, так и только передней панели, которая может продаваться отдельно.
Угол V-образного участка гибкого материала зависит от степени кривизны, требуемой для каждого конкретного применения. Для большинства применений каждый V-образный участок будет создавать угол от около 10 до 40 градусов.
Для женского бронежилета, имеющего особую конфигурацию, предпочтителен угол, составляющий около 15-30 градусов, обычно 20-25 градусов, поскольку это обеспечивает углубленные части в форме, удобной для большинства женских грудей.
V-образные участки, имеющие угол менее 10o, предпочтительны, например, для защиты в области шеи. При использовании небольших углов следует принять особые меры для правильного сгибания и расположения относительно узких складок (половина угла V) для предотвращения образования неровностей.
V-образный участок, имеющий угол более 40o, может потребоваться для защиты, например, в области локтя.
Обычно собранные вместе слои материала имеют, по меньшей мере, три места вытачек возле каждой из двух разнесенных друг от друга углубленных частей. Однако для некоторых применений может хватить двух мест вытачек, в которых складки в разных слоях у каждого места вытачки загнуты в противоположных направлениях для распределения избыточной толщины складок, насколько это возможно.
Конструкция с шестью местами вытачек возле каждой из двух разнесенных друг от друга углубленных частей оказалась вполне удовлетворительной для женских жилетов. Максимальное количество мест вытачек будет определяться предусмотренным применением и производственными возможностями.
Форма, полученная посредством особого расположения вытачек, по изобретению может быть симметричной или несимметричной относительно двух или более точек или областей схождения. Несимметричная форма может обеспечиваться несимметричным распределением мест вытачек и/или может предусматривать использование V-образных участков (в одном или разных слоях), имеющих различные углы, или несимметричным сгибанием складок.
Как подробно описано ниже, труднопробиваемый материал предпочтительно выполнен из полиарамидных волокон и для улучшения сопротивления пробиванию и уменьшения деформации изнаночной поверхности один или более слоев (обычно только задний и/или передний слой) может быть связан с полимером. Бронежилет также может содержать один или более передних карманов для размещения баллистических пластин, или может быть связан с другими защитными слоями для улучшения эффективности защиты от пуль и/или уменьшения деформируемости задней поверхности, где это необходимо. Например, может быть установлен жесткий или полужесткий передний слой.
Труднопробиваемый материал
В труднопробиваемом материале, используемом в многослойном средстве брони, по изобретению можно использовать различные типы волокон, такие как
волокна, содержащие полиолефин, например, полиэтилен, полиимид, полиэфир или полиарамид, обычно имеющие прочность, по меньшей мере, 900 МПа согласно стандарту ASTM D-885, которая составляет
приблизительно 7 грамм/денье. Для обеспечения лучшей непробиваемости предпочтительно, чтобы прочность волокон на разрыв составляла, по меньшей мере, 2000 МПа согласно стандарту ASTM D-885.
Полиарамидные волокна предпочтительны, поскольку они могут иметь требуемую прочность, даже превышающую предпочтительный предел 2000 МПа, и, кроме того, обладают хорошей химической устойчивостью.
Волокна в материале могут быть представлены во многих формах, предпочтительно в качестве плетеного материала, тканого материала, в качестве однотканой структуры, однонаправленной структуры или многонаправленного листа (например, имеющего волокна, пересекающиеся под углом между 20 и 90 градусами) или в виде нетканого (типа фетра) слоя. Также возможны листы труднопробиваемого материала в виде пленок.
Для повышения эффективности производства, доступности и геометрической прочности (хорошо определенной устойчивой структуры) предпочтителен тканый материал из волокон высокой прочности. Структура ткани может представлять собой простое плетение, выполненное обычно из 42х42 или 28х28 нитей/см, или 14х14 или 6,1х6,7 нитей/см, хотя равным образом могут использоваться и другие тканые структуры в зависимости от требований применения.
Удельный вес таких тканей обычно составляет от 0,02 до 0,5 кг/м2, предпочтительно от 0,05 до 0,5 кг/м2 и более предпочтительно от 0,08 до 0,3 кг/м2, чтобы достигнуть равновесия между непробиваемостью и удельным весом.
Если удельный вес менее 0,02 кг/м2, то пуленепробиваемость ткани, даже когда она выполнена из полиарамидных волокон, обычно неприемлема, тогда как, если удельный вес ткани превышает 0,5 кг/м2, использование множества слоев ткани становится нецелесообразным из-за весовых ограничений.
