Модифицированные бентониты для современных литейных приложений - RU2526336C2
Код документа: RU2526336C2
Описание
Настоящее изобретение относится к смесям для получения литейных форм, точнее к смесям для литейных форм, включающим модификатор для улучшения литейных форм.
При литье расплавленных металлов и сплавов для различных литейных приложений обычно используются литейные формы, имеющие конфигурацию, соответствующую форме желаемой отливки. Литейные формы, сделанные из песка, могут применяться для формирования наружной части отливки, или они могут быть стержнями, помещаемыми внутрь литейной формы, чтобы придать геометрическую форму внутренней части отливки. Литейные формы могут делаться из композиций, которые включают формовочный песок как основной компонент в комбинации с минеральной глиной и водой. Дополнительные присадки могут включать молотый битуминозный уголь, лигнит, леонардит, пептизированный крахмал, в небольших количествах могут также присутствовать целлюлоза и другие обычные добавки. Смесь для литейных форм можно получить, вводя формовочный песок, воду, любые дополнительные добавки и минеральную глину в смесительное устройство, такое, как бегунковый смеситель. Перемешивание этих составляющих может проводиться до такой степени, чтобы частицы формовочного песка были покрыты минеральной глиной. Дополнительные добавки и минеральная глина могут добавляться как единая смесь в формовочный песок и воду в смесительном устройстве, чтобы частицы песка могли покрываться минеральной глиной. После этого смесь можно ввести из бегункового смесителя в опоку или удерживающую конструкцию, включающую модель, выполненную так, чтобы соответствовать желаемой конфигурации отливки из металла или сплава. Смесь можно уплотнить в модели, чтобы получить необходимую целостность, и затем модель можно удалить, получая литейную форму, готовую к применению для получения отливки из металла или сплава.
Важным свойством или характеристикой композиций для литейных форм может быть "долговечность" или сопротивление литейной формы и, в частности, компонента минеральной глины, к термической деструкции при повышенных температурах, имеющих место при обычной разливке горячих металлов и сплавов. В частности, может быть выгодным, чтобы смесь для литейных форм была стойкой к термодеструкции в интервале температур от 400°F (204°C) до 1200°F (649°C). Минеральные глины могут постепенно выгорать или терять свои желаемые свойства при повышении температуры в этом диапазоне. Натриевый бентонит может обнаруживать более высокую долговечность в смесях для литейных форм по сравнению с кальциевым бентонитом. Вторым существенным свойством может быть "прочность всухую" или энергия, необходимая для извлечения затвердевшей отливки из формы. В обычных смесях для литейных форм, содержащих смеси натриевого бентонита и кальциевого бентонита, характеристику прочности формы всухую можно улучшить путем повышения количества кальциевого бентонита, который служит для снижения прочности всухую и облегчает удаление отливки из песчаной формы. Однако кальциевый бентонит может привести к снижению долговечности формы. Третьим существенным свойством может быть "пластичность" или мера кажущейся когезии между песчинками в смеси для литейных форм. Смеси для литейных форм, у которых это свойство недостаточно, могут прилипать в загрузочных бункерах и транспортно-загрузочном оборудовании, что может идти во вред процессу отливки в целом. Смеси для литейных форм, содержащие кальциевый бентонит как все или часть содержания минеральной глины, могут проявлять улучшенную пластичность, особенно когда содержание воды в смеси для литейных форм повышается. Четвертым существенным свойством может быть "горячая прочность" или способность смеси для литейных форм сохранять свою целостность на границе раздела смесь для литейных форм/расплавленный металл во время и после разливки металла, обычно при температурах 1500°F (816°C) и выше. Все дополнительные желаемые свойства литейной формы могут быть в равной степени приписаны натриевому бентониту или кальциевому бентониту или улучшены натриевым бентонитом в смеси для литейных форм.
Дополнительные свойства включают "прочность всырую" или прочность или целостность литейной формы до заливки расплавленного металла в форму. "Предел прочности на разрыв во влажном состоянии" представляет собой стойкость формы к деструкции из-за гидравлических ударов или толчков. "Горячая деформация" - это способность литейной формы сохранять стабильность размеров во время отливки горячего метала, чтобы достигались требуемые допуски на размеры в отвержденной отливке. "Проницаемость" определяется как свойство песчаной формы, которое позволяет газу проходить сквозь форму. От этого свойства зависят газопроницаемость литейных форм и стержней формы. На проницаемость влияет размер, геометрическая форма и распределение песчинок в песке, тип и количество связующего материала, плотность, до которой утрамбовывается песок, и влагосодержание. "Рыхлость" - это мера сопротивления истиранию песчаной литьевой формы. Рыхлый песок является песком, который не способен выдерживать эрозионный поток расплавленного металла. Он будет терять песчинки в движущийся поток, и будет подвергаться эрозии и дефектам, вызванным вкраплениями. Обычно рыхлость обратно связана с прессуемостью: чем ниже прессуемость, тем выше рыхлость.
Суть изобретения
Настоящее изобретение относится к смесям для получения литейных форм, более точно к смесям для литейных форм, включающим модификатор для улучшения литейных форм.
Согласно первому аспекту настоящего изобретения, предлагается смесь для применения при получении литейной формы, содержащая: связующее, причем связующее содержит смектитовую глину; модификатор, причем модификатор содержит карбонат металла, и формовочный песок.
