Компонентная система для получения стержней и форм - RU2759194C2
Код документа: RU2759194C2
Описание
Введение
Настоящее изобретение относится к компонентной системе для получения связующего на основе фенольных смол бензилэфирного типа и содержащих изоцианаты неполярных растворителей для применения в способах изготовления стержней в «холодных ящиках» с использованием фенольной смолы и полиуретана (способы PUCB) и/или способах холодного отверждения с использованием фенольной смолы и полиуретана (способы PUNB). Кроме того, настоящее изобретение относится к формовочным смесям, содержащим связующее и основные формовочные материалы, и применению компонентной системы для металлического литья.
Предпосылки изобретения и уровень техники в общем
Получение стержней и форм согласно способу PUCB и/или согласно способу PUNB имело большое значение в литейной промышленности. При этом двухкомпонентные полиуретановые системы используются для связывания огнеупорного основного формовочного материала. Полиольный компонент состоит из полиола с по меньшей мере двумя OH-группами на молекулу, а изоцианатный компонент состоит из изоцианата с по меньшей мере двумя NCO-группами на молекулу. Фенолформальдегидные смолы находятся среди используемых полиольных компонентов. Отверждение смеси основного формовочного материала и связующего, также называемой смесью формовочного материала для краткости, происходит в способе PUCB с помощью третичных аминов с низкой температурой кипения, которые проходят через смесь формовочного материала после формования в газообразном виде или в виде аэрозоля (см. US 3409579). Обычно это происходит при помощи газа-носителя, такого как воздух, азот или CO2, в который может быть дозирован по меньшей мере один третичный амин.В способе PUNB добавляют жидкие третичные амины и/или соединения металлов в качестве катализаторов в смесь формовочного материала.
Уже обычной практикой является применение ароматических углеводородных материалов для связующих в смесях формовочных материалов для получения форм и стержней для металлического литья, и применение других неполярных растворителей уже предлагалось. Сложные эфиры кремниевой кислоты и/или производные кремниевой кислоты играют важную роль в этом контексте. В EP 1057554 B1 описано применение тетралкилсиликатов в качестве растворителя в системах связующих способа в «холодных ящиках». Более подробное описание бензилэфирной смолы не описывает этерифицированные метилольные группы, и описывает только алкилфенолы с алкильной группой из 1-8 атомов углерода. Предпочтительно количество алкилсиликатов, олигомеров алкилсиликатов или их смесей лежит в диапазоне 1-40 вес. % в компоненте фенольной смолы. Предпочтительно добавляют сорастворитель, который, в частности, является растворителем, который повышает полярность, такой как сложные эфиры двухосновной карбоновой кислоты, смесь из метиловых сложных эфиров двухосновной C4-C6-карбоновой кислоты, которые не определены более подробно. Ограничение концентрации и предпочтительный сорастворитель являются указаниями недостаточной растворимости при более высокой концентрации алкилсиликатов. Это показано примерами в EP 1057554 B1, согласно которым они всегда имеют по меньшей мере 5 вес. частей сложного эфира двухосновной карбоновой кислоты в компоненте фенольной смолы. Используемая двухосновная C4-C6-карбоновая кислота не определена более подробно.
В WO 2009/130335 A2 описаны бензилэфирные смолы, которые эстерифицированы с помощью алкилсиликата с целью включения неорганического полимерного звена в бензилэфирную смолу. В этом случае также может быть необходимо добавлять сорастворитель, когда молярные массы очень высоки. Из примеров видно, что резольная смола согласно изобретению полностью растворима в тетраэтилсиликате.
В DE 102015201614 A 1 описан другой вариант осуществления для применения алкилсиликатов в связующих для способа в «холодных ящиках», состоящих из фенольной резольной смолы со свободными и/или этерифицированными метилольными группами (с C1-C4-спиртом), а также алкилсиликат и/или олигомеры алкилсиликата и по меньшей мере одно соединение из группы диалкиловых сложных эфиров двухосновной C4-C6-карбоновой кислоты. Диметиловые сложные эфиры двухосновных C4-C6-карбоновых кислот предпочтительны. Используемая двухосновная C4-C6-карбоновая кислота не определена более подробно. Неэтерифицированные бензилэфирные смолы предпочтительны.
В DE 102004057671 B4 описаны бензилэфирные смолы, метилольная группа(ы) которых этерифицирована C1-C10-спиртом, в частности, предпочтительно н-бутилом. В то же время структурная формула раскрывает применение алкилфенола с алкильной группой из 1-10 атомов C. Нет ссылок на растворимость в чистом тетраэтилсиликате за исключением экспериментальных примеров 2, 4, 5 и 9. Интересно отметить, что количества этерифицированной бензилэфирной смолы составляют от 75 до 90 вес. %.
В EP 1 137 500 B1 описаны этерифицированные бензилэфирные смолы. Для этого C1-C8-спирт при 25 мол. % этерифицирован при помощи гидроксиметановых групп (-CH2-OH). Алкилфенолы не заявлены отдельно и указаны в общем списке в патенте до C26 цепи. Неполярные растворители не указаны в формуле изобретения и примерах.
В DE 102006037288 A1 описаны связующие для PUCB, которые модифицированы карданолом. Концентрация мономеров снижается путем добавления карданола. Сложные эфиры кремниевой кислоты и олигомеры кремниевой кислоты не указаны в качестве растворителей.
Цель изобретения
Целью изобретения является обеспечение фенольной смолы бензилэфирного типа, которая полностью растворима в неполярном растворителе и, таким образом, равномерно растворяется без или только с незначительными количествами сорастворителей. Это предпочтительно, поскольку сорастворители, такие как сложные эфиры двухосновной карбоновой кислоты, могут, как известно, приводить к дополнительным выбросам в процессе литья, например, путем реакции с метакрилатами.
Краткое описание изобретения
Цель может достигаться с помощью объекта независимых пунктов формулы. Предпочтительные усовершенствованные варианты являются объектом изобретения в зависимых пунктах формулы изобретения или описаны ниже.
Объект изобретения, таким образом, представляет применение некоторых неполярных растворителей и вероятно сорастворителя в полиольном компоненте на основе фенольных смол бензилэфирного типа. Другие части компонентной системы представляют изоцианатный компонент с изоцианатами с по меньшей мере двумя изоцианатными группами на молекулу.
Фенольные смолы бензилэфирного типа содержат фенол, замещенный алифатической углеводородной группой в качестве мономерного компонента, который замещен по ароматическому кольцу алифатической углеводородной группой с 11-26 атомами углерода, предпочтительно 12-18 атомами углерода и 0-4 двойными связями, предпочтительно 0-3 двойными связями, где часть замещенного углеводородными группами фенола в фенольной смоле составляет 0,5-20 вес. %. Углеводородная группа предпочтительно находится в мета- или пара-положении, в частности, в мета-положении. Часть замещенной углеводородом фенольной группы, в частности, карданол и/или кардол в фенольной смоле бензилэфирного типа, составляет от 0,5 до 20 вес. %, предпочтительно 0,5-15 вес. % и особенно предпочтительно 2-12 вес. %.
Полиольный компонент содержит растворитель, который может растворять фенольную смолу бензилэфирного типа при комнатной температуре. По меньшей мере 95 вес. % растворителя представляет собой неполярный растворитель, и неполярный растворитель по определению означает углеводороды, алкил-/алкоксисиланы, алкил-/алкоксисилоксаны и их смеси.
Подробное описание изобретения
Фенольная смола бензилэфирного типа имеет, например, следующую общую структуру, где мономерные звенья статистически связаны.
Структурная формула, показанная ниже, представляет только пример возможных видов связи. Исключительная o,o´ связь, показанная в примере, может в реальности быть любым вариантом, включая o,п´ или п,п´. Вариант o,o´, однако, предпочтителен (o = орто, п = пара).
