Слоистая структура, обеспечивающая адаптивную тепловую изоляцию - RU2546483C2
Код документа: RU2546483C2
Чертежи














Описание
Настоящее изобретение относится к структурам, обеспечивающим адаптивную тепловую изоляцию, в частности относится к слоистой структуре, обеспечивающей адаптивную тепловую изоляцию. Такую слоистую структуру можно использовать при разработке тканей или текстиля, в частности, в применениях для персонального защитного оборудования, например, одежды, такой как защитная одежда или другая функциональная одежда, такая как перчатки.
Защитную одежду или функциональную одежду типично используют в применениях, таких как борьба с пожарами, правоохранительная деятельность, военные или промышленные работы, где требуется защита носящего от влияния окружающей среды или где требуется обеспечивать желаемые функциональные характеристики при заданных условиях окружающей среды. Может требоваться, чтобы одежда защищала носящего от тепла, пламени или воздействия жидкостей. Типично желательно, чтобы одежда обеспечивала достаточный комфорт для носящего, чтобы он был способен выполнять работу, которую он предположительно должен выполнять.
Если говорить об одежде пожарных, в качестве одного применения, в котором используют защитную одежду или функциональную одежду, такая одежда должна обеспечивать, с одной стороны, значительную степень тепловой изоляции от пламени и тепла. Это требует, чтобы одежда эффективно сдерживала перенос тепла через одежду снаружи внутрь. С другой стороны, одежда пожарных должна обеспечивать достаточную гибкость и способность дышать для того, чтобы позволить пожарному выполнять свою работу эффективно во время ношения одежды. Это требует того, чтобы одежда допускала некоторую степень переноса водяного пара (способность дышать) через одежду изнутри наружу.
Тепловая изоляция, обеспечиваемая одеждой пожарных, должна быть эффективной в широком диапазоне температур окружающей среды: если говорить о крайнем случае, одежда пожарных должна обеспечивать достаточную тепловую изоляцию для того, чтобы защищать пожарного, когда он подвергается «общей вспышке» пламени при пожаре, где температуры окружающей среды могут составлять приблизительно 1000°C и выше. В таком случае одежда будет, по меньшей мере временно, подвержена воздействию температуры на внешней оболочке одежды приблизительно 800-900°C. В случае сильного пожара, все еще ожидают, что внешняя оболочка одежды будет иметь температуру приблизительно до 350°C, когда пожарный должен подойти близко к пламени. Температуры на коже пожарного должны быть снижены для того, чтобы повыситься не более чем приблизительно на 24°C.
В технических задачах, не связанных с огнем, традиционная одежда пожарных предлагает уровень тепловой характеристики, который обычно не требуется и ведет к низкому комфорту (такому как низкая способность одежды дышать) в связи с толстыми и тяжелыми слоями одежды. В применениях, таких как одежда пожарных, указанная выше, где одежда должна обеспечивать широкий диапазон тепловой изоляции, типично сложно отвечать всем требованиям с помощью статичных структур, т.е. с помощью структур, обеспечивающих тепловую изоляцию, при необходимости, при сценарии худшего варианта, в течение всего времени.
Предложено множество динамических концепций. Идея, лежащая в основе таких динамических концепций, состоит в том, чтобы создавать структуру, которая обеспечивает различные степени тепловой изоляции согласно заданным условиям окружающей среды. Обеспечиваемая тепловая изоляция может адаптироваться к температурам окружающей среды, которые испытывает структура, на своей внешней стороне и/или на своей внутренней стороне.
В области пожарной защиты разработана концепция вспучивающихся систем, которую используют в различных применениях, например, во вспучивающихся прокладках для противопожарных дверей, или в форме вспучивающихся покрытий для труб. Такие вспучивающиеся системы типично содержат вспучивающееся вещество, которое обладает твердой фазой, которая подлежит процессу вспенивания под воздействием тепла, таким образом, увеличивая объем, и, следовательно, изоляционными свойствами. Обычно такой процесс вспенивания начинается, когда вспучивающееся вещество подвергается воздействию предварительно определяемой температуры активации. В результате процесса вспенивания, вспучивающееся вещество становится пористым, т.е. происходит снижение его плотности и увеличение его объема, но все еще сохраняется твердая структура. Типичные вспучивающиеся вещества представляют собой силикат натрия, вспениваемый графит или материалы, содержащие углерод и значимые количества гидратов.
Предлагалось использовать вспучивающиеся материалы для получения одежды пожарных или другой функциональной одежды. В US 2009/0111345 A1 раскрыта структура, обеспечивающая адаптивную изоляцию для водонепроницаемых тканей/одежды, проницаемых для водяного пара, чтобы защищать носящего от тепла или пламени, при этом сохраняя способность дышать. Вспучивающиеся вещества на основе смеси полимерной смолы - вспениваемого графита располагают между огневым барьером и водоупорным барьером. В US 2009/0111345 A1 точно определена температура активации приблизительно 200°C и увеличение объема вспучивающегося вещества по меньшей мере 200% после воздействия 300°C в течение 90 с. Тесты показали, что такой подход, при применении к ткани для одежды пожарных, имеет ограничения.
Дополнительный подход для изготовления замедляющего горение гибкого материала, который обеспечивает тепловую защиту через вспучивающийся механизм, приведен в WO 2009/025892 A2. В этом материале множество отдельных защитных пластин прикрепляют к внешней поверхности гибкой основы ткани на определенном расстоянии друг от друга. Защитные пластины содержат вспучивающийся материал, который значительно расширяется при воздействии достаточного тепла. Тем самым, непрерывную теплоизоляционную и замедляющую горение внешнюю пленочную оболочку формируют при активации. В одном из вариантов осуществления защитные пластины содержат теплорасширяемые микрокапсулы, которые содержат воду или раствор на водной основе, который испаряется при воздействии тепла, тем самым поглощая тепло от источника пламени и расширяя микрокапсулы до их разрыва и высвобождения их содержимого для того, чтобы отогнать кислород и потушить пламя. Сообщалось, что температура активации микрокапсул, заключающих воду, составляет приблизительно от 100°C до 400°C.
В качестве альтернативы вспучивающимся системам предложено обеспечивать адаптивную тепловую изоляцию для одежды пожарных, используя материал из сплава с памятью формы или биметаллического материала, см. WO 99/05926 A1. Согласно этому подходу, динамическая, термически адаптивная, изоляционная система основана на разделительном материале, расположенном между тканью внешней оболочки и внутренней подкладочной тканью. Разделительный материал может представлять собой сплав с памятью формы, который запомнил спиральную форму, форму желоба или форму катушки, или может представлять собой биметаллические полоски или защелкивающиеся диски. Сообщалось о температуре активации приблизительно от 65°C до 75°C (сплав с памятью формы) и 50°C (биметаллические полоски). В отличие от предложений, основанных на вспучивающихся системах, рассмотренных выше, WO 99/05926 A1 в принципе предусматривает обратимую систему, которая может проходить через множество циклов активации/деактивации.
В WO 2008/097637 A1 раскрыта система композитных тканей, которая имеет тепловой барьер, содержащий ткань внешней оболочки, барьер для влаги и тепловую подкладку. Тепловая подкладка содержит по меньшей мере одну термически расширяемую огнестойкую ткань, выполненную из завитых, теплостойких волокон, удерживаемых в состоянии сжатия с помощью термопластического связующего средства в неактивированном состоянии. Сообщалось, что когда тепловую подкладку подвергают воздействию тепла или пламени, происходит увеличение толщины подкладки по меньшей мере в три раза.
Изобретение нацелено на предоставление улучшенной слоистой структуры, делающей возможной адаптивную тепловую изоляцию в отношении высоких температур. В конкретном применении изобретение нацелено на предоставление ткани для использования в защитной и/или функциональной одежде, в частности, для использования в одежде пожарных, указанная ткань содержит такую улучшенную слоистую структуру.
Изобретение относится к слоистой структуре, обеспечивающей адаптивную тепловую изоляцию, которая содержит первый слой; второй слой; по меньшей мере одну полость, предоставленную между первым слоем и вторым слоем; газообразующий агент, который имеет неактивированную конфигурацию и активированную конфигурацию; газообразующий агент адаптирован для смены неактивированной конфигурации на активированную конфигурацию, например, для того, чтобы повышать давление газа внутри полости, в ответ на увеличение температуры в полости; первый слой, второй слой и полость расположены так, что расстояние между первым слоем и вторым слоем увеличивается в ответ на повышение давления газа внутри полости.
Изобретение относится к адаптивной теплоизоляционной структуре, которая повышает ее теплоизоляционную способность в ответ на увеличение температуры. Недавно продемонстрировано, что такая структура может показывать отчетливое увеличение теплоизоляционной способности, когда температура повышается от диапазона нормальных или рабочих температур до диапазона повышенных температур. В некоторых вариантах осуществления можно получать отчетливое увеличение от первой (обычно более низкой) теплоизоляционной способности при более низких температурах до второй (обычно более высокой) теплоизоляционной способности при более высоких температурах. В предпочтительных вариантах осуществления отчетливое увеличение теплоизоляционной способности может быть связано с температурой активации, т.е. активация структуры происходит, когда температура повышается до температуры активации или выше.
Слоистая структура, как используют в настоящем документе, определяет структуру, которая имеет по меньшей мере в неактивированном состоянии структуры плоскую или листовидную конфигурацию, идущую по существу в поперечных направлениях, как определено направлениями длины и ширины, и является тонкой. Конфигурацию считают тонкой, если она имеет толщину в направлении, перпендикулярном направлениям длины и ширины, которая значительно меньше длины и ширины. В типичных применениях слоистая структура, как определено в настоящем документе, будет представлять собой гибкую слоистую структуру в отношении сгибания или жесткую слоистую структуру.
Первый и второй слои могут представлять собой слои, расположенные так, чтобы быть обращенными друг к другу в направлении толщины слоистой структуры. Первый и второй слои необязательно должны представлять собой смежные слои. Помимо полости, другие структурные элементы слоистой структуры, например, изолирующий материал, могут быть вставлены между первым и вторым слоями. Первый и второй слои обычно идут по существу параллельно друг другу и перпендикулярно направлению толщины. Расстояние между первым и вторым слоями можно измерять в направлении толщины. В случае, если первый и/или второй слои находятся не в одной и той же плоскости, но имеют структуру с тиснением и/или вдавлениями, расстояние между слоями относится к заданной плоскости отсчета. В практических реализациях первый и второй слои могут представлять собой, например, слои ткани, например, первый слой ткани и второй слой ткани, с полостью, расположенной между первым слоем и вторым слоем. Первый и второй слои можно обозначать как внутренний слой и внешний слой, соответственно. В применениях патентоспособной слоистой структуры к ткани, используемой в одежде, термин «внутренний слой» обозначает слой, который направлен к телу носящего и типично расположен как можно ближе к коже носящего, тогда как термин «внешний слой» обозначает слой, направленный от тела носящего к окружающей среде.
Когда подвергается повышению температуры, газообразующий агент должен начинать создавать газ в полости, и, таким образом, будет происходить повышение давления газа в полости. Повышение давления газа внутри полости ведет к «надуванию» полости. В результате надувания увеличивается толщина полости и, тем самым, увеличивается расстояние между первым слоем и вторым слоем. Результатом является «газовый слой» или «воздушный слой» (воздух входит в пространство между первым и вторым слоями), который формируют между первым слоем и вторым слоем, который обеспечивает эффективную тепловую изоляцию из-за низкой теплопроводности газа/воздуха и из-за увеличенного расстояния между первым и вторым слоем.
Газообразующий агент является «двигателем» для движения первого и второго слоев друг от друга, чтобы увеличить расстояние между первым и вторым слоями и увеличить изолирующий объем. В зависимости от температуры, газообразующий агент может иметь неактивированную конфигурацию и активированную конфигурацию. В неактивированной конфигурации газообразующего агента адаптивная теплоизоляционная структура находится в своем неактивированном состоянии. Активированное состояние адаптивной теплоизоляционной слоистой структуры получают посредством измерения конфигурации газообразующего агента. Газообразующий агент в неактивированной конфигурации может находиться в полости. Газообразующий агент может представлять собой любое из жидкости, твердого вещества или геля или их сочетаний. Образование газа может происходить через физическое преобразование (т.е. фазовый переход из жидкости в газ и/или из твердого вещества в газ и/или высвобождение абсорбированных газов) или через химическое преобразование (т.е. химическую реакцию, высвобождающую по меньшей мере один газообразный продукт) или с помощью их сочетания. Обнаружено, что желаемый активационный порог газообразующего агента, например, температуру активации, можно регулировать надлежаще хорошо посредством предоставления газообразующего агента в форме смеси по меньшей мере двух соединений. В качестве примера, жидкий газообразующий агент, обладающий желаемой температурой кипения, можно предоставлять посредством смешивания двух или более «чистых» жидкостей.
В соответствии с изобретением, полость и газообразующий агент формируют термически активируемую надуваемую композитную структуру, которая, когда подвергается повышенной температуре, увеличивает свой объем. Изобретение, таким образом, обеспечивает эффект, сходный с поведением вспучивающихся веществ, когда они подвергаются повышенной температуре, но использует процесс, полностью отличный от вспучивания. В слоистой структуре, описанной в настоящем документе, полость и газообразующий агент выполняют таким образом, что увеличение объема полости ведет к выраженному увеличению расстояния между первым и вторым слоями. Тем самым, изолирующий объем, заполненный по существу воздухом и/или газом, создают между первым и вторым слоями. В отличие от известных вспучивающихся веществ, которые меняют конфигурацию с компактной твердой структуры на пористую твердую структуру при увеличении температуры, «квазивспучивающаяся» композитная структура в соответствии с изобретением меняет свою конфигурацию с не надутого состояния при более низких температурах на надутое состояние при более высоких температурах. В отличие от известных вспучивающихся веществ, где процесс вспенивания начинается после активации и ведет к формированию огромного множества индивидуальных полостей, изобретение относится к полости предварительно определяемой геометрии, которая уже присутствует в неактивированном состоянии. После активации эта полость меняет свою форму, например, для увеличения объема и для увеличения расстояния между первым слоем и вторым слоем.
Авторы изобретения обнаружили, что такую «квазивспучивающуюся» композитную слоистую структуру можно значительно лучше корректировать и контролировать с точки зрения ее температуры активации и скорости активации (т.е. скорости увеличения теплоизоляционной способности с увеличением температуры, когда температура достигла температуры активации), чем какие-либо известные вспучивающиеся вещества. Кроме того, показано, что можно получать даже обратимые «квазивспучивающиеся» композитные слоистые структуры, которые позволяют восстановление системы из активированного состояния в неактивированное состояние, при желании, даже во множестве циклов.
Газообразующий агент, который в неактивированной конфигурации может содержаться в полости, можно адаптировать для того, чтобы генерировать газ в полости в ответ на превышение температурой в полости предварительно определяемой температуры активации, так чтобы происходило увеличение расстояния между первым слоем и вторым слоем от первого расстояния в неактивированной конфигурации газообразующего агента до второго расстояния в активированной конфигурации газообразующего агента.
Температура активации обозначает температуру, при которой газообразующий агент начинает образовывать значительное количество газа в полости, давление газа в полости начинает расти и такое увеличение давления газа внутри полости ведет к увеличению объема («надуванию») полости.
Второе расстояние между первым слоем и вторым слоем в активированной конфигурации газообразующего агента может быть больше на 1 мм или более, чем первое расстояние между первым слоем и вторым слоем в неактивированной конфигурации газообразующего агента. В конкретных вариантах осуществления второе расстояние может быть больше, чем первое расстояние на 3 мм или более, или даже может быть больше на 6 мм или более.
В одном из вариантов осуществления слоистая структура дополнительно может содержать по меньшей мере одну обертку, которая заключает по меньшей мере одну полость. В частности, обертку можно выполнять с такой возможностью, что происходит увеличение объема полости в ответ на повышение давления газа внутри полости.
Обертку, заключающую полость с газообразующим агентом, содержащимся в такой полости, как описано выше, считают изобретательским вкладом самим по себе. Такую обертку можно использовать для того, чтобы обеспечивать адаптивную тепловую изоляцию в широком диапазоне слоистых структур, включая текстильные слоистые структуры, используемые для производства одежды. Обертки описанного типа можно использовать даже для того, чтобы предоставлять адаптивную теплоизоляционную функциональность в существующих слоистых структурах, например, используемых в одежде, или для того, чтобы улучшать теплоизоляционную функциональность существующих стандартных слоистых структур, например, используемых в одежде. Следовательно, в другом аспекте изобретение относится к обертке, адаптированной для использования со слоистой структурой, обеспечивающей адаптивную тепловую изоляцию, обертка заключает по меньшей мере одну полость, в которой содержится газообразующий агент, имеющий неактивированную конфигурацию и активированную конфигурацию, газообразующий агент адаптирован для смены неактивированной конфигурации на активированную конфигурацию, например, для того, чтобы повышать давление газа внутри полости в ответ на увеличение температуры в полости, обертку выполняют с такой возможностью, что происходит увеличение объема полости в ответ на повышение давления газа внутри полости.
В предпочтительном варианте осуществления обертка выполнена с возможностью, например, окружать полость герметичным образом.
Обертка может быть герметичной таким образом, который предотвращает по меньшей мере в неактивированном состоянии слоистой структуры утечку газообразующего агента в форме текучего вещества из полости. Текучее вещество представляет собой вещество, которое течет под приложенным напряжением сдвига. Текучие вещества представляют собой подкласс фаз вещества и могут включать жидкую фазу, газообразную фазу, плазму и пластичную твердую фазу, включая их смеси. Текучее вещество также может включать субкритические или суперкритические фазы. Таким образом, обертку считают по существу непроницаемой для газообразующего агента, по меньшей мере, по отношению к неактивированной конфигурации газообразующего агента.
Герметичность обертки согласно первому аспекту имеет отношение к значительно более длинным масштабам времени в месяцы или даже годы. Пример того, как тестировать герметичность согласно первому аспекту, описан ниже.
Во втором аспекте обертка может быть даже герметичной по отношению к газу, образуемому из газообразующего агента, когда он активирован. Такая герметичность, обеспечиваемая по меньшей мере временно в течение того времени, когда слоистая структура активирована, допускает активацию слоистой структуры без значительной потери газообразующего агента. Чем лучше герметичность обертки согласно второму аспекту, тем больше число циклов активации/деактивации, которое можно получать для слоистой структуры с обратимо газообразующим агентом.
Нет безусловной необходимости в том, чтобы обертка содержала, по меньшей мере отчасти, поддающийся растягиванию или эластический материал. К удивлению, достаточно большое увеличение объема обертки может быть даже достигнуто в случае, если обертку выполняют из не поддающегося растягиванию материала в отношении воздействия давления газа, образуемого в полости в активированной конфигурации газообразующего агента.
Преимущество использования не поддающегося растягиванию материала для обертки состоит в том, что доступны значительно более прочные материалы, которые позволяют сохранять герметичные свойства даже после множества циклов активации/деактивации. Кроме того, установлено, что размер обертки в активированной конфигурации лучше поддается контролю при использовании не поддающегося растягиванию материала.
Термин «не поддающийся растягиванию» следует понимать в том смысле, что материал, из которого выполнена обертка, значительно не удлиняется в каком-либо направлении, когда подвергается повышенному давлению газа внутри обертки после активации. Увеличение расстояния между первым и вторым слоями и/или увеличение объема обертки может вести к изменению формы обертки от «плоской формы» в направлении «выпуклой формы». Такое изменение формы связано со стремлением полости увеличивать свой объем при заданной площади поверхности обертки под давлением газа, создаваемым по мере того, как все более и более газообразующий агент меняется от неактивированной конфигурации к активированной конфигурации. Этот процесс ведет к увеличению средней толщины или высоты полости и тем самым увеличивает расстояние между первым и вторым слоями.
В конкретном варианте осуществления обертку можно создавать из устойчивого к температуре материала в отношении диапазона температур в полости в активированной конфигурации газообразующего агента.
Следует понимать, что термин «устойчивый к температуре» точно указывает, что материал способен устоять перед температурной нагрузкой, которая выше, чем температура активации на предварительно определяемое повышение температуры, например, повышение на 10°C, в течение предварительно определяемого времени. Типично температура на 10°C выше температуры активации, а время составляет 1 минуту или более. Требуемые свойства устойчивости к температуре зависят от применения слоистой структуры, например, от положения слоистой структуры в одежде по отношению к другим слоям в одежде. Чем ближе слоистая структура будет расположена в направлении источника тепла, тем выше будут требования к температуростойкости. В одном из вариантов осуществления температура по меньшей мере на 10°C выше температуры активации в течение 1 минуты. В другом варианте осуществления температура на 50°C выше температуры активации в течение 2 минут. В предпочтительном варианте осуществления для пожарных применений температура приблизительно на 150°C выше температуры активации в течение 2 минут.
Обертку можно создавать из одного куска или можно создавать из нескольких кусков, которые соединены вместе.
В одном из вариантов осуществления обертка может иметь композитную структуру из множества слоев обертки, прикрепленных друг к другу. В одном из вариантов осуществления слои обертки могут быть соединены вместе с помощью ламинирования, соединены в отдельных областях или соединены по всей их площади. Два или более слоя можно ламинировать друг на друга. В обертке, имеющей такую слоистую структуру, будет достаточно, если по меньшей мере один слой указанной слоистой структуры обеспечивает герметичность и, следовательно, образует герметичный слой.
В другом варианте осуществления слои обертки могут быть выполнены из герметичного одного слоя (монослой). Указанный слой может быть сформирован в обертку посредством сварки или склейки.
В некоторых вариантах осуществления обертку можно создавать по меньшей мере из двух кусков обертки. По меньшей мере два куска обертки могут быть соединены вместе, например, для того, чтобы окружить полость между ними. В такой конфигурации предпочтительно каждый из слоев обертки обеспечивает герметичность, по желанию, и каждые два смежных куска обертки соединены вместе герметичным образом. Герметичность следует обеспечивать в отношении неактивированной конфигурации газообразующего агента (см. выше первый аспект герметичности), но предпочтительно герметичность также поддерживают по меньшей мере в течение предварительно определяемого времени, в отношении активированной конфигурации газообразующего агента (см. выше второй аспект герметичности). Предпочтительно герметичность обертки сохраняют даже после множества циклов активации/деактивации.
Для того чтобы формировать герметичный слой, можно использовать множество материалов, материалы, которые включают, но не ограничиваясь этим, подобные металлы или сплавы (алюминий; золото; железо; низкоуглеродистая сталь; нержавеющая сталь; сплавы на основе железа; сплавы на основе алюминия; латунь), полимеры (полиолефины, такие как полиэтилен (PE), полипропилен (PP); поливинилхлорид (PVC); полистирол (PS); сложный полиэфир (например, полиэтилентерефталат PET); поликарбонат; полиимид; полиэфирэфиркетон (PEEK); политетрафторэтилен (PTFE); полихлортрифторэтилен (PCTFE); этиленхлортрифторэтилен (ECTFE); поливинилиденфторид (PVDF)), стекло, керамика, наноматериалы (органически модифицированная керамика, например, Ormocer®), неорганическо-органические нанокомпозиты). Герметичный слой можно формировать из множества отдельных монослоев какого-либо из указанных ранее материалов или какой-либо комбинации этих материалов для того, чтобы добиться желаемой герметичности. В целом герметичный слой должен быть тонким и иметь толщину 2 мм или менее для того, чтобы иметь достаточную гибкость. В предпочтительном варианте осуществления герметичный слой имеет толщину меньше чем 1 мм.