Используемые волокна имеют соответствующий номер в денье (определяемый, как вес в граммах 9000 метров нити) от 0,1 до 3500 и, обычно от 10 до 3500, в зависимости от требуемого соотношения вес/эффективность защиты. Волокно с номером от 1000 до 3000 денье используют для менее критичных применений, тогда как для применений, в которых необходима высокая эффективность и низкий удельный вес, предпочтительны волокна с номером от 1 до 1000 денье и более, в частности, предпочтительно от 50 до 1000.
Во многих случаях для волокон предпочтителен диапазон от 1 до 3000 денье.
Волокна могут быть непокрытыми или покрытыми или предварительно обработаны иным образом (например, предварительно вытянуты или термообработаны). В случае использования полиарамидных волокон обычно не требуется покрытия или другой предварительной обработки волокна, кроме расположения его в соответствующем тканом или нетканом слое; однако в некоторых случаях можно применять покрытие волокон, например, чтобы увеличить их сцепление с полимерным наполнителем.
Для улучшения непробиваемости и уменьшения деформируемости изнаночной поверхности один или более слоев вышеописанной ткани, обычно только задний и/или передний слой, могут быть связаны с полимерным слоем или пропитаны полимером, чтобы использовать свойства и волокон, и полимерного наполнителя.
Такой композит, описанный в Европейской заявке ЕР-А-(КВ-4060), содержит слой, составленный из волокон, имеющих прочность по меньшей мере 900 МПа (7 г/денье) согласно стандарту ASTM D-885, связанных с полимерным наполнителем, имеющим прочность на изгиб от 42 до 1,000 МПа согласно ASTM D-790, прочность на разрыв по меньшей мере 10 МПа согласно стандарту ASTM D-638 и удлинение до разрыва по меньшей мере 100% согласно ASTM D-638.
В таких композитах предпочтительно используют термопластический полимер. Подходящие полимеры включают в себя особые полиэтилены, полиимид, полиэфирный эфиркетон, иономерные смолы, модифицированные фенольные смолы, сложные полиэфиры.
Предпочтительным термопластическим полимером является иономерная смола, более предпочтительно иономерная смола, содержащая катионы, выбранные из группы, состоящей из лития, натрия и цинка, в частности от 0,1 до 3 вес.% таких катионов.
Альтернативно термопластическим полимером является модифицированная фенольная смола, в частности фенольная поливинилбутиловая смола.
Полимерный наполнитель должен предпочтительно иметь прочность на разрыв при растяжении, по меньшей мере, 20 МПа и удлинение до разрыва, по меньшей мере, 200%, более предпочтительно, по меньшей мере, 300%, согласно стандарту ASTM D-638.
Гибкость полимерного слоя является важным фактором как для непробиваемости композита, так и удобства ношения бронежилета, включающего в себя один или более композитных листов.
Прочность на изгиб полимера составляет предпочтительно от 42 и до 1000 МПа, согласно ASTM D-790, в частности 50-800 МПа.
Прочность на изгиб выше 1000 МПа указывает на то, что полимер слишком жесткий, чтобы эффективно противостоять пробиванию или чтобы его можно было удобно носить как на теле, тогда как прочность на изгиб менее 42 МПа указывает на то, что материал является слишком гибким для обеспечения структуры с жесткостью, эффективной против пробивания. Дополнительное преимущество брони, содержащей такой полимер, состоит в уменьшенной деформации изнаночной поверхности, возникающей при попадании пули в броню.
Другим важным свойством полимерного слоя является его плотность, в частности, с учетом желательного низкого удельного веса (выраженного в кг/м2 композита) для легкости ношения средства защиты, для легкого обращения с ним и для эффективного конструирования с целью снижения веса. Предпочтительно плотность слоя, содержащего полимерное соединение, ниже 2,500 кг/м3 и, в частности ниже, 1,500 кг/м3; иономерные полимерные слои особенно предпочтительны в этом отношении, если их плотность составляет менее 1,000 кг/м3.
Полимерный наполнитель можно применять подходящим образом в виде слоя, который может быть связан с одной или с обеих сторон со слоем, содержащим волокна, в зависимости от применения, а с практической точки зрения, от наличия соответствующего производственного процесса. В предпочтительном варианте осуществления слой, содержащий волокна, размещен внутри полимерного наполнителя для иммобилизации, чем достигается очень прочная композиция. Слои полимера и волокон могут быть связаны периодическим или непрерывным образом, любым средством, известным в данной области, таким как каландрование, экструзионное покрытие, склеивание, пропитывание, термосоединение, другие формы ламинирования слоев из двух различных материалов или полимеризацией на месте с образованием, таким образом, сплошного полимерного слоя с волокнами.