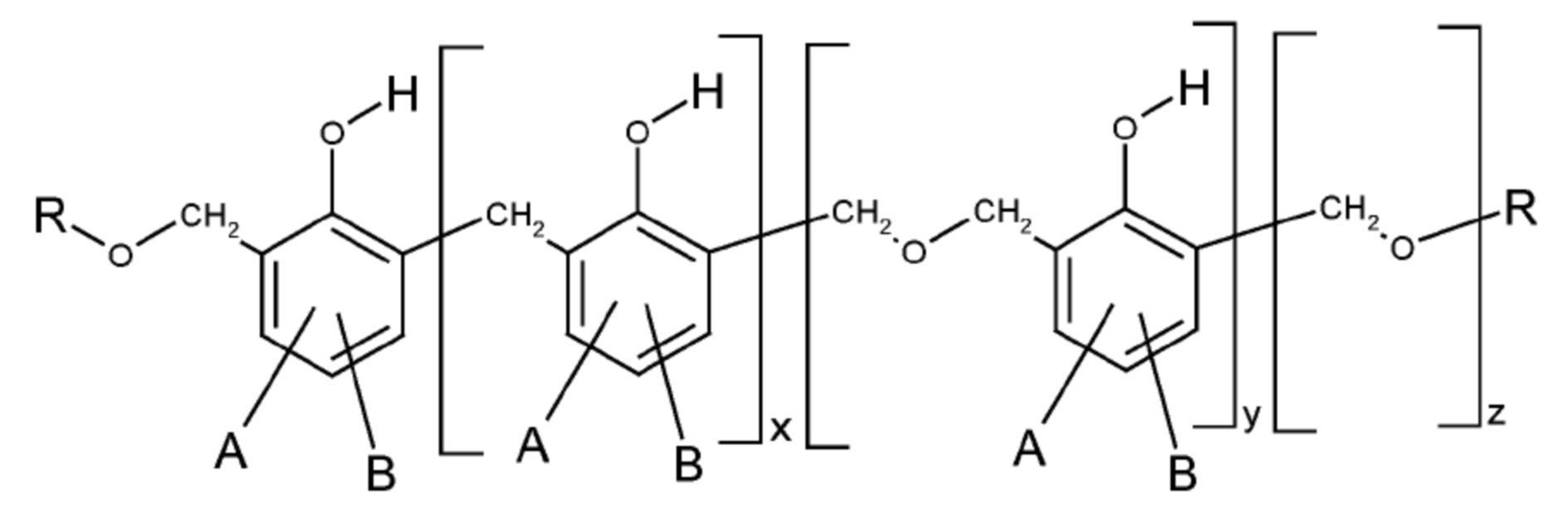
x = 0 – 20, в частности 1-10
y = 0 – 20, в частности 2-10
z = 0 – 100, в частности 1-5, особенно предпочтительно 1,
причем в среднем x + y + z > 2,
R = - H; гидрокарбил
и всегда независимо от x и y
A= - H; гидрокарбил; -O-гидрокарбил; -OH и
B= - H; гидрокарбил; -O-гидрокарбил; -OH,
причем A и/или B представляет собой гидрокарбил по меньшей мере для одного A или по меньшей мере одного B.
Для получения фенольных смол бензилэфирного типа предпочтительно по меньшей мере эквивалентное число моль альдегидного соединения используют относительно числа моль фенольных соединений. Предпочтительно мольное отношение альдегидного соединения к фенольному соединению составляет от 1,05:1,0 до 2,5:1, особенно предпочтительно от 1,1:1 до 2,2:1 и особенно предпочтительно от 1,2:1 до 2,0:1.
Получение фенольной смолы бензилэфирного типа происходит согласно способу, известному специалисту. При этом фенольное соединение и альдегидное соединение превращаются в присутствии иона двухвалентного металла при температурах предпочтительно менее 130°C. Образованную воду отгоняют. Кроме того, подходящий азеотропообразователь можно добавлять в реакционную смесь, такой как толуол или ксилол, или дистилляцию проводят при пониженном давлении.
Подходящие катализаторы для получения фенольных смол бензилэфирного типа представляют собой соли ионов двухвалентных металлов, таких как Mn, Zn, Cd, Mg, Co, Ni, Fe, Pb, Ca и Ba, в частности соли Zn. Ацетат цинка предпочтительно используют. Используемое количество не критично. Типичные количества металлического катализатора составляют 0,02-0,3 вес. %, предпочтительно 0,02-0,19 вес. % относительно общего количества фенольного соединения и альдегидного соединения.
Такие смолы описаны, например, в US 3485797 и в EP 1137500 B1, раскрытие которых таким образом точно ссылается как на сами фенольные смолы бензилэфирного типа, так и на их получение.
Неожиданно обнаружили, что согласно одному варианту осуществления растворимость фенольных смол бензилэфирного типа дает, когда они содержат множество следующих связей, статистическое распределение в полимеризационной цепи:
a) R-CH2-O-R1
b) R-CH2-R2
c) R-CH2-O-CH2-R2
d) R2-CH2-R2
e) R2-CH2-O-CH2-R2
f) R2-CH2-O-R1
с другой стороны, но предпочтительно
g) не содержат Si-O-Si и
h) не содержат связи C-O-Si
где
R представляет фенольную группу с одинарной связью (в качестве концевой группы) или двойной связью (связанной с обеих сторон цепи), которая по меньшей мере связана метиленом или метиленэфирной группой с другой фенольной группой.
R1 представляет насыщенную или ненасыщенную и/или неразветвленную или разветвленную углеродную цепь из C1-C18, предпочтительно C1-C12, особенно предпочтительно C1-C9,в качестве концевой группы.
R2 представляет замещенную фенольную группу с одинарной связью или двойной связью, которая свободна или связана метиленовой или метиленэфирной группой с другим фенольным кольцом, которое имеет одну или две C11-C26 углеродные цепи, в частности C12-C18 углеродные цепи, которые независимы друг от друга и расположены в орто-, и/или пара-, и/или мета-положении (относительно гидроксильной группы фенола), рядом с гидроксильной группой фенола. Мета-положение предпочтительно. Углеродные цепи могут быть насыщенными или ненасыщенными, и/или разветвленными или неразветвленными независимо друг от друга. Число необязательно содержащихся двойных связей на углеродную цепь не ограничено и может составлять от 1 до 4. Карданол, и/или кардол, и/или алкилгидратированный карданол, и/или алкилгидратированный кардол, каждый с полностью насыщенной алкильной цепью, особенно предпочтительны. В другом варианте осуществления карданол и/или кардол, который вероятно дополнительно не связан, может быть в компоненте фенольной смолы без включения в структуру бензилэфирной смолы. Кроме того, одну или две гидроксильные группы также можно добавлять.
Предпочтительно до 25 мол. % групп -CH2-OH этерифицированы в фенольных смолах бензилэфирного типа, в частности, с C1-C12, в частности, C1-C4-углеводородными группами.
Часть замещенной углеводородом фенольной группы R2, в частности карданол и/или кардол в фенольной смоле бензилэфирного типа, составляет от 0,5 до 20 вес. %, предпочтительно 0,5-15 вес. % и особенно предпочтительно 0,5-12 вес. %. R2 обычно представляет собой карданол или кардол.
Примеры подходящих фенольных групп R представляют собой фенол, o-крезол, м-крезол, п-крезол, 3,5-ксиленол, 3,4-ксиленол, 3,4,5-триметилфенол, 3-этилфенол, 3,5-диэтилфенол, п-бутилфенол, 3,5-дибутилфенол, п-амилфенол, циклогексилфенол, п-октилфенол, п-нонилфенол, динонилфенол, 3,5-дициклогексилфенол, п-кротилфенол, п-фенилфенол, 3,5-диметоксифенол и п-феноксифенол.
Предпочтительные многовалентные фенольные группы R имеют 2-4 гидроксильные группы фенола. Конкретные примеры подходящих многовалентных фенолов представляют пирокатехин, резорцин, гидрохинон, пирогаллол, флороглюцин, 2,5-диметилрезорцин, 4,5-диметилрезорцин, 5-метилрезорцин или 5-этилрезорцин. Смеси, состоящие из различных одновалентных и многовалентных, и/или замещенных, и/или конденсированных фенольных компонентов, также можно использовать для получения бензилэфирной смолы.
Помимо формальдегида, дополнительные альдегиды со следующей формулой также подходят в качестве дополнительных альдегидов для получения фенолформальдегидного смолистого компонента:
R-CHO,
где R представляет собой фрагмент из атомов углерода с предпочтительно 2-8, особенно предпочтительно 1-3 атомами углерода. Конкретные примеры представляют ацетальдегид, пропионовый альдегид, фурфуриловый альдегид и бензальдегид. Особенно предпочтительно используют формальдегид, или в его водной форме, в виде пара-формальдегида или триоксана.