Дополнительный уплотнительный слой может быть нанесен на герметичный слой по меньшей мере с одной его стороны, например, посредством каландрирования. Уплотнительный слой может содержать термопластический полимер (например, полиуретан (PU); PP; PE; сложный полиэфир). Уплотнительный слой может улучшать герметичность герметичного слоя и может допускать сварку двух кусков обертки вместе для того, чтобы создавать герметичную обертку. Для того, чтобы повысить адгезивные характеристики герметичного слоя, можно использовать предварительную обработку поверхностей слоев, например, коронным разрядом, плазменным разрядом, праймерами. Возможные способы сварки включают термосварку, ультразвуковую сварку и микроволновую сварку.
В дополнительном возможном варианте осуществления один или множество шариков клея, например, выполненных из термопластического клея, силикона, контактного клея, реакционных клеевых систем, наносят по меньшей мере на одну из поверхностей герметичного слоя, подлежащего соединению, и затем другую поверхность прикрепляют к шарику клея.
В качестве примера, обертку можно создавать из металлического/пластмассового композитного материала.
В одном из вариантов осуществления алюминиевый/пластмассовый композитный материал используют для формирования обертки. Такой композит может содержать слой полиэтилентерефталата (PET), слой алюминия (Al) и слой полиэтилена (PE). Подходящий диапазон толщин для Al слоя находится между 4 мкм и 25 мкм. Такой композит показал в одном из вариантов осуществления, что он достаточно герметичен, если Al слой имеет толщину по меньшей мере 12 мкм. В дополнительном варианте осуществления изобретения Al слой может содержать один или больше чем один Al лист. В случае больше чем одного Al листа, листы прикрепляют друг к другу для того, чтобы сформировать всего один Al слой. Скрепление нескольких Al слоев может быть выполнено с непрерывным использованием адгезивных полимерных листов для того, чтобы соединять Al листы вместе. В другом варианте осуществления Al листы можно формировать с использованием способа осаждения из пара. Слой PE можно использовать в качестве уплотнительного слоя, посредством которого смежные слои обертки можно соединять герметично вместе в конкретных областях для того, чтобы создавать обертку. Толщина слоя PE может составлять между 20 мкм и 60 мкм. Предпочтительная толщина составляет приблизительно 40 мкм. Слой PET можно использовать в качестве покрывающего слоя для того, чтобы обеспечивать желаемые характеристики внешней поверхности обертки. В одном из примеров можно использовать слой PET толщиной 12 мкм. Композитную слоистую структуру, как описано ранее, можно получить от компании Kobusch-Sengewald GmbH, Germany.
Другие возможные композитные слои для формирования обертки включают, но не ограничиваясь этим:
слоистая композитная структура, сформированная с использованием:
PET/алюминий/полипропилен (уплотнительный слой) (доступно под торговым названием: Flexalcon® в компании Alcan Packaging GmbH, Germany);
слоистая структура, сформированная с использованием:
PET/адгезив/алюминий/адгезив/сополимер/полиэтилен (доступно под торговым названием: Tubalflex® в компании Alcan Packaging GmbH, Germany).
В одном из вариантов осуществления газообразующий агент в неактивированной конфигурации может иметь форму жидкости. В этом случае температура активации адаптивной теплоизоляционной слоистой структуры может соответствовать температуре кипения газообразующего агента.
В другом варианте осуществления твердое вещество или гель можно использовать в качестве газообразующего агента. Такое твердое вещество предпочтительно находится в форме порошка, который обеспечивает большую площадь поверхности. Гель представляет собой соединение, которое имеет функциональные группы, заключенные в нем согласно химическим и/или физическим механизмам соединения (например, химическим механизмам, таким как образование ковалентной связи, или физическим механизмам, таким как ван-дер-ваальсовые связи, эффекты стерического сцепления). Примерами гелей являются гидрогели. Гели могут иметь ограниченную фракцию твердых веществ. С твердым веществом или гелем легче обращаться, чем с жидкостью в связи с требованиями к герметичности обертки.
Активация жидкого или твердого газообразующего агента может включать физическое преобразование, а именно фазовый переход в газообразную фазу. Газообразующий агент может быть в форме жидкости, и тогда, посредством активации, имеет место испарение газообразующего агента. Также возможно использовать твердый газообразующий агент, который способен подвергаться сублимации в газовую фазу.
Не предполагается преобразование тепловой энергии в скрытую теплоту для того, чтобы замедлить увеличение температуры. Скорее, предполагается преобразование всей тепловой энергии в увеличение расстояния между первым слоем и вторым слоем. В случае фазового перехода нет необходимости предусматривать скрытую теплоту, образование газа в полости происходит быстро и, таким образом, можно достичь быстрого увеличения расстояния между первым слоем и вторым слоем при температуре активации. В частности, это благоприятно при низкой температуре активации, поскольку обнаружено, что высокие скорости активации могут быть достигнуты при более низкой температуре активации приблизительно 50°C. Следовательно, в одежде патентоспособную слоистую структуру необязательно располагать близко к внешней стороне одежды, которая обычно подвержена самым высоким температурам, например, в пламени. Наоборот, возможно располагать слоистую структуру ближе к внутренней стороне одежды, т.е. в направлении кожи носящего. Такое расположение снижает требования, касающиеся тепловой стойкости используемых материалов.
В одном из вариантов осуществления газообразующий агент может иметь незначительную энтальпию испарения или энтальпию сублимации. Энтальпия испарения может составлять 150 Дж/г или даже менее. В другом варианте осуществления газообразующий агент может иметь низкую энергию активации в случае физической десорбции или химической реакции.
В случае текучего газообразующего агента, газообразующий агент может иметь температуру кипения ниже 200°C. В конкретных вариантах осуществления используют температуру кипения между 30°C и 100°C, предпочтительно между 30 и 70°C, даже более предпочтительно между 40 и 60°C и наиболее предпочтительно между 45°C и 55°C. В конкретном варианте осуществления используют текучее вещество с точкой кипения приблизительно 49°C. Примером такого текучего вещества является текучее вещество, содержащее 1,1,1,2,2,4,5,5,5-нонафтор-4-(трифторметил)-3-пентанон CF3CF2C(O)CF(CF3)2 (доступно как «3M NOVEC® 1230 Fire Protection Fluid»). Энтальпия испарения такого текучего вещества составляет приблизительно 88 Дж/г.
В некоторых вариантах осуществления можно использовать текучий газообразующий агент с одной или несколькими из следующих характеристик: температура замерзания текучего вещества ниже комнатной температуры; не горючее или температура воспламенения выше 200°C; не опасное; не токсичное или по меньшей мере низкая токсичность; низкий потенциал озонного истощения; низкий потенциал глобального потепления; высокая химическая и/или температурная стабильность. В случае возникновения термического разложения текучего вещества, предпочтительно такое термическое разложение является обратимым.
Газообразующий агент можно отбирать из группы, включающей в качестве неограничивающих примеров следующие соединения или их смеси: гидрохлорфторуглероды; гидрофторполиэфиры; гидрофторэфиры; гидрофторуглероды; гидрофторкетоны; перфтор-аналоги и т.п. Типично такие жидкости используют для применений, таких как теплообменники, охлаждение, кондиционирование воздуха, борьба с пожарами, очищающие/охлаждающие текучие вещества в электронной промышленности.
Примерами возможных текучих веществ являются: Galden® HT55, Galden®SV55, Galden®ZV60, все доступны в Solvay Solexis; Novec® 1230 Fire Protection Fluid, Novec® 649 Engineered Fluid, Novec® HFE 7100, Novec® HFE 7200, Novec® HFE 7500, все доступны в 3M; Vertrel® XF 2,3-дигидродекафторпентан, доступный в DuPont; Asahiklin® AE, Asahiklin® AK, доступные в Ashahi Glass Company, Daikin HFC, доступный в Daikin.
В дополнительном варианте осуществления газообразующий агент, в неактивированной конфигурации, может иметь форму жидкости, геля или твердого вещества, и температура активации адаптивной теплоизоляционной слоистой структуры будет представлять собой температуру, которая соответствует энергии активации химической реакции, ведущей к высвобождению по меньшей мере одного газообразного соединения из газообразующего агента.
Когда газообразующий агент представляет собой твердое вещество или гель, активация может быть достигнута более легко посредством химического процесса, продуцирующего соединение, которое высвобождается в газообразную фазу. Известно множество химических реакций, продуцирующих газообразные продукты реакции. Примерами являются: высвобождение газообразных соединений, заключенных в геле; реакция с содой; высвобождение сгущенного аммиака и соляной кислоты из хлорида аммония. Предпочтительные химические реакции для высвобождения газообразного соединения имеют кинетику с очень крутым увеличением скорости реакции при температуре активации и высокую скорость реакции.
Для того чтобы облегчить обращение с газообразующим агентом, в частности для того, чтобы облегчить размещение газообразующего агента в полости при изготовлении обертки, можно использовать дозирующее средство. В одном из вариантов осуществления обертка может содержать дозирующее средство, где дозирующее средство идет внутрь полости и имеет часть, на которую наносят газообразующий агент, указанная часть содержится в полости. Газообразующий агент может во многих случаях представлять собой вещество, с которым трудно обращаться, например, по причине его вязкости, фугитивности, липкости и/или по причине его опасности. В таких случаях использование дозирующего средства будет полезным, поскольку это значительно проще, чем обращаться с газообразующим агентом отдельно. Когда активируют газообразующий агент, он будет повышать давление в полости. Будь газообразующий агент деактивирован на более позднем этапе, газообразующий агент снова сможет собираться в дозирующем средстве. Однако это не является абсолютно необходимым. Возможно, что газообразующий агент, единожды обратно преобразованный в его неактивированную конфигурацию, будет содержаться в полости, отдельной от дозирующего средства.
Дозирующее средство можно создавать из материала, который способен абсорбировать газообразующий агент в его неактивированной конфигурации. Альтернативно, дозирующее средство можно создавать из материала, который способен абсорбировать газообразующий агент в его неактивированной конфигурации. Типично, дозирующее средство, которое абсорбирует газообразующий агент, должно допускать улучшенное обращение с газообразующим агентом во время изготовления, поскольку газообразующий агент безопасно заключен в структуре дозирующего средства. Однако может случиться так, что десорбция газообразующего агента пространственно затруднена или по меньшей мере запаздывает. В таких случаях может быть полезным дозирующее средство, к которому прилипает газообразующий агент только на поверхности.
В одном из вариантов осуществления дозирующее средство может быть меньше, чем полость в неактивированной конфигурации газообразующего агента, так что дозирующее средство может быть безопасно окружено оберткой, окружающей полость.
В дополнительном варианте осуществления дозирующее средство сваривают вместе с материалом обертки. В таком случае дозирующее средство можно создавать из материала, который способен поддерживать формирование герметичного уплотнения, когда его сваривают вместе с материалом обертки. Такая конфигурация дозирующего средства полезна, поскольку она позволяет разместить дозирующее средство между слоями и сварить со слоями, которые соединены вместе для того, чтобы формировать герметичное уплотнение. В качестве примера, дозирующее средство может быть предоставлено в виде листа, формирующего свариваемый слой дозирующего средства.
В одном из вариантов осуществления обертка может содержать промежуточный слой, разделяющий полость на первую подполость и вторую подполость. Такой промежуточный слой можно создавать из герметичного материала и можно выполнять с возможностью поддерживать формирование герметичного уплотнения при сваривании вместе с материалом обертки. Газообразующий агент можно наносить на одну или обе стороны промежуточного слоя.
В дополнительном варианте осуществления может быть предусмотрена оберточная структура, такую оберточную структуру формируют с помощью по меньшей мере двух оберток, соединенных вместе. Такая оберточная структура делает возможным увеличение расстояния между первым и вторым слоями при активации газообразующего агента. В частности, это применимо к конфигурации, в которой обертки соединены вместе на ее латеральных концах. Увеличение теплоизоляционная способность слоистой структуры может быть увеличена очень эффективно посредством предоставления такой оберточной структуры. Альтернативно, чтобы добиться желаемого увеличения теплоизоляционной способности после активации, можно использовать обертки, которые покрывают меньшую площадь поверхности слоистой структуры. Тем самым, можно эффективно увеличить способность слоистой структуры дышать.
Слоистая структура может содержать множество полостей, и каждая из полостей может быть упакована в соответствующую обертку. Предпочтительно каждая из оберток является герметичной. При таком расположении обертки будут расположены рядом друг с другом и на расстоянии друг от друга.
Такое расположение обеспечивает способность слоистой структуры дышать, в частности, в случае, если сами обертки не проницаемы для водяного пара. Скорее способность дышать сохраняется с помощью пространств между обертками. Такие пространства формируют по меньшей мере в неактивированном состоянии слоистой структуры. В активированном состоянии пространства между обертками предпочтительно значительно не сжимаются, поскольку обертки только надуты и по существу не увеличивают свою площадь поверхности. Таким образом, способность дышать также сохраняется в активированном состоянии слоистой структуры.
Обертка может иметь форму подушечки или пластинки, подушечка или пластинка является плоской в неактивированном состоянии и меняет форму на форму надутой подушки в активированном состоянии.
Способность дышать, как используют в настоящем документе, понимают как точное определение характеристики слоистой структуры или ткани или одежды, содержащей такую слоистую структуру, быть способной транспортировать водяной пар с одной стороны слоистой структуры на другую ее сторону. В одном из вариантов осуществления слоистая структура также может быть водонепроницаемой при содержании по меньшей мере одного водонепроницаемого и проницаемого для водяного пара (дышащего) функционального слоя. В одном из вариантов осуществления первый слой и/или второй слой содержит указанный функциональный слой. В другом варианте осуществления указанный функциональный слой формирует дополнительный слой слоистой структуры. Функциональный слой может быть реализован с использованием подходящих мембран, например, микропористых мембран, выполненных из вспененного политетрафторэтилена (PTFE).
Термин «проницаемый для водяного пара слой», как используют в настоящем документе предназначен включать какой-либо слой, который обеспечивает пропускание водяного пара через слой или указанную слоистую структуру или слоистый композит. Слой может представлять собой текстильный слой или функциональный слой, как описано в настоящем документе. Функциональный слой может иметь проницаемость для водяного пара, измеряемую как сопротивление пропусканию водяного пара (Ret) меньше чем 30 (м2Па)/Вт.
Сопротивление пропусканию водяного пара или сопротивление-испарение-пропускание (Ret) представляет собой удельное свойство материала листовидных структур или композитов, которое определяет поток скрытой теплоты испарения через заданную площадь при постоянном градиенте парциального давления. Слоистую структуру, композитную ткань, текстильный слой или функциональный слой в соответствии с изобретением считают проницаемыми для водяного пара, если они имеют сопротивление пропусканию водяного пара Ret ниже 150 (м2Па)/Вт. Функциональный слой предпочтительно имеет Ret ниже 30 (м2Па)/Вт. Проницаемость для водяного пара измеряют согласно ISO EN 11092 (1993).
Термин «функциональный слой», как используют в настоящем документе, определяет пленку, мембрану или покрытие, которое предоставляет барьер для проникновения воздуха и/или для проникновения ряда других газов, например, газов, вызывающих химические проблемы. Таким образом, функциональный слой является воздухонепроницаемым и/или газонепроницаемым. Функциональный слой в конкретных вариантах осуществления является воздухонепроницаемым, но может быть воздухопроницаемым в других применениях.
В дополнительном варианте осуществления функциональный слой также предоставляет барьер для проникновения жидкой воды и в идеале для ряда жидкостей, вызывающих химические проблемы. Слой считают непроницаемым для жидкости, если он препятствует проникновению жидкой воды при давлении по меньшей мере 0,13 бар. Давление проникновения воды можно измерять на образце функционального слоя, основываясь на тех же условиях, описанных в отношении ISO 811 (1981).
Функциональный слой может содержать в одном из вариантов осуществления один или несколько слоев, где функциональный слой является проницаемым для водяного пара и воздухонепроницаемым для того, чтобы обеспечить воздухонепроницаемые, но проницаемые для водяного пара (дышащие) характеристики. Предпочтительно мембрана также является непроницаемой для жидкости, по меньшей мере водонепроницаемой.
Подходящая водонепроницаемая и проницаемая для водяного пара гибкая мембрана для применения по настоящему документу раскрыта в патенте США № 3953566, в котором раскрыт пористый вспененный политетрафторэтиленовый (PTFE) материал. Вспененный пористый PTFE имеет микроструктуру, которая отличается узлами, взаимно соединенными с помощью фибрилл. При желании, водонепроницаемость может быть увеличена посредством покрытия, вспененного PTFE гидрофобным и/или олеофобным покрывающим материалом, как описано в US 6261678.
Водонепроницаемая и проницаемая для водяного пара мембрана также может представлять собой микропористый материал, такой как высокомолекулярный микропористый полиэтилен или полипропилен, микропористый полиуретан или сложный полиэфир, или гидрофильный монолитный полимер, такой как простой полиэфир-полиуретан.
В конкретном варианте осуществления слоистую структуру и/или обертку можно выполнять с возможностью обратимого изменения. В таком варианте осуществления газообразующий агент выполнен с возможностью разложения или испарения и рекомбинации или конденсации снова в ответ на соответствующее изменение температуры. В цикле активации, в ответ на увеличение температуры, расстояние между первым слоем и вторым слоем будет увеличиваться от первого расстояния (в неактивированной конфигурации газообразующего агента) до второго расстояния (в активированной конфигурации газообразующего агента). В цикле деактивации в ответ на снижение температуры расстояние между первым слоем и вторым слоем будет уменьшаться от второго расстояния (в активированной конфигурации газообразующего агента) до первого расстояния (в неактивированной конфигурации газообразующего агента). Такую последовательность цикл активации плюс цикл деактивации можно повторять множество раз.
Обертка не предназначена для того, чтобы рваться после активации, тем самым процесс активации в принципе является обратимым, и его можно повторять множество раз. Для этого необходим процесс образования газа, который в принципе является обратимым, и чтобы высвобождаемый газообразный продукт(ы) оставался внутри полости (т.е. обертка должна быть, по меньшей мере временно, газонепроницаемой по отношению к высвобождаемым газам). Типичные примеры обратимых процессов образования газа представляют собой физический фазовый переход газообразующего агента (в форме чистого соединения или в форме смеси) или процесс сублимации, например, сублимация йода. Другим примером обратимого процесса образования газа является обратимое разложение, например, хлорида аммония.
Предпочтительно, слоистая структура и/или обертка являются гибкими и обладают «возможностью самовосстановления». Тем самым, в цикле деактивации обертка автоматически восстанавливает свою исходную форму, т.е. свою форму до начала активации газообразующего агента. Никакого дополнительного механического действия не требуется для того, чтобы поддерживать этот процесс. «Возможность самовосстановления» обертки поддерживается посредством герметичности обертки: в цикле деактивации, газообразующий агент в целом будет повышать свою плотность, когда будет проходить преобразование из газообразной фазы в жидкую фазу. Таким образом, газообразующий агент будет занимать значительно меньший объем в неактивированной конфигурации, чем в активированной конфигурации. В отсутствие воздуха, втекающего в обертку во время цикла деактивации, преобразование газообразующего агента будет вызывать сжатие обертки до (плоской) формы, в которой она окружает полость минимального объема. За счет такого процесса также расстояние между первым слоем и вторым слоем будет возвращаться к исходному расстоянию в неактивированной конфигурации газообразующего агента.
Конфигурация слоистой структуры, как изложено выше, допускает предоставление макроскопических полостей, окруженных соответствующими обертками, которые могут быть активированы, когда подвергаются воздействию тепла. Такие обертки могут иметь форму «подушек» или «карманов». Обертка может иметь в неактивированной конфигурации газообразующего агента латеральный размер 1 мм или более. В конкретных вариантах осуществления обертка может иметь латеральный размер 5 мм или более, предпочтительно 15 мм или более. Типично, обертка может иметь размер по толщине меньше чем 1 мм. Латеральный размер, как используют в этом контексте, относится к наименьшему размеру обертки в плоскости ширины/длины, т.е. в плоскости, перпендикулярной направлению толщины, которая без сомнений в целом является наименьшим размером обертки в неактивированной конфигурации газообразующего агента. Следовательно, латеральный размер в основном определяет максимальное увеличение толщины, которого обертка может достичь в активированной конфигурации газообразующего агента. Множество таких плоских оберток можно использовать для того, чтобы формировать плоскую слоистую структуру (как описано выше), которая делает возможными высокую способность слоистой структуры дышать и, следовательно, более высокий уровень комфорта для носящего.
Выражаясь в терминах увеличения объема, полость может иметь, в активированной конфигурации газообразующего агента, увеличение объема между 10 и 1000 по отношению к объему в неактивированной конфигурации газообразующего агента. Предпочтительно увеличение объема может составлять более 40.
В еще одном дополнительном варианте осуществления обертка, окружающая полость, может содержать внешнюю обертку и внутреннюю обертку, внешняя обертка окружает внешнюю полость, внутреннюю обертку располагают внутри внешней полости и она окружает полость.
Слоистая структура, указанная выше, может быть встроена в структуру композитной ткани. Термин «ткань» относится к плоской текстильной структуре, полученной посредством сплетения нитей, волокон или филаментов. Текстильная структура может быть тканой, нетканой, флисовой или их сочетанием. «Нетканый» текстильный слой содержит сеть волокон и/или филаментов, фетр, трикотаж, волоконный ватин и т.п. «Тканый» текстильный слой представляет собой тканую материю с использованием любого плетения ткани, такого как гладкое переплетение, саржевое ломаное переплетение 3/1, переплетение «рогожка», атласное переплетение, саржевое переплетение и т.п. Гладкое и саржевое переплетения полагают наиболее общими плетениями, используемыми в условиях торговли.
Такая структура композитной ткани типично будет содержать множество слоев ткани, расположенных друг на друге. Множество слоев ткани может включать структуру внешней теплозащитной оболочки, которая имеет внешнюю сторону и внутреннюю сторону. Множество слоев ткани также может содержать слоистую структуру, обеспечивающую адаптивную тепловую изоляцию, как описано выше.
В конкретном варианте осуществления слоистая структура, обеспечивающая адаптивную тепловую изоляцию, может быть расположена на внутренней стороне структуры внешней теплозащитной оболочки.
В качестве варианта осуществления структуры внешней теплозащитной оболочки следует отметить внешний слой изделия (такого как одежда), который обеспечивает первичную защиту от пламени. Структура внешней теплозащитной оболочки может содержать огнестойкий, термостабильный текстиль, например, тканый, вязаный или нетканый текстиль, содержащий огнестойкий текстиль, такой как полиимиды (мета-арамид, пара-арамид) или их смеси. Конкретные примеры огнестойкого или термостабильного текстиля включают полибензимидазоловое (PBI) волокно; полибензоксазоловое (PBO) волокно; полидиимидазопиридинилендигидроксифенилен (PIPD); модакрильное волокно; поли(метафениленизофталамид), который представлен на рынке под торговым названием Nomex® компанией E.I. DuPont de Nemours, Inc; поли (парафенилентерефталамид), который представлен на рынке под торговым названием Kevlar® компанией E.I. DuPont de Nemours, Inc.; меламин; невоспламеняющийся (FR) хлопок; FR вискоза, PAN (полиакрилонитрил). Также можно использовать ткань, содержащую больше чем одно из указанных выше волокон (например, Nomex®/Kevlar®). В одном из вариантов осуществления используют слой внешней оболочки, выполненный с использованием тканого Nomex® Delta T (вес ткани 200 г/м2).