Предпочтительным способом связывания волокон с полимером композитного слоя является термосоединение, такое как формование периодическим или непрерывным образом, в частности посредством ленточного пресса или каландра.
Когда слои такого волокнополимерного композита включают в средство защиты сложной конфигурации, по изобретению таким листам может быть придана форма с использованием вытачек и согнутых складок, как описано здесь; при этом формовочном процессе нет необходимости в использовании тепла. Однако можно включить один или более слоев волоконно-полимерного композита, которым предварительно придана форма посредством обычного формования.
Способ изготовления
Согласно другому аспекту изобретения способ изготовления многослойного средства защиты, имеющего особую
конфигурацию, начинается с обеспечения множества слоев гибкого, относительно неэластичного труднопробиваемого материала, для установки в формованную броню. Каждый слой имеет линии сгиба, образующие,
по меньшей мере, одну вытачку, содержащую в общем V-образный участок материала, причем вытачки различных слоев смещены под углом друг к другу вокруг по меньшей мере одной точки или области
схождения.
Во-первых, края V-образных участков соединены с образованием вытачек в каждом слое, причем все слои с образованными вытачками имеют по существу одинаковую периферическую форму для сборки в нательную броню. Обычно все эти слои идентичны по форме и размеру. Однако иногда может быть удобно устанавливать слои с незначительно отличающимися формами или размерами, например, чтобы приспособить их к постепенному образованию формы по мере наслоения слоев.
Затем это множество слоев собирают с образованием конфигурированной части с вытачками разных слоев, смещенными под углом друг от друга, и с V-образными участками материала, согнутыми в разных направлениях для распределения дополнительной толщины по существу равномерно вокруг формованной части.
Эта операция осуществляется на удобных опорах. При образовании, например, бронежилета слои можно наращивать на груди.
Наконец, отформованные таким образом слои собирают вместе с образованием брони.
Постепенное наслоение смещенных под углом (с поворотом) вытачек с согнутыми складками в нарастающих слоях начиная от второго слоя может называться постепенным конфигурированием, так как это конфигурирование происходит путем последовательного наложения до 30, 50 или даже более слоев.
Таким образом, броня может быть выполнена по индивидуальным меркам путем ее наращивания в анатомически правильной форме. Каждый отдельный слой относительно неэластичного труднопробиваемого материала может быть сконфигурирован посредством формования, соединения вытачек, сгибания складок и последовательным наращиванием слоев.
С одной стороны, можно выполнять защитное облачение типа бронежилета по индивидуальным меркам потребителей. С другой стороны, формованные предметы одежды, такие как жилеты, могут быть выполнены таким образом, чтобы они подходили различным потребителям.
Операции сгибания и прикрепления не требуют специального оборудования или инструментов и их можно осуществить с помощью существующих современных текстильных технологий кроя.
Преимущество такой технологии сборки состоит в том, многослойные формы могут быть удобно выполнены с использованием относительно тонких слоев труднопробиваемого материала, наращиваемых до очень большого количества слоев, например до 50 или более. Хорошо известно, что эффективность защиты от пуль возрастает с ростом количества слоев, даже для такой же общей толщины.
Предпочтительно пары слоев материала имеют вытачки, расположенные под одним и тем же углом, а V-образные части этих слоев согнуты в противоположных направлениях так, чтобы они не накладывались друг на друга, причем пары слоев с вытачками, расположенными в тех же угловых положениях, предпочтительно находятся в перемежающихся слоях (через один).
Посредством этого нового способа сборки толстых защитных слоев слои наращиваются (при наложении мест, где согнуты складки), так чтобы обеспечить дополнительную защиту от удара пули, особенно важную в областях сложной конфигурации, в которые пули или осколки попадают под углом (не перпендикулярное попадание).
Края V-образных участков могут быть сшиты вместе с образованием вытачек, предпочтительно с использованием полиарамидной нити. Альтернативно эти края могут быть соединены другими средствами, такими как скобы или заклепки из полиарамида или посредством склеивания. Слои противоударного материала удобно соединять сшиванием.
Когда слои материала скрепляют вместе, стараются поддержать форму и предотвратить образование воздушных карманов. Передняя панель бронежилета может быть изготовлена посредством соединения вместе двух или более комплектов слоев труднопробиваемого материала, отформованных посредством сборки слоев со смещенными под углом вытачками, как описано выше.