Соединения согласно настоящему изобретению, используемые в качестве неполярных растворителей, имеют следующую структуру:
a) алкил-/алкоксисилан (n = 0) или алкил-/алкоксисилоксан (n > 1), в частности сложный эфир кремниевой кислоты и/или олигомеры сложных эфиров кремниевой кислоты
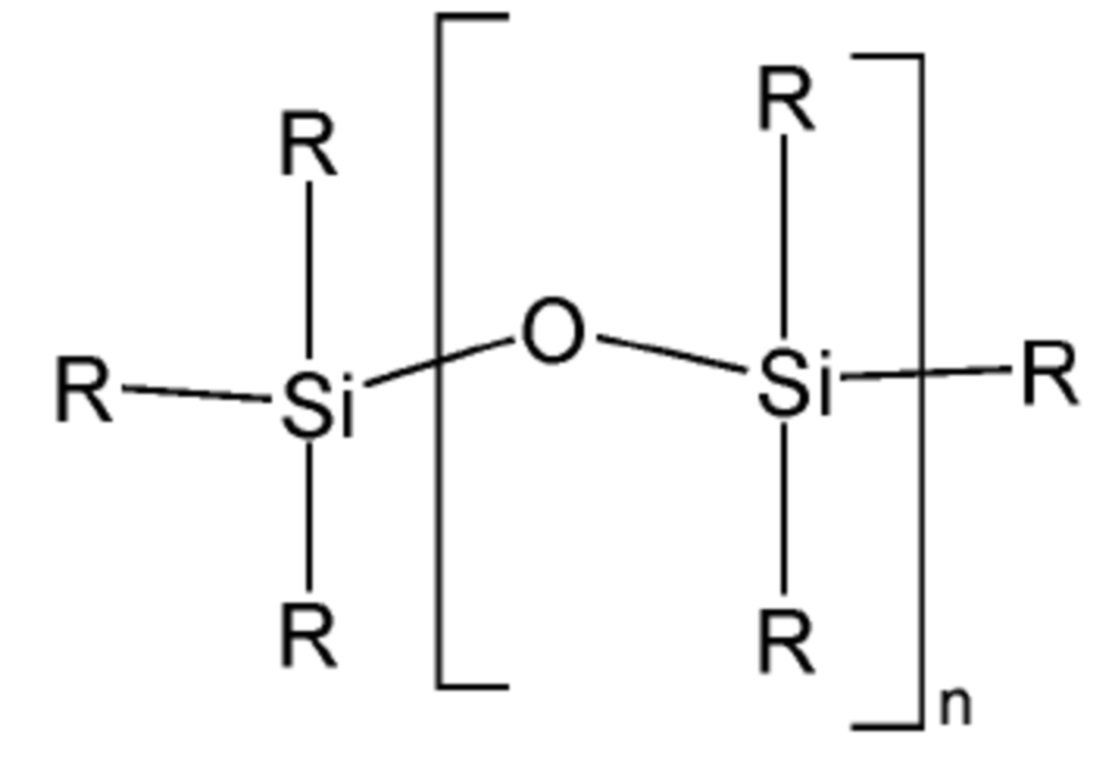
n = 0 – 20
R = независимо от n и другого R
C1-C6-гидрокарбил; -O-гидрокарбил (C1-C6)
и /или
b) углеводород, в частности алкил-/алкенилбензол. Начиная с бензола, алкильные и/или алкенильные группы замещены по ароматическому кольцу независимо друг от друга и имеют длину цепи C1-C30,предпочтительно C1-C20 и особенно предпочтительно C1-C16. Независимо друг от друга 1-6 атомов водорода в кольце бензола могут быть замещены алкильной и/или алкенильной группой; предпочтительно 1-4, особенно предпочтительно 1-3 атома водорода в кольце замещены. Независимо от этого алкильная или алкенильная цепь может быть неразветвленной или разветвленной.
Смеси неполярных растворителей, помимо прочего, также возможны.
Подходящие алкил-/алкоксисиланы или алкил-/алкоксисилоксаны, например, представляют собой сложные эфиры ортокремниевой кислоты, в которой 1, 2 или 3 спиртовые группы замещены на замещенные или незамещенные углеводородные группы, соединения формулы R1nSi(OR)4-n, где n равен 1, 2 или 3, причем каждая группа R означает органическую группу независимо от любых других групп R, предпочтительно разветвленный или неразветвленный C1-C30алкил или арил, что соответствующим образом определено первым признаком.
R1 в этом случае является замещенной или незамещенной, разветвленной или неразветвленной углеводородной группой, и группы R1 эквивалентны или отличаются, когда n равняется 2 или 3. Предпочтительно группы R1 являются замещенным или незамещенным, разветвленным или неразветвленным C1-C30алкилом или замещенным или незамещенным арилом, и особенно предпочтительно замещенным или незамещенным, разветвленным или неразветвленным C1-C6алкилом или замещенным или незамещенным C6-C10арилом. Незамещенный, разветвленный или неразветвленный C1-C6алкил или незамещенный фенил наиболее предпочтительны. В этом контексте метил, этил и пропил также особенно предпочтительны.
Предпочтительно модифицированные сложные эфиры выбирают из группы, состоящей из тетраалкоксисиланов, моноалкилтриалкоксисиланов, диалкилдиалкоксисиланов, триалкилмоноалкоксисиланов, моноарилтриалкоксисиланов, диарилдиалкоксисиланов и триарилмоноалкоксисиланов, где алкильные или алкоксильные группы предпочтительно представляют собой C1-C6 алкильные группы. Предпочтительные модифицированные сложные эфиры выбирают из группы, состоящей из тетраэтоксисилана, тетрапропоксисилана, метилтриметоксисилана, метилтриэтоксисилана, метилтрипропоксисилана, метилтрибутоксисилана, этилтриметоксисилана, метилтриэтоксисилана, этилтриэтоксисилана, н-пропилтриметоксисилана, н-пропилтриэтоксисилана, изопропилтриметоксисилана, изопропилтриэтоксисилана, винилтриметоксисилана, винилтриэтоксисилана, 3-глицидоксипропилтриметоксисилана, 3-глицидоксипропилтриэтоксисилана, 3,4-эпоксициклогексилтриметоксисилана, диметоксидиметилсилана, диэтоксидиметилсилана, диэтилдиметоксисилана и диэтилдиэтоксисилана.
Особенно предпочтительными являются тетраэтилортосиликат, тетрапропилортосиликат, их смеси и их олигомеры, или соответствующие смеси олигомеров.
Особенно предпочтительными являются тетраэтилорто- и тетрапропилортосиликат, или соответственно их смеси.
В другом варианте осуществления обнаружили, что добавление сорастворителя в фенольные смолы бензилэфирного типа улучшает растворимость. Таким образом, возможно составлять гомогенные растворы с большой частью сложных эфиров кремниевой кислоты. Предпочтительный сорастворитель, например, представляет собой сложные диэфиры двухосновных карбоновых кислот.
Предпочтительно фенольная смола бензилэфирного типа (бензилэфирная смола плюс растворитель) содержит менее 1,5 вес. % воды, особенно предпочтительно менее 1,0 вес. % и особенно предпочтительно менее 0,8 вес. % воды.
Предпочтительно фенольная смола бензилэфирного типа (бензилэфирная смола плюс растворитель) содержит менее 2,0 вес. % алифатических спиртов, особенно предпочтительно менее 1,5 вес. % алифатических спиртов, предпочтительно менее 1,0 вес. % алифатических спиртов с C1-C18.
В предпочтительном варианте осуществления, когда сложный эфир кремниевой кислоты и/или олигомер сложного эфира кремниевой кислоты используют в качестве растворителя, фенольная смола бензилэфирного типа (бензилэфирная смола плюс растворитель) содержит менее 1,5 вес. % алифатического спирта, особенно предпочтительно менее 1,0 вес. % и особенно предпочтительно менее 0,8 вес. % алифатического спирта.
Предпочтительно растворитель используют в количестве относительно полиольного компонента 10-70 вес. %, особенно предпочтительно 26-55 вес. % и особенно предпочтительно 41-50 вес. %.
Если используют сорастворитель согласно настоящему изобретению, предпочтительно 0,5-9,6 вес. %, особенно предпочтительно 1-7,9 вес. % и особенно предпочтительно 1-4,9 вес. % относительно полиольного компонента используют.
Изоцианатный компонент системы связующего содержит алифатический, циклоалифатический или ароматический мономерный или полимерный изоцианат, предпочтительно с в среднем 2-5 изоцианатными группами на молекулу. В зависимости от желаемых свойств также можно использовать смеси изоцианатов.