Огнестойкие материалы точно определены в международном стандарте EN ISO 15025 (2003). DIN EN ISO 14116 (2008) точно определяет способы тестирования для оценки устойчивости материалов к пламени. Согласно DIN EN ISO 14116 (2008), точно определены различные уровни устойчивости к пламени. В качестве примера, огнестойкие материалы, подлежащие использованию в одежде пожарных, должны пройти тестовые процедуры, точно определенные для уровня 3 в DIN EN ISO 14116 (2008). Для других применений могут быть достаточными менее строгие критерии, как точно определено для уровней 1 и 2.
Ткань также может содержать барьерную структуру. В одном из вариантов осуществления барьерная структура должна располагаться на внутренней стороне структуры внешней теплозащитной оболочки.
В конкретных применениях барьерная структура содержит по меньшей мере один функциональный слой. Указанный функциональный слой может быть проницаемым для водяного пара и водонепроницаемым и содержит по меньшей мере одну проницаемую для водяного пара и водонепроницаемую мембрану.
Барьерная структура представляет собой компонент, который выполняет функцию барьера для жидкости, но может позволять водяному пару проходить через барьер. В одежде, такой как выпускаемые приспособления для пожарных, такие барьерные структуры удерживают воду вдали от внутренней части одежды и тем самым минимизируют вес, который несет пожарный. Кроме того, барьерная структура позволяет водяному пару (поту) выходить - важная функция при работе в горячей окружающей среде. Типично, барьерная структура содержит мембрану, ламинированную по меньшей мере на один текстильный слой, такой как нетканая или тканая материя. Мембранные материалы, которые используют для ламинирования по меньшей мере на один текстильный слой (также известно под термином ламинат), включают вспененный политетрафторэтилен (PTFE), полиуретан и их комбинации. Коммерчески доступные примеры таких ламинатов включают ламинаты, доступные ламинаты барьеров для влаги под названием CROSSTECH® или мембрана Neoprene® на нетканой или тканой материи из мета-арамида.
В одном из вариантов осуществления используют барьерную структуру, содержащую мембрану из вспененного PTFE (ePTFE), полученную как описано в EP 0 689 500 B1. Барьерный слой может быть приклеен к текстильному слою, выполненному из нетканого арамидного текстиля (15% пара-арамид и 85% мета-арамид) с весом ткани 90 г/м2. Такая барьерная структура коммерчески доступна под названием GORE-TEX® Fireblocker N. В другом варианте осуществления используют барьерную структуру, доступную под названием барьер для влаги CROSSTECH®/Nomex® PJ. Такой барьер для влаги содержит пленку из ePTFE со слоем полиуретана, прикрепленного к полиамидному текстилю (Nomex®IIIA) при весе ткани 105 г/м2. Другие барьеры можно использовать, например, как описано в US 4 493 870, US 4 187 390 или US 4 194 041.
Возможны барьеры, отличные от барьеров для влаги, например, барьеры, предусматривающие по меньшей мере один функциональный слой, который препятствует проникновению газов и/или жидкостей, например, химических соединений в форме газов, жидкостей и/или аэрозолей или подобных веществ, содержащих биологический материал в форме газов, жидкостей и/или аэрозолей. В конкретных вариантах осуществления такие другие барьерные слои также могут дышать.
Барьерная структура может быть расположена между структурой внешней теплозащитной оболочки и слоистой структурой, которая обеспечивает адаптивную тепловую изоляцию.
Ткань можно использовать в защитной одежде или функциональной одежде, типично используемой в таких применениях, как борьба с пожарами, правоохранительная деятельность, военные или промышленные работы, где требуется защита носящего от влияния окружающей среды или где требуется обеспечить желаемые функциональные характеристики в заданных условиях окружающей среды. Может требоваться, чтобы одежда защищала носящего от тепла, пламени или воздействия жидкостей. Типично желательно, чтобы одежда обеспечивала достаточный комфорт для носящего, чтобы он был способен выполнять работу, которую он предположительно должен выполнять.
В частности, подразумевают, что ткань адаптирована для использования в защищающей от огня/тепла одежде.
Образцовые варианты осуществления изобретения описаны более подробно ниже со ссылкой на сопроводительные чертежи, на которых представлены варианты осуществления.
На фиг. 1a представлен упрощенный и схематический вид в поперечном разрезе слоя, используемого для формирования обертки в одном из вариантов осуществления;
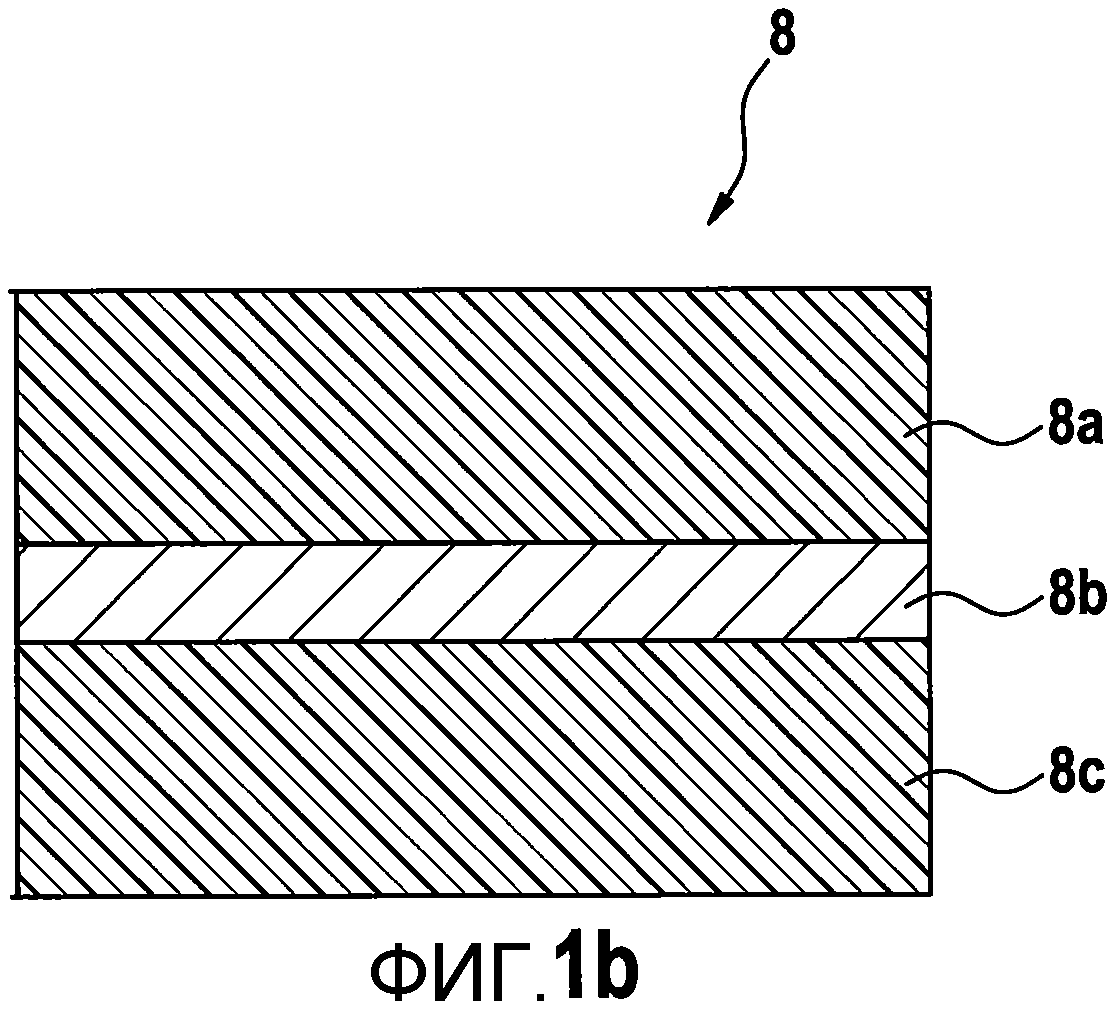
на фиг. 1b представлен упрощенный и схематический вид в поперечном разрезе следующего слоя, используемого для формирования обертки;
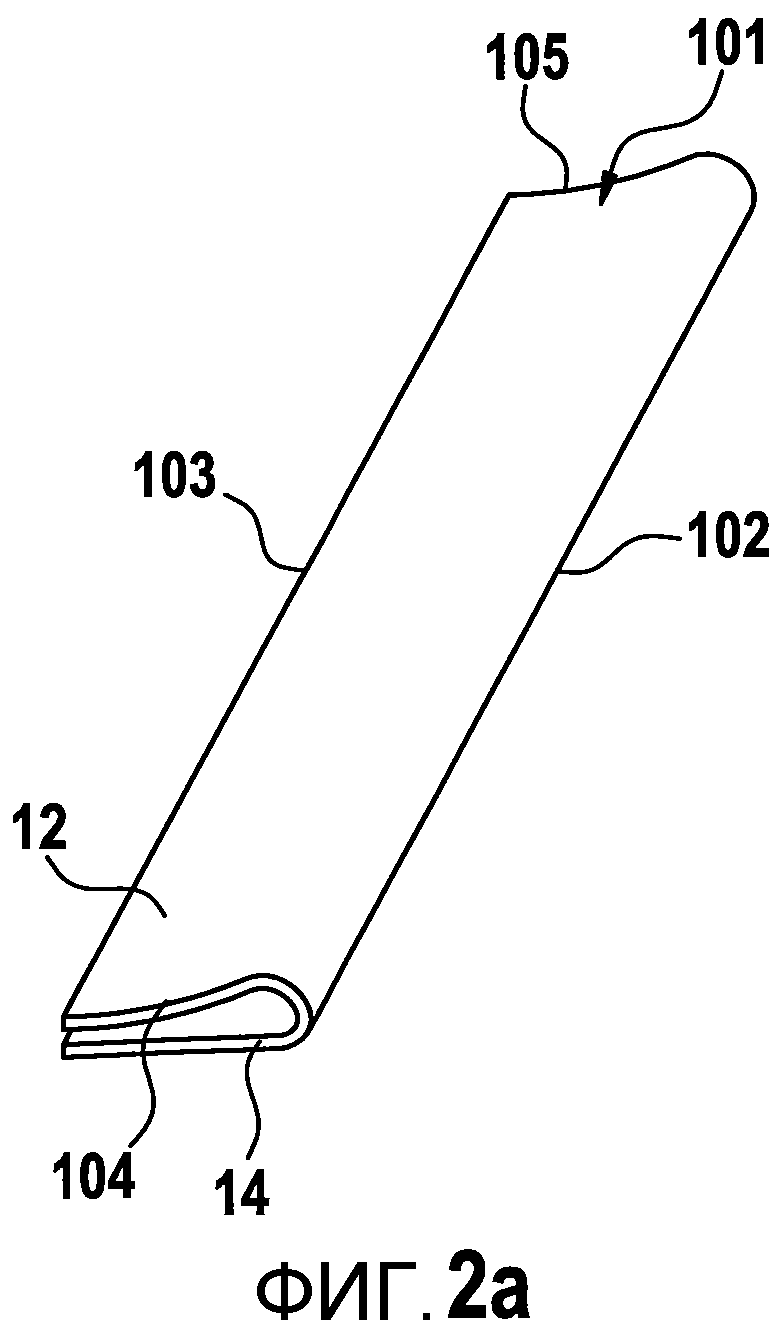
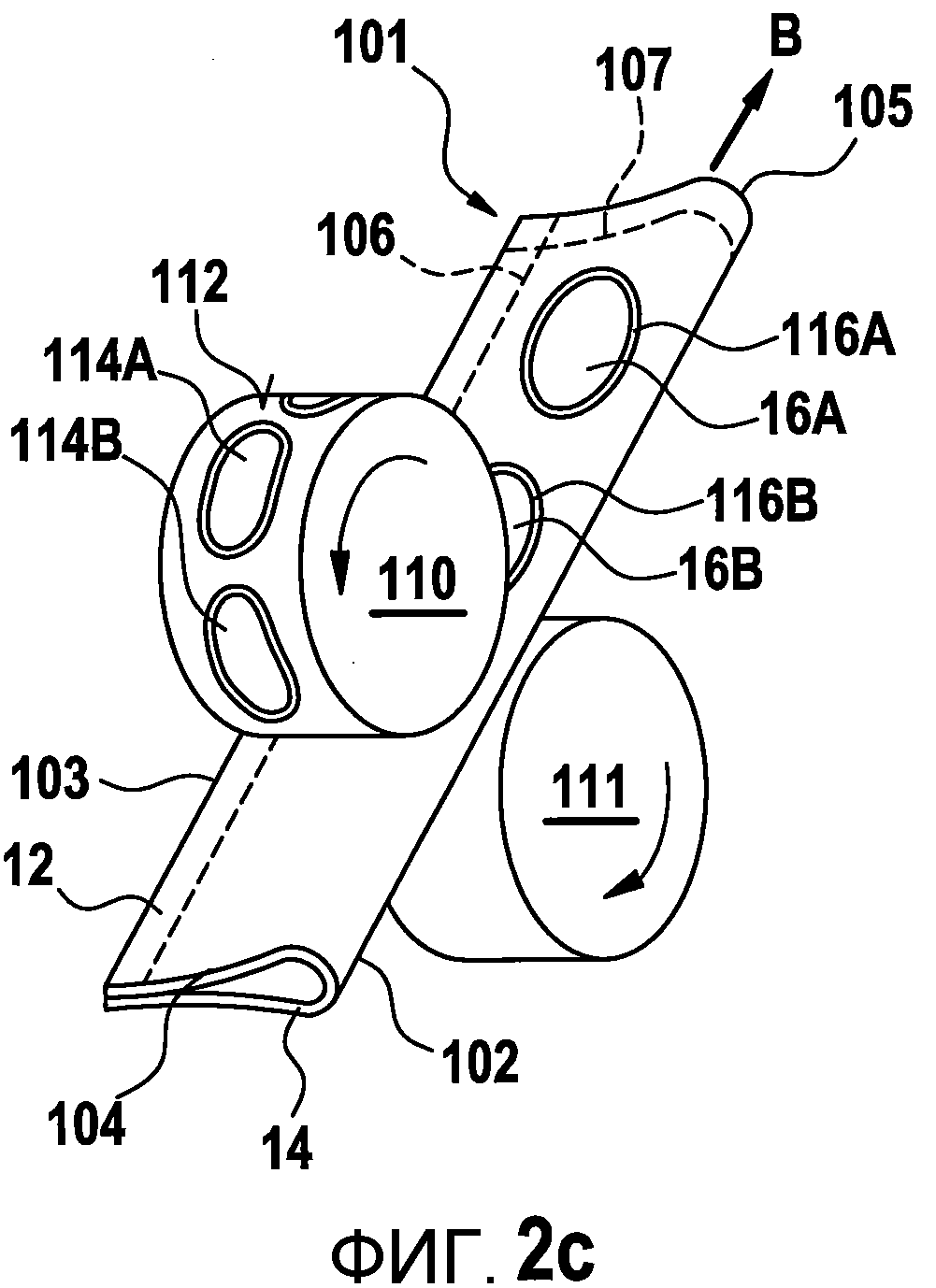
