Присадка для формовочных смесей - RU2696803C1
Код документа: RU2696803C1
Описание
Изобретение относится к литейному производству, а именно к защитной присадке для формовочных смесей, используемых при фасонном литье магниевых сплавов в песчаные формы.
Формовочные песчаные смеси служат для наполнения литейных форм, которые заливаются жидкими магниевыми сплавами. Заливаемый в литейную форму жидкий магниевый сплав в воздушной среде полости формы окисляется и поэтому для защиты жидкого магниевого сплава от окисления в формовочную смесь добавляют защитную присадку, которая защищает жидкий металл в литейной форме от окисления и этим предотвращает образование окисных дефектов на поверхности затвердевшей отливки (детали) и пригара.
Известна присадка для формовочных смесей, имеющая следующий химический состав в мас. %: борная кислота 13-17, кристаллогидрат сернокислого алюминия 15-19. мочевина - остальное. (Антонов, Е.Г. Технология производства и свойства отливок и деформированных полуфабрикатов. Справочник / Е.Г. Антонов, Б.А. Арбузов, В.М. Бабкин; отв. ред.; И.И. Гурьев, М.В. Чухров // М.: Металлургия. - 1978. - 296 с.). Недостатками известной присадки являются невысокие прочностные свойства формовочной смеси и наличие дефектов на отливах из магниевых сплавов.
Наиболее близким техническим решением, выбранным в качестве прототипа, является присадка для формовочных смесей, содержащая мас. %: борная кислота 14-20, фтористый алюминий 8-18, мочевина - остальное. Присадка может дополнительно содержать одно вещество из группы, включающей углекислый марганец, углекислый магний, сернокислую медь, сернокислый аммоний, сернокислый алюминий, сернокислый магний, в количестве 4-8 мас. % (RU 2238168, МПК В22С, опубл. 20.10.2004). Недостатками присадки по прототипу являются невысокие физико-механические характеристики формовочной смеси для изготовления формы и недостаточные защитные свойства.