Подходящие изоцианаты содержат алифатические изоцианаты, такие как гексаметилендиизоцианат, алициклические изоцианаты, такие как 4,4'-дициклогексилметандиизоцианат и их диметильные производные. Примеры подходящих ароматических изоцианатов представляют толуол-2,4-диизоцианат, толуол-2,6-диизоцианат, 1,5-нафталиндиизоцианат, трифенилметантриизоцианат, ксилилендиизоцианат и их метильные производные, а также полиметиленполифенилизоцианаты. Предпочтительные изоцианаты представляют ароматические изоцианаты, особенно предпочтительно полиметиленполифенилполиизоцианаты, такие как технический 4,4’-дифенилметандиизоцианат, т. e. 4,4’-дифенилметандиизоцианат с долей изомеров и высших гомологов.
Изоцианаты могут также быть дериватизированными путем реакции двухвалентных изоцианатов друг с другом, так что часть их изоцианатных групп дериватизируется с образованием биуретных, аллофанатных, уретдионовых или карбодиимидных групп. Например, уретдионовые группы, которые содержат продукты димеризации, например, MDI или TDI, представляют интерес. Предпочтительно, однако, такие дериватизированные изоцианаты используют только в качестве компонента в дополнение к вышеуказанным недериватизированным изоцианатам.
Предпочтительно изоцианат используют в количестве, таком что число изоцианатных групп составляет 80-120% относительно числа свободных гидроксильных групп смолы.
Изоцианатный компонент системы связующего предпочтительно используют в виде раствора в органическом растворителе или комбинации органических растворителей. Растворители могут, таким образом, требоваться, например, для поддержания компонентов связующего в достаточно низковязком состоянии. Это необходимо, помимо прочего, для получения равномерного сшивания огнеупорного формовочного материала и сохранения его свободнотекучих характеристик.
Или неполярные растворители, такие как указанные согласно настоящему изобретению, или полярные растворители, или их смеси используют в качестве растворителя как часть изоцианатного компонента. Тип растворителя не ограничен согласно настоящему изобретению.
Помимо вышеуказанных компонентов, системы связующего могут содержать дополнительные добавки, такие как силаны (например, согласно EP 1137500 B1), внутренние разделительные средства, такие как жирные спирты (например, согласно US 4602069), высыхающие масла (например, согласно US 4268425), комплексообразующие средства (например, согласно US 5447968), средства для улучшения текучести, такие как силиконовые поверхностно-активные вещества, и добавки для увеличения времени обработки (например, согласно US 4540724), или их смеси.
Кроме того, настоящее изобретение относится к смесям формовочных материалов, содержащим связующее на основе фенольных смол бензилэфирного типа, огнеупорный основной формовочный материал и изоцианаты и, вероятно, катализаторы, и стержням, формам и изложницам, полученным из смесей формовочных материалов после отверждения. Применение стержней, форм и изложниц для металлического литья, в частности, литья железа и алюминия, также является объектом настоящего изобретения.
Обычные и известные материалы и их смеси можно использовать в качестве огнеупорного основного формовочного материала (далее также называемого основным формовочным материалом для краткости) для получения литейных форм. Кварцевый песок, циркониевый песок, песок хромовой руды, оливин, вермикулит, боксит, огнеупорную глину, а также так называемые искусственные основные формовочные материалы, т. e. основные формовочные материалы, приведенные в сферическую или приближенную к сферической форму (например, эллипсоиды) при помощи промышленных процессов формования. Примеры этого представляют собой стеклянные шарики, стеклянные гранулы или искусственный, сферический керамический песок - так называемый Cerabeads®, а также Spherichrome®, SpherOX® или “Carboaccucast”, а также полые микросферы, поскольку они могут быть выделены, помимо прочего, в виде компонента летучей золы, такого как полые сферы (микросферы) силиката алюминия. Смеси указанных огнеупорных материалов также возможны.
Основные формовочные материалы, которые содержат более 50 вес. % кварцевого песка относительно огнеупорного основного формовочного материала, особенно предпочтительны. Огнеупорный основной формовочный материал понимается как такой, который имеет высокую точку плавления (температуру плавления). Предпочтительно точка плавления огнеупорного основного формовочного материала предпочтительно составляет более 600°C, предпочтительно более 900°C, особенно предпочтительно более 1200°C и особенно предпочтительно более 1500°C.
Огнеупорный основной формовочный материал предпочтительно составляет более 80 вес. %, в частности, более 90 вес. %, особенно предпочтительно более 95 вес. % смеси формовочного материала.
Как правило, средний диаметр частиц огнеупорных основных формовочных материалов составляет от 100 мкм до 600 мкм, предпочтительно от 120 мкм до 550 мкм и особенно предпочтительно от 150 мкм до 500 мкм. Размер частиц может быть определен, например, посредством пропускания через сито согласно DIN ISO 3310. Формы частиц с отношением наибольшей протяженности по длине к наименьшей протяженности по длине (под прямым углом друг к другу и для всех направлений в пространстве) от 1:1 до 1:5 или от 1:1 до 1:3, т. е. такие, например, которые не являются волоконнообразными, особенно предпочтительны.
Огнеупорный основной формовочный материал предпочтительно находится в свободнотекучем состоянии, в частности, с возможностью обработки смеси формовочных материалов согласно настоящему изобретению в обычных пескометных стержневых машинах.
Подходящие катализаторы представляют собой третичные амины. В способе PUCB используют летучие третичные амины, такие как триметиламин («TMA», CAS RN 75-50-3), диметилэтиламин («DMEA», CAS 75-64-9), диметилизопропиламин («DMIPA», CAS 996-35- 0), диметилпропиламин («DMPA», CAS RN 926-63-6) и триэтиламин («TEA», CAS RN 121-44-8). Жидкие третичные амины используют для способа PUNB. При комнатной температуре (25°C) они включают жидкие третичные амины, а также те, которые становятся жидкими после нагревания до 40°C, например, или те, которые растворяются в подходящем растворителе. Примеры представляют трис(3-диметиламино)пропиламин, изохинолин, арилпиридины, такие как фенилпиридин, пиридин, акридин, 2-метоксипиридин, пиридазин, 3-хлорпиридин, хинолин, N-метилимидазол, N-этилимидазол, 4,4'-дипиридин, 4-фенилпропилпиридин, 1-метилбензимидазол и 1,4-тиазин.
Кроме того, настоящее изобретение относится к способу получения смесей формовочных материалов, включающему:
(a) смешивание огнеупорных основных формовочных материалов со связующим согласно настоящему изобретению (по меньшей мере фенольной смолой бензилэфирного типа с растворителем и изоцианатом) в количестве 0,2-15 вес. %, предпочтительно 0,3-14 вес. %, особенно предпочтительно 0,4-12 вес. %, относительно количества огнеупорных основных формовочных материалов, и катализатора, который добавляют в то же время (в способе PUNB) или добавляют отдельно позже (в способе PUCB) для получения смеси формовочных материалов,
(b) помещение смеси формовочных материалов, полученной на стадии (a), в формовочный инструмент,
(c) вероятно добавление катализатора, добавленного отдельно позже (PUCB), и отверждение смеси формовочных материалов в формовочном инструменте с катализатором данного изобретения с получением стержня или литейной формы; и
(d) последующее разделение стержня или литейной формы и инструмента и дополнительное отверждение при необходимости.
Для получения смеси формовочных материалов компоненты системы связующего можно сначала объединять, а затем добавлять в огнеупорный основной формовочный материал. Однако также можно добавлять компоненты связующего в огнеупорный основной формовочный материал одновременно или один за другим в любой последовательности.
Обычные способы можно использовать для получения однородной смеси компонентов для смеси формовочных материалов. Смесь формовочных материалов может также вероятно содержать другие обычные компоненты, такие как оксид железа, измельченные льняные волокна, гранулят древесных опилок, смолу и огнеупорные металлы.
Согласно настоящему изобретению отверждение можно проводить согласно способу PUCB или согласно способу PUNB. В случае способа PUCB для отверждения третичный амин с низкой точкой кипения в газообразной форме или в виде аэрозоля пропускают через сформованную смесь формовочных материалов посредством инертного газа-носителя. Добавление отдельного катализатора можно опустить. Можно использовать все известные аминные катализаторы для способа в «холодных ящиках». В случае способа PUCB аминный или металлический катализатор может быть уже растворен в системе связующего или добавлен в виде отдельного компонента в огнеупорный материал, причем добавленное количество составляет прибл. 0,1 вес. % – прибл. 5 вес. % относительно общего количества связующего в огнеупорном материале.
Корпуса форм, полученные согласно этому способу, могут иметь любую обычную форму, используемую на сталелитейных заводах. В предпочтительном варианте осуществления корпуса форм представлены в виде литейных форм, стержней или изложниц. Они отличаются очень высокой механической стабильностью.
Кроме того, изобретение также относится к применению этого корпуса формы для металлического литья, в частности, литья железа и алюминия.