Перечень фигур чертежей
Изобретение далее раскрыто на примере его выполнения со ссылкой на сопровождающие чертежи, на которых:
фиг. 1 - общий вид спереди пуленепробиваемого жилета, имеющего переднюю панель, которой
придана особа конфигурация по изобретению для ношения жилета женщиной;
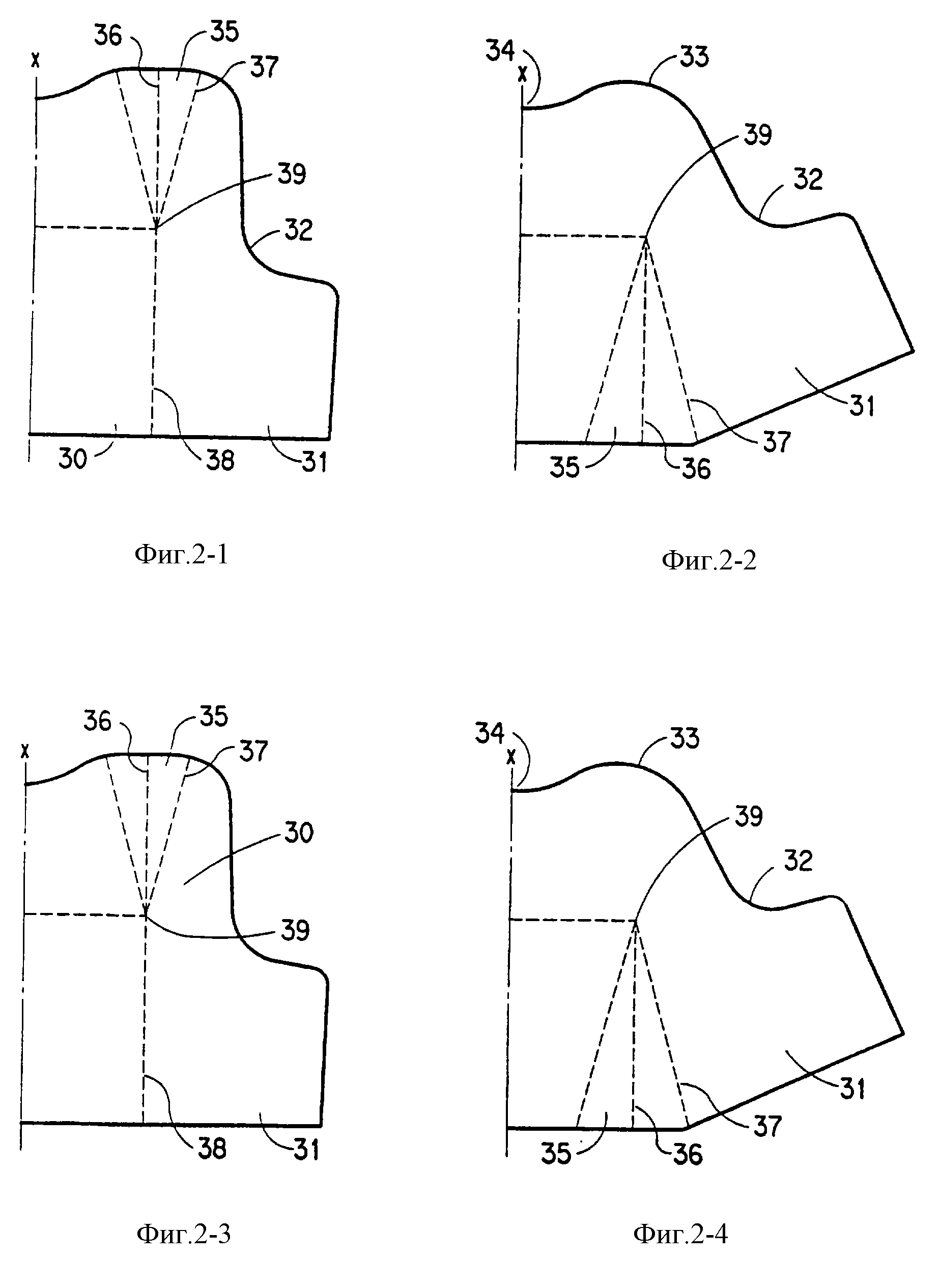
фиг.2-1 - 2-12 - схематические виды спереди, показывающие каждый по одной половине одного слоя материала, причем