Задачей предлагаемого изобретения является создание присадки для формовочных смесей литейных форм магниевого литья, обеспечивающей высокие физико-механические свойства формы и надежно защищающей в литейной форме жидкие магниевые сплавы от окисления - горения и пригара.
Технический результат - улучшение физико-механических и эксплуатационных характеристик формовочных смесей литейных форм магниевого литья.
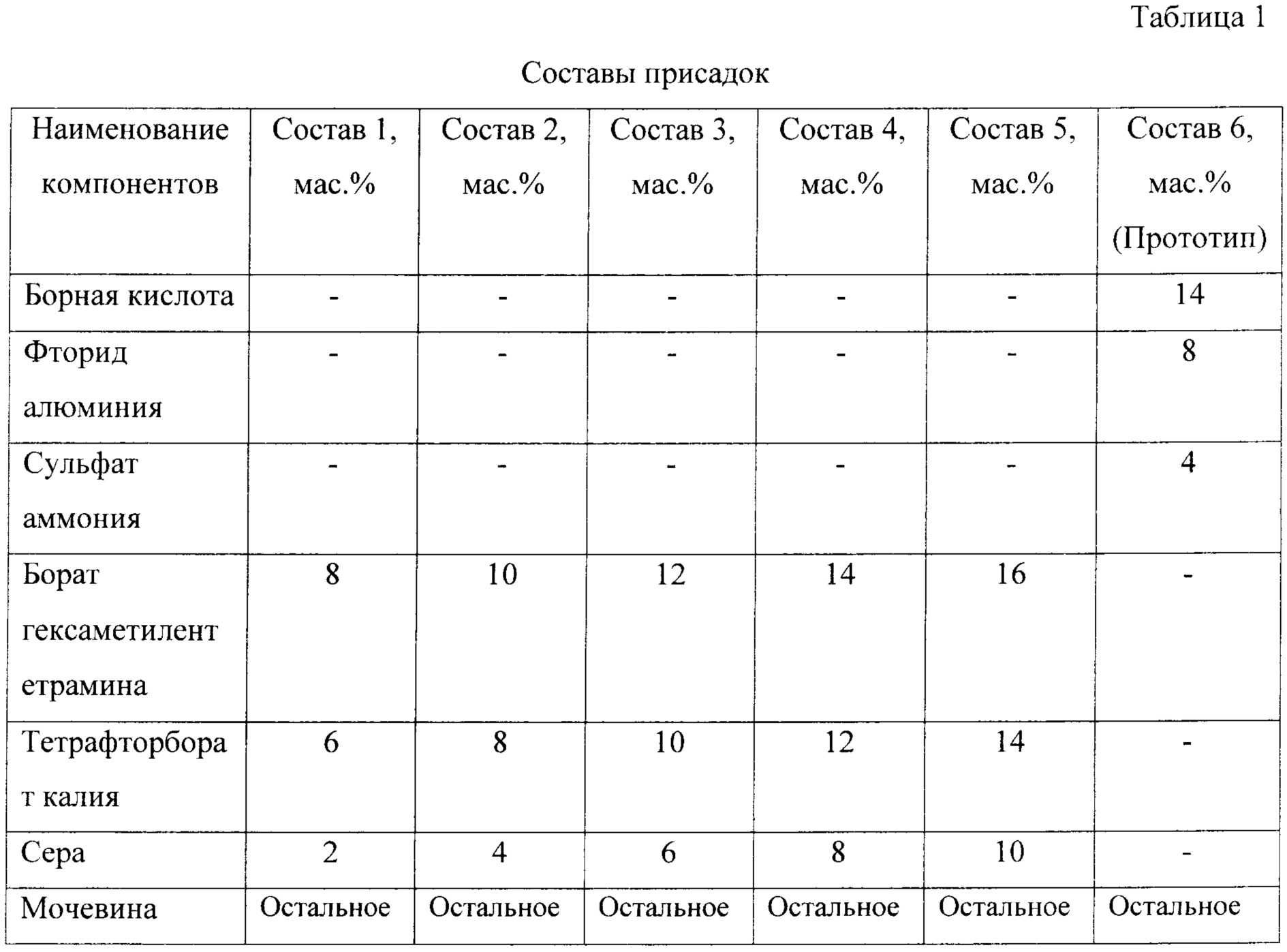
Технический результат достигается тем, что присадка для формовочных смесей, включающая мочевину (NH2)2CO, отличающаяся тем, что дополнительно содержит борат гексаметилентетрамина состава 6H3BO3⋅C6H12N4, тетрафторборат калия KBF4 и серу S при следующем соотношении компонентов в мас. %:
Для приготовления присадки использовали следующие материалы: борную кислоту (ГОСТ 18704-78); гексаметилентетрамин (ГОСТ 1381-73); тетрафторборат калия (ГОСТ/ТУ 6-09-5304-86); сера (ГОСТ 127.1-93); мочевина (ГОСТ 2081-2010).
Борат гексаметилентетрамина состава 6H3BO3⋅C6H12N4 получают следующим образом. В реакционную колбу емкостью 500 мл наливают 300 мл дистиллированной воды и растворяют в ней 18,6 г (0,3 моля) борной кислоты и 7,0 г (0,05 моля) гексаметилентетрамина. Смесь непрерывно перемешивают в течение 4 часов при температуре 50°С (температура поддерживается в термостате с точностью ±0,1°С) после чего раствор переносят в кристаллизатор для изотермического испарения. Выход продукта - 22,8 г, что составляет 89,1%. Химический анализ показал, что борат гексаметилентетрамин состава 6H3BO3⋅C6H12N4 содержит, %: В - 12,74; N - 11,02. Для кристаллов синтезированного соединения определяли показатель преломления иммерсионным методом на поляризационном микроскопе МИН-8, который равен 1601; плотность равна - 1,304 г/см3; молекулярный объем - 392,64 см3/моль; удельный объем - 0,76 см3/г.