Изобретение будет описано ниже более подробно со ссылкой на предпочтительные варианты осуществления или примеры экспериментов, соответственно, не ограничиваясь ими.
Экспериментальные примеры
Используемые компоненты
Изоцианатный компонент: гомогенная смесь 80% Lupranat M 20 S и 20% Dynasylan A
CATALYST 706 – диметилпропиламин; поставляемый ASK-Chemicals GmbH
Кварцевый песок H 32 – поставляемый Quarzwerke GmbH
Lupranat M 20 S: полимер дифенилметандиизоцианат (MDI), функциональность 2,6, поставляемый BASF SE
DBE – смесь диметиловых сложных эфиров C4-C6 двухосновных карбоновых кислот, поставляемая DuPont
Dynasilan A – тетраэтилортосиликатный мономер, поставляемый Evonik Industries, содержание свободного этанола <0,5%
Solvesso 100 – растворитель легкая нафта, поставляемый EXXON Mobile
GLYMO силан – (3-глицидоксипропил)триметоксисилан, поставляемый Evonik Industries
Фенол 99% – поставляемый Sigma Aldrich
Параформальдегид 91-93%, поставляемый INEOS Paraform
Дигидрат ацетата цинка – поставляемый Sigma Aldrich
Н-бутанол– поставляемый Sigma Aldrich
Palmer 1500-1, смесь приблизительно 95% карданола и приблизительно 5% кардола, поставляемая Palmer International
Все проценты представлены в вес. %.
Синтез бензилэфирной смолы (фенольной смолы бензилэфирного типа)
Бензиловый эфир, пример 1, полученный согласно EP 1057554 A 1 (сравнение)
1540 г фенола (99%), 704 г параформальдегида (91%) и 0,44 г дигидрата ацетата цинка добавляли в реакционную емкость, оборудованную мешалкой, обратным холодильником и термометром. При перемешивании температуру равномерно повышали в течение 60 минут до 105°C и поддерживали, пока не достигали коэффициента преломления (20°C) 1,550. Затем конденсатор переключали на дистилляцию под атмосферным давлением, и температуру повышали в течение часа от 125 до 126°C. Дистилляцию продолжали при этой температуре, пока не достигали коэффициента преломления (20°C) 1,593. Затем прикладывали вакуум, и дистилляцию продолжали при пониженном давлении до коэффициента преломления (20°C) 1,612. Выход составлял прибл. 82%. Количество свободного фенола, определенное газовой хроматографией, составляло 10,5 вес. %, а количество салигенина (2-гидроксибензилового спирта), определенное газовой хроматографией, составляло 8,4 вес. %.
Смола бензилэфирного типа, пример 2, полученная согласно типичному варианту осуществления 2, смола A из DE 102004057671 B4 (сравнение)
234 г фенола (99%), 107 г параформальдегида (91%) и 0,295 г дигидрата ацетата цинка добавляли в реакционную емкость, оборудованную мешалкой, обратным холодильником и термометром. При перемешивании температуру равномерно повышали в течение 90 минут до 110°C и выдерживали при 110°C в течение 45 минут. Затем начинали дистилляцию, и температуру повышали в течение 60 минут до 126°C. Дистилляцию продолжали при этой температуре, пока не достигали коэффициента преломления (20°C) 1,590-1,592. Дистилляцию затем продолжали под вакуумом (<30 мбар) до коэффициента преломления (20°C) 1,613-1,615.
Затем температуру снижали до 100°C, и 9 вес. частей н-бутанола добавляли на 12 вес. частей полученной бензилэфирной смолы. В течение 30 минут композицию бензилэфирной смолы доводили до температуры кипения и поддерживали в течение 4 часов при кипении. Возникающую реакционную воду непрерывно удаляли в сепараторе, заполненном н-бутанолом, причем фазу с низким содержанием воды подавали назад в реакционную смесь. Температура росла от 119°C до 127°C. При 120°C избыток н-бутанола отгоняли под вакуумом (<30 мбар).
Смола бензилэфирного типа, пример 3 согласно типичному варианту осуществления 2 из DE 102006037288 A1
698,4 г фенола (99%), 302,6 г параформальдегида (91%) и 0,35 г дигидрата ацетата цинка добавляли в реакционную емкость, оборудованную мешалкой, обратным холодильником и термометром. При перемешивании температуру равномерно повышали в течение 60 минут до 105-115°C и поддерживали, пока не достигали коэффициента преломления (25°C) 1,5590. Затем 50 г Palmer 1500-1 добавляли, и конденсатор переключали на дистилляцию под атмосферным давлением, и температуру повышали в течение часа от 124 до 126°C. Дистилляцию продолжали при этой температуре, пока не достигали коэффициента преломления (25°C) 1,5940. Затем прикладывали вакуум, и дистилляцию продолжали при пониженном давлении до коэффициента преломления (25°C) приблизительно 1,600. Количество свободного фенола, определенное газовой хроматографией, составляло 12,5 вес. %, а количество салигенина составляло 9,5 вес. %.
Бензилэфирная смола, пример 4
698,4 г фенола (99%), 302,6 г параформальдегида (91%) и 0,35 г дигидрата ацетата цинка добавляли в реакционную емкость, оборудованную мешалкой, обратным холодильником и термометром. При перемешивании температуру равномерно повышали в течение 60 минут до 105-115°C и поддерживали, пока не достигали коэффициента преломления (25°C) 1,5590. Затем 50 г Palmer 1500-1 добавляли, конденсатор переключали на дистилляцию под атмосферным давлением, и температуру повышали в течение часа от 124 до 126°C. Дистилляцию продолжали при этой температуре, пока не достигали коэффициента преломления (25°C) 1,5940. Затем прикладывали вакуум, и дистилляцию продолжали при пониженном давлении до коэффициента преломления (25°C) приблизительно 1,600. Затем 10 вес. частей н-бутанола добавляли на 90 вес. частей полученной смолы, и температуру 122-124°C поддерживали в течение 60 минут при кипении. Затем непрореагировавший бутанол удаляли под вакуумом. Смола имела коэффициент преломления (25°) приблизительно 1,5970. Количество свободного фенола, определенное газовой хроматографией, составляло 10,3 вес. %, а количество салигенина составляло 8,2 вес. %.
Измерение вязкости
Вязкость определяют с помощью ротационного вискозиметра Брукфильда, при помощи метода «небольшого образца», шпиндель № 21 при 100 об./мин. и при 25°C.
Измерение содержания фенола и салигенина
Содержания фенола и салигенина определяли посредством газовой хроматографии, как описано ниже.
Описание метода:
калибрование: метод внутреннего стандарта, 7-точечная калибровка на вещество, которое следует определять;
внутренний стандарт: 2,4,6-триметилфенол ч.д.а.;
стандартные вещества: фенол ч.д.а. и салигенин (o-гидроксибензиловый спирт) ч.д.а.;
газовый хроматограф: Agilent 7890 Plus, с ПИД, капиллярная колонка, автоматический пробоотборник и Agilent ChemStation.
Параметры устройства:
система впрыска: щелевая/бесщелевая форсунка, щель 50:1 (79,9 мл/мин.) через 2 минуты, время работы 20 мл/мин.;
температура: 280°C;
газ-носитель: водород 5,0, поток 1 мл/мин., метод постоянного потока;
капиллярная колонка: HP-5MS, HP 19091S-105, длина 50 м, диаметр 0,2 мм, пленка 0,33 мкм;
температурная программа: 60°C до 1,5 мин.; 4,0°C/мин. до 140°C, выдерживали ноль минут, затем 20°C/мин. до 325°C, выдерживали в течение 6 минут при 325°C;
детектор: ПИД, температура: 320°C;
горючий газ: водород 5,0 при 20 мл/мин., синтетический воздух 5,0 при 350 мл/мин, подпиточный газ: азот 5,0 при 25 мл/мин.;
автоматический пробоотборник: 10 мкл GC шприц, 1 мкл дозированный режим быстрого впрыска;
количественное определение: стандартные установки Agilent Chemstation, метод внутреннего стандарта, результаты указаны в вес. %.
Определение стабильности при холоде
В течение 24 часов растворы (A1-B9) замораживали при -18°C; после достижения комнатной температуры снова однородность визуально проверяли без перемешивания или встряхивания контейнеров с образцами.