Карбонат металла может быть обеспечен природным минералом, содержащим карбонат металла.
Модификатор может изменять реологические свойства смеси.
Металл карбоната металла может содержать по меньшей мере один металл, выбранный из группы, состоящей из алюминия, кальция, железа, калия, магния, бора, цинка, свинца, меди и их производного.
В одном варианте осуществления смектитовая глина содержит по меньшей мере одно вещество, выбранное из группы, состоящей из бентонитовой глины, гекторитовой глины, сапонитовой глины, нонтронитовой глины, бейделлитовой глины, соконитовой глины и их производного.
В одном варианте осуществления карбонат металла присутствует в смеси в количестве больше или равном примерно 0,1% и меньше или равном примерно 20% от веса смеси для литейных форм.
Выгодно, если модификатор имеет размер частиц меньше примерно 2 миллиметров.
В одном варианте осуществления формовочный песок содержит по меньшей мере один песок, выбранный из группы, состоящей из кварцевого песка, оливинового песка, хромитового песка, цирконового песка, угольного песка, керамического песка и их производного.
В одном варианте осуществления смесь, кроме того, содержит по меньшей мере одно вещество, выбранное из группы, состоящей из крахмала, сахара, силиката натрия, термопластичной, термореактивной смолы, пароотверждаемого связующего, химически отверждаемого связующего, термоотверждаемого связующего, битумного пека, смолы, цемента, целлюлозы, крупяного продукта, углеродистого материала и их производного.
Настоящее изобретение предлагает также литейную форму, полученную из описанной выше смеси. Литейная форма может быть приготовлена путем: смешения и покрытия песка связующим, водой и модификатором для получения смеси для литейных форм; введения смеси для литейных форм в модель, задающую литейную форму; отверждения смеси для литейных форм внутри модели с получением литейной формы; и удаления литейной формы из модели.
Согласно другому аспекту настоящего изобретения, предложена литейная форма, содержащая смесь для литейных форм, включающую связующее, содержащее смектитовую глину; модификатор, содержащий карбонат металла; и формовочный песок.
Карбонат металла может быть обеспечен природным минералом, содержащим карбонат металла.
Модификатор может изменять реологические свойства смеси.
Металл карбоната металла может содержать по меньшей мере один металл, выбранный из группы, состоящей из алюминия, кальция, железа, калия, магния, бора, цинка, свинца, меди и их производного.
В одном варианте осуществления смектитовая глина содержит по меньшей мере одно вещество, выбранное из группы, состоящей из бентонитовой глины, гекторитовой глины, сапонитовой глины, нонтронитовой глины, бейделлитовой глины, соконитовой глины и их производного.
В одном варианте осуществления карбонат металла присутствует в смеси в количестве больше или равном примерно 0,1% и меньше или равном примерно 20% от веса смеси для литейных форм.
Подходит, когда модификатор имеет размер частиц меньше примерно 2 миллиметров.
В одном варианте осуществления формовочный песок содержит по меньшей мере один песок, выбранный из группы, состоящей из кварцевого песка, оливинового песка, хромитового песка, цирконового песка, угольного песка, керамического песка и их производного.
В одном варианте осуществления смесь, кроме того, содержит по меньшей мере одно вещество, выбранное из группы, состоящей из крахмала, сахара, силиката натрия, термопласта, термореактивной смолы, пароотверждаемого связующего, химически отверждаемого связующего, термоотверждаемого связующего, битумного пека, смолы, цемента, целлюлозы, крупяного продукта, углеродистого материала и их производного.
В одном варианте осуществления смесь, кроме того, содержит воду.
Согласно другому аспекту настоящего изобретения, предлагается способ получения литейной формы, включающий в себя: смешение и покрытие формовочного песка связующим, водой и модификатором с образованием смеси для литейных форм, причем связующее содержит смектитовую глину, а модификатор содержит карбонат металла; введение смеси для литейных форм в модель, задающую литейную форму; отверждение смеси для литейных форм в модели, получая литейную форму; и удаление литейной формы из модели. Литейная форма может быть такой, как описано выше.
Согласно другому аспекту настоящего изобретения, предлагается способ подготовки жидкой композиции для получения смеси для литейных форм, содержащий: подготовку композиции, причем композиция содержит глину и жидкость; подготовку модификатора, причем модификатор содержит карбонат металла; и соединение композиции с модификатором. Смесь может быть такой, как описано выше.
Согласно другому аспекту настоящего изобретения, предлагается способ получения смеси для литейных форм, причем способ включает в себя: получение карбоната металла путем добычи природного минерала, содержащего карбонат металла; обработку природного минерала с получением частиц; перемешивание и покрытие формовочного песка связующим, водой и частицами, получая смесь для литейных форм, причем связующее содержит смектитовую глину. Смесь для литейных форм может быть такой, как описано выше.
Отличительные признаки и преимущества настоящего изобретения должны быть понятны специалистам в данной области техники. Хотя специалистами могут быть внесены многочисленные изменения, такие изменения охватываются объемом изобретения.
Подробное описание
Настоящее изобретение относится к смесям для получения литейных форм, более точно, к смесям для литейных форм, включающим модификатор для улучшения литейных форм.