Приготовление присадки осуществляли путем смешивания компонентов в смесителе Multiserw Mieszarki RN12/VL2. После добавления всех компонентов смесь перемешивали в течение 1 минуты.
Приготовление формовочной смеси проводили так же в смесителе Multiserw Mieszarki RN12/VL2. При приготовлении данной смеси сначала в песок добавляли присадку, полученную по вышеописанной технологии, согласно составам табл. 1. Содержание присадки составляет 6% от массы песка. Полученную массу перемешивали в течение 3 минут. Потом в массу полученной смеси добавляли смолу и отвердитель в количествах 0,3% согласно рекомендациям производителя альфа-сет смеси. После добавления смолы и смеси, каждого из них, производилось перемешивание в течение 3 минут.
Для исследования в качестве шихтовых материалов использовались сплав МЛ 19 ГОСТ 2856-79 производства Соликамского опытно-металлургического завода. Плавка проводилась в индукционной печи РЭЛТЕК в стальных тиглях под флюсом из карналлита состава KCl⋅MgCl2. Заливка форм проводилась при температуре 760°С сплавом массой 4-5 кг. Формы изготавливались из песка марки 2К1О3016 (ГОСТ 2138-91) с использованием альфа-сет холодно-твердеющей смеси. При изготовлении форм по альфа-сет процессу использовались смола марки ФС-01 ТУ 2221-010-38267160-2012 и отвердитель марки А-30 ТУ 2494-001-95197502-2006. Живучесть смеси определялась по времени выдержки смеси от момента приготовления до изготовления образца, прочность которого снижается на 30% по сравнению с максимальным показателем ее прочности. Для определения влияния присадок на прочностные характеристики смесей проводились испытания на растяжение по ГОСТ 23409.7-78 с помощью испытательной машины Multiserw LRu-2e.