Эмпирические параметры значений полярности ET(30) растворителей
Используя отрицательно сольватохромную краску на основе пиридиний-N-фенолятбетаина ET(30), полярность смесей растворителей определяли путем измерения самой длиной полосы поглощения волн в видимой/ближней ИК-области спектра (при 25°C и 1 бар). Здесь высокие значения ET(30) соответствуют высокой полярности растворителя. Значения можно найти в следующих статьях:
C. Reichardt, Chem. Rev. 1994, 94, 2319 - 2358.
C. Reichardt, G. Schäfer, Liebigs Ann. 1995, 1579 - 1582.
R. Eberhardt, S. Löbbecke, B. Neidhart, C. Reichardt, Liebigs Ann. /Recueil 1997, 1195 - 1199.
C. Reichardt, Green Chem. 2005, 7, 339 - 351.
V. G. Machado, R. I. Stock, C. Reichardt, Chem. Rev. 2014, 114, 10429-10475.
Определение растворимости
Сразу после достижения конечного значения (критерий завершения) для синтеза бензилэфирной смолы (примеры 1-4), горячую бензилэфирную смолу добавляли в измеренные при комнатной температуре растворители или смеси растворителей для веществ в таблицах 1 и 2 при приложении механической энергии (перемешивание и/или встряхивание). После удаления воздуха из смеси оценивали растворимость.
Определение прочности при изгибе в Н/см2
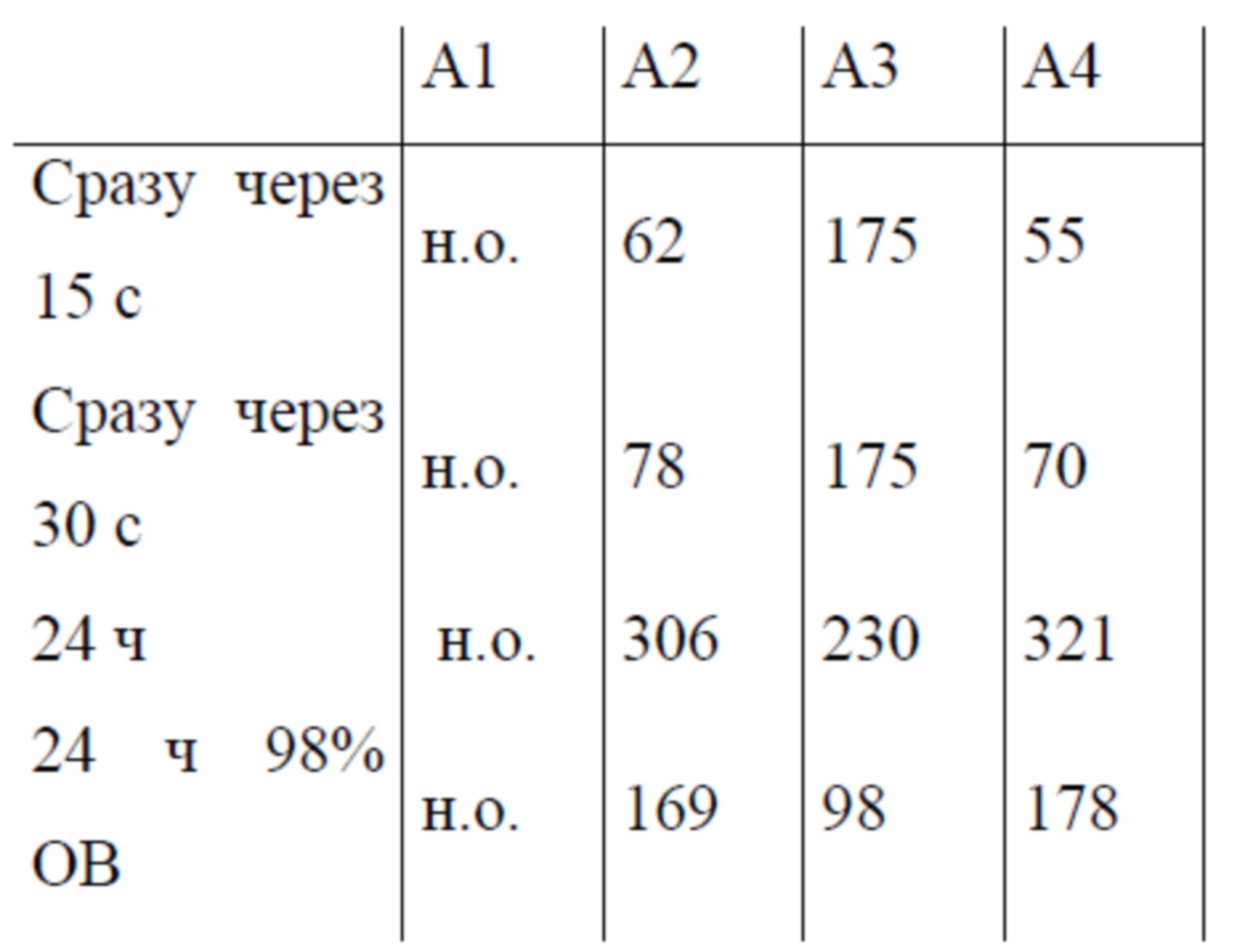
Смесь песка, состоящую из кварцевого песка H 32 плюс 0,60% вышеуказанных композиций связующих (по отдельности в примерах A1-B6) и 0,60% изоцианатного компонента, однородно перемешивали в смесителе Hobart в течение 2 минут. Эту смесь песков переносили в пескометную стержневую машину Roeper H 1 и каждый из двух стержней с размерами (l x w x h) 220 мм x 22,4 мм x 22,4 мм обдували под давлением 4 бар в форме сжатым воздухом. Песок отверждали при помощи CATALYST 706 (0,5 мл, время газации 10 с при 2 бар давления продувки). После отверждения стержень удаляли и прочность при изгибе определяли при помощи гибочного устройства Multiserw через 15 с, 30 с, 24 чаcа хранения при комнатной температуре, и 24 чаcа хранения при комнатной температуре в закрытой комнате с относительной влажностью 98% (24 ч 98% ОВ).
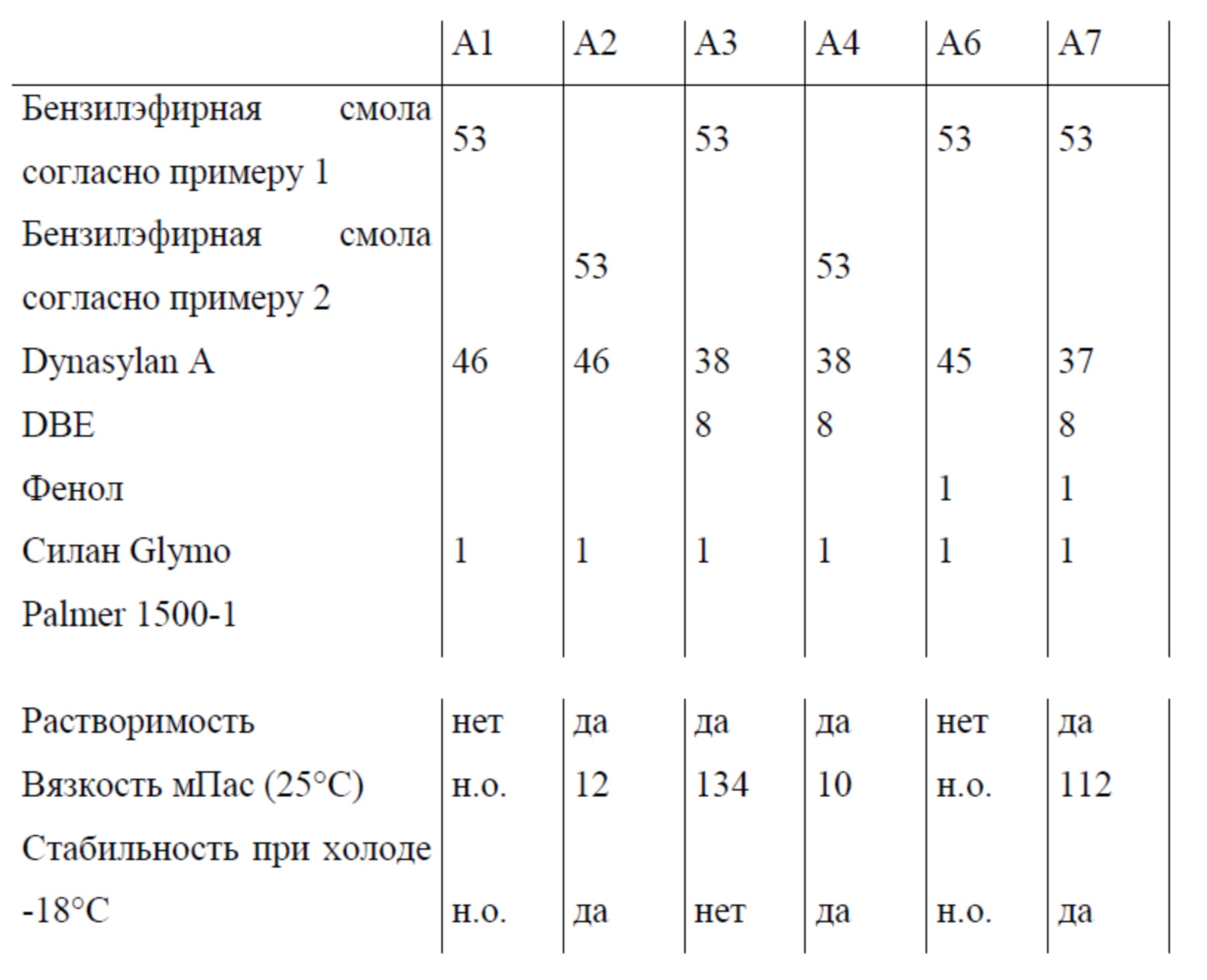
Результаты в вес. %, если иное не указано.