двенадцать слоев на фиг.2-1 - 2-12 показаны перед их последовательной сборкой с образованием отформованной передней панели пуленепробиваемого жилета по фиг.1;
фиг.3 - показывает образование
вытачки в одном из этих слоев;
фиг.4-1 - 4-4 показывает сгибание вытачек четырех последовательных слоев перед сборкой слоев или в ее процессе;
фиг. 5 - схематический вид сверху
углового распределения согнутых складок; и
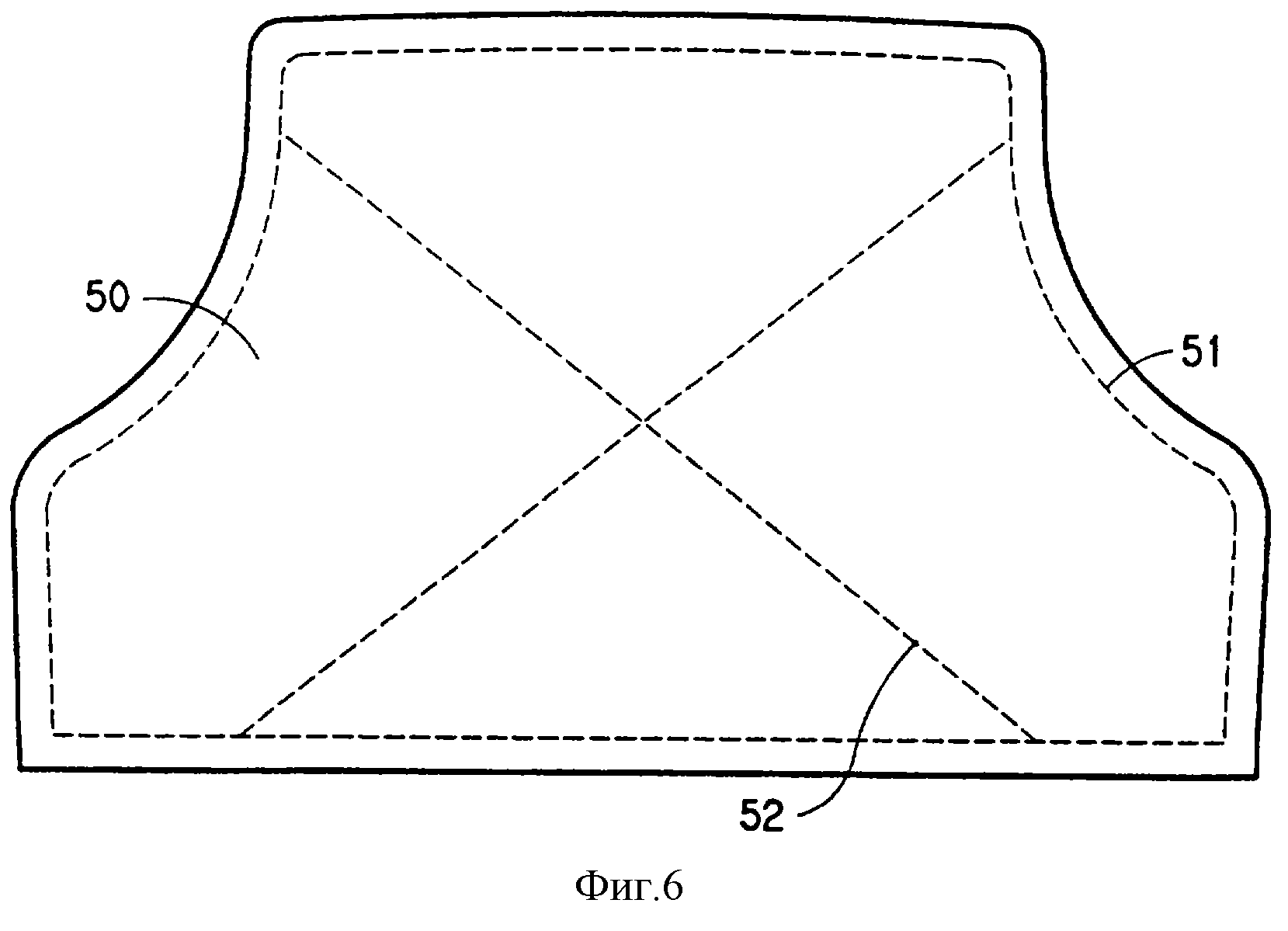
фиг.6 - схематический вид сверху, показывающий, как собрана задняя панель нательной брони по фиг.1.