на фиг. 2a-2c представлен способ производства обертки;
на фиг. 2d представлено множество отдельных оберток;
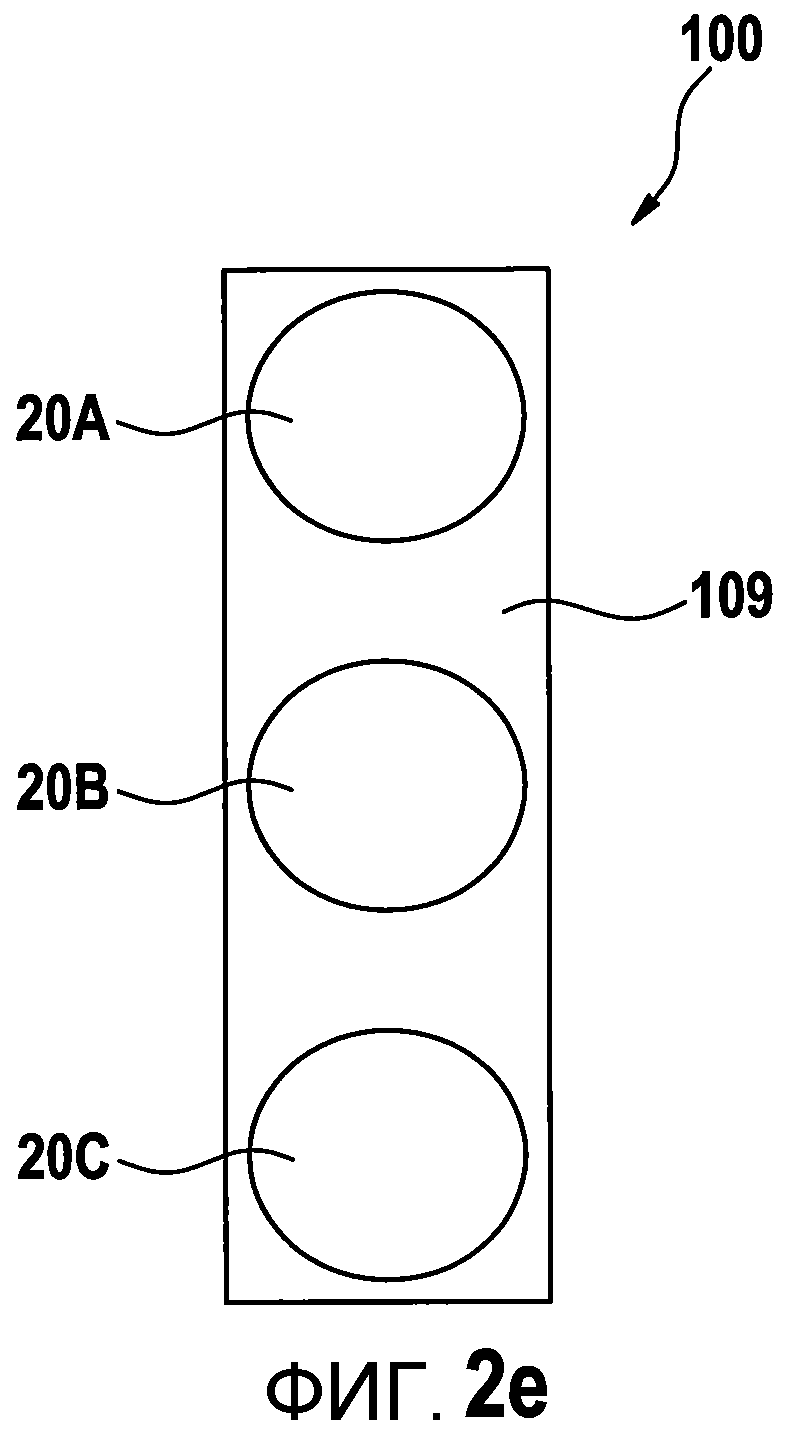
на фиг. 2e-2g представлены различные варианты осуществления листовой слоистой структуры, содержащей множество взаимосоединенных отдельных оберток;
на фиг. 3a представлен упрощенный и схематический вид в поперечном разрезе обертки, окружающей полость, которая содержит газообразующий агент, согласно одному из вариантов осуществления, где ламинированные слои обертки сварены друг с другом, например, для формирования обертки;
на фиг. 3b представлен упрощенный и схематический вид в поперечном разрезе обертки, окружающей полость, согласно дополнительному варианту осуществления, которая содержит газообразующий агент, нанесенный на дозирующее средство;
на фиг. 3c представлен упрощенный и схематический вид в поперечном разрезе обертки, окружающей полость, согласно дополнительному варианту осуществления, которая содержит газообразующий агент, нанесенный на свариваемый слой дозирующего средства;
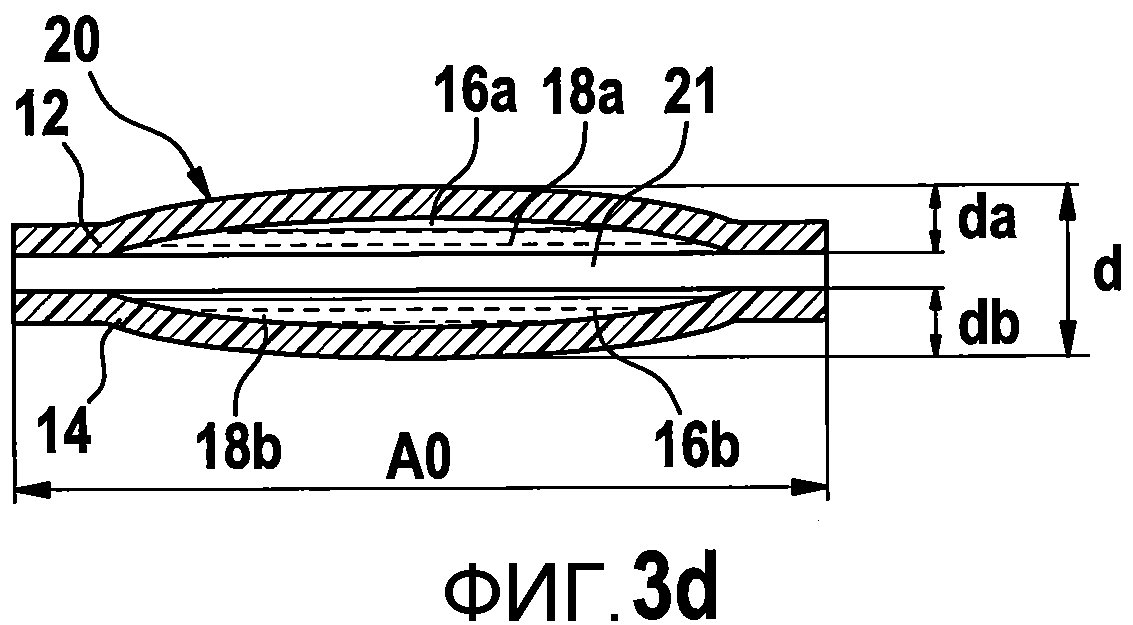
на фиг. 3d представлен упрощенный и схематический вид в поперечном разрезе обертки согласно дополнительному варианту осуществления, обертка окружает две полости, каждая содержит газообразующий агент;
на фиг. 4a представлено схематическое расположение двух идентичных оберток согласно дополнительному варианту осуществления, которые соединены вместе одна поверх другой;
на фиг. 4b представлено дополнительное схематическое расположение двух оберток различной формы согласно дополнительному варианту осуществления, которые соединены вместе одна поверх другой;
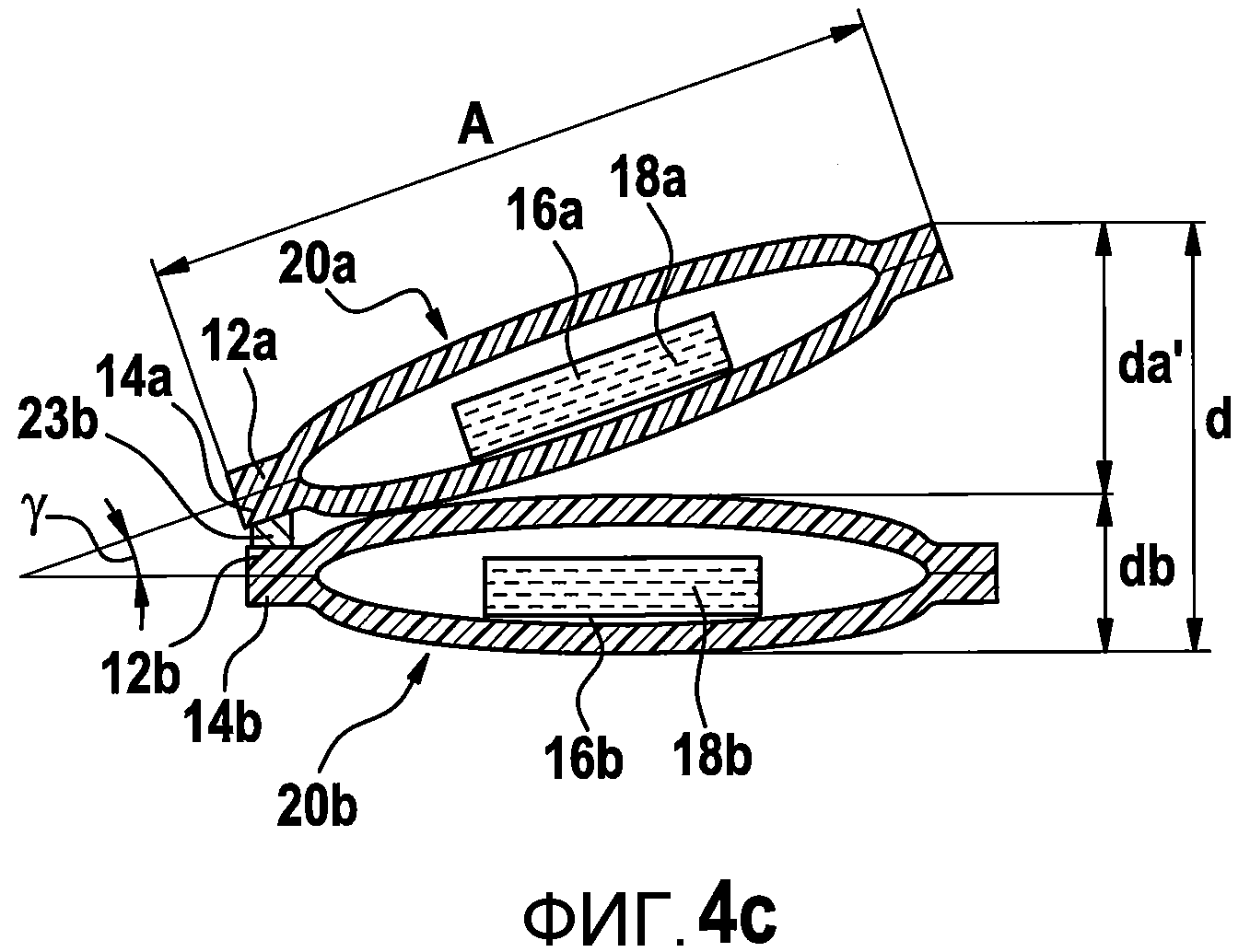
на фиг. 4c представлено дополнительное схематическое расположение двух оберток согласно дополнительному варианту осуществления, которые соединены вместе одним из их латеральных концов,
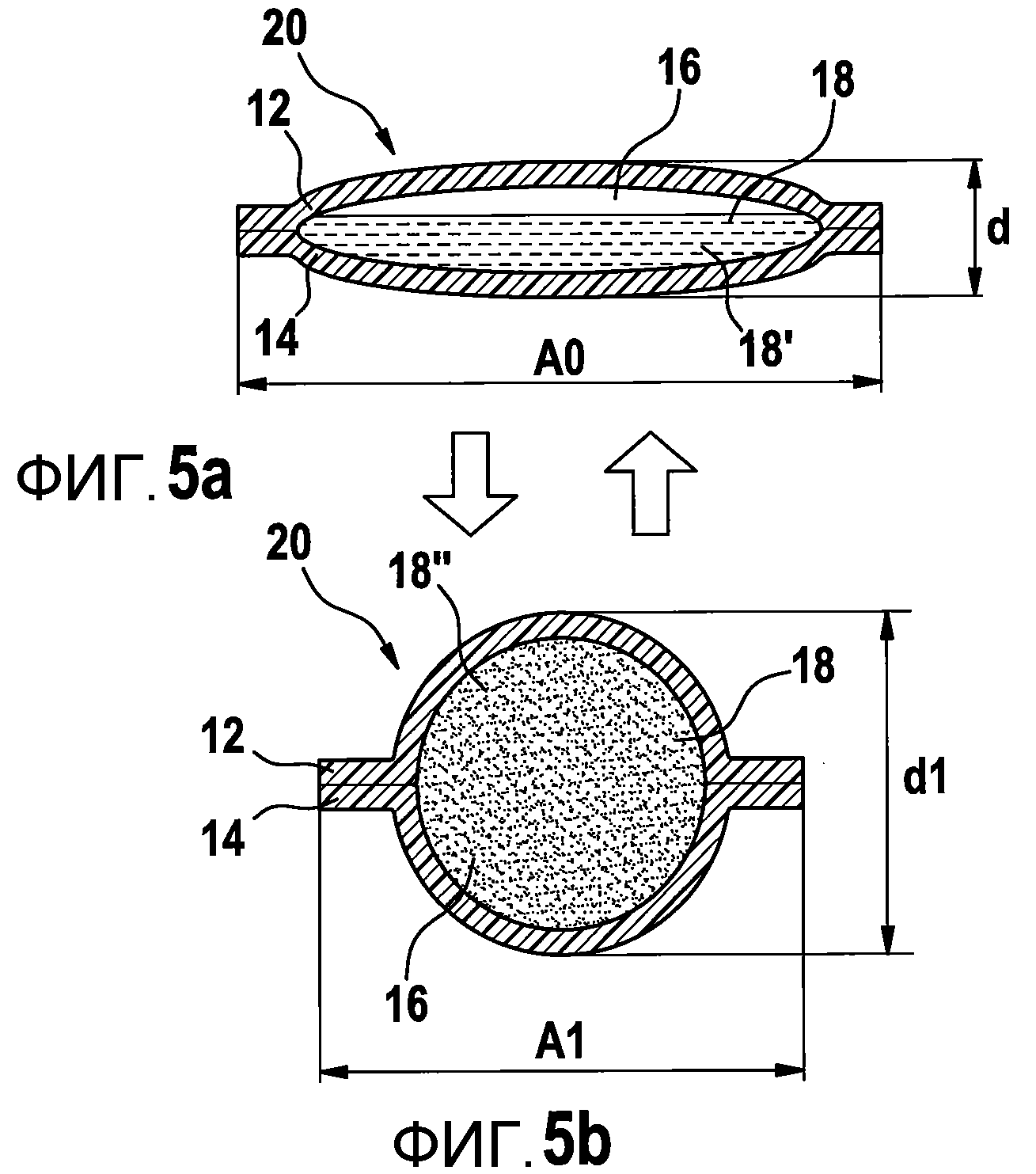
на фиг. 5a представлен упрощенный и схематический вид в поперечном разрезе обертки, согласно дополнительному варианту осуществления, в неактивированном состоянии;
на фиг. 5b представлен упрощенный и схематический вид в поперечном разрезе обертки согласно дополнительному варианту осуществления в активированном состоянии;
на фиг. 6a представлен упрощенный и схематический вид в поперечном разрезе слоистой структуры согласно одному из вариантов осуществления, сформированной с использованием множества оберток, расположенных между первым слоем и вторым слоем, в неактивированном состоянии;
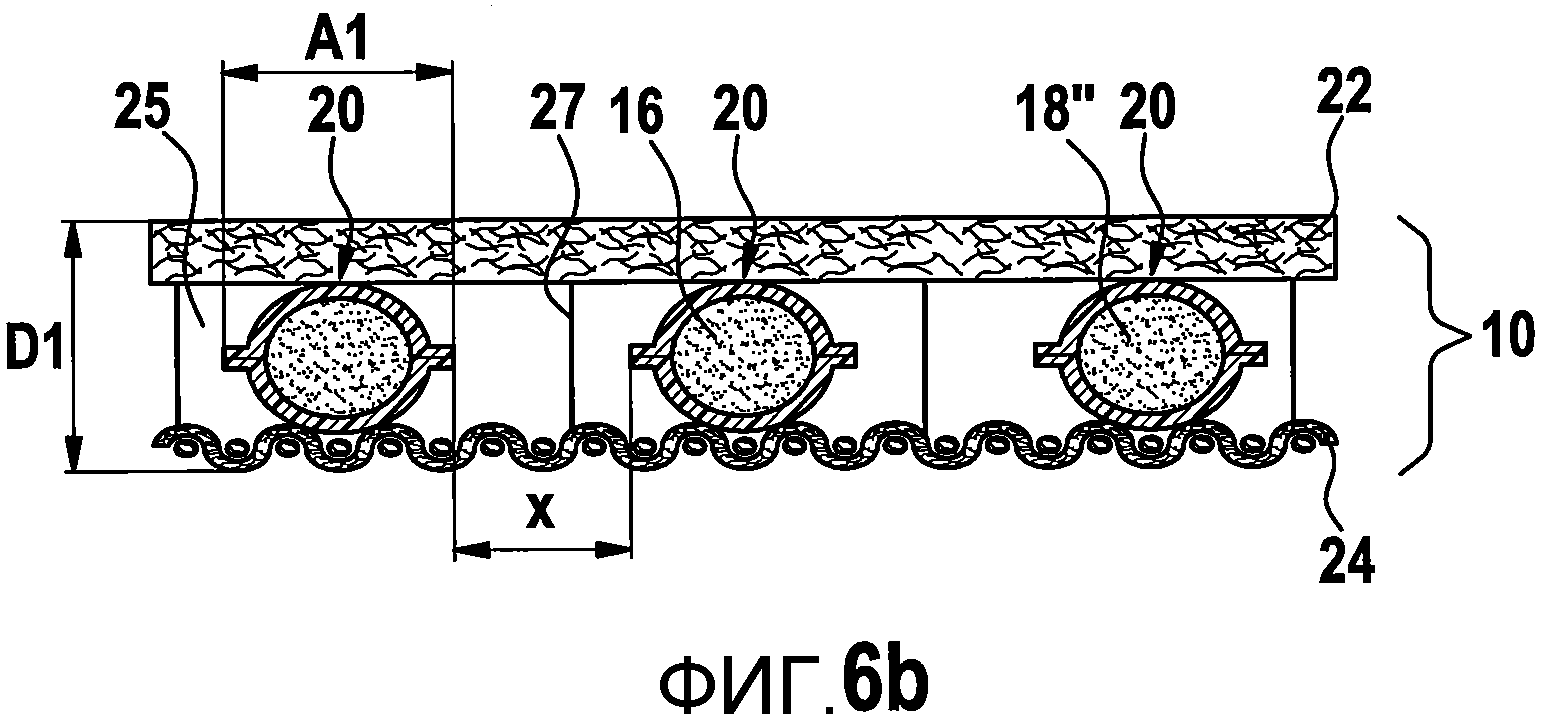
на фиг. 6b представлен упрощенный и схематический вид в поперечном разрезе слоистой структуры из варианта осуществления, представленного на фиг. 5a, в активированном состоянии;
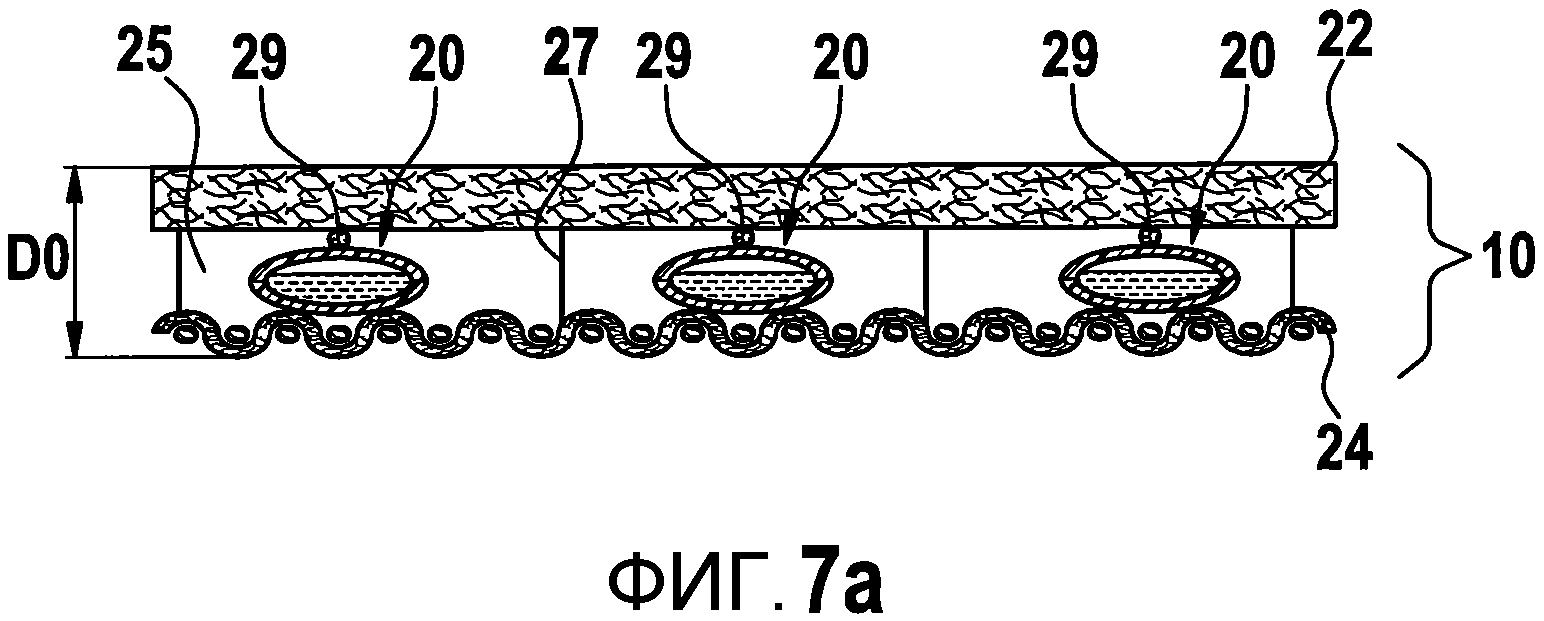
на фиг. 7a представлен упрощенный и схематический вид в поперечном разрезе слоистой структуры согласно дополнительному варианту осуществления с использованием множества оберток, расположенных между первым слоем и вторым слоем, в неактивированном состоянии;
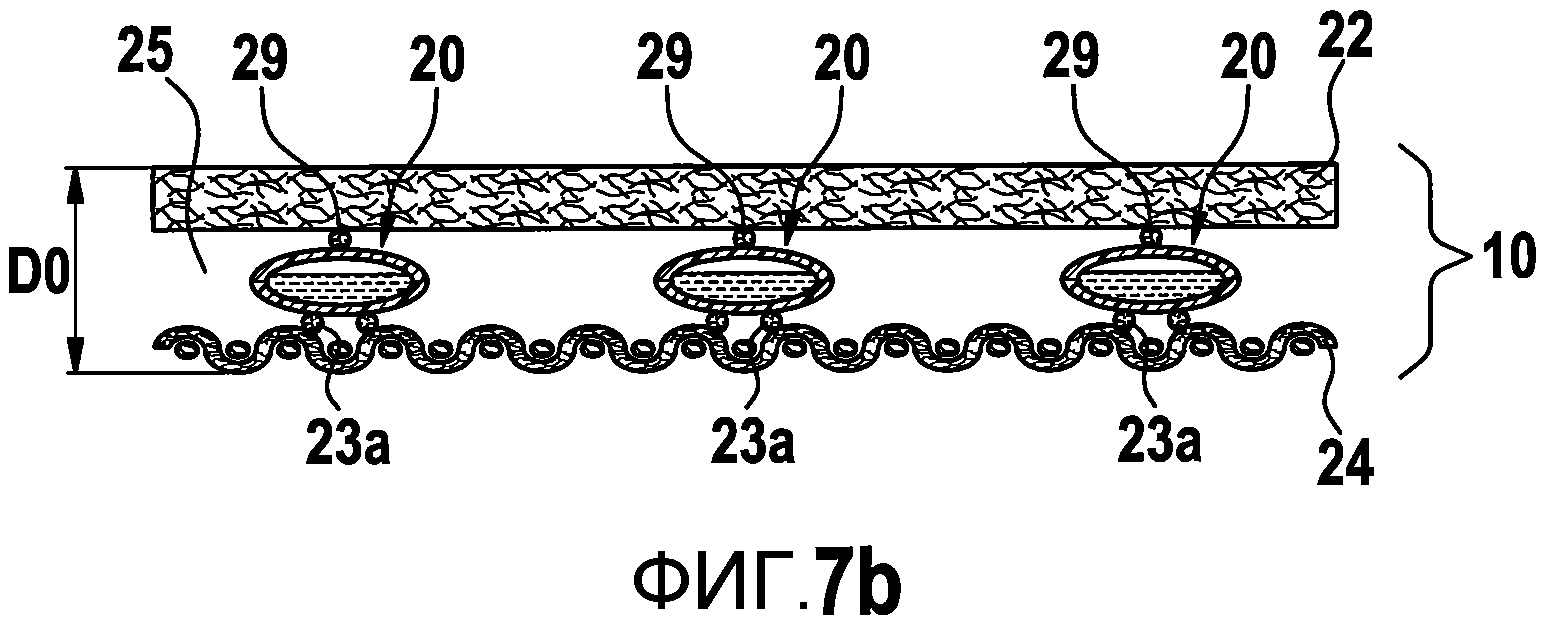
на фиг. 7b представлен упрощенный и схематический вид в поперечном разрезе слоистой структуры, согласно дополнительному варианту осуществления с использованием множества оберток, расположенных между первым слоем и вторым слоем, в неактивированном состоянии;
на фиг. 7c представлен упрощенный и схематический вид в поперечном разрезе слоистой структуры согласно дополнительному варианту осуществления с использованием множества оберток, расположенных между первым слоем и вторым слоем, в неактивированном состоянии;
на фиг. 7d представлен упрощенный и схематический вид в поперечном разрезе слоистой структуры согласно дополнительному варианту осуществления с использованием множества оберток, расположенных между первым слоем и вторым слоем, в неактивированном состоянии;
на фиг. 7e представлен упрощенный и схематический вид в поперечном разрезе слоистой структуры согласно дополнительному варианту осуществления с использованием множества оберток в форме «сетки из оберток», расположенной между первым слоем и вторым слоем, в неактивированном состоянии;
на фиг. 7f представлен упрощенный и схематический вид в поперечном разрезе слоистой структуры согласно дополнительному варианту осуществления с использованием множества оберток, расположенных между первым слоем и вторым слоем, и дополнительной функциональной мембраны, ламинированной на один из первого и второго слоев, в неактивированном состоянии;
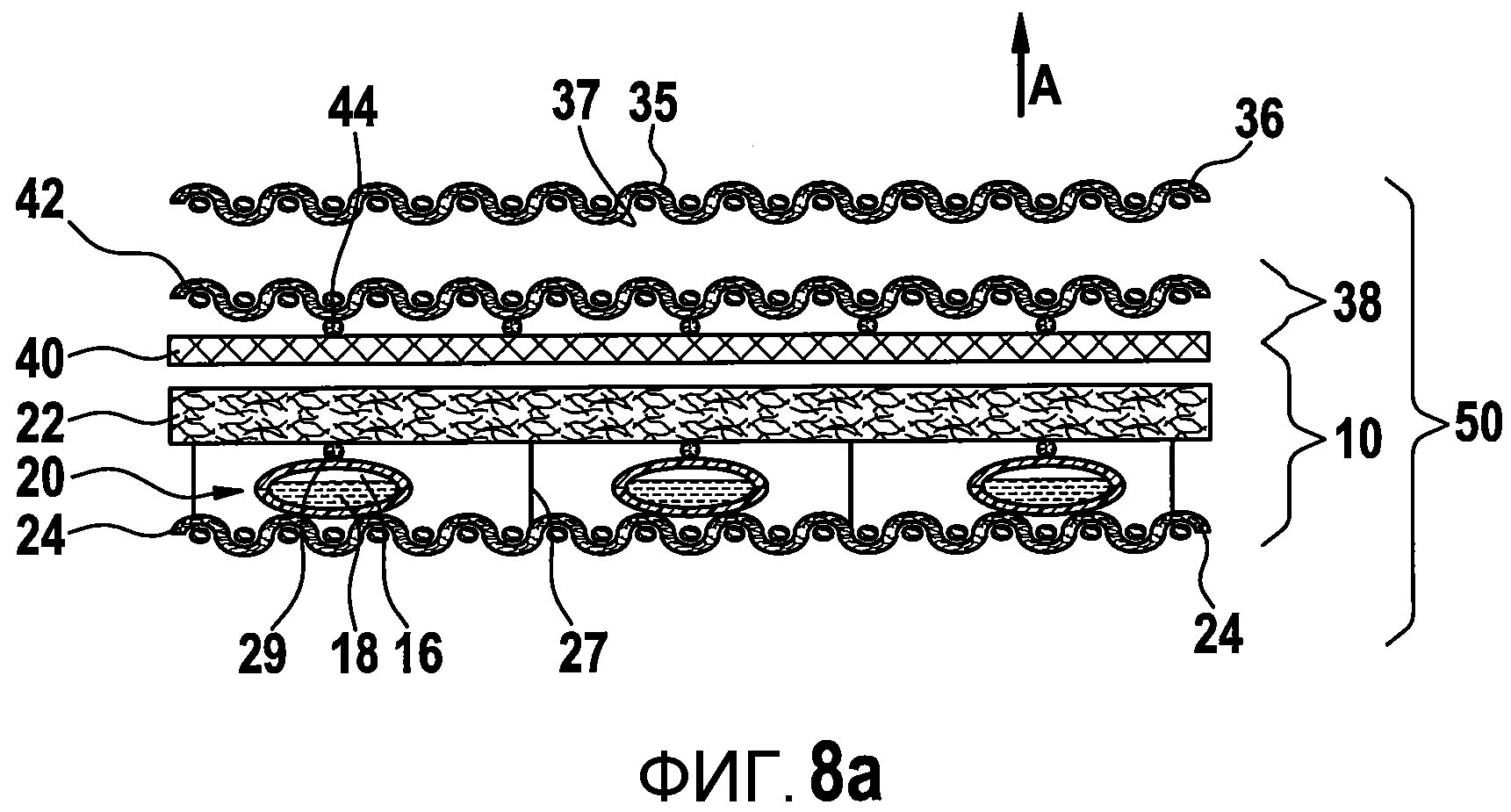
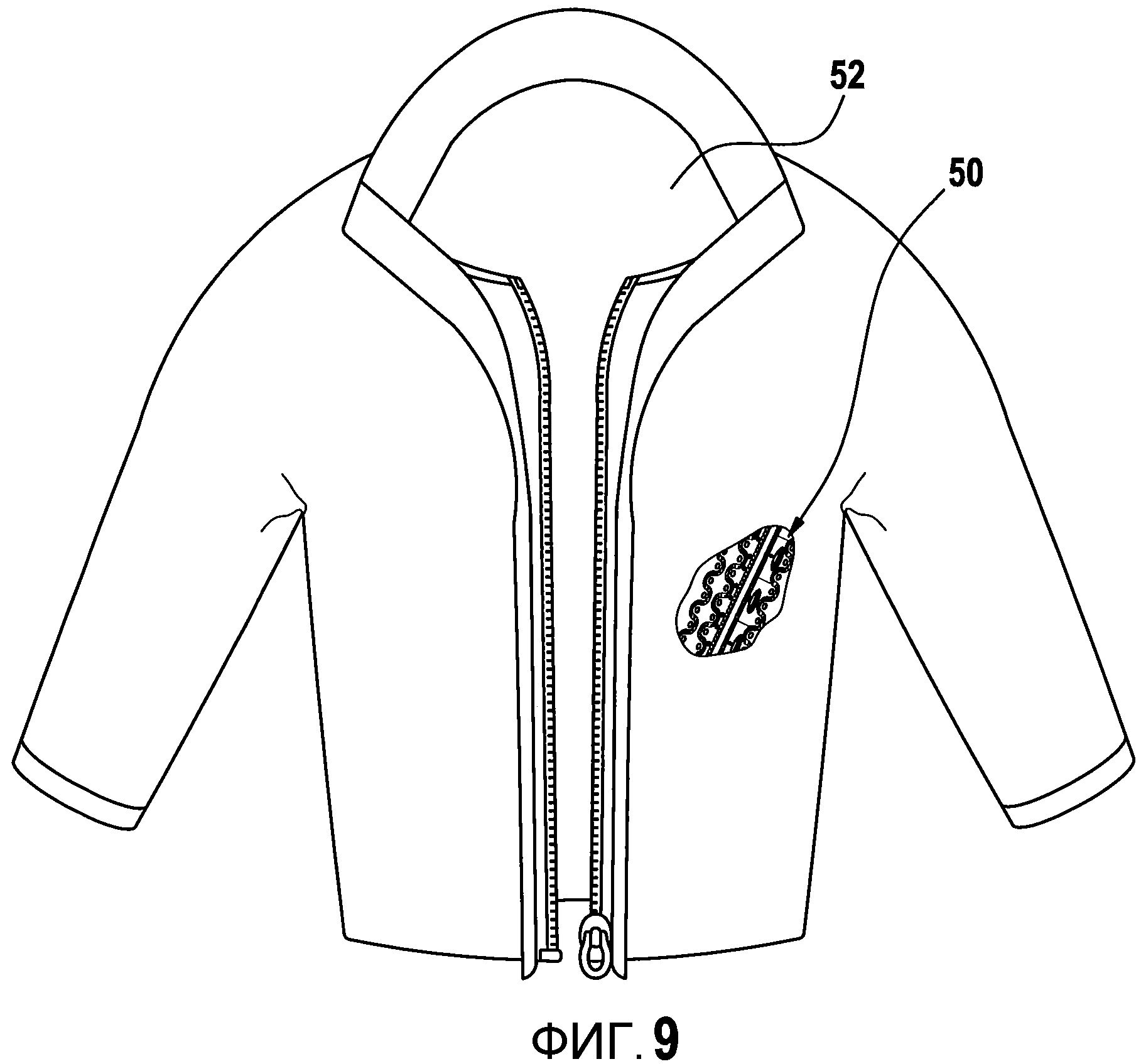
на фиг. 8a представлен упрощенный и схематический вид в поперечном разрезе ткани, содержащей слоистую структуру, как показано на фиг. 7a;
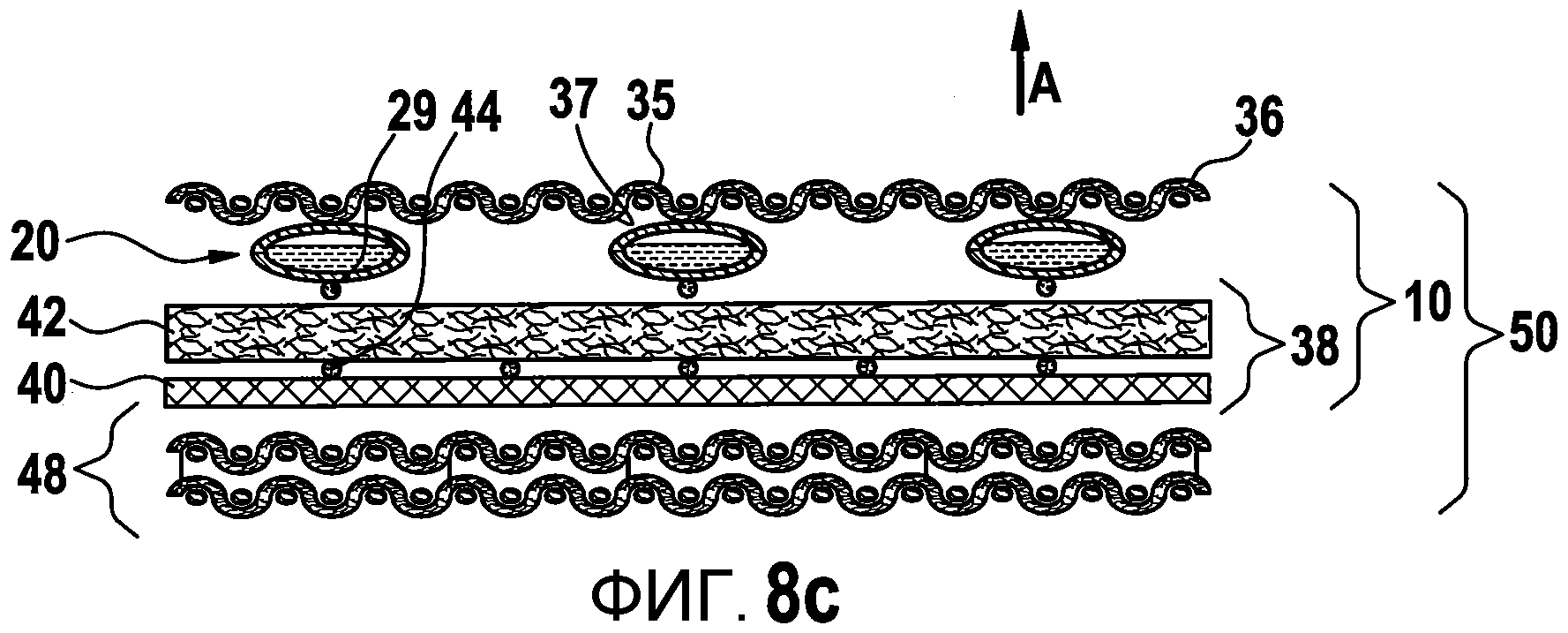
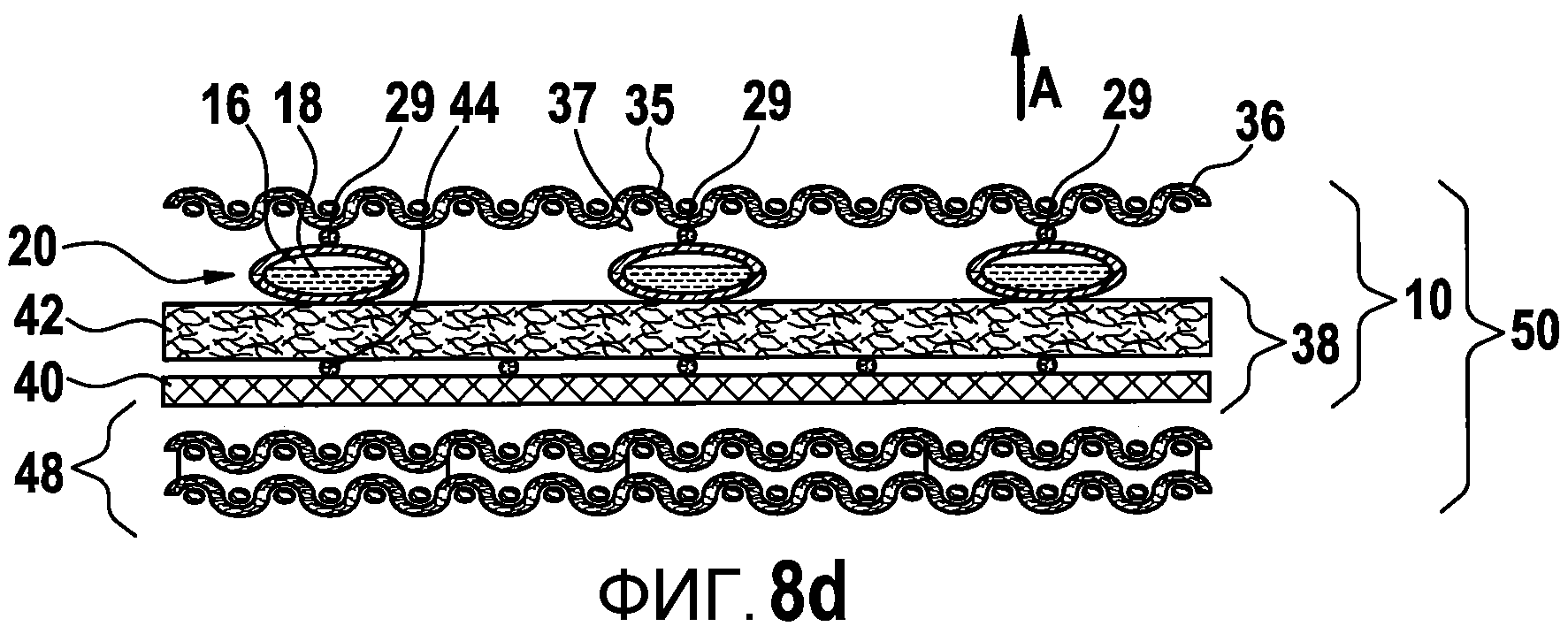