При определении влияния боратов на качество поверхности отливки изготавливались две отливки: первая отливка в виде бруска толщиной 10, 20 и 30 мм, а вторая отливка в виде цилиндра диаметром 60 мм и высотой 130 мм. Составы присадок под номерами 1-6 приведены в табл. 1.
Результаты исследования физико-механических свойств формовочной смеси с присадками по прототипу (состав 6) и испытуемыми присадками (составы 1-5) приведены в табл. 2.
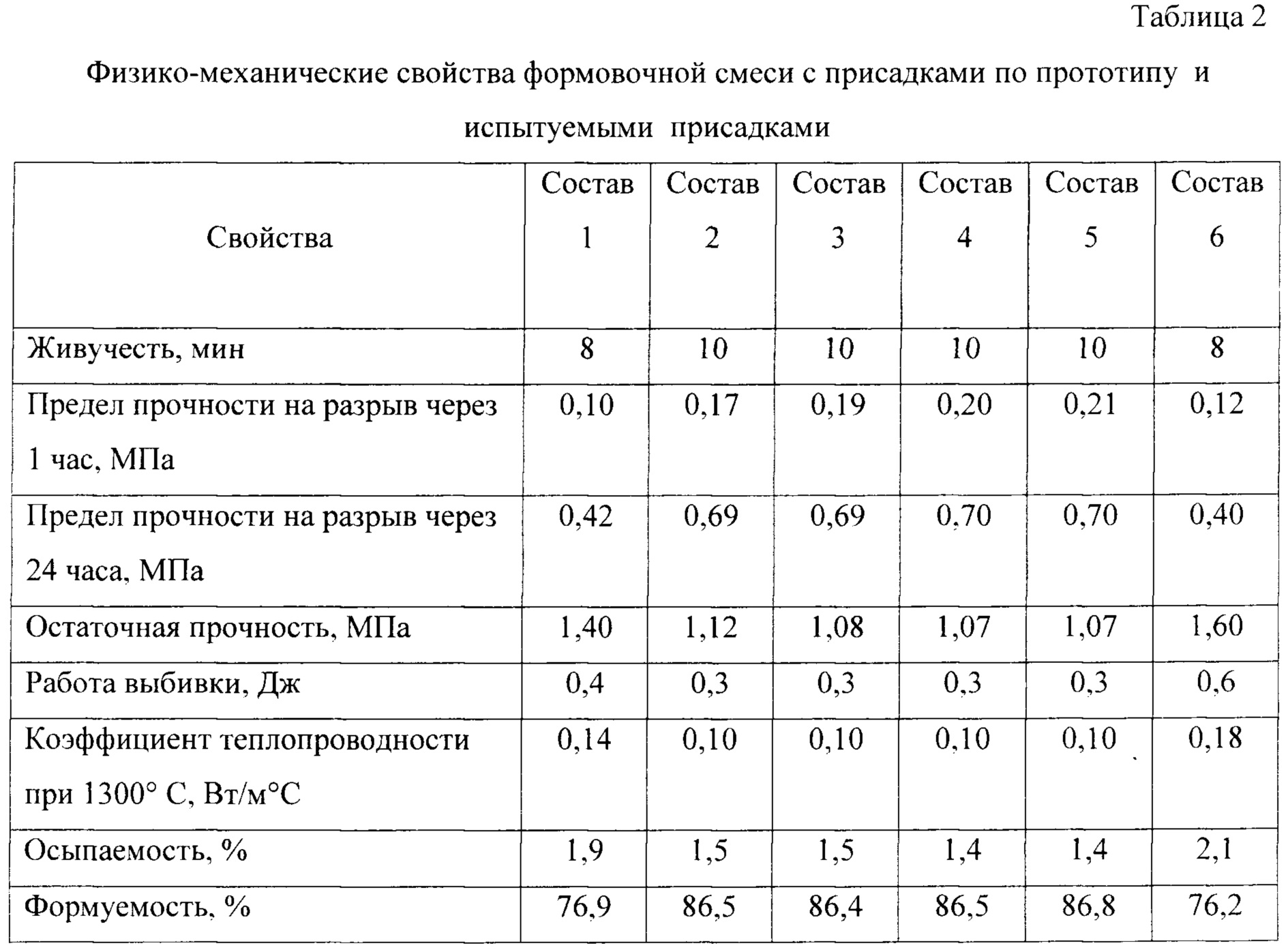
Из данных табл. 2 видно, что живучесть всех составов составляет 8-10 минут, при этом прочность через 1 час и через 24 часа после изготовления составов 2-5 увеличивается в 1,8 раза, остаточная прочность уменьшается на 33%, а работа выбивки смесей из отливок на 50% по сравнению с прототипом. Оптимальным содержанием присадки обладают составы 2-4, так как дальнейшее повышение содержания присадки не оказывает существенного влияния на физико-механические свойства формовочной смеси.
Изготовленные литейные песчаные формы заливают жидким магниевым сплавом МЛ 19 и после их охлаждения из них извлекают металлические фасонные отливки и образцы. По чистоте поверхности отливок и образцов производится оценка свойств, применяемых составов формовочной смеси с присадками по прототипу и заявляемыми присадками (табл. 3).