Различные варианты осуществления имеют много преимуществ, здесь будут обсуждаться лишь некоторые из них. Некоторые варианты осуществления направлены на добавку для обеспечения желаемого катионообмена, чтобы изменить смектитовое глиняное связующее в смесях для литейных форм. Карбонаты металлов могут быть полезны, давая источник катионов металла для осуществления обмена. Например, карбонаты магния или смешанные карбонаты кальция-магния могут быть полезны как источник магния, подходящий для осуществления катионообмена натрия или кальция в смектитовых глинах. Карбонаты металлов могут иметь естественное происхождение и могут использоваться без какой-либо существенной химической обработки. Например, карбонат магния может образовывать минерал, обычно называемый магнезитом, а смешанный карбонат кальция-магния может образовывать минерал, обычно называемый доломитом. Эти минералы могут добываться и перерабатываться в химически активный порошок. Далее, применение природных минералов делает возможным желаемый катионообмен, одновременно являясь также экономически привлекательной альтернативой более дорогим в производстве добавкам.
Литейные формы могут быть получены, используя смесь для литейных форм, которая может включать описанный здесь модификатор. Смесь для литейных форм может включать формовочный песок в комбинации со связующим (например, глиной), модификатором и водой. Связующее может приводить к уплотнению формовочного песка при применении, позволяя литейной форме сохранять свою форму при производстве металлической детали. Модификатор может реагировать со связующим, изменяя литейные свойства литейной формы. В некоторых вариантах осуществления могут присутствовать другие добавки, которые могут помочь компенсировать такие эффекты, как тепловое расширение песка при применении. Каждый из этих компонентов будет описан ниже более подробно.
В одном варианте осуществления одно или более связующих может использоваться для уплотнения смеси для литейных форм, чтобы получить литейную форму. Как используется здесь, термин "уплотнение" предназначается для обозначения любого процесса, способного образовать по существу конгломерированный материал в желаемой форме. С раскрываемыми здесь формовочными песками может использоваться любое связующее, обычно используемое для уплотнения формовочных песков, чтобы позволить песку сохранять заданную или желаемую форму как материалу литейной форме или стержням формы. Например, связующее может включать глину, такую, как смектитовая глина. В одном варианте осуществления смектитовая глина может быть натриевым бентонитом, который может содержать натрий в дополнение к таким компонентам как магний, алюминий и окись кремния. Дополнительными видами смектитовой глины являются гекторит и сапонит, все эти виды встречаются в природе в достаточных количествах, чтобы их можно было экономически оправданно использовать в производстве композиций для литейных форм. Дополнительные виды нонтронит, бейделлит или соконит могут подходить для достижения желаемой комбинации свойств литейной формы. Другие типы глины, такие, как каолинит или иллит, могут использоваться как связующие в комбинации со смектитовыми глинами. Натриевый бентонит может состоять на примерно 70-95% из монтмориллонита, причем остальные будут такие остаточные компоненты, как кварц, опал, кристобаллит, полевой шпат, биотит, клиноптилит, кальцит, гипс и подобное. Любые типы смектитовой глины, такие, как бентонит, могут применяться вместе с обычными остаточными составляющими или, в случае бентонита, в виде по существу чистого монтмориллонита, когда остальные составляющие удалены. Следовательно, термины "натрийсодержащая смектитовая глина" и "натриевый бентонит" включают эти глины, когда обычные остаточные составляющие либо присутствуют, либо удалены.
Кристаллическая структура частиц смектитовой глины, в том числе бентонита, может представлять собой трехслойную пластинчатую структуру. Верхний и нижний слои пластинчатой структуры могут быть из окиси кремния, а средняя пластина является металлическим слоем по меньшей мере двух металлов, таких как алюминий, железо, литий, марганец и магний. Пространство между слоями может содержать натрий или кальций. Морфология любых типов смектитовой глины может представлять собой многоуровневую пластинчатую структуру из трехслойных пластин.
Эта трехслойная пластинчатая структура может допускать расслоение и дисперсию смектитовой глины при ее смешении и реакции с водой и формовочным песком, чтобы позволить по существу полную реакцию смектитовой глины с модификатором, для достижения желаемой комбинации свойств литейной формы. Как используется здесь, реакция связующего с модификатором относится к катионообмену между одним или более металлами в связующем и одним или более металлами в модификаторе, чтобы образовать смесь для литейных форм с улучшенными литейными свойствами. Более точно, присутствие модификатора и его реакция со связующим может использоваться для достижения желаемой комбинации оптимальной долговечности и прочности всухую, вместе с другим свойствами, приписываемыми присутствию натрийсодержащей смектитовой глины. Например, при комбинации связующего, содержащего кальциевый и натриевый бентонит, с модификатором, содержащим карбонат магния или смешанный карбонат кальция-магния, катионы магния, образующиеся в растворе, могут обмениваться на катионы кальция и натрия, придавая улучшенные литейные свойства полученной в результате смеси для литейных форм. Эта реакция может улучшить прочность всухую смеси, как это обычно достигается в присутствии кальцийсодержащей смектитовой глины, без ухудшения долговечности, достигаемой благодаря наличию натрийсодержащей смектитовой глины. Реакция может также улучшить желательные литейные свойства, связываемые с присутствием натрийсодержащей смектитовой глины.