на фиг. с 8b до 8f представлены другие возможные конфигурации ткани, содержащей слоистую структуру, обеспечивающую адаптивную тепловую изоляцию в соответствии с изобретением;
на фиг. 9 представлена куртка пожарного, содержащая ткань, как показано на фиг. 8a;
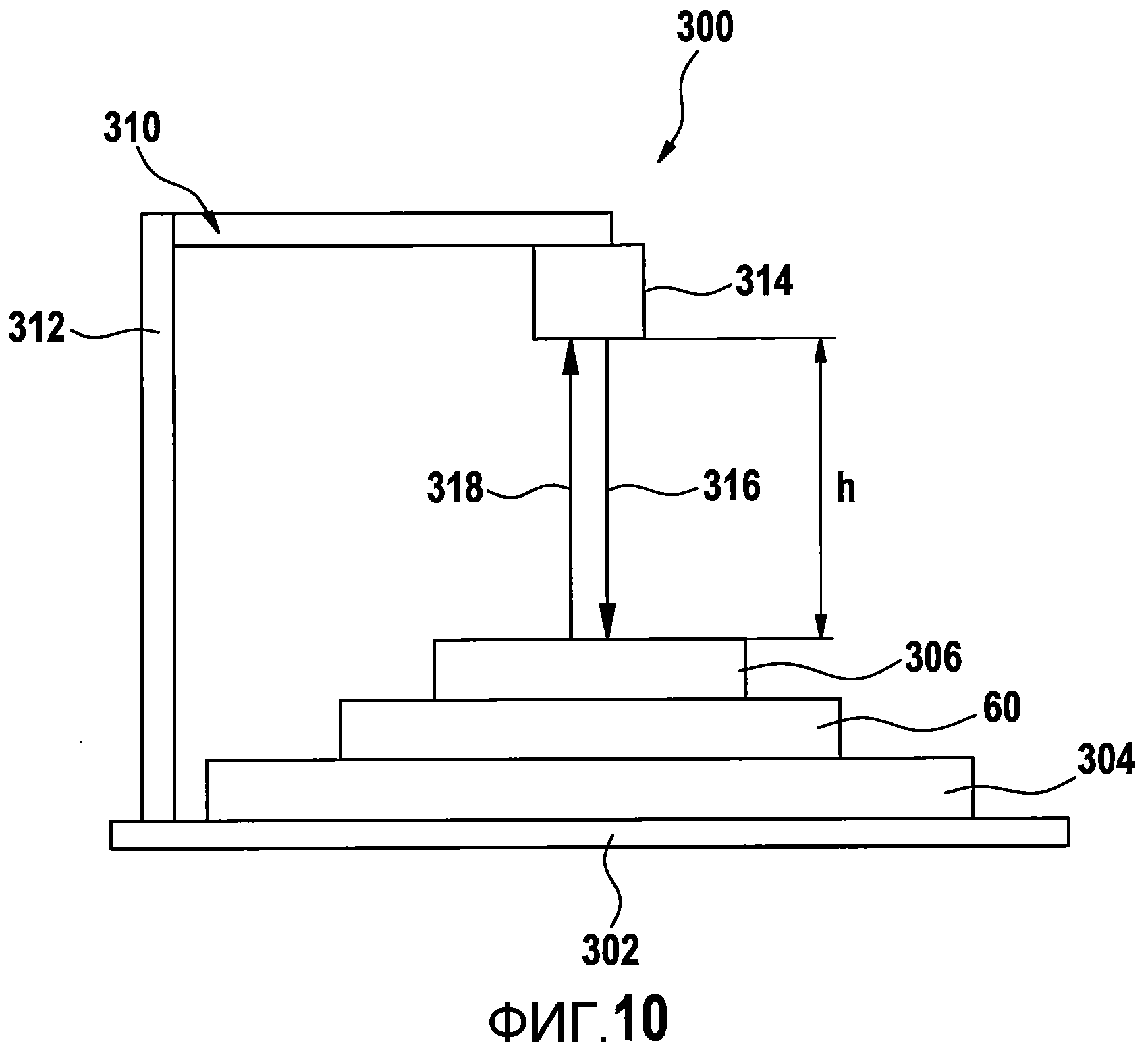
на фиг. 10 представлен схематический набросок аппарата для того, чтобы измерять увеличение расстояния между первым слоем и вторым слоем, когда слоистую структуру приводят из неактивированного состояния в активированное состояние;
на фиг. 11 представлен схематический набросок тестового куска слоистой структуры для измерения увеличения расстояния между первым слоем и вторым слоем, когда слоистую структуру приводят из неактивированного состояния в активированное состояние;
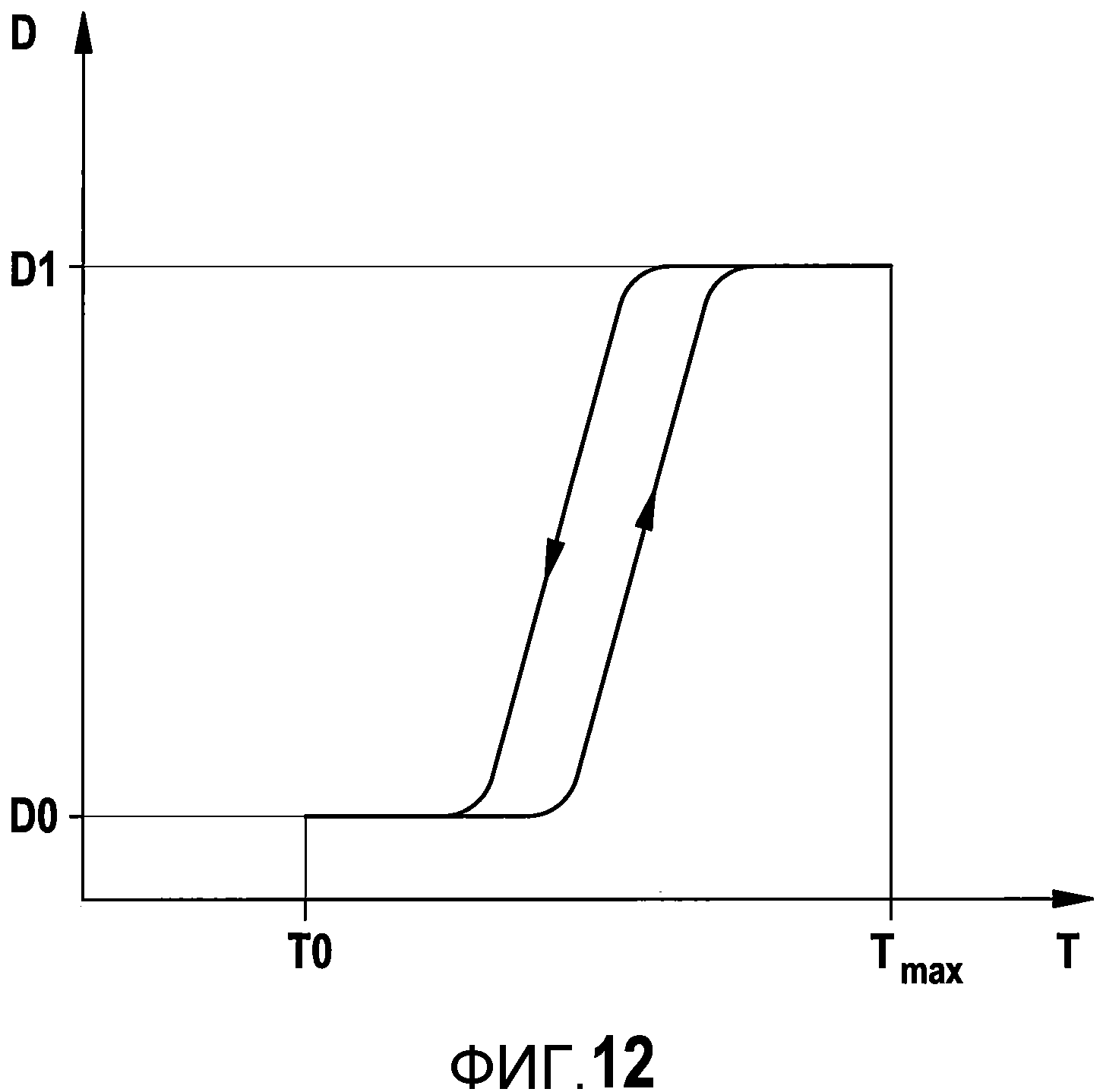
на фиг. 12 представлен результат теста функциональности для слоистой структуры, выполненной с возможностью обратимо проходить множество циклов активации/деактивации.
На всех фигурах компоненты соответствующих вариантов осуществления, которые идентичны или имеют соответствующие функции, обозначены одинаковыми номерами позиций, соответственно. В дальнейшем описании такие компоненты описаны только в отношении первого из вариантов осуществления, содержащих такие компоненты. Следует понимать, что одно и то же описание применимо к соответствующим следующим вариантам осуществления, где один и тот же компонент содержится и обозначен одним и тем же номером позиции. До тех пор, пока не указано иное, в целом обращаются к соответствующему описанию этого компонента в соответствующем более раннем варианте осуществления.
На фиг. 1a представлен упрощенный и схематический вид в поперечном разрезе слоя 8 согласно одному из вариантов осуществления. Такой слой 8 можно использовать для того, чтобы получать обертку. Слой 8 представляет собой ламинат, который содержит покрывающий слой 8a, герметичный слой 8b и уплотнительный слой 8c. В одном из примеров слой 8 выполнен из композитного материала алюминий/пластмасса, содержащего полиэтилентерефталатный (PET) покрывающий слой 8a, алюминиевый (Al) герметичный слой 8b и полиэтиленовый (PE) уплотнительный слой 8c. Для того чтобы обеспечить достаточную герметичность, подходящий диапазон толщин для Al слоя 8b составляет от 4 мкм до 25 мкм. В представленном примере Al слой 8b имеет толщину по меньшей мере 12 мкм. PE-слой 8c используют в качестве уплотнительного слоя, посредством которого смежные ламинированные слои 8 можно соединять вместе герметично для того, чтобы получить обертку. Толщина PE-слоя 8c может составлять от 20 мкм до 60 мкм. Предпочтительная толщина составляет приблизительно 40 мкм. PET-слой 8a можно использовать в качестве покрывающего слоя для того, чтобы обеспечить желаемые характеристики внешней поверхности обертки. В примере используют PET-слой 8a толщиной 12 мкм. Ламинированный слой 8, как описано, можно получить в компании Kobusch-Sengewald GmbH, Germany.
Альтернативный слой 8 для формирования обертки представлен на фиг. 1b. Этот слой 8 также представляет собой ламинат, содержащий покрывающий слой 8a, выполненный из PE толщиной 40 мкм, Al слой 8b толщиной по меньшей мере 12 мкм и PE уплотнительный слой 8c толщиной 40 мкм. В этом варианте осуществления покрывающий слой 8a выполняют из того же материала, что и уплотнительный слой 8c. Покрывающий слой 8a можно использовать в качестве дополнительного уплотнительного слоя.
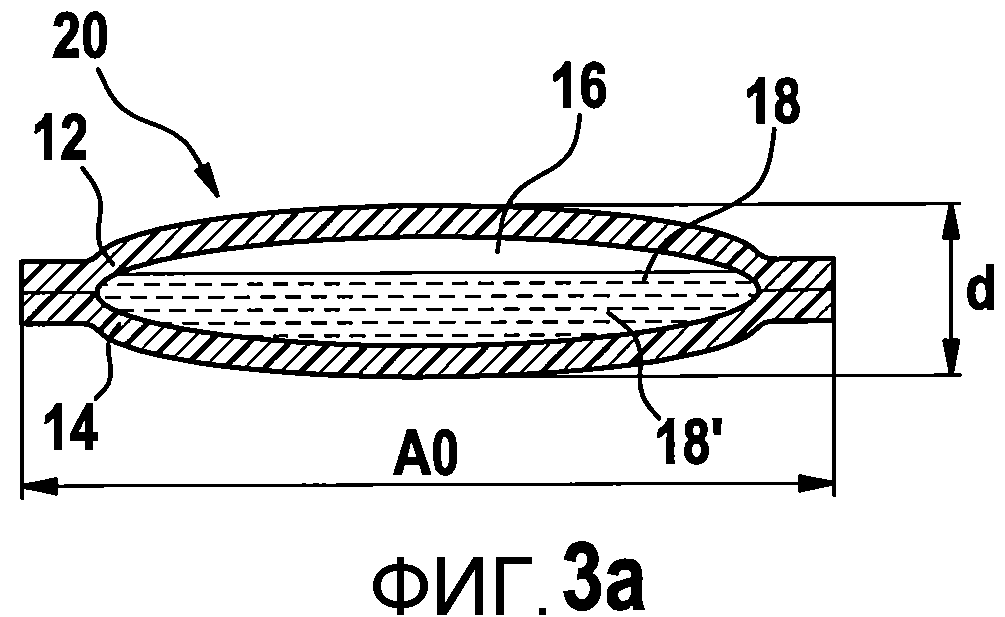
На фиг. 3a представлен упрощенный и схематический вид в поперечном разрезе обертки (в целом обозначаемой 20), которая окружает полость 16, которая содержит газообразующий агент (в целом обозначаемый 18). На фиг. 3a, а также на каждой из фиг. 3b, 3c, 3d, 4a, 4b, 4c, обертка 20 представлена в неактивированной конфигурации газообразующего агента 18 и, таким образом, обертка 20 имеет не надутую, по существу плоскую форму, также обозначаемую как неактивированное состояние. В плоской конфигурации, как показано на фиг. с 3a до 3d и фиг. с 4a до 4c, обертка 20 имеет размер в направлении толщины значительно меньший, чем размеры обертки 20 в направлениях, ортогональных направлению толщины, т.е. в поперечных направлениях. Размер обертки 20 в направлении толщины обозначают d на фиг. 3a-4c. Размер обертки 20 в поперечном направлении обозначают A0 на фиг. с 3a до 4c. Здесь A0 обозначает длину от одного конца сварочного шва до конца противоположного сварочного шва обертки 20. В вариантах осуществления с в целом «круглой» или четырехугольной формой обертки, размеры A0 обертки могут быть по существу равны во всех поперечных направлениях. В других вариантах осуществления обертки с в целом удлиненной формой размер A0 в направлении ширины может быть меньше, чем размер A0 в направлении длины.