На фиг.1 представлен легкий пуленепробиваемый жилет, содержащий переднюю панель 10, которой придана особая конфигурация, соответствующая форме груди пользователя-женщины, и заднюю панель 20, обе из которых выполнены из собранных слоев труднопробиваемого материала. Передняя панель 10 имеет верхний грудной участок 14 и нижний грудной участок 15, сформированные так, чтобы образовать с внутренней стороны две разнесенные друг от друга, вогнутые внутрь углубленные части, соответствующие форме груди. Внутренним слоям труднопробиваемого материала, составляющим переднюю панель 10, форма придана посредством группы смещенных под углом вытачек, как раскрыто далее со ссылкой на фиг.2-4.
Как показано на фиг. 1, передняя 10 и задняя 20 панели жилета разъемно скреплены вместе рядом застежек Велкро ("липучек"), а именно накладываемыми верхними застежками 11 Велкро на верхних сторонах передней панели 10, взаимодействующими застежками Велкро, на плечевых лямках 21, прикрепленных к задней панели 20, и накладываемыми нижними застежками 12 Велкро на нижних сторонах передней панели 10, взаимодействующими с зацепляющими застежками Велкро, на боковых лямках 22, прикрепленных к нижней части задней панели 20. Эти боковые лямки 22 имеют дополнительную поперечную липучку 23 для дополнительной надежности, и, кроме того, имеется пояс 24 на липучках.
Слои труднопробиваемого материала, составляющие переднюю панель 10, заключены между наружным покрывающим листом и подкладкой из материала, не являющегося труднопробиваемым. Для соответствия этого наружного листа форме передней панели 10 обеспечены швы 17, продолжающиеся вверх до и выше уровня груди. Однако подчеркивается, что согласно изобретению внутренние слои труднопробиваемого материала не имеют разрезов, но собраны посредством ряда смещенных под углом вытачек, имеющих согнутые складки, как описано ниже со ссылкой на фиг.2-4.
При желании наружный покрывающий слой также может иметь вытачки с вогнутыми складками, подобно складкам внутренних слоев труднопробиваемого материала.
На фиг.2-1 - 2-12 представлена правая половина одного из двенадцати слоев 30 труднопробиваемого материала перед последовательной сборкой слоев с образованием отформованной передней панели 10 пуленепробиваемого жилета по фиг.1. Другая половина каждого слоя 30 является зеркальным отражением по оси X. Линии, показанные внутри периметра каждого слоя 30, являются только обозначениями, служащими для указания расположения линий сгиба и соединительных линий.
Каждый слой 30 имеет два боковых удлинения 31 (соответствующих тем частям 16 передней панели 10, которые подходят к талии владельца), боковые выемки 32 (соответствующие тем частям передней панели 10, которые размещаются под руками владельца), округленные верхние части 33 (соответствующие тем частям передней панели 10, которые покрывают верхнюю часть груди, то есть где прикреплены застежки 11) и вогнутую верхнюю поверхность 34 (соответствующую той части передней панели 10, которая располагается вокруг шеи владельца).
Каждая половина слоя 30 также имеет V-образный участок 35, имеющий центральную линию 36 сгиба, по которой он может быть согнут и соединен с образованием вытачки, как показано на фиг. 3. На этой фигуре показан слой, соответствующий слою по фиг.2-1 или фиг.2-3. Как показано, слой 30 согнут по вертикальной линии 38 сгиба, совпадающей с линией 36 сгиба, после чего слой 30 может быть присоединен посредством сшивания или скобками вдоль линий 37, определяющих V-образный участок 35, для образования вытачки вдоль соединительных линий 37, оставляющей складку 40, которая состоит из V-образного участка 35, согнутого на себя.
Как показано для слоев 30 по фиг.4-1 - 4-4, когда две вытачки 37 образованы в правой и левой частях каждого слоя 30, наружный периметр слоя 30 принимает форму, которая по существу та же у всех слоев и соответствует периферической форме передней панели 10. Последовательные слои 30, однако, могут иметь различные размеры и формы, в зависимости от наращиваемой конфигурации.
При сравнении фиг. 2-1 - 2-12 можно видеть, что последовательные слои имеют сгибы, смещенные под углом один от другого вокруг точки 39 схождения, причем каждый слой 30 имеет две разнесенные в стороны точки 39 схождения, соответствующие центрам углубленных частей в передней панели 10, приспособленные для размещения грудей пользовательницы. Эти точки 39 схождения расположены примерно в тех же местах всех двенадцати слоев 30. Очевидным является, что заостренные концы вытачек 37 могут быть распределены вокруг области схождения, например, круговой области, которая в результате не сгибается. Такая область будет достаточно большой для предотвращения ее скручивания и нежелательного "складывания вдвое" точке схождения.