Количество связующего, используемого в смеси для литейных форм, обычно зависит от конкретного типа песка, используемого в смеси, и от температуры обжига. Песчинки кварцевого песка при нагревании расширяются. Когда песчинки находятся слишком близко, формовочный песок может начать двигаться и расширяться, вызывая дефекты в отливках, такие, как "вспучивания" или пороки отливки, являющиеся результатом чрезмерного расширения песка, "крысиные хвосты" или грубые, нерегулярные вмятины, которые появляются на поверхности отливки, или незначительное коробление и "плены" или отрывы части формовочного песка, когда горячий металл входит в форму. Чтобы преодолеть это вредное расширение, в песчаную смесь можно добавлять больше связующего, что может компенсировать расширение песчинок кварцевого песка благодаря контракции глины при обжиге.
В необожженных песчаных формах воспроизводимость размеров, полученных при отливке, может быть результатом таких факторов, как усадка, изменения размеров полости в форме, твердости формы, стабильности формовочного песка, механической юстировки опоки и стабильности температуры в литейной форме. Формовочные пески, связанные натриевым бентонитом, могут быть более вязкими на ощупь, чем формовочные пески, связанные кальциевым бентонитом, когда в песчаные смеси добавляется затворная вода и перемешивается. Говорят, что смеси песка с натриевым бентонитом более вязкие и не такие хрупкие, как приготовленные таким же образом формовочные пески, связанные кальциевым бентонитом или фуллеровой землей. В одном варианте осуществления связующее обычно может присутствовать в количествах от примерно 1% до примерно 15%, в расчете на полный сухой вес смеси для литейных форм, и может устанавливаться любое количество, которое будет давать желаемую прочность, твердость или другое желательное физическое свойство. В другом варианте осуществления связующее может использоваться в количестве от примерно 2% до примерно 12 вес.%, в расчете на сухой вес всего содержания песка. В литейной промышленности принято, что при добавлении большего количества глиняного связующего в формовочную песчаную смесь обычно требуется больше воды. Поэтому часто оказывается, что используя меньше глиняного связующего в формовочной песчаной смеси и снижая количество добавляемой затворной воды, можно получить такую же прочную формовочную песчаную смесь, как было бы при более высокой доле глиняного связующего и воды.
В одном варианте осуществления модификатор может использоваться, чтобы химически изменить связующее, чтобы получить литейную форму с желаемыми литейными свойствами. В одном варианте осуществления модификатор может быть карбонатом металла, способным реагировать со смектитовой глиной, чтобы облегчить благоприятный катионообмен металлического иона на ионы натрия или кальция в смектитовых глинах. Использование особых карбонатов металлов может быть полезным для активации селективного ионного обмена между особым катионом металла и катионами натрия или кальция в смектитовой глине. Металлический компонент в карбонатах металлов может включать, без ограничений, алюминий, кальций, железо, калий, магний, бор, цинк, свинец, медь или их комбинацию. Например, карбонат магния может использоваться для модификации смектитовой глины (например, натриевого или кальциевого бентонита), чтобы облегчить благоприятный катионообмен магния на натрий или кальций в глине. Аналогично, карбонат кальция-магния может использоваться для облегчения катионообмена катионов магния на катионы натрия или кальция в смектитовой глине. Карбонаты металлов могут происходить из любого источника, включая любой природный источник, такой как природный минерал. Карбонат магния может образовывать минерал, обычно называемый магнезитом, а смешанный карбонат кальция-магния может образовывать минерал, обычно называемый доломитом. Эти природные минералы могут использоваться с смесями для литейных форм после их физической обработки с получением частиц желаемого размера. Кроме того, эти минералы могут использоваться без существенной химической модификации их состояния, в каком они встречаются в природе. Раскрываемые здесь карбонаты металлов могут использоваться как в безводной, так и в гидратной форме. Например, доломит (т.е., карбонат кальция-магния) может быть описан как гидрат смеси карбонатов магния и кальция. В одном варианте осуществления карбонаты металлов могут быть получены в результате добычи природного минерала, содержащего по меньшей мере некоторое количество карбоната металла, и обработкой природного минерала с получением частиц желаемого размера, прежде введения частиц в описанные здесь смеси для литейных форм.
Карбонаты металлов обычно могут обрабатываться таким образом, что их измельчают в порошок и добавляют в смесь для литейных форм в достаточном количестве для реакции со связующим. Обычно карбонаты металлов можно обрабатывать в твердом состоянии до размеров, примерно равных размеру связующего, с которым они комбинируются. Карбонаты металлов можно обрабатывать, используя любой хорошо известный метод получения порошка из исходного материала. Например, карбонат металла можно дробить или размалывать в порошок, который может реагировать со связующим. В одном варианте осуществления карбонат металла может иметь размер частиц менее примерно 2 миллиметров. В другом варианте осуществления карбонат металла может иметь размер частиц в диапазоне от примерно 40 микрон до примерно 75 микрон. Карбонат металла может добавляться в количестве, достаточном для создания желаемого катионообмена, который, в свою очередь, может привести к желаемым литейным свойствам литейной формы. В одном варианте осуществления обработанные карбонаты металлов можно добавлять в смесь для литейных форм в количестве от примерно 0,1% до примерно 20% от веса смеси для литейных форм. В другом варианте осуществления обработанные карбонаты металлов можно добавлять в смесь для литейной формы в количестве от примерно 0,5% до примерно 5% от веса смеси для литейных форм.
В одном варианте осуществления литейная форма может содержать песок. Песок может быть любым песком, способным образовывать литейную форму и сохранять свою геометрическую форму в условиях высоких температур, связанных с разливкой горячих металлов и сплавов. В одном варианте осуществления песок может быть кварцевым песком, оливиновым песком, хромитовым песком, цирконовым песком, угольным песком, керамическим песком или любой их комбинацией.