В одном из вариантов осуществления обертку 20 выполняют из двух слоев 12, 14 обертки. Каждый из слоев 12, 14 обертки может иметь конфигурацию как у слоев 8, представленных на фиг. 1a или 1b. В частности, несмотря на то, что в явной форме не показано, каждый из слоев 12, 14 обертки может быть выполнен из трех слоев, соответствующих слоям 8, изображенным на фиг. 1a или Фиг. 1b. Слой 12 обертки образует верхнюю часть обертки 20, такая верхняя часть окружает верхнюю часть полости 16. Слой 14 обертки образует нижнюю часть обертки 20, такая нижняя часть окружает нижнюю часть полости 16. В представленном варианте осуществления слой 12 обертки и слой 14 обертки имеют идентичную конфигурацию, например, конфигурацию слоя 8, представленного на фиг. 1a. Обертка 20 имеет наиболее внутренний уплотнительный слой, промежуточный герметичный слой и наружный покрывающий слой.
Альтернативно, обертку 20 можно создавать из двух слоев 12, 14 обертки, выполненных из слоя 8, как изображено на фиг. 1b, или можно создавать из одного слоя 12 обертки, выполненного из слоя 8, как изображено на фиг. 1a, и одного слоя 14 обертки, выполненного из слоя 8, как изображено на фиг. 1b. Альтернативные материалы, в частности, монослои или ламинированные слои более или менее сложной конфигурации, можно использовать для создания обертки 20, как изложено выше, при условии, что сами материалы герметичны и соединены вместе герметично так, что получают герметичную обертку 20. В одном из вариантов осуществления слои обертки можно выполнять из герметичного одного слоя (монослоя). Из указанного слоя можно формировать обертку сваркой или склейкой.
Обертка 20 окружает полость 16, которая заполнена газообразующим агентом 18. Газообразующий агент 18 выбирают так, чтобы он представлял собой жидкость, которая имеет подходящее равновесное давление пара при комнатной температуре. Считают, что комнатная температура определяет неактивированную конфигурацию газообразующего агента 18. В неактивированной конфигурации газообразующего агента 18, представленного на фиг. 3a, газообразующий агент 18 находится по существу в своей жидкой фазе, обозначаемой 18′. Обертка 20 обеспечивает по существу герметичное огороженное пространство полости 16 и, таким образом, полость 16 содержит достаточное количество газообразующего агента 18, и оставшийся объем полости 16 заполнен газом, в частности, недостающим количеством воздуха или другого газа, который был заключен в полости 16 в момент заполнения газообразующим агентом 18. В раскрытом примере газообразующий агент 18 представляет собой текучее вещество, которое имеет химическую формулу CF3CF2C(O)CF(CF3)2. Такое текучее вещество типично используют для гашения пожаров и оно коммерчески доступно под торговым названием «Novec® 1230 Fire extinguishing fluid» в компании 3M. Другие текучие вещества можно использовать для газообразующего агента, как изложено выше.
Первый способ получения обертки 20, как показано на фиг. 3a, представляет собой следующее:
Первая стадия уплотнения:
Два слоя 12, 14 обертки, выполненные из материала согласно фиг. 1a или 1b, кладут друг на друга так, что их соответствующие уплотнительные слои обращены друг к другу. Для формирования четырехугольной обертки 20 горячий стержень (ширина уплотнения: 2 мм) приводят в контакт со слоями 12, 14 обертки так, чтобы привести уплотнительные слои в контакт и сварить уплотнительные слои вместе. Эту процедуру выполняют для трех из четырех сторон четырехугольной обертки 20. Таким образом, формируют обертку 20 с одной открытой стороной.
Стадия заполнения:
Обертку 20 помещают на чашу прецизионных весов и газообразующим агентом 18 заполняют обертку, например, с использованием иглы шприца. Количеством газообразующего агента, подлежащим заполнению, управляют с помощью весов.
В качестве примера:
Количеством газообразующего агента 18 0,07 г заполняют обертку 20 в случае, если обертка 20 имеет следующее описание: обертку 20 формируют из двух слоев 12, 14 обертки, выполненных из PET/Al/PE, как описано выше, внешний размер обертки 20 составляет 20 мм в длину и 20 мм в ширину (соответствует внутреннему размеру полости 16 мм в длину и 16 мм в ширину), и в качестве газообразующего агента 18 выбирают Novec® 1230.
Вторая стадия уплотнения:
После завершения стадии заполнения, открытую сторону обертки 20 закрывают с помощью четвертой 2 мм линии уплотнения. Затем обертку 20 точно режут вдоль линии уплотнения.
Правильность заполненного количества для оберток, получаемых, как изложено выше, можно измерять следующим образом:
Предварительно определяемое количество оберток 20 (например, 10 оберток) получают согласно первой стадии уплотнения, каждую из этих оберток 20 помечают и взвешивают индивидуально на четырехзначных весах (например, Satorius BP121S). Предварительно определяемое количество газообразующего агента 18 в форме жидкости инъецируют через трубку из резервуара с подачей самотеком, содержащего управляемый по времени клапан, через иглу шприца во внутреннюю часть обертки. Предварительно определяемое время открытия клапана обеспечивают с помощью корректируемого электрического таймера. Каждую обертку 20 закрывают незамедлительно посредством второй стадии уплотнения. Каждую из заполненных оберток 20 взвешивают и вычитают массу пустой обертки 20 (измеренную до заполнения). Должно быть достижимо максимальное отклонение +/-10% от среднего значения для набора образцов.
Второй способ получения обертки 20 согласно фиг. 3a представлен на фиг. с 2a до 2d и представляет собой следующее:
Первая стадия (фиг. 2a):
Используют вытянутый лист, например, лист 65 мм в ширину и 1,3 м в длину, выполненный из ламинированного материала 8 согласно фиг. 1a. Альтернативно можно использовать лист другого размера и/или выполненный из другого ламинированного материала, например, выполненный из ламинированного материала 8, как показано на фиг. 1b. Лист складывают вдоль его длинной стороны таким образом, что покрывающий слой 8a ламината 8 (см. фиг. 1a или фиг. 1b) располагают снаружи, и уплотнительный слой 8c располагают внутри. Тем самым, верхний слой 12 обертки и нижний слой 14 обертки формируют таким образом, что уплотнительные слои слоев 12, 14 обертки обращены друг к другу. Таким образом, создают предобертку 101. Предобертка 101 имеет ширину 32,5 мм и длину 1,3 м. Предобертка 101 закрыта с ее одной длинной стороны 102 и открыта с ее противоположной длинной стороны 103. Обе короткие стороны 104 и 105 предобертки 101 открыты.
Вторая стадия (фиг. 2b):
Вращающееся ультразвуковое сварочное колесо (например, 5 мм в ширину) приводят в контакт с предоберткой 101 на открытой длинной стороне 103, например, для того, чтобы привести два уплотнительных слоя слоев 12, 14 обертки в контакт друг с другом. Уплотнительные слои сваривают вместе непрерывно вдоль линии уплотнения 106, идущей параллельно открытой длинной стороне 103 предобертки 101. Тем самым, длинная сторона 103 закрыта и предобертка 101 имеет трубчатую форму с двумя открытыми короткими сторонами 104, 105. Горячий уплотнительный стержень (ширина уплотнения: 2 мм) приводят в контакт с предоберткой 101 на одной из коротких сторон 105, например, для того, чтобы привести уплотнительные слои в контакт друг с другом. Уплотнительные слои сваривают вместе вдоль линии уплотнения 107, идущей параллельно более короткой стороне 105, например, для того, чтобы закрыть предобертку 101 с более короткой стороны 105. Тогда предобертка 101 имеет форму трубки с одним закрытым концом.
Затем, удерживая открытую короткую сторону 104 выше, чем закрытая короткая сторона 105, газообразующим агентом заполняют открытую трубчатую предобертку 101 через открытую короткую сторону 104. В качестве примера, для предобертки 101, как описано, и формирования полости с внутренним размером 23 мм в ширину и 1 м в длину, предобертку 101 выполняют из ламинированного слоя 8, выполненного из PET/Al/PE, как описано выше и представлено на фиг. 1a, и для газообразующего агента 18, представляющего собой жидкость, известную как Novec® 1230, как описано выше, количеством 4 мл газообразующего агента 18 заполняют предобертку 101.
Третья стадия (фиг. 2c)
Предобертку 101 удерживают ее открытой короткой стороной 104 вверх и удерживают в вертикальном положении так, что газообразующий агент 18, которым заполнена полость, собирается на закрытой более короткой стороне 105 предобертки 101. Начиная с закрытой более короткой стороны 105, предобертку 101 приводят в тесный контакт со вторым вращающимся ультразвуковым сварочным колесом 110. Сварочное колесо 110 представляет собой часть ультразвуковой сварочной машины, которая имеет пару сварочных колес 110, 111. Сварочное колесо 110 имеет периферическую поверхность 112, сформированную с множеством периферических уплотнительных контуров 114A, 114B,... Каждый из уплотнительных контуров 114A, 114B,.. имеет форму, соответствующую форме линии уплотнения обертки 20A, 20B,.., которая должна быть получена (фиг.2d). В этой конфигурации сварочное колесо 111 имеет плоскую периферическую поверхность.
Предобертку 101 передают через пару сварочных колес 110, 111, начиная с ее короткой закрытой стороны 105, см. стрелку B на фиг. 2c, указывающую направление движения предобертки 101. Таким образом, сварочное колесо 110 сначала контактирует с первой закрытой короткой стороной 105 предобертки 101 и в конце контактирует с открытой короткой стороной 104 предобертки 101.
Когда сварочное колесо 110 контактирует с предоберткой 101, вращающиеся ультразвуковые сварочные колеса 110, 111 выталкивают газообразующий агент 18 в областях, где один из уплотнительных контуров 114A, 114B входит в контакт с предоберткой 101, поскольку в таких областях уплотнительные слои приводят в контакт друг с другом и сваривают вместе. Таким образом, закрытый уплотнительный контур 116A, определяющий уплотненные части финальной обертки 20A (фиг.2d), формируют в предобертке 101.
По мере перемещения предобертки 101 через пропуск между вращающимися сварочными колесами 110, 111 формируют множество последовательных уплотнительных контуров 116A, 116B,.. в предобертке 101. Каждый уплотнительный контур 116A, 116B,.. окружает соответствующую полость 16A, 16B,.., заполненную посредством предварительно определяемого количества газообразующего агента 18.
Обнаружено, что после описанной выше процедуры, каждую полость 16A, 16B,..., сформированную в предобертке 101, можно заполнять приблизительно тем же предварительно определяемым количеством газообразующего агента 18. В частности, хорошо воспроизводимые результаты можно получать, используя ультразвуковой сварочный инструмент, например, в форме пары ультразвуковых сварочных колес 110, 111, чтобы получать уплотнительные контуры 116A, 116B,.. в предобертке 101.
В одном из примеров, имея размеры, как изложено выше, можно создавать 40 заполненных уплотнительных контуров 116A, 116B, каждый имеет внешние размеры 20 мм в ширину и 23 мм в длину и размер полости 16 мм в ширину и 18 мм в длину.
Четвертая стадия (фиг. 2d):
Наконец, финальную предобертку 101, которая имеет уплотнительные контуры 116A, 116B,.., сформированные в ней, режут, например, с использованием ручной или автоматической стандартной высекальной машины с высекальным штампом, который имеет форму внешних размеров уплотнительных контуров 116A, 116B,... Таким образом, получают отдельные обертки 20A, 20B, как показано на фиг. 2d.
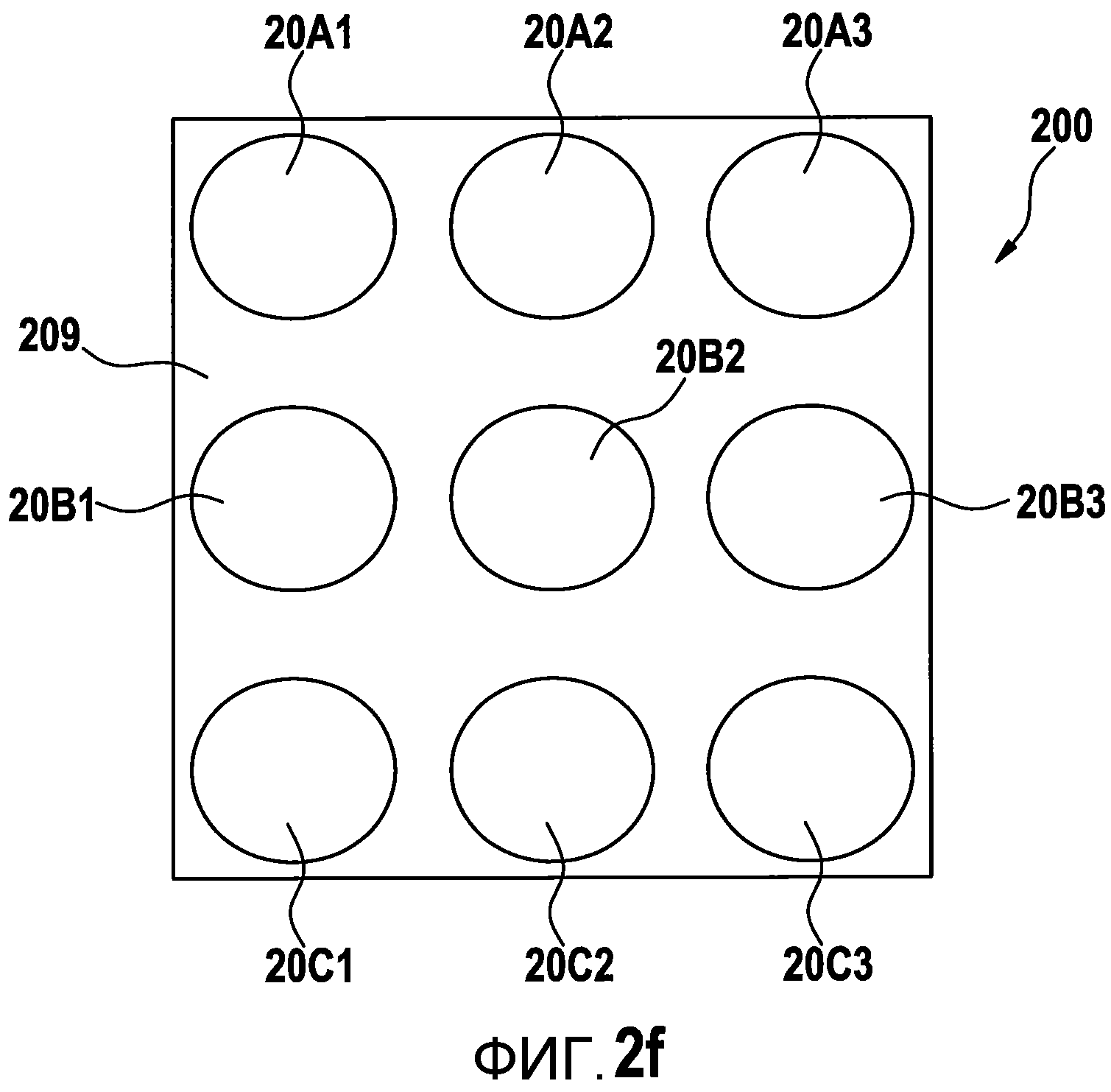
Возможно даже пропустить четвертую стадию, т.е. последнюю стадию резки. Тогда вместо множества отдельных оберток 20 предоставляют ламинированный лист 100 по типу сэндвича (см. фиг. 2e), 200 (см. фиг. 2f), содержащий группу из множества оберток 20A, 20B, 20C,... В такой листовой слоистой структуре 100, 200, обертки 20A, 20B, 20C,.. могут быть выстроены вдоль одной линии, как указано для листовой слоистой структуры 100 на фиг. 2e, которую получают из предобертки 101 согласно фиг. с 2a до 2c, также возможно использовать плоскую предобертку 201 прямоугольной или четырехугольной формы и получать листовую слоистую структуру 200, содержащую множество линий оберток 20A1, 20B1, 20C1,...., 20A2, 20B2, 20C2,..., 20A3, 20B3, 20C3,...., такие линии оберток располагают друг рядом с другом и они идут параллельно друг другу, как показано на фиг. 2f. Материал листовой слоистой структуры 100 или листовая слоистая структура 200 за пределами обертки формирует соединительную структуру 109, 209 для оберток 20A1, 20B1, 20C1,...., 20A2, 20B2, 20C2,..., 20A3, 20B3, 20B3,...
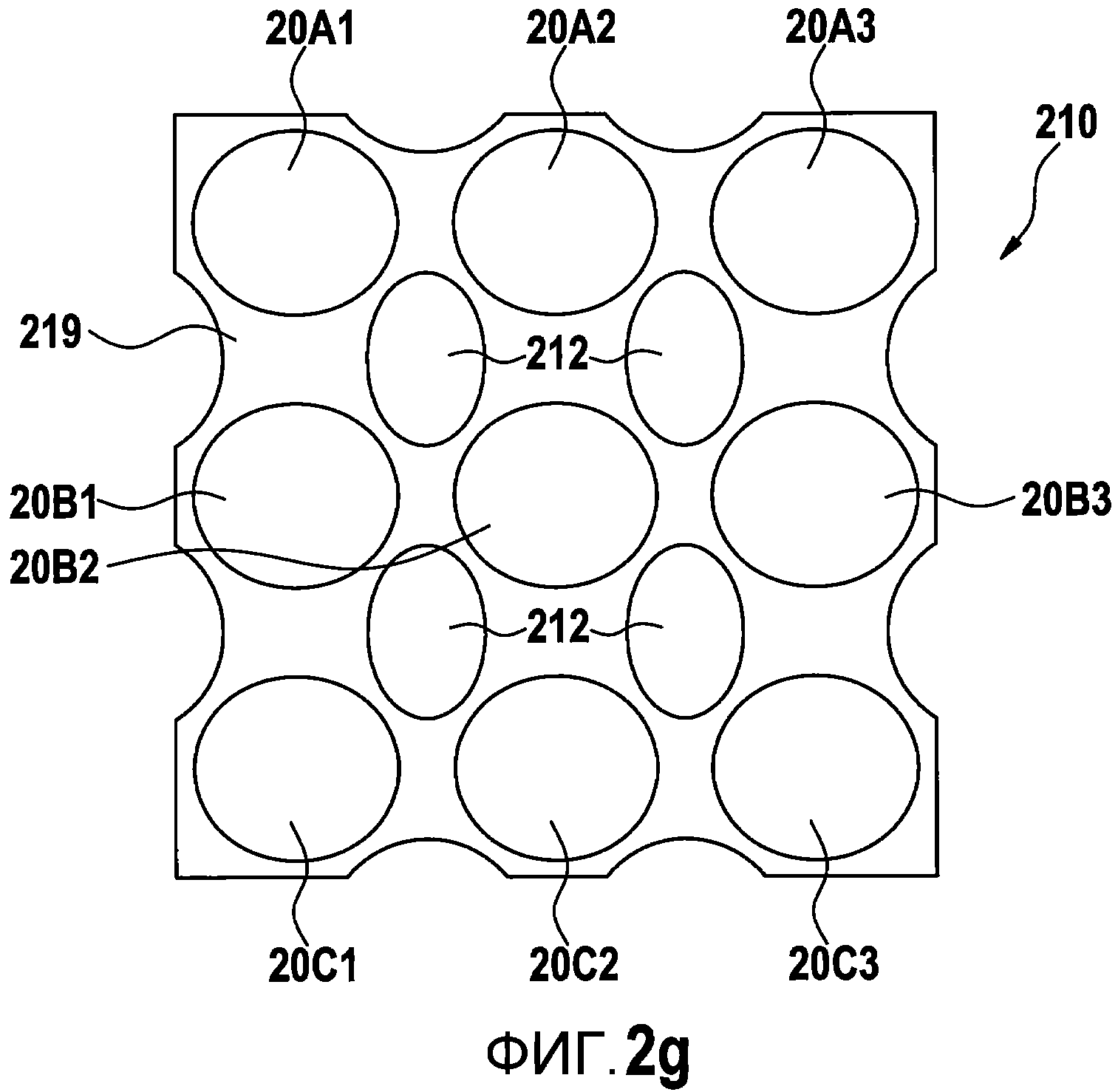
В дополнительном варианте осуществления, представленном на фиг. 2g, сетку 210 оберток 20A1, 20B1, 20C1,...., 20A2, 20B2, 20C2,..., 20A3, 20B3, 20C3,.. можно получать посредством вырезания неиспользуемых частей 212 листового материала, формирующего слои 12, 14 обертки между смежными обертками таким образом, что каждая обертка все еще соединена со своими смежными обертками посредством соединительной сети 219, образованной листовым материалом 12, 14.
Правильность заполненного количества для оберток, полученных согласно описанному выше второму способу, можно измерять следующим образом:
Предварительно определяемое количество оберток 20 (например, 10 оберток) получают согласно описанным выше стадиям уплотнения/заполнения с первой до четвертой, каждую из этих оберток 20 помечают и взвешивают индивидуально на четырехзначных весах (например, Satorius BP121S). Каждую из оберток 20 помещают на горячую плиту с температурой значительно выше температуры активации газообразующего агента 18, чтобы гарантировать, что каждая из оберток 20 взорвется и высвободит газообразный газообразующий агент 18 полностью. Пустые обертки взвешивают индивидуально на четырехзначных весах. Вычисляют потерю массы каждой обертки. В случае впитывания влаги материалом обертки, обертки следует кондиционировать в течение по меньшей мере 1 ч в той же среде, идеально при 23°C и относительной влажности 65%.
Герметичность обертки можно измерять согласно одному из следующих способов:
Способ 1 измерения герметичности обертки:
Каждую обертку 20 помечают индивидуально. Каждую обертку 20 взвешивают на четырехзначных весах (например, Satorius BP121S). Обертки 20 хранят в предварительно определяемых условиях окружающей среды (20°C, относительная влажность 65%). Описанную процедуру взвешивания повторяют после 1 месяца хранения. Эту процедуру продолжают в течение по меньшей мере 6 месяцев. Потеря массы после 6 месяцев должна составлять меньше чем 20%, лучше 10%, идеально меньше чем 1% от заполненной массы. Дополнительно, функциональность каждой обертки 20 проверяют после 6 месяцев на горячей плите или в водяной бане. Обертка 20 должна показывать увеличение толщины, когда ее подвергают температуре, превышающей температуру активации.
На фиг. 3b представлена обертка 20, окружающая полость 16 согласно дополнительному варианту осуществления. Обертка 20, представленная на фиг. 3b, содержит газообразующий агент 18, нанесенный на дозирующее средство 19. Дозирующее средство 19 можно создавать из какого-либо материала, который способен абсорбировать газообразующий агент 18, например, абсорбирующий бумажный материал, тканый или нетканый текстильный материал или губчатый материал. На фиг. 3b впитывающую бумагу используют в качестве дозирующего средства 19. Дозирующее средство 19 пропитывают предварительно определяемым количеством газообразующего агента 18 и затем вставляют в полость 16. Это можно осуществлять таким способом, который схож с первым способом, описанным выше. В качестве альтернативы описанной выше процедуре, дозирующее средство 19 можно предоставлять с газообразующим агентом 18 на первой стадии, и затем дозирующее средство 19 можно располагать между первым и вторым слоями 12, 14 обертки, до соединения первого и второго слоев обертки вместе. Газообразующий агент 18 после активации будет высвобождаться из дозирующего средства 19 и надувать полость 16.