н.о. = не определено
В таблице 1 показаны смеси бензилэфирных смол, используемые для сравнения, и их растворимости.

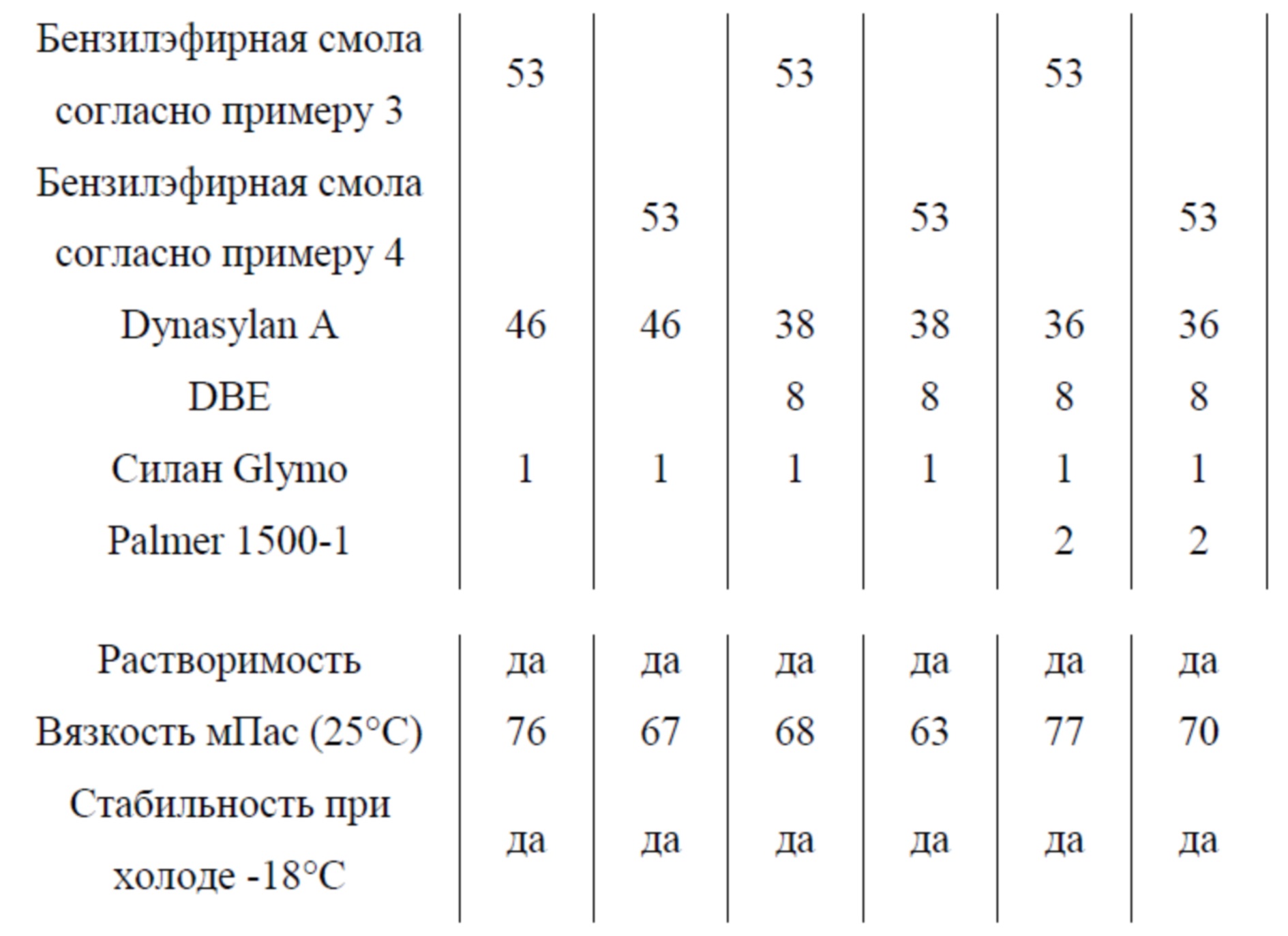
Результаты в вес. %, если иное не указано.
В таблице 2 показаны смеси бензилэфирных смол согласно изобретению и их растворимости.
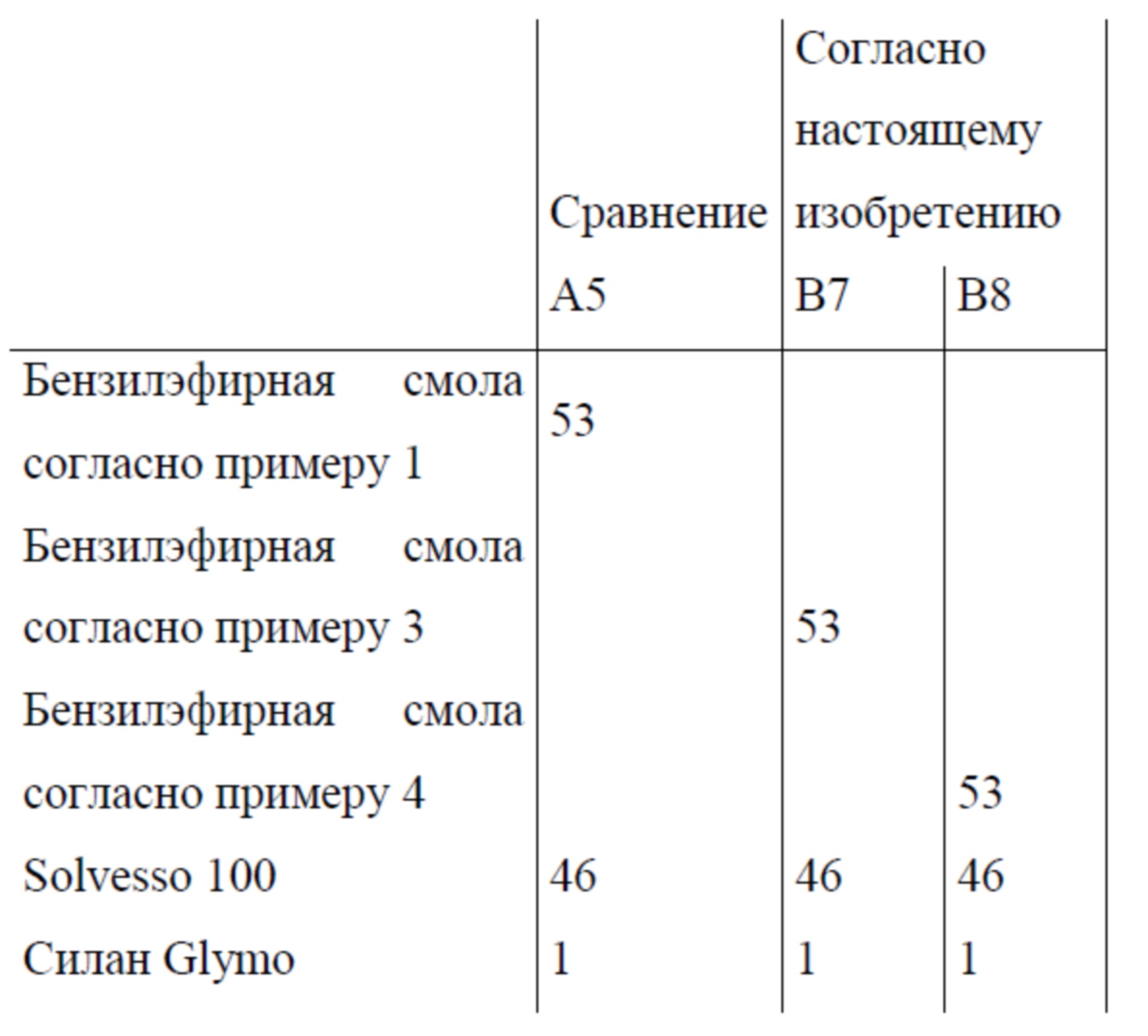
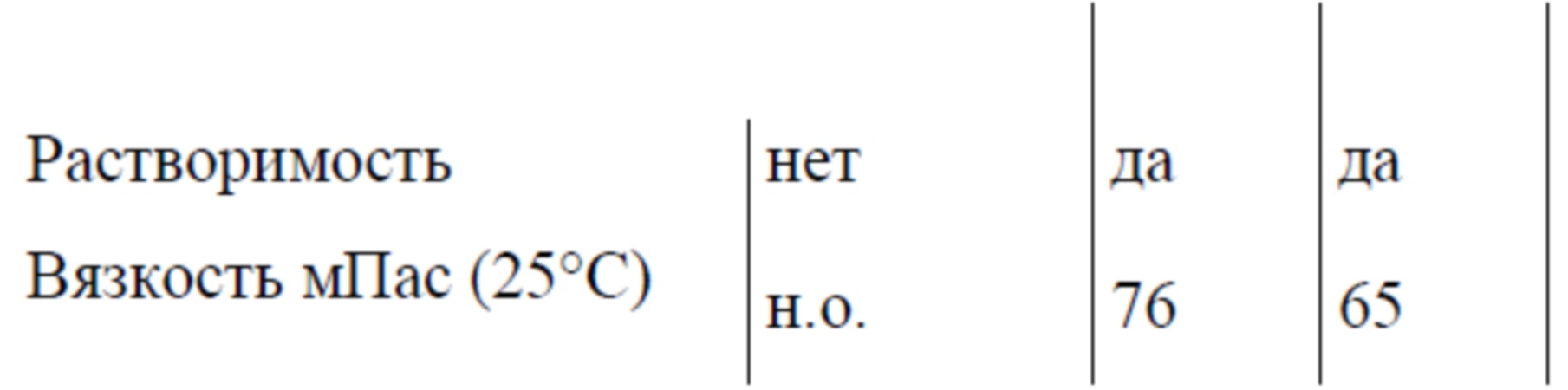
В таблице 3 показаны смеси бензилэфирных смол согласно изобретению и их растворимости.