Кварцевый песок может быть относительно недорог и может использоваться в разнообразных смесях для литейных форм для различных целей. Оливиновый песок может быть более дорогим, чем кварцевый песок, но может иметь лучшую термостабильность, давая более высокое качество отливок. Как таковой оливиновый песок может годиться для применения с композициями цветных металлов.
Сферические или овальные зерна, частицы угля или кокса, известного на рынке как нефтяной кокс, полученный прессованием в псевдоожиженном слое, также могут использоваться в качестве формовочного песка, самостоятельно, в комбинации с или вместо кварцевого и оливинового песка, которые могут не иметь полностью удовлетворительных свойств для отливки таких металлов, как алюминий, медь, бронза, латунь, железо и другие металлы и сплавы. Каждый из этих угольного песка и нефтяного кокса со сферическими или овальными зернами также может применяться, самостоятельно или в комбинации с другими типами описанных здесь формовочных песков и добавок в формовочный песок.
Могут быть полезными и другие пески. Обожженный угольный песок является дешевым угольным песком, предназначенным главным образом для легкоплавких металлов, таких, как алюминий и магний. Обжиг при 1300°-1400°F (704-760°C) может удалить по существу все летучие вещества, которые иначе выделились бы, если бы необожженный нефтяной кокс находился под действием алюминия, разливаемого при 1400°F (760°C). Хромит и циркон являются оксидными минералами, которые можно обрабатывать с получением подходящего размера для использования в качестве песка в литейных формах. Может также использоваться керамический песок, один или в комбинации с другими песками.
В одном варианте осуществления песок может присутствовать в литейной формовочной смеси в количестве, достаточном для создания литейной формы, которая может сохранять свою геометрическую форму во время заливки расплавленных металлических составов. Обычно песок может присутствовать в количестве от примерно 40% до примерно 99% от полного веса смеси для литейных форм. Это количество может варьироваться в зависимости от полного количества других добавок, входящих в литейную смесь.
В одном варианте осуществления смесь для литейных форм может содержать другие добавки. Например, со смектитовой глиной могут использоваться дополнительные связующие. Некоторые факультативные связующие, которые могут использоваться в формовочном песке, включают крахмалы, сахара, кукурузное масло, силикаты натрия, термопластичные и термореактивные смолы, пароотверждаемые связующие, химически отверждаемые связующие, термоотверждаемые связующие, битумный пек, смолы, цементы и различные другие добавки, известные в данной области. Другие факультативные добавки могут включать дополнительные глины (например, каолин) и масла (например, льняное масло и подобное). В одном варианте осуществления добавки могут быть включены в количестве от примерно 0% до примерно 10% от сухого веса песка. В другом варианте осуществления эти дополнительные добавки могут присутствовать в количествах менее примерно 1,0% от сухого веса песка.
В смеси для литейных форм могут быть полезны также и другие добавки, которые могут факультативно включаться для достижения различных свойств. Обычные добавки для формовочных песчаных композиций могут включать целлюлозу, крупяные продукты или другие волокнистые добавки, в количестве от примерно 0,5% до примерно 5% от веса сухой песчаной смеси, вводимые в целях преодоления дефектов, вызванных расширением песка, в частности, дефектов, встречающихся на плоских литых поверхностях. Типичные целлюлозные добавки могут включать, без ограничений, древесную муку и крупяные продукты, такие, как сухая мука, пшеничная мука, кукурузная мука, овсяная шелуха, рисовая шелуха, люцерновая пыль, гороховая мякина, жом льняного семени, крупчатка сердцевины кукурузного початка, измельченная ореховая скорлупа, молотая пульпа хлопчатника после экстракции масла и подобное. В предлагаемые настоящим изобретением связующие формовочного песка можно добавлять цементы (например, портландцемент), естественные цементы, (например, нагретая известковая мука), смолы и подобное в количествах от примерно 3% до примерно 6% от веса сухого песка.
В формовочные песчаные смеси могут быть включены различные другие добавки, такие, как различные формовочные чернила или другие углеродистые материалы (например, графит), битумный пек, древесный уголь, битуминозный уголь, мягкий уголь (например, уголь, вымываемый морем из осадков), твердый уголь и кокс, которые могут применяться вместе с глиной или в качестве частичной замены глины для мокрого покрытия, чтобы предотвратить проникание или пригар металла.
В одном варианте осуществления процесс получения смеси для литейных форм может осуществляться любым известным специалисту способом. Например, для приготовления смеси для литейных форм может применяться бегунковый смеситель. Бегунковый смеситель может вмешать воду, песок, связующее и модификатор, чтобы получить смесь для литейных форм. Бегунковый смеситель, как правило, может иметь расположенную напротив друг друга пару каменных мельничных кругов, установленных на противоположных концах вала, соединенного с приводным валом и приводимого им во вращение, который может находиться в зацеплении с мотором. Компоненты, введенные в бегунковый смеситель, могут перемешиваться под действием жерновов хорошо известным в данной области способом, так что связующее и модификатор могут реагировать, и песчинки могут покрываться продуктом реакции, водой и при желании любыми дополнительными добавками.