В варианте осуществления на фиг. 3b дозирующее средство 19 имеет меньший латеральный размер, чем имеет полость 16, так что дозирующее средство 19 не мешает соединению (например, вдоль линий уплотнения) первого и второго слоев 12, 14 обертки.
На фиг. 3c представлена обертка 20, окружающая полость 16 согласно дополнительному варианту осуществления. Также в этом варианте осуществления обертка 20 содержит газообразующий агент 18, нанесенный на дозирующее средство 19. В этом варианте осуществления дозирующее средство 19 выполняют из материала, который не мешает процессу соединения, используемому для того, чтобы соединять слои 12, 14 обертки вместе, или даже может быть выполнено из материала, который поддерживает такой процесс соединения в качестве уплотнительного слоя. Это позволяет применять дозирующее средство 19 в расположении по типу сэндвича между первым и вторым слоями 12, 14 обертки до того, как их соединяют вместе. Дозирующее средство 19 даже может покрывать области уплотнения, где первый и второй слои 12, 14 обертки подлежат соединению вместе. Таким образом, дозирующее средство 19 может иметь листовидную конфигурацию и быть использовано в форме слоя 19 дозирующего средства, вставленного между первым и вторым слоями 12, 14 обертки и покрывающего всю область уплотнения первого и второго слоев 12, 14 обертки. Первый и второй слои 12, 14 обертки соединяют вместе вдоль областей уплотнения, например, посредством сварки, со вставленным дозирующим средством 19.
При условии, что газообразующий агент 18 не мешает соединению первого и второго слоев 12, 14 обертки, газообразующий агент 18 можно наносить на дозирующее средство 19 в целом. На ограниченные области, где газообразующий агент наносят на дозирующее средство в уплотнительной части, газообразующий агент 18 можно наносить в форме отдельных полос на дозирующее средство 19. Расстояние между полосами затем можно выбирать так, что каждую обертку пересекает одна полоса газообразующего агента. В целом более благоприятно наносить газообразующий агент 18 только на те части дозирующего средства 19, которые будут внутри полости 16, т.е. которые будут полностью окружены областями уплотнения, где первый и второй слои 12, 14 обертки соединены вместе. Таким образом, желаемое предварительно определяемое количество газообразующего агента 18 для надлежащей активации и надувания обертки 20 можно регулировать более точно. Например, газообразующий агент 18 можно наносить на дозирующее средство 19 в виде массива из множества отдельных пятен или областей, все из которых полностью заключены в соответствующую полость 16.
В одном из вариантов осуществления, где первый и второй слои 12, 14 обертки соединяют вместе посредством сварки с дозирующим средством между ними, дозирующее средство 19 можно создавать из текстильной структуры, такой как нетканый полипропилен; или можно создавать из пористого материала, такого как вспененный полиэтилен (ePE) или вспененный полипропилен (ePP). Каждый из этих материалов допускает сварку первого слоя 12 обертки и второго слоя 14 обертки со слоем этого материала, вставленным между ними.
В дополнительном варианте осуществления первый слой 12 обертки и/или второй слой 14 обертки может обеспечивать функцию дозирующего средства 19. Этого можно достичь посредством формирования наиболее внутренних слоев первого слоя 12 обертки и/или второго слоя 14 обертки, которые вступают в контакт, когда сваривают первый слой 12 обертки со вторым слоем 14 обертки, из подходящего материала, например, материалов, указанных выше.
В представленном варианте осуществления на фиг. 3c дозирующее средство 19 вставляют в форме дополнительного слоя между первым и вторым слоями 12, 14 обертки таким образом, что формируют две подполости 16a и 16b. Подполость 16a окружена верхним слоем 12 обертки и слоем 19 дозирующего средства, подполость 16b окружена нижним слоем 14 обертки и слоем 19 дозирующего средства. Газообразующий агент 18 после активации будет высвобождаться из дозирующего средства 19 и надувать подполости 16a и 16b. Поскольку дозирующее средство 19 не непроницаемо для текучего вещества в отношении газообразующего агента 18, по меньшей мере пока газообразующий агент 18 находится в активированной конфигурации (газообразная конфигурация), некоторый обмен газообразующего агента 18 между подполостями 16a и 16b остается возможным. Этот вариант осуществления имеет такое преимущество, что конвекция газообразующего агента 18 внутри обертки 20 ограничена.
На фиг. 3d представлена другая обертка 20 согласно дополнительному варианту осуществления. Обертка 20 на фиг. 3d имеет первый и второй слои 12, 14 обертки и промежуточный слой 21. В представленном варианте осуществления промежуточный слой 21 имеет конфигурацию в соответствии со слоем 8 на фиг. 1b, но может иметь другую конфигурацию в других вариантах осуществления. Промежуточный слой 21 вставлен между слоем 12 и слоем 14 в расположении по типу сэндвича. Подобно варианту осуществления на фиг. 3c, это расположение предусматривает формирование двух подполостей 16a и 16b. Однако, в отличие от варианта осуществления на фиг. 3c, газообразующий агент 18 предоставляют отдельно в виде первого газообразующего агента 18a для подполости 16a и в качестве второго газообразующего агента 18b для второй подполости 16b. В дополнительном варианте осуществления (не показан на фиг.) первый газообразующий агент 18a может быть предоставлен с помощью первого дозирующего средства 19a, подобно варианту осуществления на фиг. 3b. Второй газообразующий агент 18b предоставлен с помощью второго дозирующего средства 19b, также схожего с вариантом осуществления на Фиг. 3b.
Кроме того, промежуточный слой 21 выполняют из по существу герметичного материала в отношении газообразующего агента 18a, 18b в неактивированной конфигурации, а также в отношении газообразующего агента 18a, 18b в активированной конфигурации. Промежуточный слой 21 также выполняют из материала, который обеспечивает герметичное соединение между первым и вторым слоями 12, 14 обертки, как описано выше. Подходящая комбинация материалов в варианте осуществления на фиг. 3d представляет собой: первый слой 12 обертки: PET/Al/PE (см. фиг. 1a); промежуточный слой 21: PE/Al/PE (см. фиг. 1b); второй слой 14 обертки: PET/Al/PE (см. фиг. 1a).
Также возможно использовать промежуточный слой 21, покрытый слоем 19a дозирующего средства и слоем 19b дозирующего средства с обеих его сторон, такие слои 19a, 19b покрытия действуют в качестве дозирующего средства для первой и второй подполостей 16a, 16b, соответственно.
В варианте осуществления на фиг. 3d, размер/объем подполостей 16a и 16b и соответствующее количество газообразующего агента 18a, 18b, подлежащего для заполнения подполостей 16a, 16b, можно регулировать по желанию. Также возможно использовать различные газообразующего агенты 18a и 18b в подполостях 16a и 16b, соответственно. Это может быть важным, поскольку регулярно одна из подполостей 16a, 16b будет располагаться ближе к источнику тепла, чем другая подполость. Таким образом, обертка 20 на фиг. 3d может быть разработана таким образом, что газообразующий агент 18a или 18b в подполости 16a или 16b, которая расположена ближе к источнику тепла, имеет более высокую температуру активации, чем другая подполость. Кроме того, предоставление двух «независимых» подполостей обеспечивает избыточность в том смысле, что система адаптивной изоляции все еще будет работать в случае разрыва одной из подполостей.
На фиг. 3d дополнительно указано, что толщину d обертки 20 определяет сумма двух расстояний da (толщина первой подполости 16a), и db (толщина второй подполости 16b). Как da, так и db будет увеличиваться в случае изменения газообразующими агентами 18a, 18b неактивированной конфигурации на активированную конфигурацию, соответственно. Увеличение расстояния между первым слоем и вторым слоем слоистой структуры в соответствии с изобретением после активации газообразующих агентов 18a и 18b от D0 до D1 (см. фиг. 6a и 6b) будет по существу идентичным увеличению толщины d обертки 20 и, таким образом, будет задано увеличением толщины da первой подполости 16a плюс увеличение толщины db второй подполости 16b.
Помимо облегчения правильного дозирования газообразующего агента 18, дозирующее средство 19, как показано на фиг. 3c, обеспечивает такое преимущество, что его можно применять в конфигурации по типу сэндвича в качестве промежуточного листа между первым и вторым слоями 12 и 14 обертки. Это делает возможным упрощенное изготовление оберток 20. Возможно производство множества оберток 20 с использованием только одного листа слоя 12 обертки, одного листа слоя 19 дозирующего средства и одного листа слоя 14 обертки. Использование слоя 19 дозирующего средства, как описано, является особенно полезным для изготовления плоского листа оберток 200, как показано на фиг. 2f, или сетки оберток 210, как показано на фиг. 2g.
На фиг. 4a, 4b и 4c представлены расположения двух оберток 20a и 20b, которые соединены вместе через соединение 23a для того, чтобы сформировать оберточную структуру. Такое расположение имеет при использовании свойства, очень схожие с вариантом осуществления, представленным на фиг. 3d. Каждая из оберток 20a, 20b окружена соответствующей полостью 16a, 16b. Первая полость 16a содержит первое дозирующее средство 19a, предоставленное с первым газообразующим агентом 18a таким образом, который схож с вариантом осуществления на фиг. 3b. Вторая полость 16b содержит второе дозирующее средство 19b, предоставленное со вторым газообразующим агентом 18b таким образом, который схож с вариантом осуществления на фиг. 3b. Альтернативно использованию дозирующего средства 19a, 19b согласно варианту осуществления на фиг. 3b, газообразующие агенты 18a и 18b могут быть предоставлены без использования дозирующего средства, подобно варианту осуществления на фиг. 3a, или с использованием слоя 19a, 19b дозирующего средства подобно варианту осуществления на фиг. 3c. Каждая обертка 20a, 20b по существу герметична. Что касается возможностей активации первого и второго газообразующего агента 18a, 18b, применимо то же, что изложено выше по отношению к варианту осуществления на фиг. 3d.
В варианте осуществления на фиг. 4a обе обертки 20a, 20b имеют по существу идентичный размер. На фиг. 4b представлен дополнительный вариант осуществления, который идентичен варианту осуществления на фиг. 4a за исключением того, что обертка 20a меньше, чем обертка 20b.
В вариантах осуществления на фиг. 4a и 4b обертки 20a, 20b соединены вместе посредством соединения, расположенного в центральной части оберток 20a, 20b. Таким образом, подобно варианту осуществления на фиг. 3d, толщину d структуры обертки определяет сумма двух расстояний da (толщина первой полости 16a) и db (толщина второй полости 16b). Увеличение расстояния D между первым слоем и вторым слоем после активации газообразующих агентов 18a и 18b будет по существу идентичным увеличению толщины d структуры обертки и, таким образом, будет задано увеличением толщины da первой полости 16a плюс увеличение толщины db второй полости 16b.
Соединение оберток 20a и 20b можно осуществлять с помощью подходящих адгезивов, с помощью сварки или с помощью сшивания (в случае сшивания надлежащие меры должны быть приняты для сохранения герметичности).
На фиг. 4c представлено дополнительное схематическое расположение двух оберток 20a, 20b, соединенных вместе для того, чтобы сформировать оберточную структуру. В этом варианте осуществления обертки 20a, 20b соединены вместе соединением 23b, расположенным на одном из латеральных концов оберток 20a, 20b. Как можно видеть на фиг. 4c, посредством такого латерального расположения соединения 23b угол γ больше нуля формируют между латеральной плоскостью первой обертки 20a и латеральной плоскостью второй обертки 20b. Соответственно, латеральную плоскость обертки 20a, 20b определяют как плоскость, перпендикулярную направлению толщины обертки.
При использовании латерального соединения 23b, как показано на фиг. 4c, толщину d структуры обертки не определяет сумма толщины da первой полости 16a и толщины db второй полости 16b, где da и db измеряют перпендикулярно плоским плоскостям полостей 16a, 16b, соответственно (как указано для вариантов осуществления на фиг. 4a и 4b). Скорее, как показано на фиг. 4c, толщину d структуры обертки определяет толщина db второй полости 16b плюс «эффективная толщина» da′ первой полости 16a. «Эффективную толщину» da′ первой полости задают приблизительно как da′=A sin γ, где A представляет собой латеральный размер первой обертки 20a.
Угол γ будет увеличиваться, когда после активации газообразующих агентов 18a, 18b первая и вторая обертки 20a, 20b меняют свое состояние с неактивированного состояния (обе обертки 20a, 20b являются по существу плоскими) на активированное состояние (обе обертки 20a, 20b надуваются и, таким образом, имеют выпуклую форму). Тем самым, увеличение эффективной толщины da′ первой полости 16a в активированной конфигурации газообразующих агентов 18a, 18b становится больше, чем увеличение толщины da первой полости 16a, измеренное перпендикулярно плоской плоскости полости 16a (см. фиг. 4a и 4b). Увеличение расстояния D между первым слоем и вторым слоем патентоспособной слоистой структуры после активации газообразующих агентов 18a и 18b будет по существу идентичным увеличению толщины d структуры обертки и, таким образом, будет задано увеличением эффективной толщины da первой полости 16a плюс увеличение толщины db второй полости 16b.
Увеличивая угол γ при изменении от неактивированного состояния к активированному состоянию, оберточная структура на фиг. 4c предоставляет функцию, схожую с шарниром. Это является очень эффективным путем увеличения такого расстояния, в частности, в случае, если обертки имеют по существу плоскую конфигурацию в неактивированном состоянии, поскольку в такой конфигурации латеральный размер A оберток велик, а угол γ будет значительно увеличиваться при активации. Даже больше чем две обертки 20a, 20b можно соединять вместе таким образом, чтобы предоставить выраженное шарнирное поведение в виде раскладывания гармошки, когда происходит смена с неактивированного состояния на активированное состояние.
Следствие этого шарнирного поведения заключается в том, что оберточная структура допускает значительное увеличение расстояния между первым слоем и вторым слоем в структуре ткани, которая имеет оберточную структуру с фиг. 4c, вставленную между ними. Альтернативно, для того, чтобы добиться желаемого увеличения расстояния между первым слоем и вторым слоем, можно использовать оберточную структуру, которая покрывает значительно меньшую площадь ткани, чем это было бы необходимо, если бы использовали отдельные обертки, или даже если бы использовали оберточные структуры, как представлено на фиг. 4a и 4b.
Располагая множество из двух или даже более оберток 20a, 20b,.. поверх друг друга, как только что описано, можно достичь очень большого увеличения толщины структуры обертки в целом, тем самым делая возможным очень выраженное увеличение расстояния между первым слоем и вторым слоем. Результат представляет собой очень эффективное увеличение теплоизолирующей способности в результате изменения температуры. В частности, это справедливо для варианта осуществления на фиг. 4c, который обеспечивает шарнирный эффект, когда происходит изменение от неактивированного состояния к активированному состоянию.
Также в варианте осуществления на фиг. 4c соединение оберток 20a и 20b можно осуществлять с помощью подходящих адгезивов, с помощью сварки или с помощью сшивания (в случае сшивания следует предпринять надлежащие меры для сохранения герметичности). Дополнительная возможность состоит в предоставлении оберток 20a, 20b в форме листовой слоистой структуры 100, 200, 210 такого типа, какой показан на фиг. 2c, 2d, 2e. Такую листовую слоистую структуру можно легко складывать для того, чтобы предоставить оберточную структуру того типа, который представлен на фиг. 4c.
Функциональность слоистой структуры, обеспечивающей адаптивную тепловую изоляцию в соответствии с изобретением в цикле активации, продемонстрирована на фиг. 5a и 5b. Только одну обертку 20 используют на фиг. 5a и 5b для демонстрационных целей, и следует понимать, что слоистая структура в соответствии с изобретением может содержать любое число оберток 20 или оберточных структур, по желанию. На фиг. 5a представлена обертка 20 в неактивированном состоянии, как показано на фиг. 3a, с газообразующим агентом 18 в жидкой фазе (обозначено 18′). На фиг. 5b представлена обертка 20 в активированном состоянии, т.е. после испарения газообразующего агента 18 в его газообразную фазу (обозначено 18″). За счет сравнения фиг. 5a и 5b можно видеть, что форма обертки 20 изменилась от плоской формы с очень маленькой толщиной d0 (соответствующей расстоянию d0 между внешними поверхностями первого ламинированного слоя 12 и второго ламинированного слоя 14 в направлении толщины обертки 20) в неактивированном состоянии к выпуклой форме со значительно большей толщиной d1 (соответствующей расстоянию d1 на фиг. 5b). Соответствующим образом размер обертки 20 в направлениях, перпендикулярных направлению толщины, слегка уменьшается от размера A0 в неактивированном состоянии до размера A1 в активированном состоянии. Первый и второй ламинированные слои 12, 14 выполняют из по существу не поддающегося растягиванию материала, который значительно не удлиняется в каком-либо направлении после реакции на активацию газообразующего агента 18. Однако, в ответ на увеличение давления в полости 16 при активации газообразующего агента 18, форма оберток 20 меняется таким образом, что достигается максимальный объем полости 16.
На фиг. 6a и 6b представлен образцовый вариант осуществления слоистой структуры 10 в соответствии с изобретением.
Вариант осуществления на фиг. 6a и 6b содержит множество оберток 20 (как описано в деталях выше в отношении фиг. с 3a до 5b), расположенных между первым слоем 22 и вторым слоем 24. Как первый, так и второй слой 22, 24 могут представлять собой текстильные слои. В возможной конфигурации текстильные слои 22, 24 можно соединять через стежки 27 в форме стеганого композита. Таким образом, формируют карманы 25 посредством первого и второго слоев 22, 24. В этом варианте осуществления каждый из этих карманов 25 вмещает соответствующую одну из оберток 20. Возможны другие варианты осуществления, в которых каждый карман 25 вмещает больше чем одну обертку 20, или где часть карманов 25 не вмещает какую-либо обертку 20. Конечно, вместо отдельных оберток, карманы 25 могут вмещать оберточную структуру. Таким образом, обертки 20 фиксируют с помощью соответствующего им кармана 25 в отношении движения в плоскости длины/ширины, определяемой слоями 22, 24.
В возможной конфигурации первый слой 22 может представлять собой текстиль, который имеет огнестойкие свойства. В одном из примеров первый слой 22 выполняют из нетканой ткани 55 г/м2 из гидросплетенного арамидного волокна (доступно как Vilene Fireblocker в компании Freudenberg). Второй слой 24 может представлять собой огнестойкую текстильную подкладку, выполненную из тканой ткани 125 г/м2 из FR смеси арамида и вискозы 50/50 (доступна в компании Schueler). Как первый слой 22, так и второй слой 24 может быть нетканым или тканым, в зависимости от применения.
При сравнении фиг. 6a и 6b очевидно, что активация газообразующего агента 18 обеспечивает увеличение объема («надувание») оберток 20 в карманах 25. Такое надувание оберток 20 включает движение первого слоя 22 и второго слоя 24 друг от друга и увеличивает расстояние D между первым слоем 22 и вторым слоем 24 с первого расстояния D0 до второго расстояния D1. На фиг. 6a и 6b дополнительно показано, что в случае, если первый слой 22 и/или второй слой 24 имеет структуру с тиснениями и вдавлениями, это может быть удобно для того, чтобы измерять расстояния D0, D1 по отношению к плоскостям отсчета первого и второго слоев 22, 24 соответственно. В приведенном примере расстояния D, D1 измеряют с использованием плоскостей отсчета, соприкасающихся с наиболее удаленными точками первого и второго слоев 22, 24 соответственно.
На фиг. 6a и 6b дополнительно показано, что обертки 20 помещают в карманы 25 таким образом, что пропуски остаются свободными между каждыми двумя соседними обертками 20. Расстояние этих пропусков обозначено X. Можно видеть, что это расстояние X остается почти постоянным или даже слегка возрастает, когда газообразующий агент 18 в обертках 20 меняет неактивированную конфигурацию на активированную конфигурацию. Кроме того, предпочтительно уменьшают термически инициируемую усадку ламинированной структуры 10.
На фиг. 7a представлен упрощенный и схематический вид в поперечном разрезе слоистой структуры 10 согласно дополнительному варианту осуществления. Слоистая структура 10 похожа на фиг. 6a, с множеством оберток 20, расположенных между первым слоем 22 и вторым слоем 24 в неактивированном состоянии. В варианте осуществления на фиг. 7a обертки 20 фиксированы на слое 22 посредством клейких пятен 29. Такие клейкие пятна 29 могут обеспечивать фиксацию оберток 20 только временно для целей монтажа. В таком случае, типично будут обеспечены дополнительные меры для фиксации оберток 20 в определенном положении, например, стежки 27 для того, чтобы сформировать карманы в стеганой композитной структуре того типа, который показан на фиг. 6a.
Альтернативно, клейкие пятна 29 можно формировать из адгезива, обеспечивающего надежную фиксацию оберток по отношению или к первому слою 22 (см. фиг. 7a), или ко второму слою 24, или к ним обоим (см. фиг. 7b). В таком случае, дополнительные стежки 27 не являются абсолютно необходимыми.
Также возможно фиксировать оберточные структуры того типа, который описан выше, в соответствующем положении с использованием подходящих клейких пятен 29. В качестве примера, на фиг. 7c представлен вариант осуществления с двойными оберточными структурами, фиксированными друг к другу через клейкое пятно 23a, где каждая оберточная структура фиксирована к первому слою 22 посредством соответствующих дополнительных клейких пятен 29. Альтернативно, оберточные структуры двух или более оберток 20, соответственно, можно формировать посредством соединения оберток 20 друг с другом через клейкие пятна 23a и вставления композитных структур в соответствующие карманы 25 без соединения композитных оберточных структур с любым из первого слоя 22 и второго слоя 24, см. фиг. 7d (двойные оберточные структуры, фиксированные друг к другу через клейкие пятна 23a, но не фиксированные по отношению к первому слою 22 и второму слою 24).
Во всех представленных вариантах осуществления обертки 20 можно соединять с первым слоем 22 и/или вторым слоем 24 через стежки вместо клейких пятен 29 (не показаны на фиг.).
На фиг. 7e представлена слоистая структура 10 согласно дополнительному варианту осуществления с множеством оберток 20, образующих листовую слоистую структуру 210 оберток в неактивированном состоянии. Листовая слоистая структура 210 относится к сеточному типу, как показано на фиг. 2g, и расположена между первым слоем 22 и вторым слоем 24. Обертки 20 формируют в виде группы оберток 20. Стежки 31 можно использовать для того, чтобы фиксировать листовой слой 210 оберток на первом слое 22 и/или втором слое 24. Соединение множества оберток можно обеспечить посредством получения группы оберток 20 из листовидных ламинированных слоев 12, 14 (и промежуточного слоя 18, дозирующего средства 19, при желании), см. фиг. 2g, и необязательно вырезания только неиспользованных пространств между отдельными обертками 20 таким образом, что обертки 20 соединены друг с другом через оставшиеся перемычки из материала, сформированного первым и вторым ламинированными слоями 12, 14, см. фиг. 2g. Такая сетка 210 оберток способна дышать.