Чередующиеся через одну пары слоев 30 материала, именно на фиг. 2-1 и 2-3; 2-2 и 2-4; 2-5 и 2-7; 2-6 и 2-8, 2-9 и 2-11; 2-10 и 2-12 идентичны так, что вытачки 37 слоев каждой пары расположены в одинаковом угловом положении. Вытачки 37 последовательных слоев (фиг.2-1, 2-2, 2-3 и т.д.) разнесены под углом друг от друга. Вытачки по фиг.21, 2-2 и фиг.2-3, 2-4 расположены под углом 180 градусов друг к другу; тогда как вытачки других последовательных слоев расположены под другими углами, представленными на фиг.2-5 - 2-12 посредством линий 36 сгиба. В общем, вытачки 37 в нечетных слоях расположены в верхней части, а вытачки в четных слоях расположены в нижней части слоя 30 за исключением слоя 30 на фиг.2-10, где вытачка расположена посередине.
В данном примере угол V между линиями 37, образующими каждую вытачку, составляет около 25,5 градусов, так что шесть сгибов, расположенных бок о бок друг к другу, будут охватывать угол 135 градусов. Однако очевидным является, что все вытачки 37 охватывают угол около 195 градусов начиная с одного края наверху от вытачек 37 на фиг.2-9 и 2-11 до вытачек 37 на фиг.2-2 и 2-4 на другом краю внизу, причем имеется промежуток между другими вытачками 37, см. фиг.5.
Как показано на фиг.4-1 - 4-4, складки 40, связанные с вытачками 37, согнуты в чередующихся направлениях для достижения возможно лучшего распределения их избыточной толщины при сборке слоев 30. Каждая складка 40 занимает 1/2 ширины V-образных участков, и эти складки 40 выборочно загнуты в чередующихся направлениях.
На фиг.4-1 левая складка 40 в верхней части первого слоя 30 согнута направо, а правая складка 40 согнута налево. Аналогично на фиг.4-2 левая складка 40 в нижней части второго слоя 30 согнута направо, а правая складка 40 согнута налево.
У соответствующих следующих двух слоев на фиг.4-3 и 4-4 сгибание соответствующих складок 40 является обратным, то есть для третьего и четвертого слоев 30 левые складки 40 согнуты налево, а правые складки 40 согнуты направо.
Тот же принцип переворачивания складок 40 повторяется и в последующих группах пар слоев 30. Этот принцип состоит в том, что складки 40 в вытачках 37, расположенных в том же угловом положении, что и в чередующихся слоях, подобно вытачкам на фиг.2-5 и 2-7 и на фиг.2-6 и 2-8, например, будут согнуты в противоположных направлениях так, что когда собирают слои 30, эти складки 40 не будут накладываться друг на друга (см. фиг.5). Такое сгибание складок 40 может быть выполнено, когда образованы вытачки 37 или когда собираются слои 30.
Слои 30 с вытачками 37 затем последовательно собирают на груди со складками 40 последовательных слоев, согнутыми, как описано выше. Каждый слой 30 устанавливают на следующем (или предыдущем) с помощью булавок. Тот же процесс повторяют для всех двенадцати слоев 30, укладывая складки 40 выбранных направлениях поверх слоя 30, за исключением последнего слоя, на котором складки могут быть повернуты внутрь, чтобы обеспечить гладкую наружную поверхность.
Собранные и сконфигурированные слои 30 удерживают в зажимах и сшивают (или скрепляют вместе другим способом) по периферии, стараясь поддержать конфигурацию при сшивании и выдавливая воздух для предотвращения образования воздушных карманов. Для этого предпочтительно не сшивать по периферии непрерывно, а сшивать по одному периферийному участку, начиная от округленных верхних частей 33 и заканчивая нижними углами. При желании часть, соответствующая талии, может подтягиваться для обеспечения лучшей формы.
Благодаря вытачкам 37 собранным слоям 30 придана конфигурация с двумя разнесенными в стороны углубленными частями "одночашечной" формы, приспособленной к форме груди владельца, а складки 40 в разных слоях 30 ориентированы в таких направлениях, чтобы дополнительная толщина была распределена по существу равномерно вокруг части, имеющей сложную форму, предотвращая образование любых неровностей или жесткости.