После того, как смесь прореагировала и была объединена, полученную смесь для литейных форм можно выгрузить из бегункового смесителя и влить в опоку, содержащую модель. В одном варианте осуществления модель может быть выполнена так, чтобы задавать полость, желательную в литейной форме. Полость в форме может соответствовать желаемой конфигурации в металлической отливке. Этот способ может применяться для получения формы из двух частей, иногда называемой разъемной литейной моделью. Разъемная модель может иметь кроющую, или верхнюю часть, называемую верхней полуформой, и подовую, или нижнюю часть, называемую нижней полуформой. Способ получения формы может также применяться для получения средней части формы (стержня), которая должна вставляться внутрь для завершения окончательной формы детали.
Можно использовать трамбовку, чтобы сжать и уплотнить смесь в модели для образования литейной формы. Модель может специально делаться больше, чем отливка, чтобы позволить усадку во время охлаждения. После этого модель можно удалить, чтобы раскрыть литейную форму, которая может иметь или не иметь полости в форме. В другом варианте осуществления литейную форму можно извлечь, оставляя модель стационарной. Если используется разъемная модель, верхняя полуформа и нижняя полуформа могут быть сцеплены, и затем в форму можно ввести любые стержни, чтобы создать полости и улучшить окончательную форму отливки. Расплавленный металл можно заливать или в открытую форму, или в отверстие, называемое стояком, если используется разъемная литейная модель. При необходимости отверстие для выпуска газов может позволить выходить горячим газам во время разливки. Температура разливки металла может быть выше температуры плавления, чтобы обеспечить хорошую текучесть, тем самым предотвращая преждевременное охлаждение, которое вызвало бы появление пустот и пористость. Когда металл охладится, песчаную форму удаляют, раскрывая металлическую отливку.
В одном варианте осуществления описанные здесь модификаторы могут применяться также для того, чтобы улучшить реологические свойства глиняной смеси. Реологические свойства, полезные в описании настоящего изобретения, включают, без ограничений, предел текучести ("YP"), вязкость при низких сдвигах, пластическую вязкость ("PV") и прочность геля. YP представляет собой предел текучести, экстраполированный на нулевую скорость сдвига. Аналогично, предел текучести есть напряжение, которое нужно приложить к материалу, чтобы он начал течь (или стекать), и он обычно измеряется реометром, вращающимся со скоростью от 3 до 6 оборотов в минуту (об/мин). PV представляет собой вязкость текучей среды, экстраполированную к бесконечной скорости сдвига, и обычно определяется, используя вискозиметр, как разность показаний при сдвиге на 600 об/мин и показаний при сдвиге на 300 об/мин.
Модификаторы согласно настоящему изобретению могут добавляться в глиняную смесь и комбинироваться с жидкостью, такой, как вода, чтобы загустить полученную жидкую среду. В одном варианте осуществления описанные здесь модификаторы могут добавляться, чтобы улучшить, наряду с другими свойствами, пластическую вязкость и предел текучести среды, в которую добавлен модификатор. В одном варианте осуществления модификатор может действовать как загуститель в среде, в которую он добавляется, чтобы предел текучести мог быть выше примерно 150 ф/100 кв. фт (71,8 кПа). В одном варианте осуществления модификатор может действовать как загуститель среды, в которую он добавляется, чтобы пластическая вязкость среды, в которую он добавлен, составляла более примерно 10 сантипуаз.
В одном варианте осуществления описанные здесь модификаторы могут добавляться в смесь в количестве, варьирующемся от примерно 0,1% до примерно 20% от веса смеси, чтобы достичь улучшенных реологических свойств. В другом варианте осуществления модификаторы могут добавляться в смесь в количестве от примерно 0,5% до примерно 5% от веса смеси.
Для облегчения лучшего понимания настоящего изобретения, даются следующие примеры некоторых аспектов некоторых вариантов осуществления. Следующие примеры никоим образом не должны рассматриваться как ограничительные или задающие объем изобретения.
Примеры
Следующие примеры представлены на рассмотрение в целях иллюстрации свойств описанных здесь композиций для литейных форм. Эти испытания проводились в основном в соответствии с процедурами, описанными в справочнике American Foundrymen′s Society Mold and Core, 3d. ed., copyright 2001. Особые условия испытаний включают применение нормы AFS 2220-00-S для измерения прессуемости образцов, нормы AFS 5222-00-S для измерения веса образца, нормы AFS 2219-00-S для измерения влагосодержания образца, нормы AFS 5202-00-S для измерения прочности образца на сжатие в необожженном и в сухом состоянии, нормы AFS 5224-00-S для измерения проницаемости образца и нормы AFS 2248-00-S для измерения хрупкости образца, этот способ был модифицирован для измерения пластичности образца.
Как использовалось в этих примерах, National® Standard ("N.S. 200") представляет собой натрий-бентонитовое связующее неспеченого песка, выпускаемое в продажу L.L.C. "Bentonite Performance Minerals", Хьюстон, Техас.
Baramix® представляет собой смешанное расфасованное в единую упаковку литейное связующее, состоящее из бентонита National® Standard, угля, вымываемого морем из осадков, и, в зависимости от требований потребителя, декстрина, гильсонита, древесной муки и других добавок, которые могут потребоваться. Baramix® выпускается в продажу L.L.C. "Bentonite Performance Minerals", Хьюстон, Техас.