На фиг. 7e первый слой 22 и второй слой 24 не фиксированы друг к другу. Только листовой слой 210 оберток фиксирован к первому слою 22 и необязательно может быть фиксирован ко второму слою 24. Слоистая структура 10 в таком варианте осуществления обеспечивает относительно свободно соединенную структуру. Такое расположение облегчает сборку слоистой структуры 10 и обеспечивает гибкость. В случае, если желательно более тугое соединение между первым и вторым слоями 22, 24, возможно дополнительно предоставлять стежки, соединяющие первый и второй слои 22, 24 друг с другом. В целом такие дополнительные стежки будут предоставлены на увеличенных расстояниях до каждого, например, чтобы сформировать достаточно большие карманы. В дополнительном варианте осуществления возможно соединять множество оберток 20, например, для того, чтобы сформировать цепь A оберток 20 (см., например, фиг. 2e), и соединять первый слой 22 и второй слой 24 через множество параллельных стежков 31, идущих параллельно друг другу. Первый и второй слои 22, 24, таким образом, будут формировать множество каналов между каждыми двумя смежными стежками 31. В такие каналы можно вводить соответствующую цепь оберток 20.
На фиг. 7f представлена слоистая структура 10 согласно дополнительному варианту осуществления в неактивированном состоянии. Слоистая структура 10 на фиг. 7f схожа с вариантом осуществления, представленным на фиг. 7a, и имеет дополнительный функциональный слой 40, прикрепленный по меньшей мере к первому слою 22 или второму слою 24. В варианте осуществления на фиг. 7f функциональный слой 40 прикреплен ко второму слою 24. Дополнительный функциональный слой 40 может содержать проницаемую для водяного пара и водонепроницаемую мембрану, как описано выше, и, таким образом, обеспечивать водонепроницаемость слоистой структуры 10, а также барьер для других жидкостей и газов, при этом все еще сохраняя слоистую структуру 10, проницаемую для водяного пара. Более подробное описание функционального слоя см. в описании выше.
Дополнительный функциональный слой 40 накладывают на второй слой 24 в низкотемпературном процессе соединения с использованием клейких пятен 44 во избежание активации слоистой структуры 10, когда накладывают функциональный слой 40. Функциональный слой 40 может быть прикреплен к первому слою 22 и/или ко второму слою 24.
На фиг. 8a представлен упрощенный и схематический вид в поперечном разрезе композитной ткани 50, содержащей слоистую структуру 10, как показано на фиг. 7a. Композитная ткань 50 содержит множество слоев, расположенных друг на друге, если смотреть с внешней стороны A одежды, выполненной с использованием такой композитной ткани 50:
(1) слой 36 внешней теплозащитной оболочки, который имеет внешнюю сторону 35 и внутреннюю сторону 37;
(2) барьерный ламинат 38, содержащий функциональный слой 40, барьерный ламинат 38 расположен на внутренней стороне 37 слоя 36 внешней теплозащитной оболочки; и
(3) слоистая структура 10, обеспечивающая адаптивную тепловую изоляцию, как показано на фиг. 7a, слоистая структура 10 расположена на внутренней стороне барьерного ламината 38.
Внешняя сторона A обозначает для всех вариантов осуществления на фиг. с 8a до 8g указанную сторону, которая направлена к окружающей среде.
Барьерный ламинат 38 содержит функциональный слой 40, который типично содержит водонепроницаемую и проницаемую для водяного пара мембрану, например, как описано выше. Функциональный слой 40 прикреплен по меньшей мере к одному слою 42 через адгезивный слой 44 (двухслойный ламинат). Слой 42 может представлять собой тканый или нетканый текстильный слой. Адгезивный слой 44 выполнен так, чтобы значительно не ослаблять способность барьерного ламината 38 дышать. В дополнительных вариантах осуществления барьерный ламинат 38 содержит два или более текстильных слоя, где функциональный слой расположен между по меньшей мере двумя текстильными слоями (трехслойный ламинат).
На фиг. 8a показано, что слоистая структура 10, обеспечивающая адаптивную тепловую изоляцию, расположена в качестве наиболее внутреннего слоя композитной ткани 50. Такая наиболее внутренняя подкладка будет обращена к коже носящего в случае, если композитную ткань 50 используют для производства одежды. По причине расположения на дальней стороне по отношению к источнику тепла ожидают, что слоистая структура 10 будет испытывать значительно более низкие температуры, чем те, что существуют на внешней оболочке 36 одежды. Это имеет преимущество в том, что температуростойкость материалов, используемых для слоистой структуры 10, не должна быть такой высокой, как это требовалось для материала, расположенного близко к внешней оболочке 36. Показано, что в таком расположении относительно точно управляемый механизм адаптивной тепловой изоляции можно реализовать с использованием слоистой структуры 10 с использованием первого слоя 22, второго слоя 24 и полости 16, заполненной газообразующим агентом 18 в соответствии с изобретением, избегая ненужной активации только при умеренно повышенных температурах, с одной стороны, и избегая катастрофической невозможности активации в случаях только слегка более сильного увеличения температуры, чем предполагается для активирующего события, с другой стороны.
Другие конфигурации ткани 50, на которую можно накладывать слоистую структуру 10, представлены на фиг. с 8b до 8g:
На фиг. 8b композитная ткань 50 содержит внешний слой 36 с внешней стороной 35 и внутренней стороной 37. Слоистая структура 10, обеспечивающая адаптивную тепловую изоляцию, расположена на внутренней стороне 37 внешнего слоя 36. Слоистая структура 10 содержит барьерный ламинат 38, который имеет функциональный слой 40, прикрепленный адгезивом к текстильному слою 42, например, посредством точек 44 адгезива, внутренний слой 24, который формирует наиболее внутреннюю подкладку, и обертки 20, расположенные между барьерным ламинатом 38 и внутренним слоем 24. Обертки 20 слоистой структуры 10 соединены с внутренней стороной функционального слоя 40 через подходящий прерывистый адгезив 29, например, силикон, полиуретан. Внутренний слой 24 может содержать один или несколько текстильных слоев. В этом варианте осуществления барьерный ламинат 38 имеет функцию первого слоя слоистой структуры, обеспечивающей адаптивную тепловую изоляцию.
На фиг. 8c композитная ткань 50 содержит слоистую структуру 10, обеспечивающую адаптивную тепловую изоляцию. Слоистая структура 10 содержит внешний слой 36 с внешней стороной 35 и внутренней стороной 37 и барьерный ламинат 38, который имеет функциональный слой 40, прикрепленный адгезивом к текстильному слою 42, например, посредством точек 44 адгезива. Слоистая структура 10 дополнительно содержит обертки 20, которые расположены между внутренней стороной 37 внешнего слоя 36 и барьерным ламинатом 38. В частности, обертки 20 соединены адгезивом с внешней стороной текстильного слоя 42 посредством точек адгезива 29. В этом варианте осуществления барьерный ламинат 38 имеет функцию второго слоя слоистой структуры 10, обеспечивающей адаптивную тепловую изоляцию, и внешний слой 36 имеет функцию первого слоя слоистой структуры 10, обеспечивающей адаптивную тепловую изоляцию. Композит 50 дополнительно содержит внутренний слой 48, который может содержать один или несколько текстильных слоев.
На фиг. 8d композитная ткань 50 содержит слоистую структуру 10, обеспечивающую адаптивную тепловую изоляцию. Слоистая структура 10 содержит внешний слой 36 с внешней стороной 35 и внутренней стороной 37 и барьерный ламинат 38, который имеет функциональный слой 40, прикрепленный адгезивом к текстильному слою 42, например, посредством точек 44 адгезива. Слоистая структура дополнительно содержит обертки 20, которые соединены с внутренней стороной 37 внешнего слоя 36, например, посредством прерывистого адгезива в форме точек адгезива 29. В этом варианте осуществления барьерный ламинат 38 имеет функцию второго слоя слоистой структуры 10, обеспечивающей адаптивную тепловую изоляцию, и внешний слой 36 имеет функцию первого слоя слоистой структуры 10, обеспечивающей адаптивную тепловую изоляцию. Композит 50 дополнительно содержит внутренний слой 48, который может содержать один или несколько текстильных слоев.
Изоляционную способность отдельных слоев можно регулировать при необходимости для конкретного применения, например, с помощью удельной массы, толщины, числа слоев.
На фиг. 8e композитная ткань 50 содержит слоистую структуру 10, содержащую первый слой 22 и второй слой 24 с множеством оберток 20 между ними, как показано на фиг. 6a. Дополнительно композитная ткань 50 содержит барьерный ламинат 38, формирующий внешнюю оболочку композита 50 и расположенный на внешней стороне слоистой структуры 10. Барьерный ламинат 38 содержит внешний слой 36 и функциональный слой 40, прикрепленный адгезивом к внутренней стороне внешнего слоя 36, например, посредством точек 44 полиуретанового адгезива.
Композитная ткань 50 на фиг. 8f похожа на композитную ткань на фиг. 8e. В этом варианте осуществления барьерный ламинат 38 имеет дополнительный внутренний текстильный слой 42, прикрепленный к функциональному слою 40 так, что функциональный слой 40 вставлен между внешним текстильным слоем 36 и текстильным слоем 42. Текстильный слой 42 может представлять собой огнестойкую подкладку, выполненную из тканой материи 125 г/м2 из FR смеси арамида и вискозы.
На фиг. 9 представлена куртка 52 пожарного, содержащая композитную ткань 50, как показано на фиг. 8a-8f. Другая одежда, которая может содержать ткань 50 согласно изобретению, включает куртки, пальто, брюки, спецодежду, обувь, перчатки, носки, гетры, головные уборы, одеяла и т.п. или их части. Композитную ткань также можно использовать в других изделиях, например, в тентах или тому подобном.
На фиг. 10 представлен схематический набросок аппарата 300 для того, чтобы измерять увеличение расстояния D между первым слоем 22 и вторым слоем 24, когда слоистую структуру 10 приводят из неактивированного состояния в активированное состояние. В этом контексте на фиг. 11 представлен схематический набросок слоистой структуры в форме тестового куска 60, подлежащего использованию с аппаратом на фиг. 10 для измерения увеличения расстояния D между первым слоем 22 и вторым слоем 24, когда слоистую структуру 10 приводят из неактивированного состояния в активированное состояние. Тестовый кусок 60 представлен в виде сверху на фиг. 11. Его вид в поперечном разрезе соответствует поперечным сечениям, представленным на фиг. 6a и 6b. На фиг. 11 представлена слоистая структура 10 в неактивированном состоянии.
Тестовый кусок 60, используемый в описанном ниже тесте, имеет следующую конфигурацию:
тестовый кусок 60 образует стеганую структуру с:
(a) первым слоем (22), выполненным из нетканой материи 55 г/м2 из гидросплетенного арамидного волокна (доступна как Vilene Fireblocker в компании Freudenberg, Germany)
(b) вторым слоем (24) (не видно на фиг. 11), расположенным под первым слоем (22), выполненным из тканой армидно-вискозной материи 125 г/м2 (доступна в виде тканой материи из FR смеси вискозы 50/50 «Nomex» в компании Schueler, Switzerland).
Первый и второй слои 22, 24 имеют размер 140 мм (длина L)×140 мм (ширина W). Первый и второй слои 22, 24 соединены посредством множества стежковых швов 62a-62d, 64a-64d, таким образом, формируя стеганный композит. Стежковые швы формируют с помощью закрытого стежка на одну иглу. Таким образом, 9 карманов 25 формируют с помощью стеганого композита 60. Каждый из карманов 25 имеет форму квадрата с длиной стороны a=40 мм. Каждый из этих карманов 25 вмещает соответствующую одну из оберток 20, полученных как описано выше. Отдельные обертки 20, как показано на фиг. 2d, 3a, использовали для того, чтобы осуществлять тестовые измерения. Такие обертки 20 имеют слегка эллиптическую форму, если смотреть на них сверху, большая ось эллипса b1=23 мм, малая ось эллипса b2=20 мм. 9 оберток 20 расположены между первым и вторым слоями 22, 24 так, что отдельная обертка 20 отделена по меньшей мере от одной соседней обертки 20 с помощью одного из указанных стежковых швов 62a-62d, 64a-64d. Каждый из карманов 25 вмещает одну обертку 20. Обертки 20 вставлены в карманы 25 без фиксации на первом слое 22 или втором слое 24.
Каждая из оберток заполнена 0,03 г «3M NOVEC® 1230 Fire Protection Fluid» (химическая формула: CF3CF2C(O)CF(CF3)2) в качестве газообразующего агента согласно способу 2, описанному выше по отношению к фиг. с 2a до 2d.
Способ измерения изменения толщины такого тестового куска представляет собой следующее:
Структура измерительного аппарата:
Установка для измерения изменения толщины тестового куска 60 в ответ на изменение температуры представлено на фиг. 10. Установка содержит аппарат 300 с основанием 302, нагревательной плитой 304, верхней плитой 306 и лазерным устройством 314 для измерения расстояния.
Нагревательная плита 304 соединена с нагревательным аппаратом (плита 300 мм×500 мм из Erichsen, устройство с ракельным ножом для нанесения покрытий 509/MC/1+управление нагреванием Jumo Matec, с контроллером Jumo dtron16, соединенным с 220V/16A).
Тестовый кусок 60 ровно прилегает к нагревательной плите 304.
Верхняя плита 306 имеет форму плоского диска диаметром 89 мм и выполнена из «Monolux 500» (доступно в Cape Boards & Panels, Ltd., Uxbridge, England) или эквивалентного материала. Верхняя плита 306 имеет массу приблизительно 115 г. Верхняя плита 306 ровно прилегает к верхней части тестового куска 60.
Лазерное устройство для измерения расстояния 310 содержит раму 312 и лазерное устройство 314 для измерения расстояния (лазерный датчик: Leuze ODSL-8N 4-400-S 12, который соединен с аналого-цифровым преобразователем Almemo 2590-9V5, который имеет скорость считывания 3 измерения в секунду, аналого-цифровой преобразователь преобразует выходной сигнал 0-10 В лазерного датчика в показание расстояния 0-400 мм, точность: 0,2 мм на ровной пластине). Рама 312 установлена на основании 302. Лазерное устройство 314 для измерения расстояния установлено на верхней консоли рамы таким образом, что лазерное устройство 314 для измерения расстояния испускает лазерный пучок 316 в направлении верхней поверхности верхней плиты 306 и принимает отраженный пучок 318. Лазерное устройство 314 для измерения расстояния способно обнаруживать расстояние h между лазерным устройством 314 для измерения расстояния и верхней поверхностью верхней плиты 306. Предпочтительно, лазерный пучок 316 испускают перпендикулярно верхней поверхности верхней плиты 306.
Температурный градиент пластины 304 ниже 2 K через всю пластину в диапазоне измерения.
Процедура измерения:
Тест выполняют при комнатной температуре, т.е. в контролируемом климате при 23°C и относительной влажности 65%.
(a) Верхнюю плиту 306 помещают непосредственно на нагревательную плиту 304 (без тестового куска 60) для того, чтобы получить нулевое показание h_0.
(b) Затем тестовый кусок 60 помещают между нагревательной плитой 304 и верхней плитой 306. Нагревательную плиту 304 нагревают до температуры выше температуры окружающей среды и на 5 K ниже ожидаемой температуры активации газообразующего агента (например, вплоть до 44°C в случае 3M Novec® 1230 Fire Protection Fluid в качестве газообразующего агента) для того, чтобы получать начальное показание высоты h_1. Толщина тестового куска 60 (соответствующую расстоянию между первым слоем 22 и вторым слоем 24 в неактивированном состоянии) представляет собой D0=h_0-h_1.
(c) Температуру нагревательной плиты повышают с шагом 5 K, после корректировки каждого нового шага расстояние h считывают после 1 минуты для того, чтобы вычислять изменение толщины h_1-h. Эту процедуру повторяют до достижения максимального расширения тестового куска 60. Максимальное расширение считают достигнутым, если изменение толщины h_1-h по меньшей мере для двух последовательных шагов по 5 K совпадает в пределах 0,4 мм (что в два раза превышает точность инструмента измерения расстояния). Получают показание h_max.
Толщина тестового куска 60 (соответствующая расстоянию между первым слоем 22 и вторым слоем 24 в активированном состоянии) составляет D1=h_0-h_max.
Увеличение толщины тестового куска 60 (соответствующее увеличению расстояния между первым слоем 22 и вторым слоем 24 в активированном состоянии по отношению к неактивированному состоянию) составляет D1-D0=h_1-h_max.
В примере с тестовыми кусками, которые способны проходить множество циклов активации/деактивации, доступна следующая тестовая процедура:
Способ обратимости толщины:
Используют аппарат для измерения толщины, как описано выше.
(a) Верхнюю плиту 306 помещают непосредственно на нагревательную плиту 304 (без тестового куска 60) для того, чтобы получить нулевое показание h_0.
(b) Затем тестовый кусок 60 помещают между нагревательной плитой 304 и верхней плитой 306. Нагревательную плиту 304 нагревают до температуры выше температуры окружающей среды и 5 ниже ожидаемой температуры активации газообразующего агента (например, вплоть до 44°C в случае 3M Novec® 1230 Fire Protection Fluid в качестве газообразующего агента) для того, чтобы получить начальное показание высоты h_1. Толщина тестового куска 60 (соответствующая расстоянию между первым слоем 22 и вторым слоем 24 в неактивированном состоянии) D0=h_0-h_1.
(c) Нагревательный цикл:
Целевую температуру нагревательной плиты 304 устанавливают на температуру на 30°C выше точки кипения газообразующего агента в обертке 20 и нагревательную плиту 304 нагревают со скоростью нагрева 1 K/мин. Увеличение толщины (соответствующее увеличению расстояния D между первым слоем 22 и вторым слоем 24) измеряют посредством лазерного устройства 314 для измерения расстояния каждые 10 с.
Когда нагревательная плита 304 достигает целевой температуры, эту температуру поддерживают в течение приблизительно 10 мин и продолжают считывание увеличения толщины. После 10 мин измеряют финальное увеличение толщины (соответствующее расстоянию между первым слоем 22 и вторым слоем 24 в активированном состоянии газообразующего агента).
(d) Цикл охлаждения:
Целевую температуру нагревательной плиты 304 устанавливают на комнатную температуру и нагревательную плиту 304 охлаждают с помощью окружающей среды в течение 1 часа. Уменьшение толщины (соответствующее уменьшению расстояния D между первым слоем 22 и вторым слоем 24) измеряют лазерным устройством 314 для измерения расстояния каждые 10 с. Когда нагревательная плита 304 достигает целевой температуры, эту температуру поддерживают в течение приблизительно 10 мин и продолжают считывание уменьшения толщины. После 10 мин измеряют финальное уменьшение толщины (соответствующее расстоянию между первым слоем 22 и вторым слоем 24 в неактивированной конфигурации).
Нагревательный цикл (c) и цикл охлаждения (d) повторяют 3 раза. Каждый раз измеряют увеличение толщины при наибольшей температуре и уменьшение толщины при наименьшей температуре.
Результат теста на обратимость толщины для одного нагревательного цикла и одного цикла охлаждения представлен на фиг. 12 в форме графика зависимости расстояния D от температуры T. Можно видеть, что получена гистерезисная петля. Из наивысшего плато этой гистерезисной петли можно вывести расстояние D1 между первым слоем 22 и вторым слоем 24 в активированной конфигурации и из самого низшего плато можно вывести расстояние D0 между первым слоем 22 и вторым слоем 24 в неактивированной конфигурации.
Для обратимых оберток с жидким газообразующим агентом доступен следующий тест функциональности для отдельных оберток 20:
(a) Подготавливают 2 ведра. Каждое ведро заполняют 2 литрами жидкости. Первое ведро выполняет функцию холодной ванны, а второе ведро выполняет функцию горячей ванны. Температуры для холодной ванны и горячей ванны следует выбирать по отношению к температуре активации газообразующего агента и температуре начала конденсации/заморозки газообразующего агента. Если в одном из примеров газообразующий агент представляет собой жидкость и диапазон температур кипения/конденсации составляет от 47 до 52°C, то температура холодной ванны составляет 25°C, а температура горячей ванны составляет 80°C, предпочтительно использовать воду в качестве жидкости в горячей ванне и холодной ванне.
(b) Обертку 20, заполненную газообразующим агентом 18, удерживают пинцетом и кладут в горячую ванну до тех пор, пока обертка 20 не надуется.
(c) После завершения надувания, надутую обертку 20 удаляют из горячей ванны незамедлительно и толщину надутой обертки оценивают с использованием рамы с отверстием рассчитанной толщины. Такую раму следует выполнять из материала с низкой теплопроводностью. В качестве примера, в случае, если ожидаемая толщина надутой обертки составляет 5,5 мм, то используя раму с отверстием 5 мм в высоту и 30 мм в ширину, можно показать, что обертка достигла по меньшей мере 5 мм.
(d) Затем обертку помещают в холодную ванну до тех пор, пока она не спадется снова. Циклы с (b) до (d) повторяют до тех пор, пока надувание более не будет достигать зазора в раме, что указывает на ухудшение функциональности обертки. После каждых 10 повторений температуры жидкости внутри 2 ведер контролируют и, в случае необходимости, корректируют до целевого значения.
Примеры композитной ткани:
В примере 1 получали образец 50 композитной ткани согласно фиг. 8a, содержащий
- внешнюю оболочку в форме теплозащитного слоя 36, выполненного из тканой материи Nomex Delta T 200 г/м2, которая доступна в компании Fritsche, Germany;
- барьерный ламинат 38 в форме ламината Fireblocker N (145 г/м2), доступного в компании W.L. Gore & Associates GmbH, Germany, и
- слоистую структуру 10 в форме образца 60 композитной ткани согласно фиг.11.
Эталонный образец получали с использованием той же установки в качестве примера 1 без заполнения оберток 20 газообразующим агентом 18.
Следующие тестовые результаты получали для примера 1 и эталонного образца:
Пример 1 Эталонный пример
EN367-HTI24 -среднее [с] 26,4 17,3
RHTI24 среднее [с] 25,4 20,5
удельная масса [г/м2] 591 580
RET [м2 Па/Вт] 21,6 21,6
«EN367-HTI24 - среднее» относится к «индексу переноса тепла при 80 Вт/м2», как определено в DIN EN 367 (1992). Это значение описывает время, которое занимает повышение температуры на 24 K на второй стороне (внутренней стороне) образца ткани, как показано на фиг. 11, когда первую сторону подвергают воздействию источника тепла 80 Вт/м2 с использованием пламени.
«RHTI24 среднее» относится к «индексу переноса тепла излучением при 40 Вт/м2», как определено в DIN-EN-ISO 6942 (2002-9). Это значение описывает время, которое занимает увеличение температуры на 24 K на второй стороне (внутренней стороне) образца ткани, как показано на фиг. 11, когда первую сторону подвергают воздействию излучающего источника тепла 40 Вт/м2 с использованием источника излучения с температурой 1100°C.
RET относится к сопротивлению пропусканию водяного пара, как определено выше.
Реферат
Изобретение относится к слоистой структуре (10), обеспечивающей адаптивную тепловую изоляцию, которая содержит первый слой (22), второй слой (24), по меньшей мере одну полость (16), предоставленную между первым слоем (22) и вторым слоем (24), газообразующий агент (18), который имеет неактивированную конфигурацию и активированную конфигурацию, газообразующий агент (18) адаптирован для смены неактивированной конфигурации на активированную конфигурацию, например, для того, чтобы повышать давление газа внутри полости (16), в ответ на увеличение температуры в полости (16), первый слой (22), второй слой (24) и полость (16) расположены так, что расстояние (D) между первым слоем (22) и вторым слоем (24) возрастает в ответ на повышение давления газа внутри полости (16). 3 н. и 36 з.п. ф-лы, 36 ил.
Комментарии