На фиг.5 схематично показано угловое распределение складок 40 в собранном пакете. На этой фигуре складки 40 обозначены позициями L1-L12 их слоя, соответствующему фиг.2-1 - 2-12. В этом примере, следуя по часовой стрелке, складки L11-L9, L3-L1, L7-L5, L12-L10, L6-L8 и L2-L4 расположены вместе парами, согнутыми в противоположных направлениях по линиям, образующим их вытачки 37. Все складки L1-L7, L5-L12, L10-L6 и L8-L2 разнесены под углом одна от другой посредством растяжений слоя 30, не покрытых складками.
Благодаря угловому чередования вытачек 37 и выбранной ориентации складок 40 складки в пакете не накладываются друг на друга. Кроме того, складки 40, наружные края которых совпадают в угловом положении друг с другом (в этом примере 27 L3 и L9), разделены не сложенной частью, по меньшей мере, одного промежуточного слоя 30 (а именно слоями L4-L8) так, что отсутствует риск взаимодействия между складками 40, которое может вызвать сжатие или образование неровностей.
При окончательной сборке складки 40 равномерно распределяют вокруг наружных частей одночашечных выемок, обеспечивая два дополнительных защитных слоя в этой чувствительной зоне в местах, покрытых складками 40.
Если желательно обеспечить две дополнительные защитные области над непокрытыми областями на фиг.5, это обеспечивают посредством включения дополнительных слоев в пакет с вытачками в желаемых дополнительных местах.
Передняя панель 10 по фиг.1 может быть выполнена посредством совместной установки выбранного количества пакетов из двенадцати слоев 30, собранных, как описано выше, например, два пакета, образующие 24-слойную панель или три пакета, образующие 36-слойную панель, и т.д. Также можно выполнять частичные сборки, например, два с половиной пакета, образующие 30-слойную панель.
На фиг.6 представлено, как слои труднопробиваемого материала могут быть собраны с образованием задней панели 20 по фиг.1. Здесь слои 50, конфигурированные для образования задней панели 20, помещают вместе, сгибают по форме спины, а затем сшивают или скрепляют другим образом. Все слои 50 за исключением последних пяти сшивают вместе по периферии 51 и поперечно 52. Последние пять слоев 50 (которые будут наиболее близки к телу) сшиты вместе только по периферии 51. Затем пакеты прошивают вместе только в верхней и боковой областях периферии 51.
Переднюю 10 и заднюю 20 панели затем заключают в их соответствующие покрывающие слои и подкладки и устанавливают лямки и липучки.
Пример
Формованная передняя панель пуленепробиваемого жилета была изготовлена, как описано выше, с 30 слоями ткани Кевлар, Style 363F, сшитыми с использованием нитей Кевлар 930 децитекс. Кевлар - товарный
знак фирмы Дю Пон. Слои собирали на груди с размерами 94-64-97 (см. размер 42). Законченная отформованная передняя панель устанавливалась на пластилиновом опорном материале и подвергалась испытанию на
пуленепробиваемость. Пули посылали в выпуклость, в бок и в край изогнутой грудной части при стандартных условиях. Все пули были остановлены в первой половине пакета, что указывает на хорошую
непробиваемость конструкции. Кроме того, изнаночная деформация пластилина была удовлетворительной.
Реферат
Изобретение относится к изготовлению средств бронезащиты, в частности женского бронежилета. Предложена многослойная броня, выполненная из множества слоев гибкого, относительно неэластичного, труднопробиваемого материала, соответствующая сложной форме защищаемой области тела. Броня содержит множество вытачек в последовательно расположенных слоях материала. В каждом слое выполнена, по меньшей мере, одна вытачка, содержащая V-образный участок, края которого соединены при получении вытачки, и на V-образном участке заложена складка, загнутая на одну сторону с образованием дополнительного утолщения сверху или снизу в примыкающей части слоя. Вытачки в слоях расположены одна относительно другой с угловым смещением, а V-образные складки ориентированы с возможностью равномерного распределения дополнительного утолщения вокруг защищаемой области. При этом, по меньшей мере, один слой труднопробиваемого материала содержит ткань, пропитанную или покрытую слоем упрочняющего вещества вокруг защищаемой области за исключением V-образного участка, так что V-образная складка состоит только из ткани. Техническим результатом изобретения является обеспечение надежной защиты от огнестрельного ранения и высокой степени комфорта. 2 с. и 21 з.п. ф-лы, 6 ил.

Комментарии