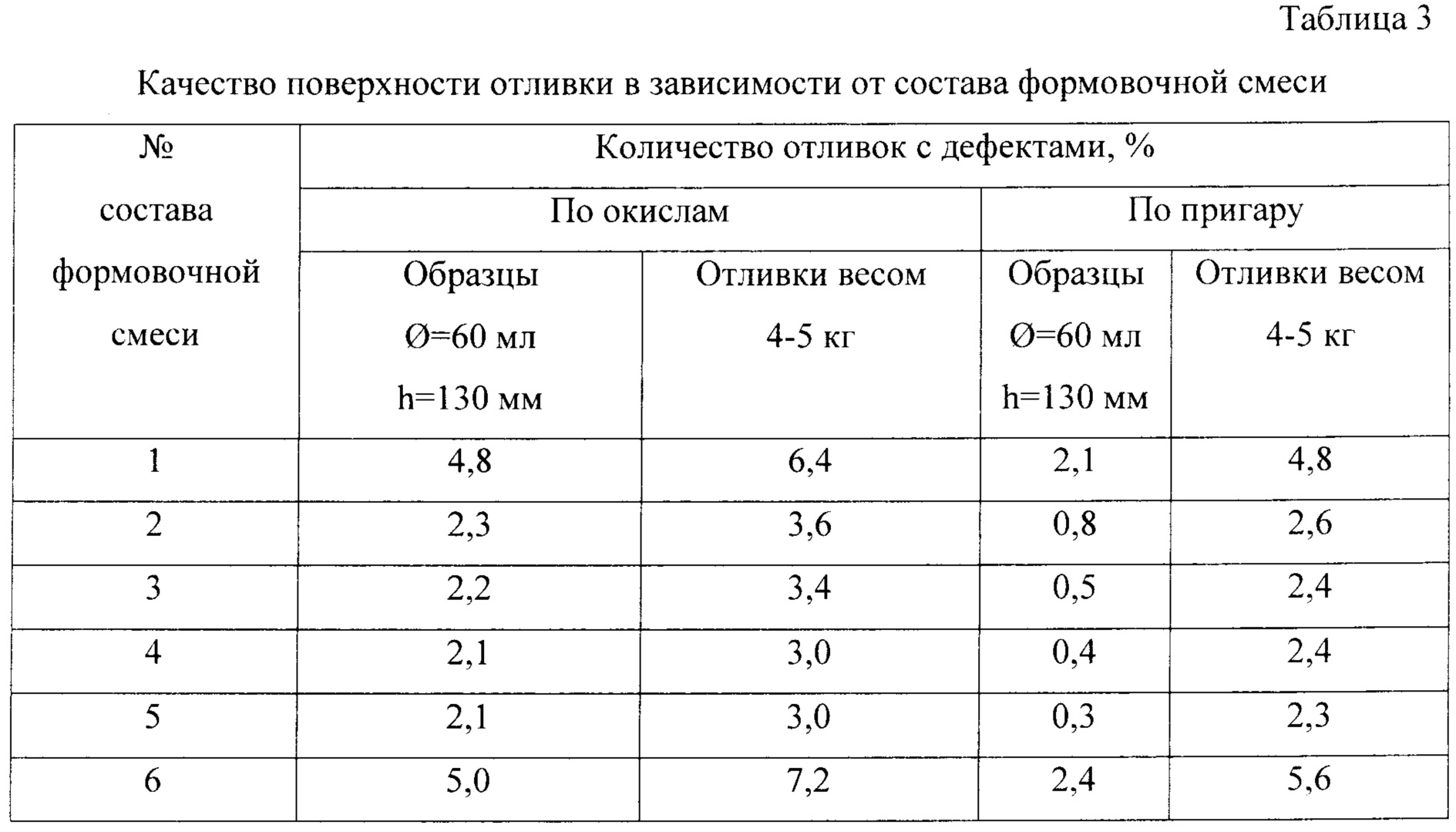
Из данных табл. 3 следует, что использование составов 2,3,4,5 значительно улучшает качество по чистоте поверхности отливок по сравнению с применением состава 6 (прототип), что подтверждает повышенные защитные свойства составов с заявляемыми присадками. При этом количество дефектных отливок уменьшается в 2-3 раза, что подтверждает эффективность заявляемых присадок для формовочной смеси и возможность получения качественных отливок из магниевых сплавов и снижения трудовых и энергетических затрат по устранению дефектов в отливках.
Реферат
Изобретение относится к литейному производству, а именно к защитной присадке для формовочных смесей, используемых при фасонном литье магниевых сплавов в песчаные формы. Присадка включает, мас. %: борат гексаметилентетрамина 10-14, тетрафторборат калия 8-12, серу 4-8 и мочевину остальное. Технический результат: улучшение физико-механических и эксплуатационных характеристик формовочных смесей литейных форм магниевого литья. 3 табл.
Комментарии