н.о. = не определено
В таблице 4 показаны сравнительные прочности при изгибе
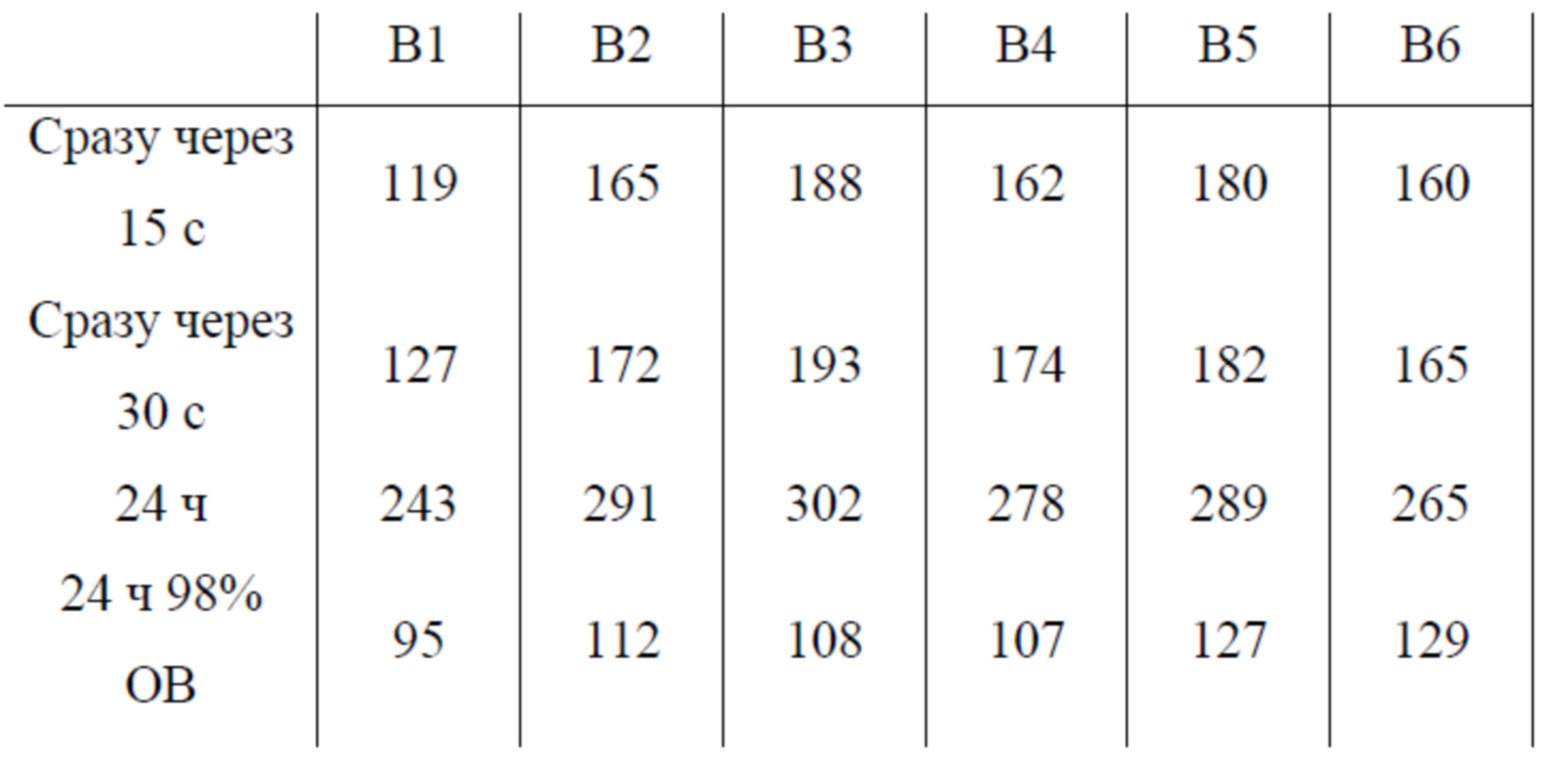
В таблице 5 показаны прочности при изгибе для смесей формовочных материалов согласно настоящему изобретению.
Из таблиц результатов можно увидеть, что бензилэфирные смолы, дающие смеси бензилэфирных смол B1-B6 согласно настоящему изобретению в примерах 3 и 4, полностью растворяются в тетраэтилортосиликате и Solvesso 100. Это также показано в других примерах при помощи низкой вязкости и улучшенной стабильности при холоде. Если вязкость рассматривают с эквивалентным количеством остаточного фенола (поскольку фенол также снижает вязкость; примеры A1, A6, B1 и A3, A7, B3), растворы смол с более низкой вязкостью также получают с бензилэфирными смолами из примеров 3 и 4.
Бензилэфирная смола 2 также показывает подходящую растворимость в неполярных растворителях, но, однако, прочности, оцененные сразу, являются неудовлетворительными.
Если примеры B3-B5 и B4 -B6 рассматривают, обнаружили, что добавление карданола/кардола улучшает стойкость к влаге связующих и способствует улучшению пластичности песчаных стержней.
Реферат
Настоящее изобретение относится к компонентной системе для отверждения смесей формовочных материалов, смеси формовочных материалов для металлического литья и способу получения форм, стержней или изложниц. Компонентная система содержит пространственно отделенные друг от друга полиольный компонент и изоцианатный компонент. Полиольный компонент содержит фенольную смолу бензилэфирного типа и растворитель, по меньшей мере 95 вес.% которого составляет неполярный растворитель. Фенольная смола бензилэфирного типа содержит по меньшей мере один фенол в качестве мономерного компонента, который замещен по ароматическому кольцу алифатической углеводородной группой с 11-26 атомами углерода и 0-4 двойными связями. Настоящее изобретение обеспечивает компонентную систему, в которой фенольная смола бензилэфирного типа полностью растворима в неполярном растворителе и, таким образом, равномерно растворяется без или только с незначительными количествами сорастворителей. 4 н. и 16 з.п. ф-лы, 5 табл., 6 пр.
Комментарии