Пример 1
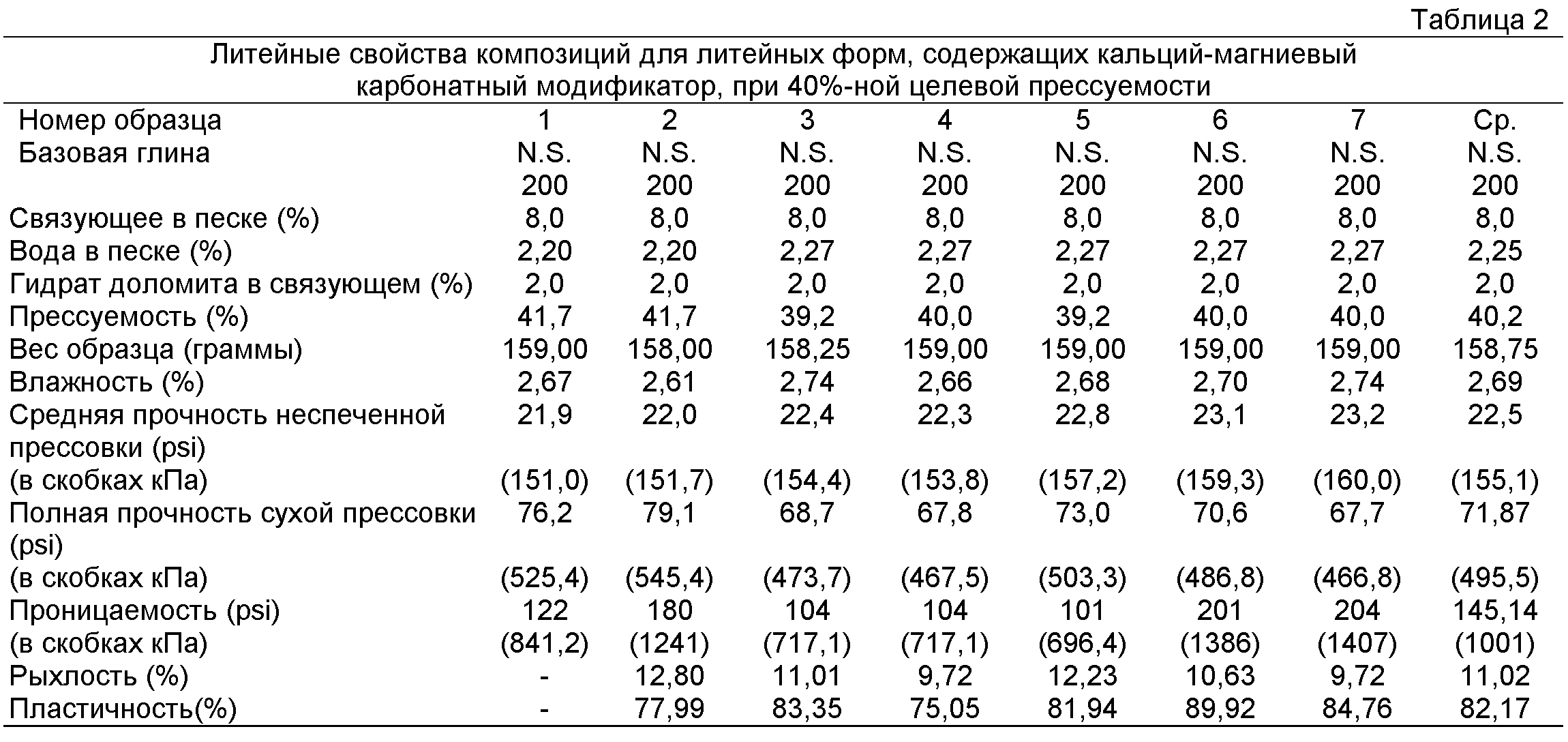
В соответствии с описанным здесь способом было приготовлено семь композиций для литейных форм, которые обозначены как образцы с номерами с 1 по 7. Семь образцов было приготовлено, объединяя натрий-бентонитовое (National® Standard) связующее с водой, формовочным песком и модификатором в количествах, указанных в таблицах 1-3. В этом примере в качестве модификатора использовался природный гидрат карбоната кальция-магния (т.е., гидрат доломита). Каждый образец испытывали при трех разных значениях прессуемости, чтобы измерить разные литейные свойства. Кроме того, другая часть образца испытывалась для определения его реологических свойств. Реологические свойства измеряли, используя вискозиметр Фанна® модель 35A, производства Fann Instrument Company, Хьюстон, США. Полученные реологические свойства показаны в таблицах 1-4.



Пример 2
Согласно описанным здесь способам было приготовлено пять композиций для литейных форм, которые обозначены образцами с номерами с 8 по 12. Первый образец, обозначенный номером 8, содержал только песок, глиняное связующее и воду, чтобы продемонстрировать немодифицированную смесь для литейных форм. Следующие три образца, обозначенные номерами 9, 10 и 11, имели близкий состав с добавлением различных количеств кальций-магниевого карбонатного модификатора, чтобы продемонстрировать эффект модификатора в различных концентрациях. Последний образец, обозначенный номером 12, имел тот же состав, что и образец 8, с добавлением магнийоксидного модификатора для сравнения с карбонатным модификатором. Состав каждого образца показан в таблицах 5-7. Каждый образец испытывали при трех разных значениях прессуемости, чтобы измерить различные литейные свойства. Полученные в результате желательные литейные свойства показаны в таблицах 5-7.

Результаты показывают улучшенные литейные свойства композиций для литейных форм при применении раскрытого здесь модификатора. Образцы 9, 10 и 11 обнаруживают улучшенные рыхлость, проницаемость и пластичность по сравнению с образцом 8, в котором не было модификатора, во всех случаях, кроме 40% целевой прессуемости. Образцы 9, 10 и 11 также показывают улучшенную проницаемость и рыхлость по сравнению с образцом 12, в котором в качестве модификатора используется оксид магния. Результаты показывают также, что количество модификатора в смеси для литейных форм можно менять, чтобы получить желаемый набор литейных свойств.
Пример 3
Согласно описанным здесь способам было приготовлено четыре смеси для литейных форм, которые обозначены образцами с номерами с 13 по 16. Образцы содержали дополнительные компоненты, чтобы продемонстрировать литейные свойства композиций с обычными литейными добавками, и имели в основе литейную связующую смесь Baramix® производства L.L.C. Bentonite Performance Minerals, Хьюстон, Техас. Образцы содержали песок, глиняное связующее, воду, гильсонит и уголь, в дополнение либо к карбонатному модификатору, либо, для сравнения, к оксиду магния. Образцы 15 и 16 каждый содержал древесную муку как дополнительную добавку. Состав каждого образца показан в таблицах 8-10. Каждый образец испытывали при трех равных значениях прессуемости, чтобы определить различные литейные свойства. Образцы были приготовлены в соответствии с раскрытыми здесь способами. Полученные в результате желательные литейные свойства показаны в таблицах 8-10.


Результаты демонстрируют улучшенные литейные свойства, которые могут быть получены благодаря использованию композиций для литейных форм, содержащих описанные здесь модификаторы.
Пример 4
Чтобы продемонстрировать реологический эффект, полученный при добавлении в смесь раскрытых здесь модификаторов, было испытано пять композиций для литейных форм, указанных в примере 2, чтобы определить их реологические свойства. Первый образец, обозначенный номером 8, содержал только песок, глиняное связующее, и воду, чтобы показать немодифицированную смесь для литейных форм. Следующие три образца, обозначенные номерами 9, 10 и 11, содержали близкий состав с добавлением различных количеств кальций-магниевого карбонатного модификатора, чтобы продемонстрировать эффект модификатора в разных концентрациях. Последний образец, обозначенный номером 12, содержал тот же состав, что и образец 8, но с добавлением магнийоксидного модификатора для сравнения с карбонатным модификатором. Реологические свойства измеряли, используя вискозиметр Фанна®, модель 35A, производства Fann Instrument Company, Хьюстон, США. Полученные реологические свойства показаны в таблице 11.

При рассмотрении приведенных выше данных специалист среднего уровня должен понять, что глиняные смеси, составленные с использованием описанных здесь модификаторов, демонстрируют улучшенные реологические свойства. В частности, смеси, составленные с применением раскрытых здесь модификаторов, проявляют лучшие реологические свойства, в том числе повышенную пластическую вязкость, предел текучести и кажущуюся вязкость, по сравнению с базовой глиной и базовой глиной с оксидом магния.
Таким образом, настоящее изобретение хорошо подходит для достижения упомянутых целей и преимуществ, а также целей и преимуществ, которые ему присущи. Раскрытые выше частные варианты осуществления являются лишь иллюстративными, так как настоящее изобретение может быть модифицировано и реализовано на практике разными, но эквивалентными способами, очевидными специалистам в данной области, извлекающими выгоду от излагаемых здесь идей. Кроме того, на показанные здесь детали конструкции или дизайн не накладывается никаких ограничений, кроме описанных ниже в формуле изобретения. Таким образом, очевидно, что описанные выше частные иллюстративные варианты осуществления могут быть изменены или модифицированы, и все такие вариации считаются подпадающими в объем настоящего изобретения. Все раскрытые выше числа и диапазоны могут до некоторой степени варьироваться. Всякий раз, когда раскрывается численный диапазон с нижней и верхней границей, любое число и любой вложенный диапазон, лежащий внутри данного диапазона, раскрывается конкретно. В частности, каждый раскрытый здесь диапазон значений (в форме "от примерно a до примерно b" или, эквивалентно, "примерно от a до b" или, эквивалентно, "примерно a-b") следует понимать как определяющий любое число и диапазон, охватываемые более широким диапазоном значений. Кроме того, использование единственного числа в формуле изобретения означает здесь один или более одного вводимого элемента. Равным образом, термины в формуле имеют свое очевидное обычное значение, если патентовладельцем явно и четко не определено иное.
Реферат
Изобретение относится к литейному производству. Литейную форму получают путем введения смеси для получения литейной формы в модель, уплотнения смеси для получения литейной формы внутри модели и извлечения литейной формы из модели. Смесь для получения литейной формы содержит формовочный песок и жидкую композицию, содержащую связующее, модификатор и воду. Связующее содержит смектитовую глину. Модификатор содержит карбонат металла или карбонат бора. Карбонатом металла является карбонат кальция магния или металла, выбранного из группы, состоящей из алюминия, кальция, железа, калия, магния, бора, цинка, свинца, меди и их производных. Обеспечивается получение смеси, устойчивой к термической деструкции при повышенных температурах. 5 н. и 15 з.п. ф-лы, 11 табл., 4 пр.
Комментарии